


Simulation and Experimental Study on Stress Relaxation Response of Polycrystalline γ-TiAl Alloy under Nanoindentation Based on Molecular Dynamics

Abstract
:1. Introduction
2. Simulation Study of the Nano-Indentation Response in the Stress Relaxation Process
2.1. Model Building
2.2. Molecular Dynamics Principle and Potential Function Selection of Nanoindentation
2.2.1. Selection of Potential Function
- (1)
- EAM potential function
- (2)
- Morse potential function

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Unit | Table | Al-C |
|---|---|---|
| D0 (eV) | 0.9820 | 0.2800 |
| α (Å−1) | 2.2830 | 2.7800 |
| r0 (Å) | 1.8920 | 2.2000 |
| Simulation Condition | Simulation Parameters |
|---|---|
| Workpiece material | Polycrystalline γ-TiAl alloy |
| Number of grains of workpiece | 6 |
| Atomic number of workpieces | 631,504 |
| Shape and material of indenter | Berkovich Diamond indenter |
| Head atomic number | 18,596 |
| Time step | 1 fs |
| Indentation speed | 50 m/s |
| Stress relaxation time | 50 ps |
| Lifting speed | 50 m/s |
| Simulated temperature | 293 K |
| Potential function | EAM, Morse |
2.2.2. Equilibrium Ensemble of Molecular Dynamics Simulation
- (1)
- Microcanonical ensemble
- (2)
- Canonical ensemble
- (3)
- Constant-temperature and constant-pressure ensemble
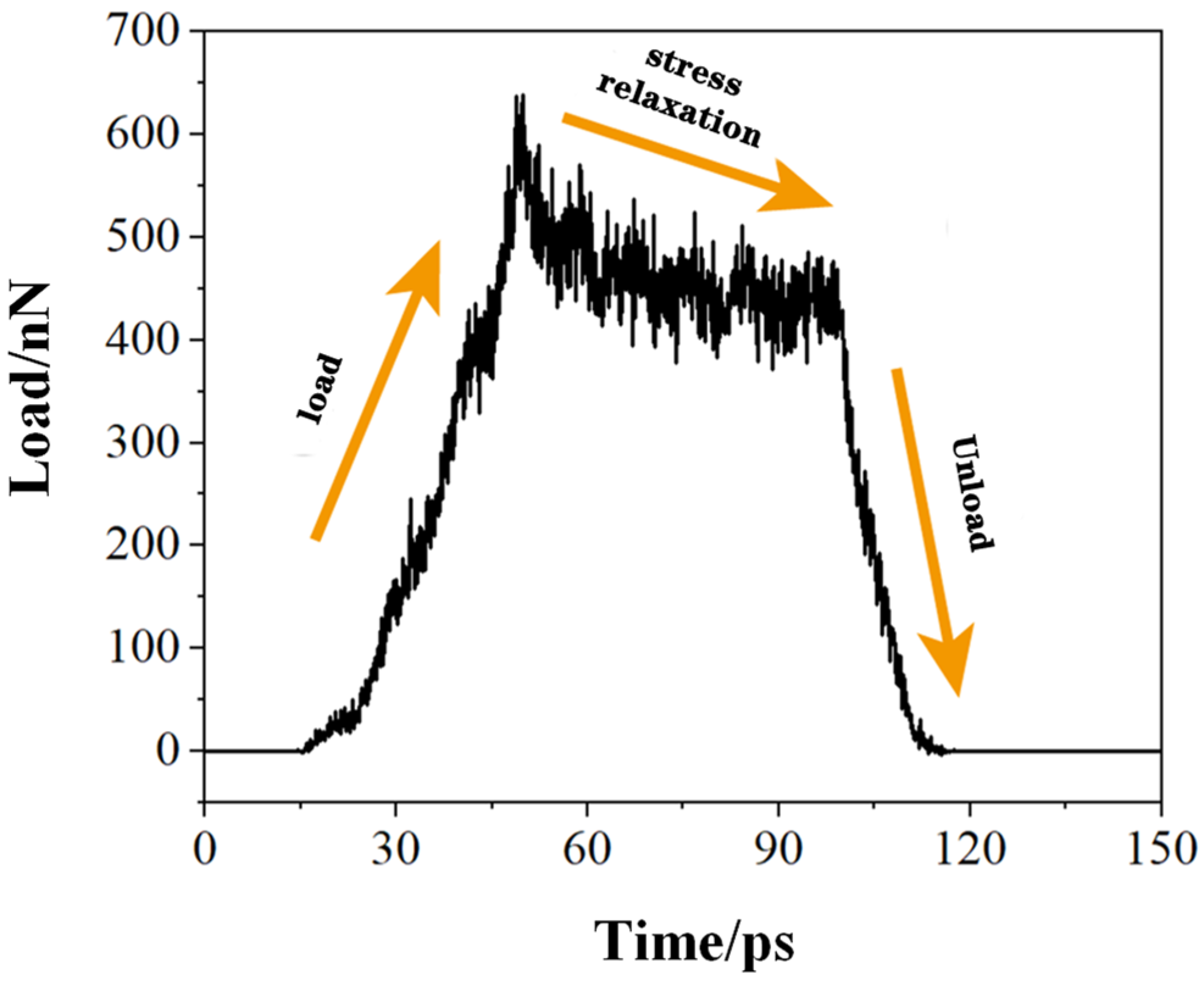
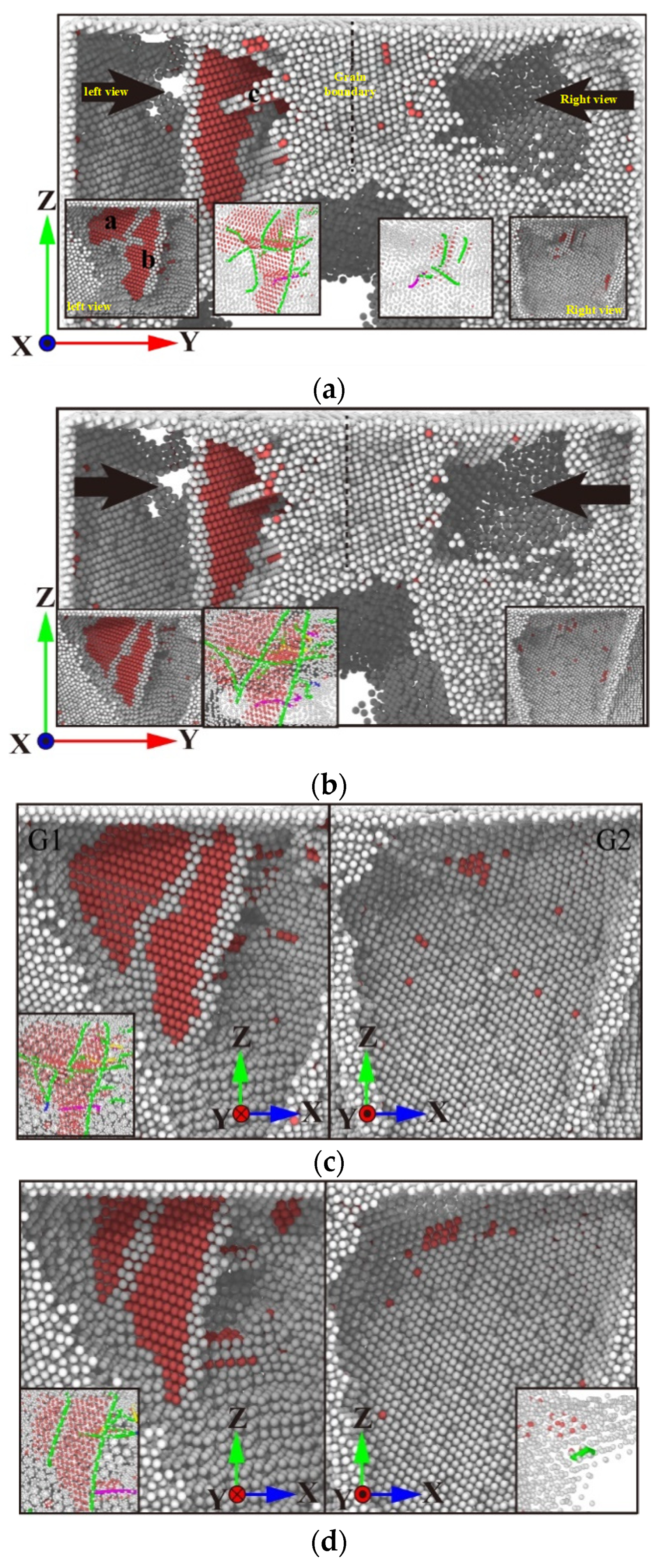
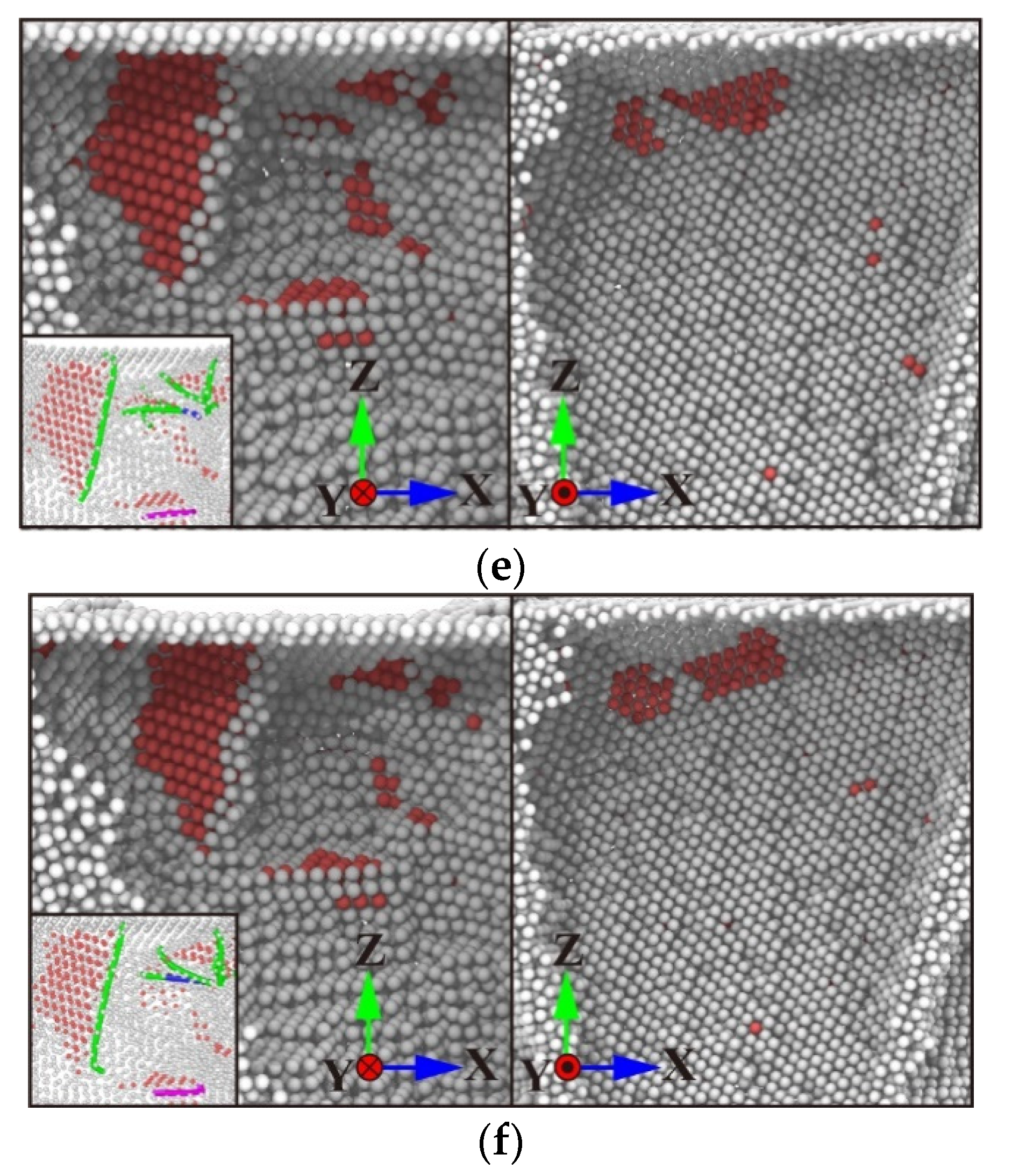
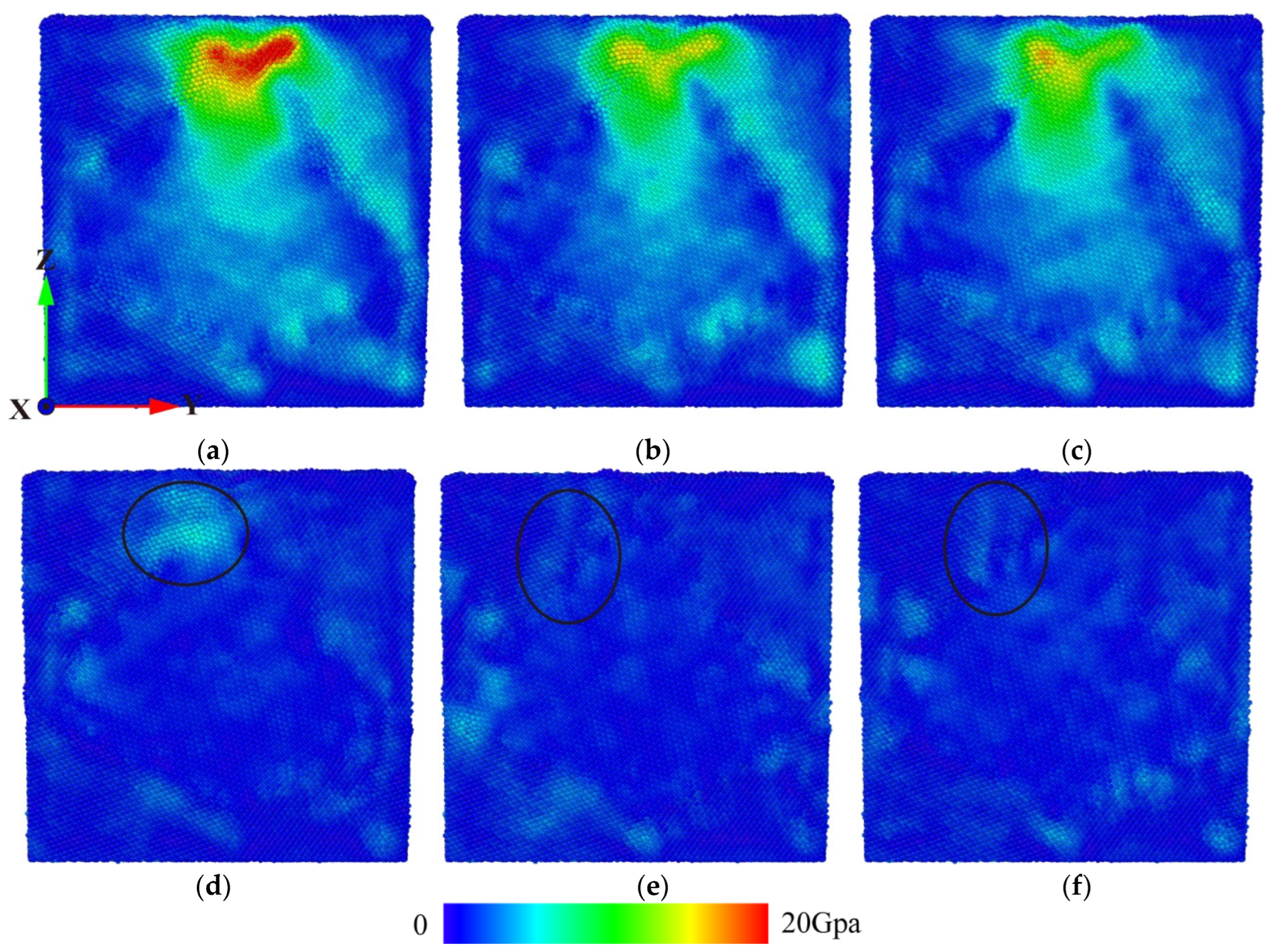
2.3. Response Analysis of Pressure Relaxation Process
3. Experimental Study on Nano-Indentation Response in the Stress Relaxation Process
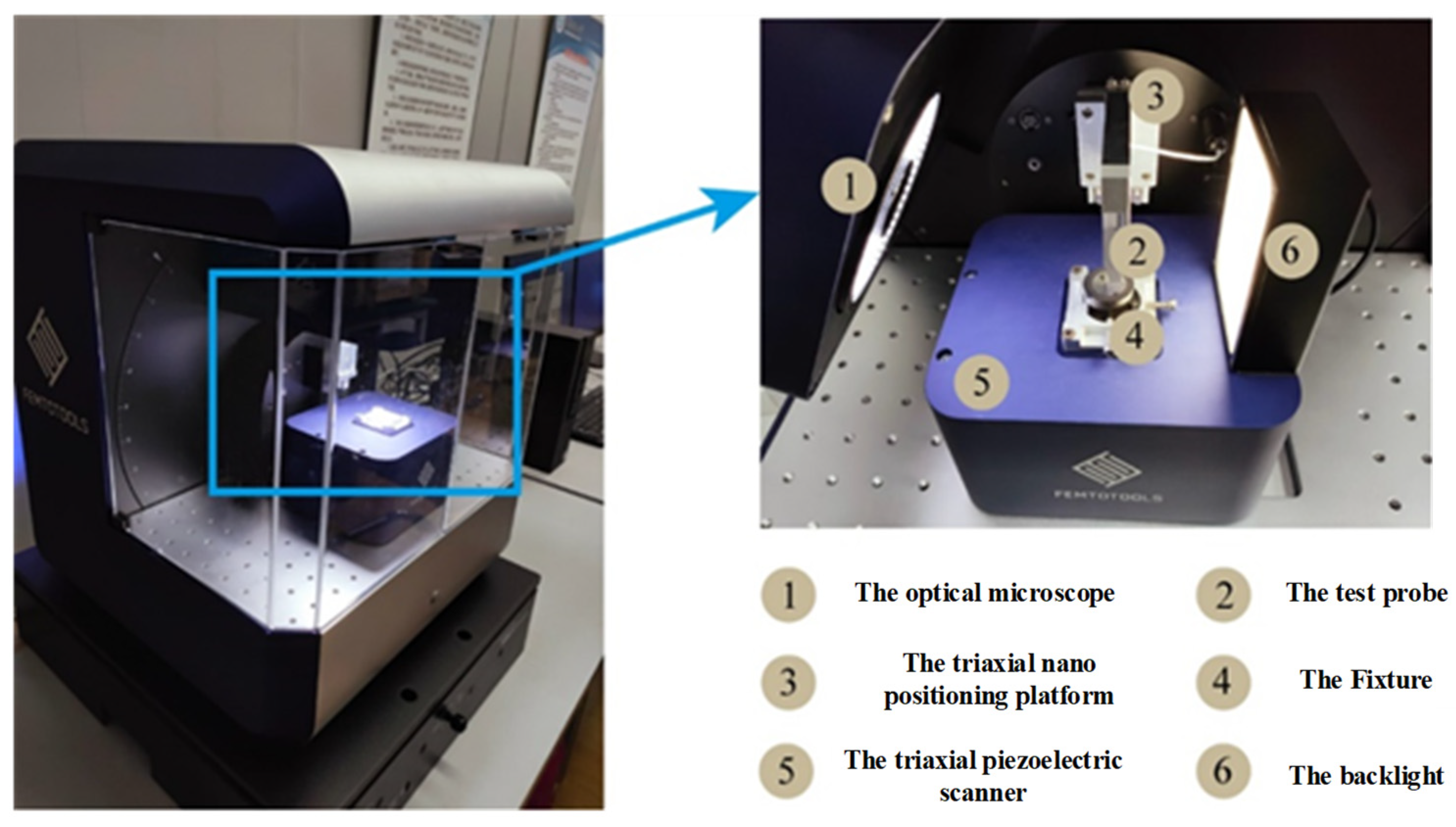
3.1. Test Preparation
3.2. Experimental Study on Nano-Indentation Response during Stress Relaxation
4. Conclusions
- (1)
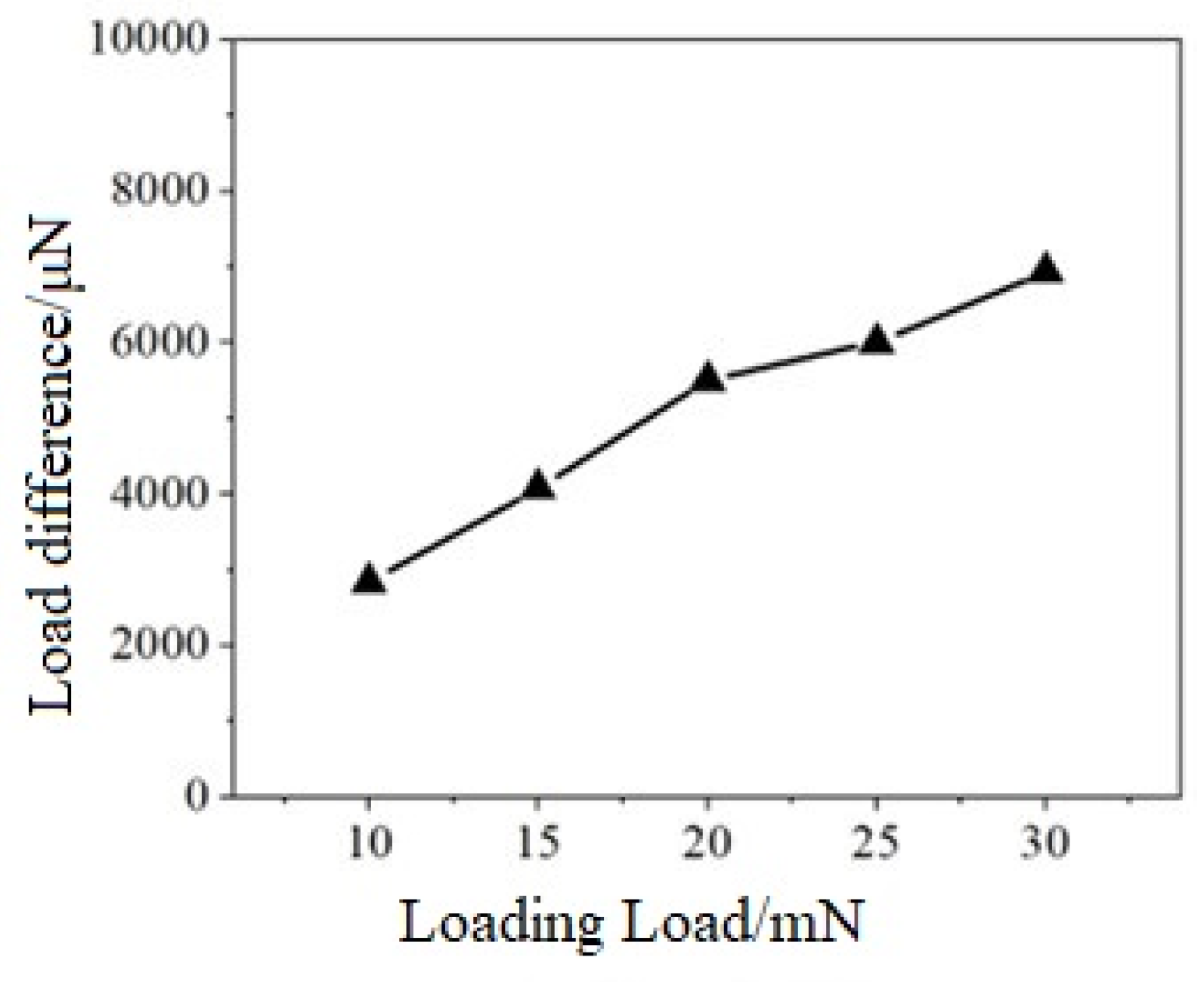
- The experimental study of the stress relaxation stage revealed that the load change trend aligns with the findings of the molecular dynamics simulation. Specifically, the load initially decreases and then stabilizes when the displacement of the indenter remains constant. As the loading load increases, the discrepancy between the maximum load value attained during loading and the load value maintained during the displacement holding stage gradually widens. Upon application of a significant load, the γ-TiAl workpiece attains a specific degree of deformation and subsequently maintains this deformation. The degree of stress relaxation in the workpiece is considerable, as evidenced by the load-time curve, which illustrates a pronounced decline in load. The load change trend in the two is consistent with time, thereby elucidating the response mechanism of the Ti-Al alloy in the stress relaxation stage.
- (2)
- In the stress relaxation stage, the discrepancy between the maximum load value attained during loading and the load value sustained in the displacement holding stage gradually increases with the rise in loading. The γ-TiAl workpiece exhibits a high degree of deformation even under large loads, accompanied by a significant relaxation of internal stresses. This is evidenced by the load-time curve, which shows a pronounced decline in the load value. The load-time curve of the stress relaxation process obtained by the simulation process is identical to that obtained by the simulation, thereby providing reliable support for molecular dynamics simulation to study the characteristics of an actual γ-TiAl alloy, resolve the issue of room temperature brittleness, and enhance the performance of TiAl-based alloys.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Clemens, H.; Mayer, S. Intermetallic titanium aluminides in aerospace applications—Processing, microstructure and properties. Mater. High Temp. 2016, 33, 560–570. [Google Scholar] [CrossRef]
- Clemens, H.; Mayer, S. Design, processing, microstructure, properties, and applications of advanced intermetallic TiAl alloys. Adv. Eng. Mater. 2013, 15, 191–215. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Inui, H.; Ito, K. High-temperature structural intermetallics. Acta. Mater. 2000, 48, 307–322. [Google Scholar] [CrossRef]
- Dimiduk, D.M. Gamma titanium aluminide alloys-an assessment within the competition of aerospace structural materials. Mater. Sci. Eng. 1999, 263, 281–288. [Google Scholar] [CrossRef]
- Kim, Y.W. Intermetallic alloys based on gamma titanium aluminide. J. Miner. 1989, 41, 24–30. [Google Scholar] [CrossRef]
- Lasalmonie, A. Intermetallics: Why is it so difficult to introduce them in gas turbine engines? Intermetallics 2006, 14, 1123–1129. [Google Scholar] [CrossRef]
- Liang, Y.; Lin, J. Fabrication and Properties of γ-TiAl Sheet Materials: A Review. J. Miner. 2017, 69, 2571–2575. [Google Scholar] [CrossRef]
- Ruestes, C.; Alhafez, I.; Urbassek, H. Atomistic Studies of Nanoindentation-A Review of Recent Advances. Crystals 2017, 7, 293. [Google Scholar] [CrossRef]
- Zhang, Y. Explicit implementation of the non-local operator method: A non-local dynamic formulation for elasticity solid. Int. J. Hydromechatron. 2022, 5, 3–21. [Google Scholar] [CrossRef]
- Mondal, D.; Feng, G.; Gu, F.; Ball, A. Investigation of VMD denoising method based on Monte Carlo simulation: A comparative study between newly introduced autocorrelation-based method and PDF distance based method. Int. J. Hydromechatron. 2021, 4, 259–276. [Google Scholar] [CrossRef]
- von Hahn, T.; Mechefske, C.K. Self-supervised learning for tool wear monitoring with a disentangled-variational-autoencoder. Int. J. Hydromechatron. 2021, 4, 69–98. [Google Scholar] [CrossRef]
- Zhao, B.; Gao, X.; Pan, J.; Liu, H.; Zhao, P. Investigation of Gallium Arsenide Deformation Anisotropy during Nanopolishing via Molecular Dynamics Simulation. Micromachines 2024, 15, 110. [Google Scholar] [CrossRef] [PubMed]
- Chen, J.; Fang, L.; Zhang, M.; Peng, W.; Sun, K.; Han, J. Stress Relaxation Behaviors of Monocrystalline Silicon Coated with Amorphous SiO2 Film: A Molecular Dynamics Study. Acta Mech. Solida Sin. 2021, 34, 506–515. [Google Scholar] [CrossRef]
- Chen, J.; Fang, L.; Chen, H.; Sun, K.; Dang, S.; Han, J. The loading speed facilitating stress relaxation behaviors of surface-modified silicon: A molecular dynamics study. J. Mol. Model. 2022, 28, 160. [Google Scholar] [CrossRef]
- Chen, J.; Fang, L.; Chen, H.; Sun, K.; Han, J. Indenter Size Effect on Stress Relaxation Behaviors of Surface-modified Silicon: A Molecular Dynamics Study. J. Wuhan Univ. Technol. Sci. Ed. 2022, 37, 370–377. [Google Scholar] [CrossRef]
- Varma, A.; Gokhale, A.; Jain, J.; Hariharan, K.; Cizek, P.; Barnett, M. Investigation of stress relaxation mechanisms for ductility improvement in SS316L. Philos. Mag. 2018, 98, 165–181. [Google Scholar] [CrossRef]
- Nguyen, N.V.; Vu, Q.A.; Kim, S.E. An experimental study on stress relaxation behaviour of high strength steel wire: Microstructural evolution and degradation of mechanical properties. Conster. Build. Mater. 2020, 261, 119926. [Google Scholar] [CrossRef]
- Xie, H.; Ma, Z.; Zhao, H.; Ren, L. Temperature induced nano-scratch responses of γ-TiAl alloys revealed via molecular dynamics simulation. Mater. Today Commun. 2022, 30, 103072. [Google Scholar] [CrossRef]
- Li, J.; Dong, X.; Xie, H.; Xu, C.; Liu, J.; Zhang, J. Process-induced evolution of prismatic dislocation loop and its effect on mechanical properties. Mater. Today Commun. 2022, 31, 103754. [Google Scholar] [CrossRef]
- DaSilva, C.J.; Rino, J.P. Atomistic simulation of the deformation mechanism during nanoindentation of gamma titanium aluminide. Comp. Mater. Sci. 2012, 62, 1–5. [Google Scholar] [CrossRef]
- Edwards, T.E.J.; Di Gioacchino, F.; Clegg, W.J. An experimental study of the polycrystalline plasticity of lamellar titanium aluminide. Int. J. Plast. 2019, 118, 291–319. [Google Scholar] [CrossRef]
- Ilyas, M.U.; Kabir, M.R. Modelling high temperature deformation of lamellar TiAl crystal using strain-rate enhanced crystal plasticity. Mater. Sci. Eng. 2020, 788, 139524. [Google Scholar] [CrossRef]
- Li, W.; Zha, F.; Fu, B.; Li, Y.; Duan, J.; Zhou, Z. A Study on the Surface Quality and Damage Properties of Single-Crystal Silicon Using Different Post-Treatment Processes. Micromachines 2024, 15, 145. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, C.; Wu, M.; Chen, J. Effect of fluid media on material removal and subsurface defects evolution of monocrystal copper in nano-cutting process. Nanoscale Res. Lett. 2019, 14, 239. [Google Scholar] [CrossRef] [PubMed]
- Daw, M.S.; Baskes, M.I. Embedded-atom method: Derivation and application to impurities, surfaces, and other defects in metals. Phys. Rev. B 1984, 29, 6443. [Google Scholar] [CrossRef]
- Girifalco, L.A.; Weizer, V.G. Application of the Morse Potential Function to Cubic Metals. Phys. Rev. 1959, 114, 687–690. [Google Scholar] [CrossRef]
- Li, J.; Feng, R.; Qiao, H.; Li, H.; Wang, M.; Qi, Y.; Lei, C. Effect of Cutting Crystal Directions on Micro-Defect Evolution of Single Crystal γ-TiAl Alloy with Molecular Dynamics Simulation. Metals 2019, 9, 1278. [Google Scholar] [CrossRef]
- Schuster, J.C.; Palm, M. Reassessment of the binary Aluminum-Titanium phase diagram. J. Phase Equilibria Diffus. 2006, 27, 255–277. [Google Scholar] [CrossRef]
- Witusiewicz, V.T.; Bondar, A.A.; Hecht, U.; Rex, S.; Velikanova, T.Y. The Al-B-Nb-Ti system III. Thermodynamic re-evaluation of the constituent binary system Al-Ti. J. Alloys Compd. 2008, 465, 64–77. [Google Scholar] [CrossRef]
- Hussein, Y.S.S. Effect of Al Content on Mechanical Properties of Ti-Al Binary Alloy. Ph.D. Thesis, University of Science and Technology of China, Hefei, China, 2021. [Google Scholar]



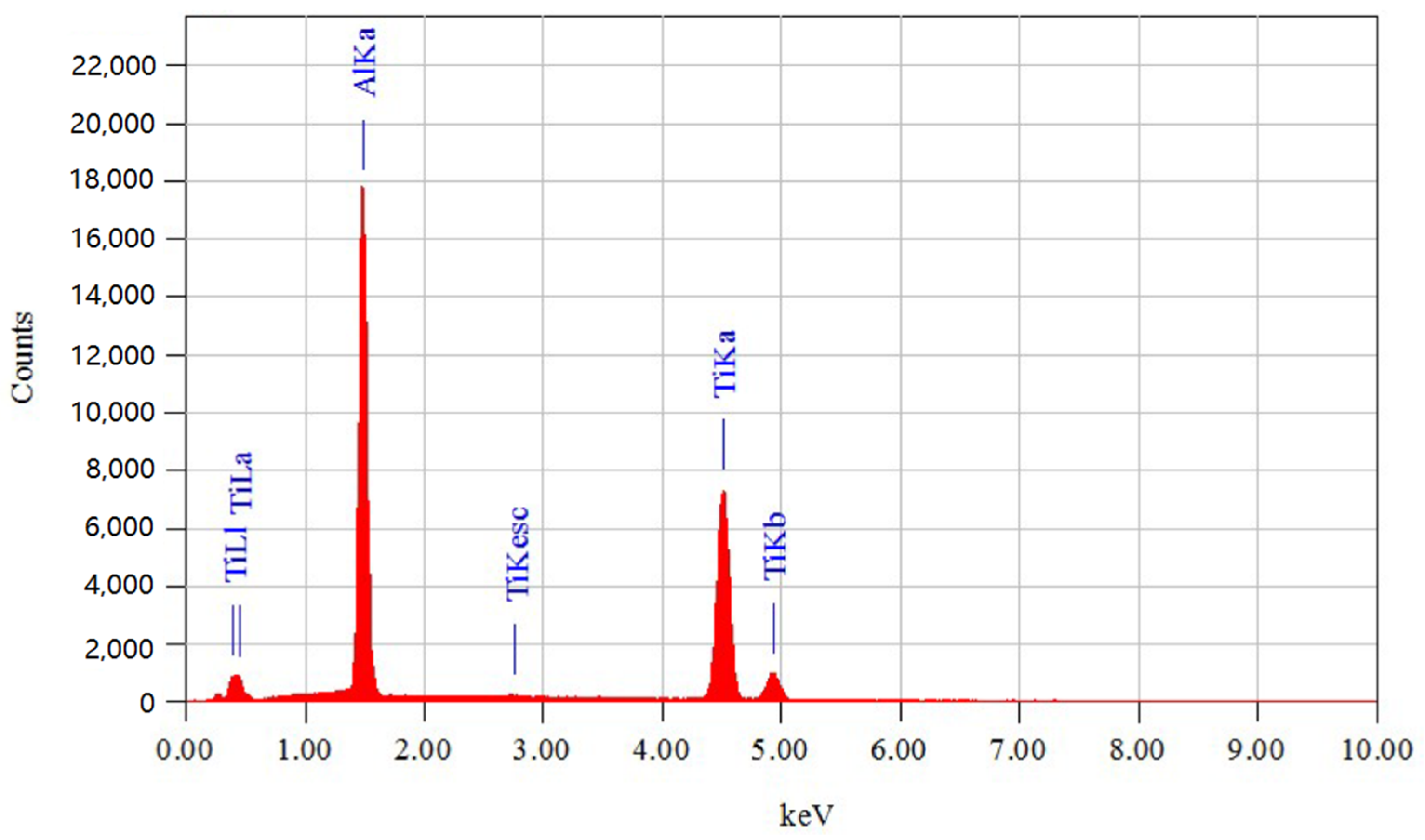



| Element | (keV) | Sigma | Mass Percentage | Atomic Percentage |
|---|---|---|---|---|
| Al | 1.486 | 0.15 | 37.76 | 51.86 |
| Ti | 4.508 | 0.30 | 62.24 | 48.14 |
| Total amount | 100 | 100 |
| Loading Load (mN) | Maximum Load Value (mN) | Maintain Phase Load Value (mN) | Difference Value (mN) |
|---|---|---|---|
| 10 | 10,391.6316 | 7552.1991 | 2839.4325 |
| 15 | 15,459.3222 | 11,371.9227 | 4087.3995 |
| 20 | 20,630.6382 | 15,128.5456 | 5502.0926 |
| 25 | 25,984.7146 | 19,979.7025 | 6005.0121 |
| 30 | 30,780.6481 | 23,847.7850 | 6932.8631 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, J.; Wang, C.; Liu, J.; Dong, X.; Zhao, J.; Chen, Y. Simulation and Experimental Study on Stress Relaxation Response of Polycrystalline γ-TiAl Alloy under Nanoindentation Based on Molecular Dynamics. Micromachines 2024, 15, 1020. https://doi.org/10.3390/mi15081020
Li J, Wang C, Liu J, Dong X, Zhao J, Chen Y. Simulation and Experimental Study on Stress Relaxation Response of Polycrystalline γ-TiAl Alloy under Nanoindentation Based on Molecular Dynamics. Micromachines. 2024; 15(8):1020. https://doi.org/10.3390/mi15081020
Chicago/Turabian StyleLi, Junye, Chunyu Wang, Jianhe Liu, Xiwei Dong, Jinghe Zhao, and Ying Chen. 2024. "Simulation and Experimental Study on Stress Relaxation Response of Polycrystalline γ-TiAl Alloy under Nanoindentation Based on Molecular Dynamics" Micromachines 15, no. 8: 1020. https://doi.org/10.3390/mi15081020