

Fabrication of Medium Mn Advanced High-Strength Steel with Excellent Mechanical Properties by Friction Stir Processing

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Microstructure Characterization
2.3. Mechanical Properties Tests
3. Results
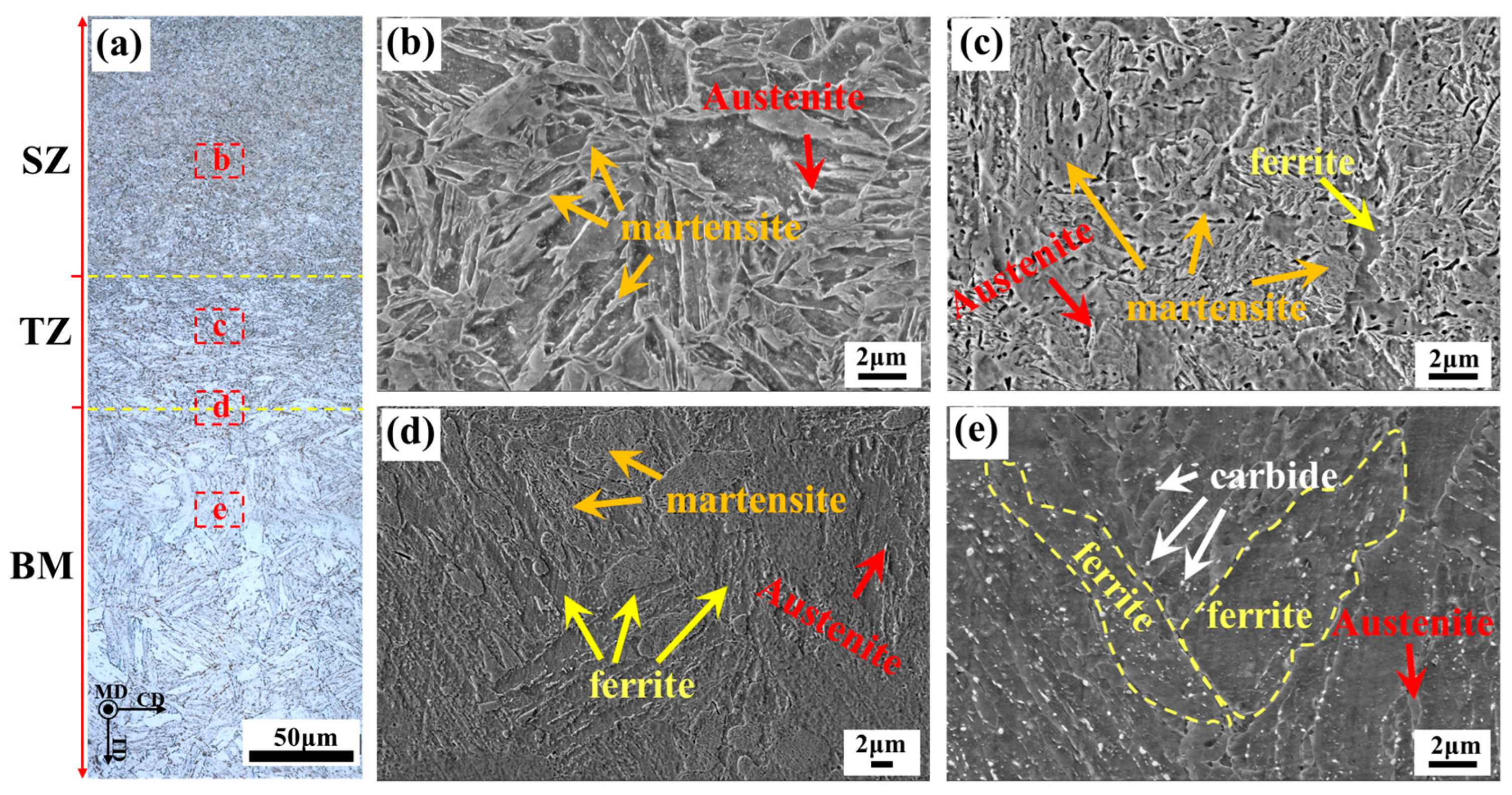
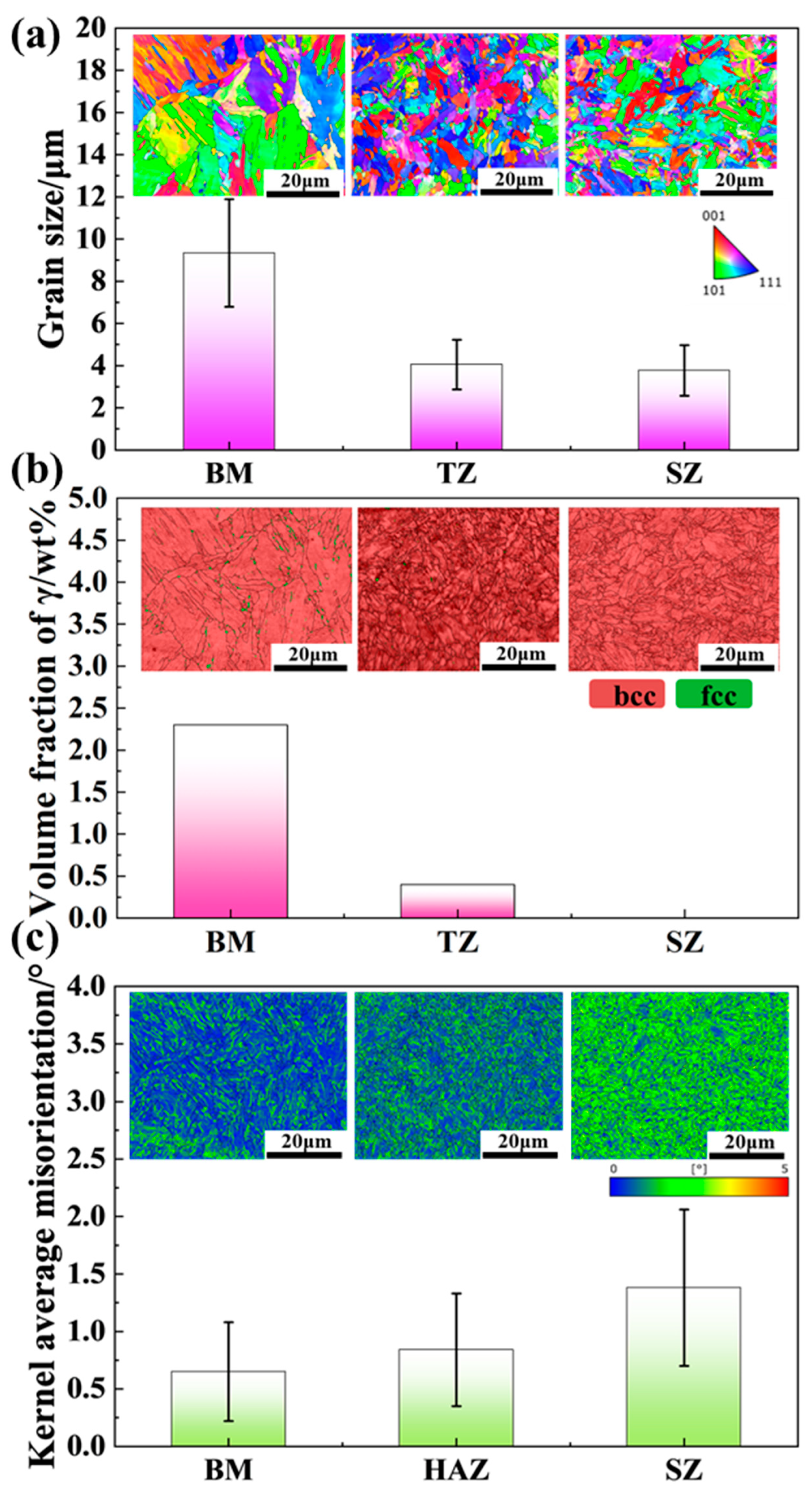
3.1. Microstructure of the FSPed Steel
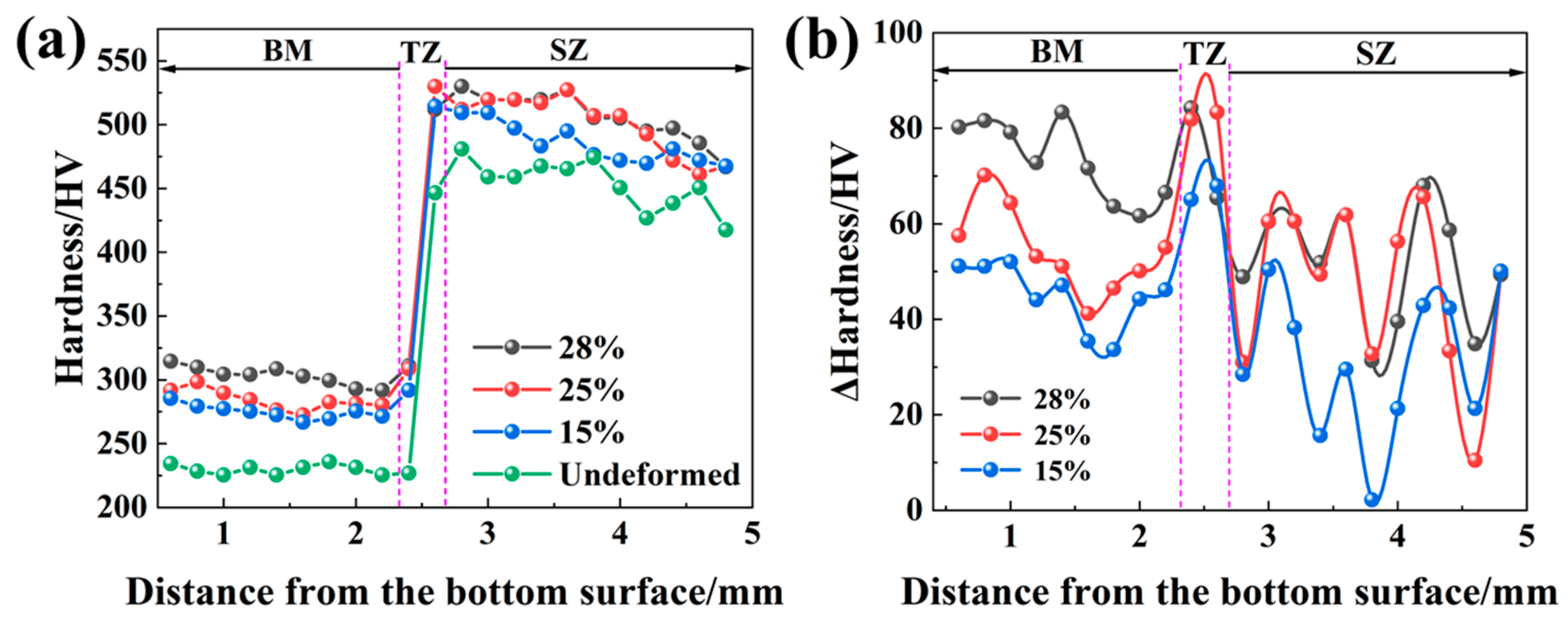
3.2. Microstructure of the FSPed Steel after Deformation
3.3. Tensile Property
4. Discussion
4.1. The Formation Mechanism of the Gradient Structure during the Manufacturing Process
4.2. Strengthening Mechanism for the Fabricated Medium Mn Steel
5. Conclusions
- (1).
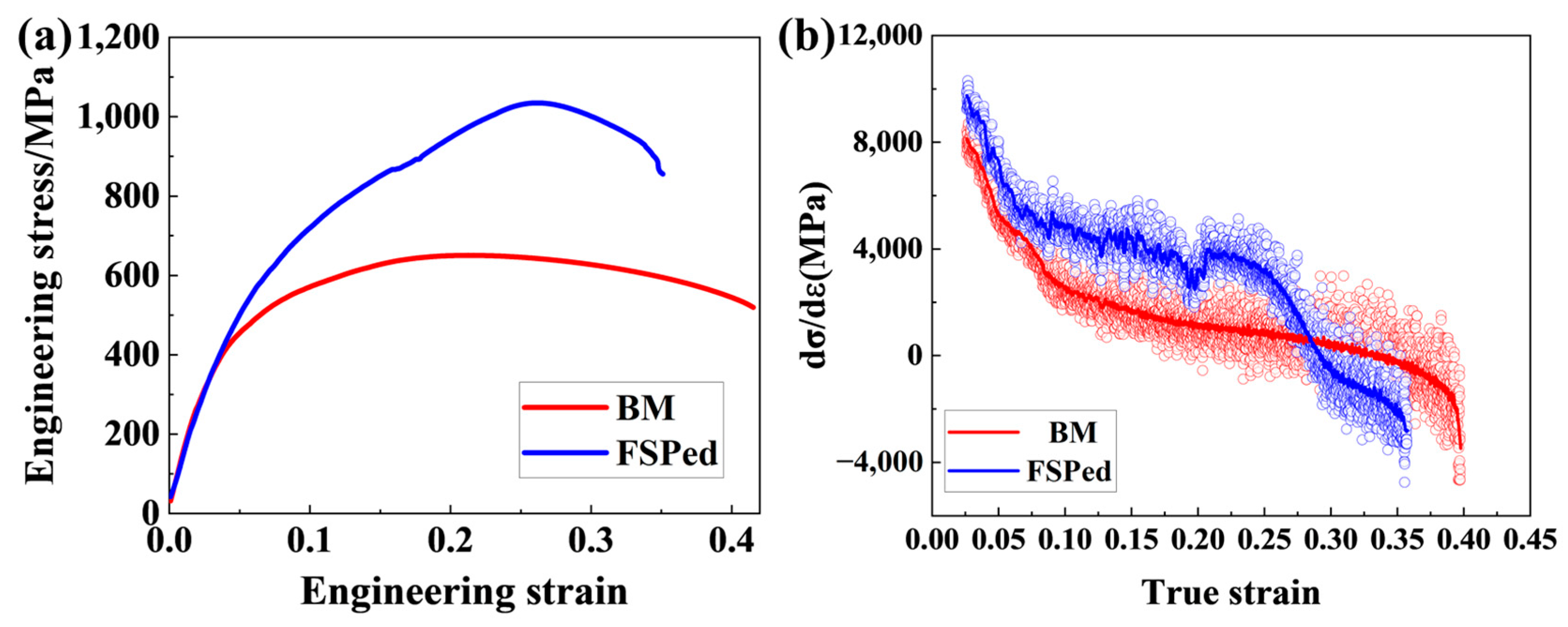
- FSP manufacturing technology can increase the tensile strength of medium Mn steel from 650.7 MPa to 1034.6 MPa while slightly reducing the total elongation from 38.3% to 35.1%. The product of tensile strength and elongation of the medium Mn steel increases significantly from 24.9 GPa∙% to 36.3 GPa∙%.
- (2).
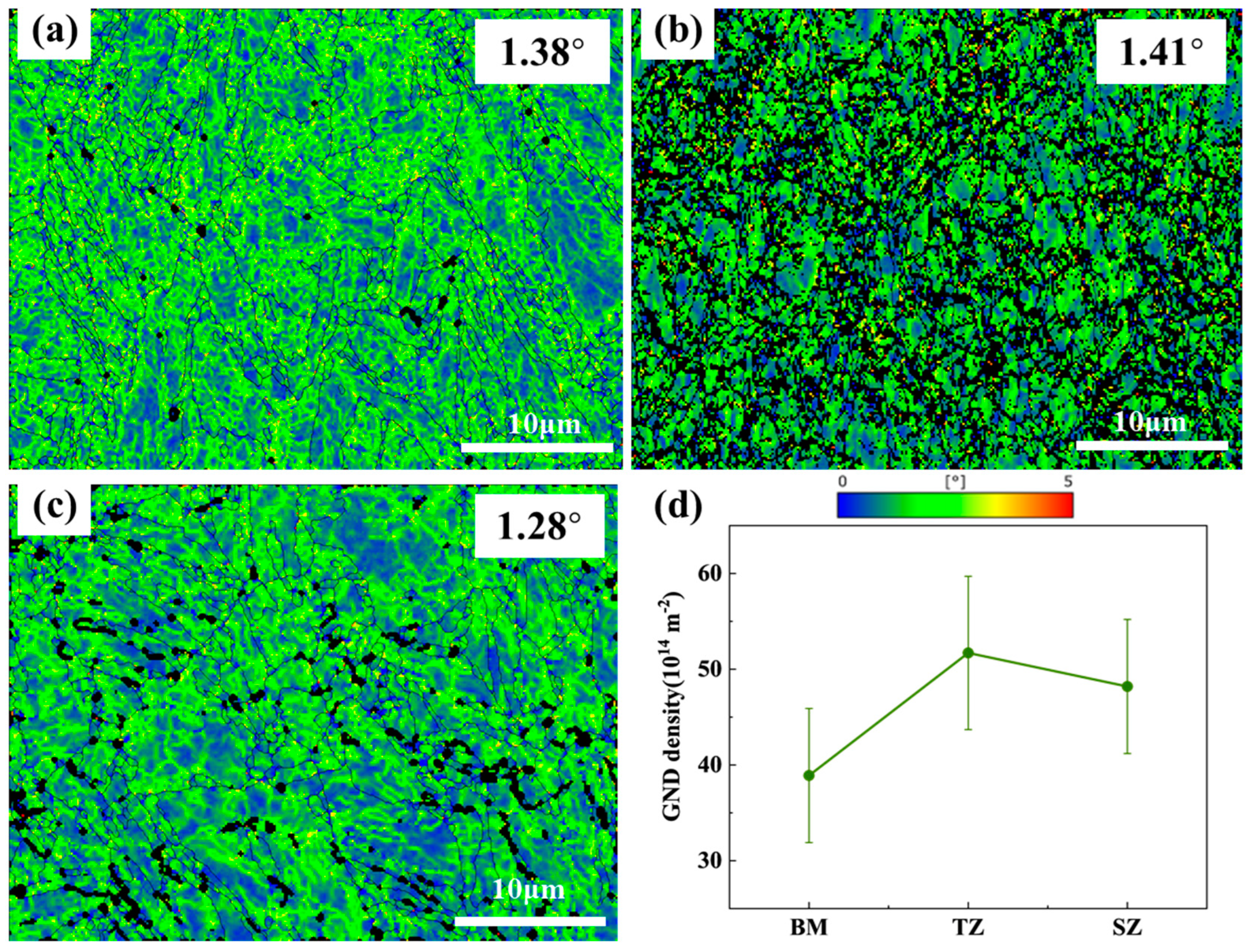
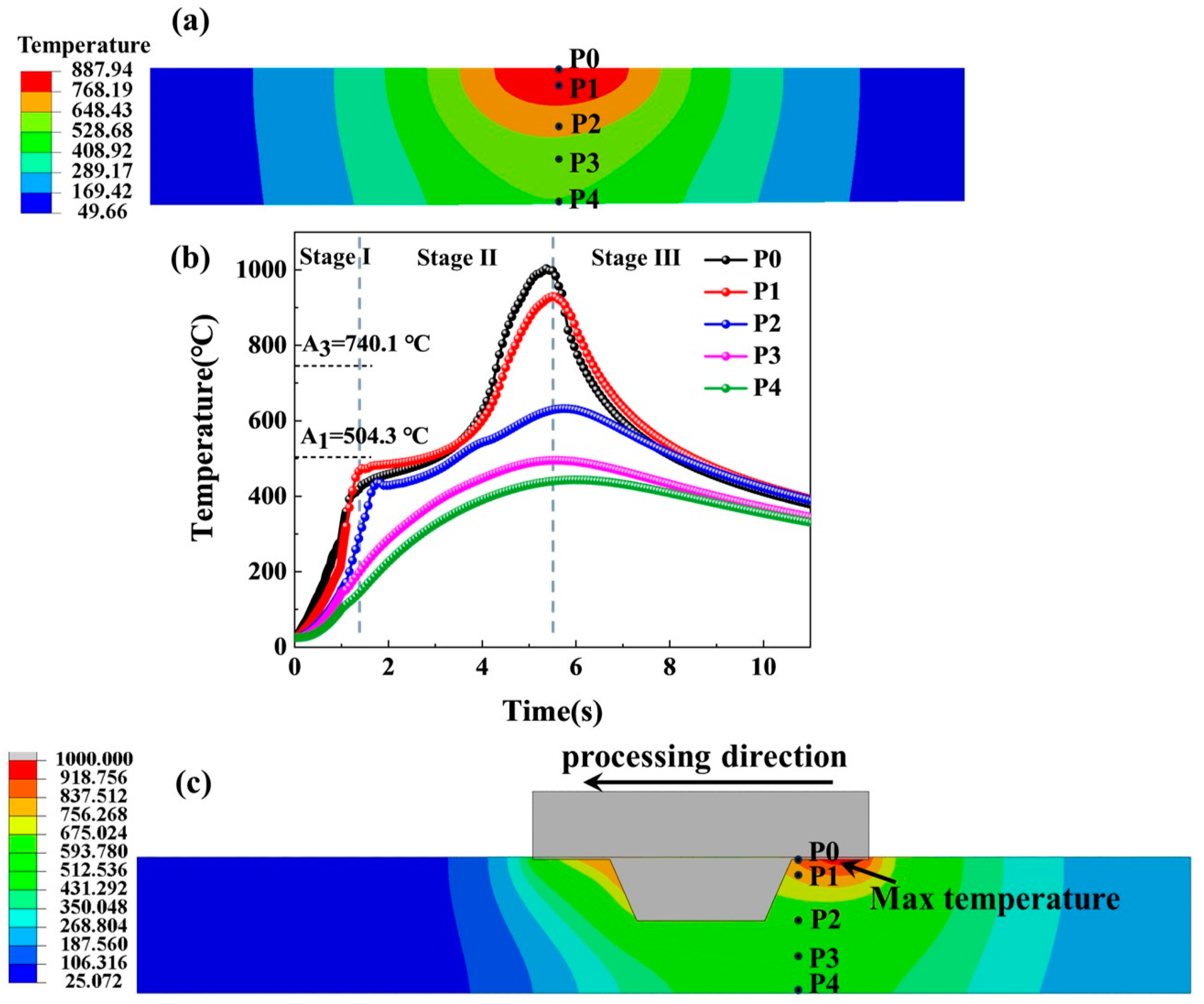
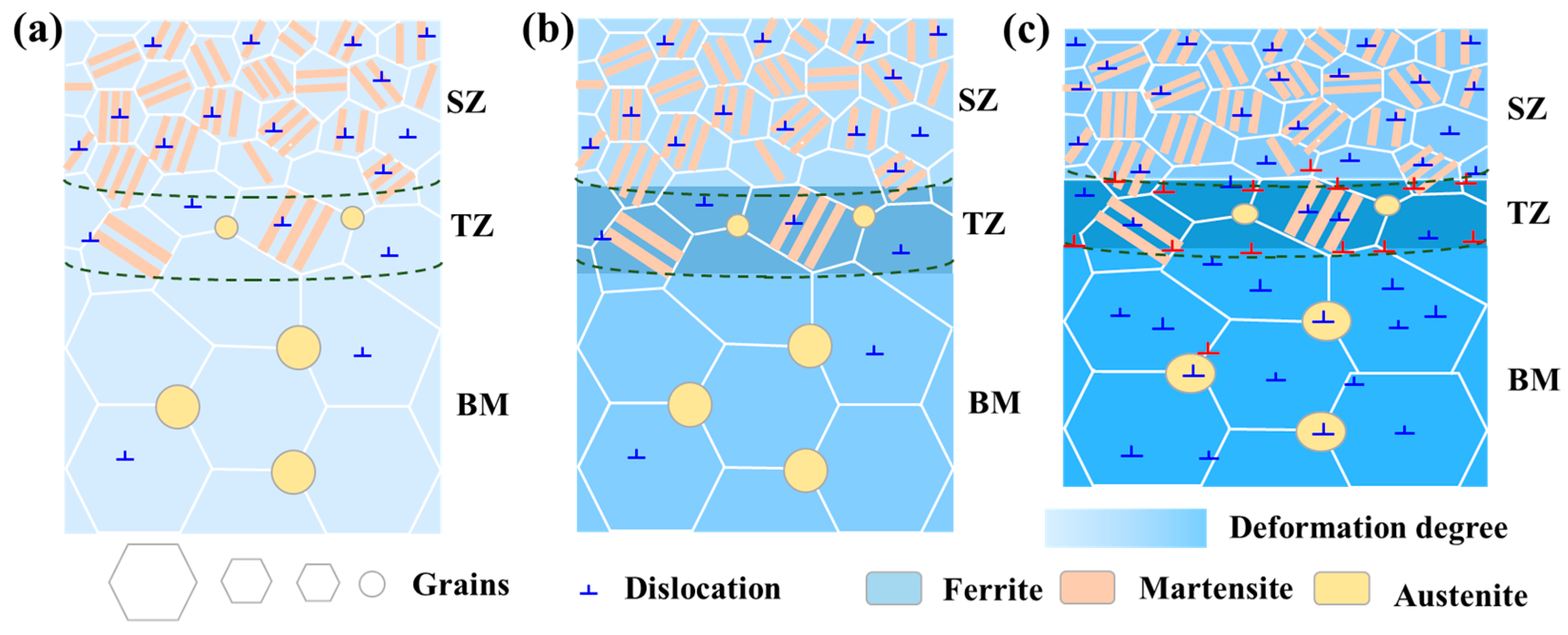
- Decreasing trends of grain size and austenite fraction, as well as an increasing trend of the dislocation density, are obtained across the thickness direction from the base material zone to the transition zone and finally to the stirring zone, which results from the simultaneous effect of severe plastic deformation and recrystallization during friction stir processing.
- (3).
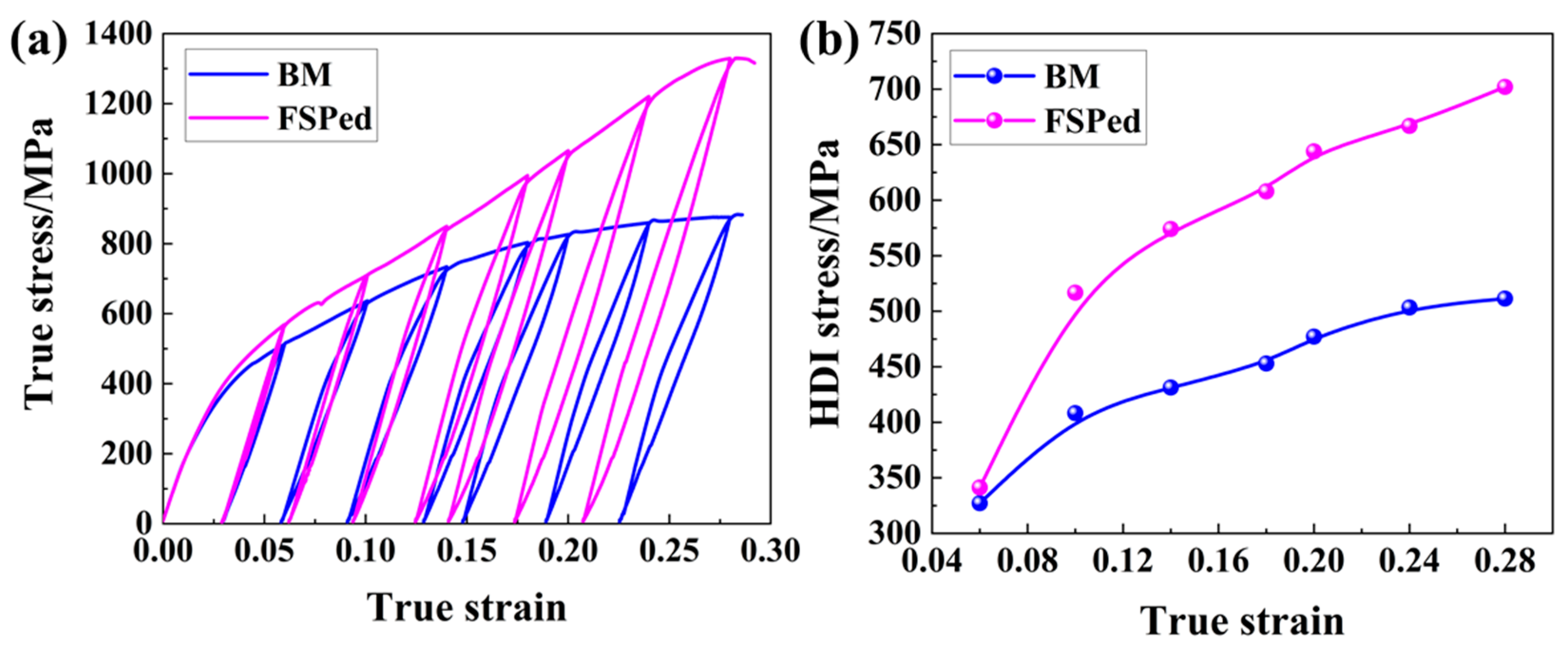
- Hetero-deformation-induced strengthening and dislocation strengthening are the main factors for the elevated mechanical properties of the fabricated steel. The transition zone has the obvious hetero-deformation-induced stress during the deformation process, and the determined flow stress contributed from the hetero-deformation-induced stress is about 701.9 MPa with a true strain of 0.28.
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| FSP | Friction stir processing. |
| HDI | Hetero-deformation-induced. |
| MMnS | Medium manganese steels. |
| TWIP | Twinning-induced plasticity. |
| A1 | Austenite starting temperature. |
| A3 | Austenite finish temperature. |
| SZ | Stirring zone. |
| TZ | Transition zone. |
| BM | Base material zone. |
| FEA | Finite element analysis. |
| CLSM | Confocal laser scanning microscope. |
| FE-SEM | Field-emission scanning electron microscope. |
| EBSD | Electron backscatter diffraction. |
| TEM | Transmission electron microscope. |
| EDS | Energy-dispersive spectroscopy. |
| XRD | X-ray diffraction. |
| IPF | Inverse pole figure. |
| BC | Band contrast. |
| KAM | Kernel average misorientation. |
| GND | Geometrically necessary dislocation. |
| YS | Yield strength. |
| UTS | Ultimate tensile strength. |
| TE | Total elongation. |
| SMAT | Surface mechanical attrition treatment. |
| USSR | Ultrasonic severe surface rolling. |
| LUR | Loading–unloading–reloading. |
References
- Kwok, T.W.J.; Dye, D. A review of the processing, microstructure and property relationships in medium Mn steels. Int. Mater. Rev. 2023, 68, 1098–1134. [Google Scholar] [CrossRef]
- Hu, C.; Huang, C.P.; Liu, Y.X.; Perlade, A.; Zhu, K.Y.; Huang, M.X. The dual role of TRIP effect on ductility and toughness of a medium Mn steel. Acta Mater. 2023, 245, 118629. [Google Scholar] [CrossRef]
- Huo, W.F.; Zhang, Y.; Song, R.B.; Geng, Z.Y.; Wang, Y.J.; Zhao, S.; Wang, X.W.; Chen, X.H.; Sun, L.C.; Sun, J.L. The relationship of microstructure, mechanical properties and mechanism with multi-scale analysis in 4Mn steel under different intercritical annealing temperatures. Mater. Sci. Eng. A 2022, 849, 143517. [Google Scholar] [CrossRef]
- Zou, Y.; Xu, Y.B.; Wang, G.; Han, Y.; Teng, H.X.; Han, D.T.; Qiu, M.S.; Yang, F.; Misra, R.D.K. Improved strength-ductility-toughness balance of a precipitation-strengthened low-carbon medium-Mn steel by adopting intercritical annealing-tempering process. Mater. Sci. Eng. A 2021, 802, 140636. [Google Scholar] [CrossRef]
- Lee, H.H.; Park, H.K.; Jung, J.; Amanov, A.; Kim, H.S. Multi-layered gradient structure manufactured by single-roll angular-rolling and ultrasonic nanocrystalline surface modification. Scr. Mater. 2020, 186, 52–56. [Google Scholar] [CrossRef]
- Novelli, M.; Bocher, P.; Grosdidier, T. Effect of cryogenic temperatures and processing parameters on gradient-structure of a stainless steel treated by ultrasonic surface mechanical attrition treatment. Mater. Charact. 2018, 139, 197–207. [Google Scholar] [CrossRef]
- Qin, S.; Yang, M.X.; Jiang, P.; Wang, J.; Wu, X.L.; Zhou, H.; Yuan, F.P. Designing structures with combined gradients of grain size and precipitation in high entropy alloys for simultaneous improvement of strength and ductility. Acta Mater. 2022, 230, 117847. [Google Scholar] [CrossRef]
- Sun, W.T.; Wu, B.; Fu, H.; Yang, X.S.; Qiao, X.G.; Zheng, M.Y.; He, Y.; Lu, J.; Shi, S.Q. Combining gradient structure and supersaturated solid solution to achieve superior mechanical properties in WE43 magnesium alloy. J. Mater. Sci. Technol. 2022, 99, 223–238. [Google Scholar] [CrossRef]
- Wang, L.N.; Li, B.; Shi, Y.D.; Huang, G.W.; Song, W.P.; Li, S.Y. Optimizing mechanical properties of gradient-structured low-carbon steel by manipulating grain size distribution, Mater. Sci. Eng. A 2018, 743, 309–313. [Google Scholar] [CrossRef]
- Wei, Y.J.; Li, Y.Q.; Zhu, L.C.; Liu, Y.; Lei, X.Q.; Wang, G.; Wu, Y.X.; Mi, Z.L.; Liu, J.B.; Wang, H.T. Evading the strength–ductility trade-off dilemma in steel through gradient hierarchical nanotwins. Nat. Commun. 2014, 5, 3580. [Google Scholar] [CrossRef]
- Xu, S.S.; Han, Y.; Sun, J.P.; Zu, G.Q.; Jiang, M.K.; Zhu, W.W.; Ran, X. Designing gradient nanograined dual-phase structure in duplex stainless steel for superior strength-ductility synergy. J. Mater. Sci. Technol. 2024, 170, 122–128. [Google Scholar] [CrossRef]
- Zhang, X.L.; Gai, S.J.; Liu, T.; Shi, Y.D.; Wang, Y.H.; Zhou, Q.; Xing, Z.G.; Liu, H.J.; Zhai, Z.B. Simultaneous improvement of yield strength and ductility in medium Mn steel by combining gradient structure and TRIP effect. Mater. Charact. 2023, 197, 112650. [Google Scholar] [CrossRef]
- Zhang, X.L.; Jia, Z.R.; Liu, T.; Shi, Y.D.; Liu, H.J.; Wang, X.Y.; Wang, Y.H.; Liu, X.Y.; Zhou, Q. Enhancing the strength–ductility synergy of medium-Mn steel by introducing multiple gradient structures. Mater. Sci. Eng. A 2022, 860, 144268. [Google Scholar] [CrossRef]
- Amir, F.; Reza, J.H.; Reza, E.A.; Mahdi, H.K.; Akbar, H. Friction stir processing of thick tempered martensitic steels: Correlation between microstructure and mechanical properties. Mater. Sci. Eng. A 2022, 836, 142698. [Google Scholar] [CrossRef]
- Lee, S.J.; Park, T.M.; Nam, J.H.; Choi, W.S.; Sun, Y.F.; Fujii, H.; Han, J. The unexpected stress-strain response of medium Mn steel after friction stir welding. Mater. Sci. Eng. A 2019, 744, 340–348. [Google Scholar] [CrossRef]
- Hu, J.; Li, X.; Meng, Q.; Wang, L.; Li, Y.; Xu, W. Tailoring retained austenite and mechanical property improvement in Al–Si–V containing medium Mn steel via direct intercritical rolling. Mater. Sci. Eng. A 2022, 855, 143904. [Google Scholar] [CrossRef]
- Geng, P.; Morimura, M.; Ma, N.; Huang, W.; Li, W.; Narasaki, K.; Ogura, T.; Aoki, Y.; Fujii, H. Measurement and simulation of thermal-induced residual stresses within friction stir lapped Al/steel plate. J. Mater. Process. Technol. 2022, 310, 117760. [Google Scholar] [CrossRef]
- ASTM E2627-13; Standard Practice for Determining Average Grain Size Using Electron Backscatter Diffraction (EBSD) in Fully Recrystallized Polycrystalline Materials. ASTM: West Conshohocken, PA, USA, 2019.
- Yang, Y.G.; Mu, W.Z.; Sun, B.H.; Jiang, H.T.; Mi, Z.L. New insights to understand the strain-state-dependent austenite stability in a medium Mn steel: An experimental and theoretical investigation. Mater. Sci. Eng. A 2021, 809, 140993. [Google Scholar] [CrossRef]
- van Dijk, N.H.; Butt, A.M.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; van der Zwaag, S. Thermal stability of retained austenite in TRIP steels studied by synchrotron X-ray diffraction during cooling. Acta Mater. 2005, 53, 5439–5447. [Google Scholar] [CrossRef]
- Takuro, M.; Keisuke, I.; Kyosuke, M.; Toshihiro, T.; Shigenobu, N.; Amane, K. Quantitative evaluation of dislocation density in as-quenched martensite with tetragonality by X-ray line profile analysis in a medium-carbon steel. Acta Mater. 2022, 234, 118052. [Google Scholar] [CrossRef]
- Ungár, T.; Dragomir, I.; Révész, Á.; Borbély, A. The contrast factors of dislocations in cubic crystals: The dislocation model of strain anisotropy in practice. J. Appl. Crystallogr. 1999, 32, 992–1002. [Google Scholar] [CrossRef]
- Yang, Y.G.; Benjamin, N.; Li, R.Z.; Zhang, Y.; Jiang, H.T.; Mi, Z.L. Revealing the interdependence of load partitioning, dislocation density evolution and mechanical behavior of medium Mn steels. Mater. Sci. Eng. A 2023, 880, 145330. [Google Scholar] [CrossRef]
- Martin, G.; Yerra, K.S.; Bréchet, Y.; Véron, M.; Mithieux, J.D.; Chéhab, B.; Delannay, L.; Pardoen, T. A macro- and micromechanics investigation of hot cracking in duplex steels. Acta Mater. 2012, 60, 4646–4660. [Google Scholar] [CrossRef]
- Zhao, S.; Song, R.B.; Zhang, Y.; Zhang, Y.C.; Huo, W.F.; Wang, Y.J.; Cai, C.H.; Wang, X.W.; Chen, X.H. The influence of cooling methods on the austenite stability and plastic instability behavior in 3Mn steel. Mater. Charact. 2023, 196, 112589. [Google Scholar] [CrossRef]
- Moussa, C.; Bernacki, M.; Besnard, R.; Bozzolo, N. About quantitative EBSD analysis of deformation and recovery substructures in pure Tantalum. IOP Conf. Ser. Mater. Sci. Eng. 2015, 89, 012038. [Google Scholar] [CrossRef]
- Konijnenberg, P.J.; Zaefferer, S.; Raabe, D. Assessment of geometrically necessary dislocation levels derived by 3D EBSD. Acta Mater. 2015, 99, 402–414. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Li, F.Y.; Su, J.X.; Duan, R.H.; Luo, Z.A.; Xie, G.M. Enhancing strength and ductility in the nugget zone of friction stir welded 7Mn steel via tailoring austenitic stability. J. Mater. Sci. Technol. 2024, 185, 174–185. [Google Scholar] [CrossRef]
- Zhang, Y.C.; Song, R.B.; Wang, Y.J.; Cai, C.H.; Wang, H.B.; Wang, K.K. The excellent strength and ductility matching of directly warm-rolled V-alloyed medium manganese steel by stacking fault networks. Mater. Des. 2023, 227, 111719. [Google Scholar] [CrossRef]
- Chen, D.S.; Mao, X.Q.; Ou, M.G.; Liang, Y. Mechanical properties of gradient structured copper obtained by ultrasonic surface rolling. Surf. Coat. Technol. 2022, 431, 128031. [Google Scholar] [CrossRef]
- Xiao, L.; Yang, G.Y.; Wang, C.; Chen, J.F.; Jie, W.Q. Formation of gradient microstructure and elimination of tension-compression yield asymmetry of the extruded Mg-4.58Zn-2.6Gd-0.18Zr alloy via free-end torsion. Mater. Sci. Eng. A 2023, 883, 145514. [Google Scholar] [CrossRef]
- Yan, N.; Di, H.S.; Misra, R.D.K.; Huang, H.Q.; Li, Y.L. Enhancing austenite stability in a new medium-Mn steel by combining deep cryogenic treatment and intercritical annealing: An experimental and theoretical study. Mater. Sci. Eng. A 2019, 753, 11–21. [Google Scholar] [CrossRef]
- Sik, M.J.; Min, T.P.; Dong-Il, K.; Hidetoshi, F.; Ji, I.H.; Choi, P.P.; Lee, S.J.; Han, J. Improving toughness of medium-Mn steels after friction stir welding through grain morphology tuning. J. Mater. Sci. Technol. 2022, 118, 243–254. [Google Scholar] [CrossRef]
- Wang, Y.Q.; Ding, Y.X.; Duan, R.H.; Luo, Z.A.; Xie, G.M. The formation mechanism of austenite in the ultrahigh strength-toughness medium-Mn steel weld via friction stir welding. Mater. Charact. 2023, 203, 113104. [Google Scholar] [CrossRef]
- Rodriguez, S.J.; Duran, F.J.; Aguilar, Y.; Alcazar, G.A.P.; Souza, R.M.; Zambrano, O.A. Effect of Aluminum Content on the Dynamic Recrystallization of Fe18MnxAl0.74C Steels During Hot-Forging Treatments. Metall. Mater. Trans. A 2022, 53, 2961–2976. [Google Scholar] [CrossRef]
- Duran, F.J.; Pérez, G.A.; Rodríguez, J.S.; Aguilar, Y.; Logé, R.E.; Zambrano, O.A. Microstructural Evolution Study of Fe–Mn–Al–C Steels Through Variable Thermomechanical Treatments. Metall. Mater. Trans. A 2021, 52, 4785–4799. [Google Scholar] [CrossRef]
- Sun, X.Y.; Wang, B.L.; Duan, Y.P.; Liu, Q.; Xu, X.; Wang, S.; Yang, X.F.; Feng, X. Kinetics and microstructure evolution of dynamic recrystallization of medium-Mn steel during hot working. J. Mater. Res. Technol. 2023, 23, 5631–5643. [Google Scholar] [CrossRef]
- Hu, J.; Li, X.Y.; Zhang, Z.M.; Wang, L.Y.; Li, Y.Z.; Xu, W. Overcoming the strength-ductility trade-off in metastable dual-phase heterogeneous structures using variable temperature rolling and annealing. Mater. Res. Lett. 2023, 11, 648–654. [Google Scholar] [CrossRef]
- Su, S.R.; Song, R.B.; Quan, S.Y.; Wang, Y.J.; Cai, C.H. Microstructure-mechanical properties relationships and strain hardening mechanism for medium-Mn steel with low yield and ultra-high tensile strength. Mater. Sci. Eng. A. 2023, 874, 145085. [Google Scholar] [CrossRef]
- Zeng, T.Y.; Li, W.; Wang, N.M.; Wang, W.; Yang, K. Microstructural evolution during tempering and intrinsic strengthening mechanisms in a low carbon martensitic stainless bearing steel. Mater. Sci. Eng. A 2022, 836, 142736. [Google Scholar] [CrossRef]
- Chen, W.J.; Gao, P.F.; Wang, S.; Zhao, X.L.; Zhao, Z.Z. Strengthening mechanisms of Nb and V microalloying high strength hot-stamped steel. Mater. Sci. Eng. A 2020, 797, 140115. [Google Scholar] [CrossRef]
- Liu, D.G.; Ding, H.; Han, D.; Cai, M.H. Improvement of the yield strength of Fe-11Mn-xAl-yC medium-Mn lightweight steels by tuning partial recrystallization and intra-granular κ-carbide strengthening. Mater. Sci. Eng. A 2022, 833, 142553. [Google Scholar] [CrossRef]
- Huang, M.; Rivera-Díaz-del-Castillo, P.E.J.; Bouaziz, O.; van der Zwaag, S. Modelling strength and ductility of ultrafine grained BCC and FCC alloys using irreversible thermodynamics. Mater. Sci. Technol. 2009, 25, 833–839. [Google Scholar] [CrossRef]
- Rosenberg, J.M.; Piehler, H.R. Calculation of the taylor factor and lattice rotations for bcc metals deforming by pencil glide. Metall. Trans. 1971, 2, 257–259. [Google Scholar] [CrossRef]
- Ren, J.; Zhang, Y.; Zhao, D.X.; Chen, Y.; Guan, S.; Liu, Y.F.; Liu, L.; Peng, S.Y.; Kong, F.Y.; Jonathan, D.P.; et al. Strong yet ductile nanolamellar high-entropy alloys by additive manufacturing. Nature 2022, 608, 62–68. [Google Scholar] [CrossRef] [PubMed]
- Shi, Y.D.; Zhang, A.J.; Liang, S.X.; Zhang, X.L.; Ren, S.; Liu, H.J.; Xu, D.; Yang, X.R.; Xing, Z.G.; Wang, L.N. Activation of multiple deformation mechanisms and HDI hardening devoting to significant work-hardening of gradient-dislocation structured TRIP steel. Mater. Sci. Eng. A 2024, 893, 146131. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone | BM | SZ |
|---|---|---|
| σ0 (MPa) | 78.1 | 78.1 |
| σSS (MPa) | 145.2 | 205.1 |
| σGB (MPa) | 56.7 | 82.4 |
| σDIS (MPa) | 386.4 | 434.9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Zuo, W.; Liu, Y.; Ge, Y.; Yang, Z.; Han, J.; Mi, Z. Fabrication of Medium Mn Advanced High-Strength Steel with Excellent Mechanical Properties by Friction Stir Processing. Micromachines 2024, 15, 1052. https://doi.org/10.3390/mi15081052
Yang Y, Zuo W, Liu Y, Ge Y, Yang Z, Han J, Mi Z. Fabrication of Medium Mn Advanced High-Strength Steel with Excellent Mechanical Properties by Friction Stir Processing. Micromachines. 2024; 15(8):1052. https://doi.org/10.3390/mi15081052
Chicago/Turabian StyleYang, Yonggang, Wangnan Zuo, Yu Liu, Yunzong Ge, Zhiqiang Yang, Jiansheng Han, and Zhenli Mi. 2024. "Fabrication of Medium Mn Advanced High-Strength Steel with Excellent Mechanical Properties by Friction Stir Processing" Micromachines 15, no. 8: 1052. https://doi.org/10.3390/mi15081052
APA StyleYang, Y., Zuo, W., Liu, Y., Ge, Y., Yang, Z., Han, J., & Mi, Z. (2024). Fabrication of Medium Mn Advanced High-Strength Steel with Excellent Mechanical Properties by Friction Stir Processing. Micromachines, 15(8), 1052. https://doi.org/10.3390/mi15081052