

The Microstructure and Properties of Ni60/60% WC Wear-Resistant Coatings Prepared by Laser-Directed Energy Deposition



Abstract
1. Introduction
2. Materials and Methods
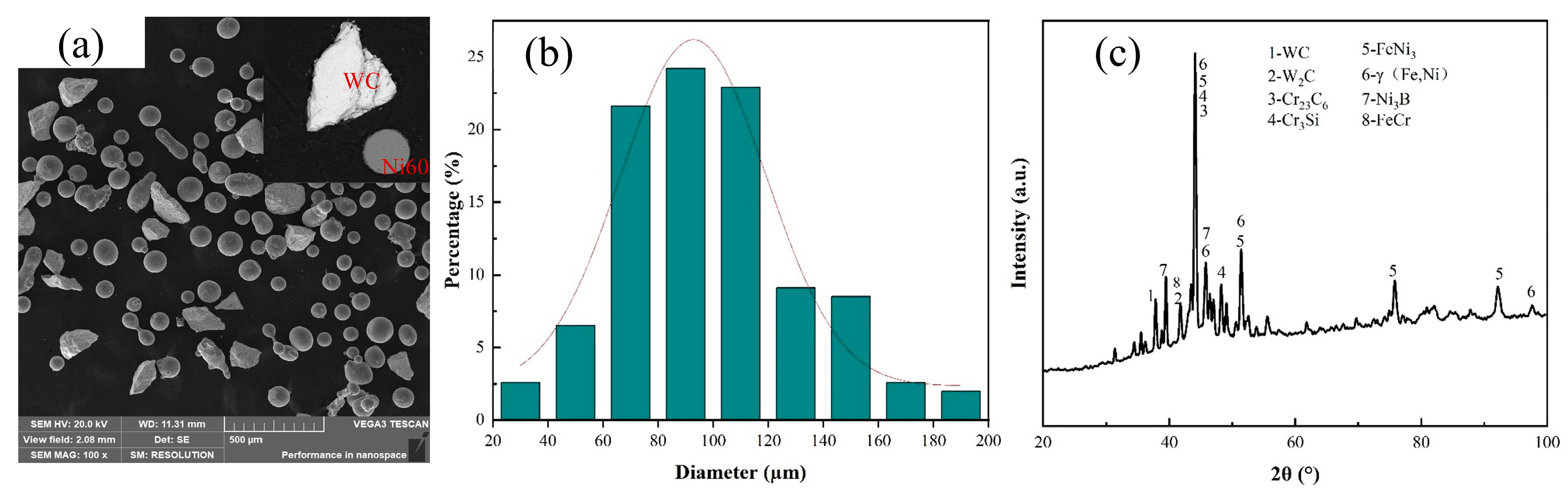
2.1. Materials
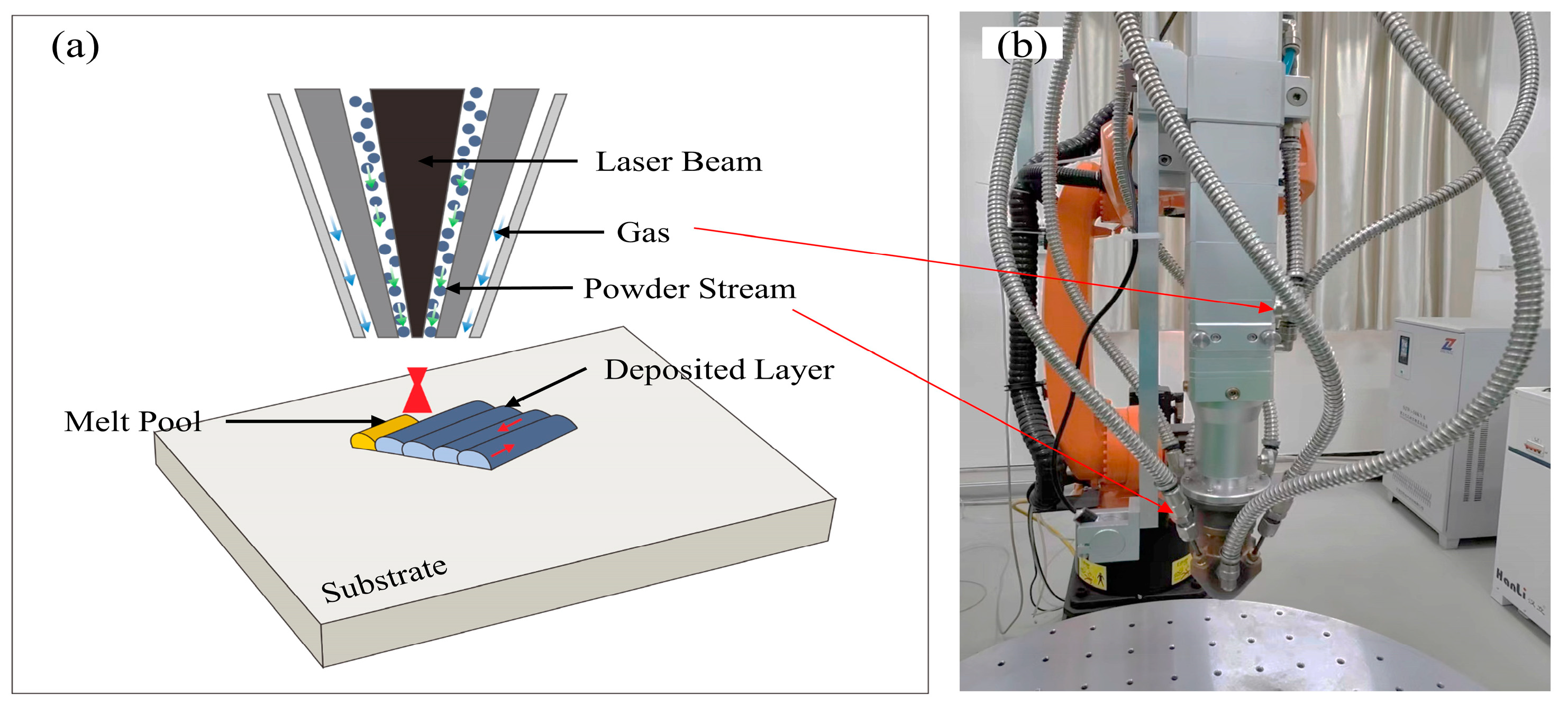
2.2. Experimental Method
3. Results
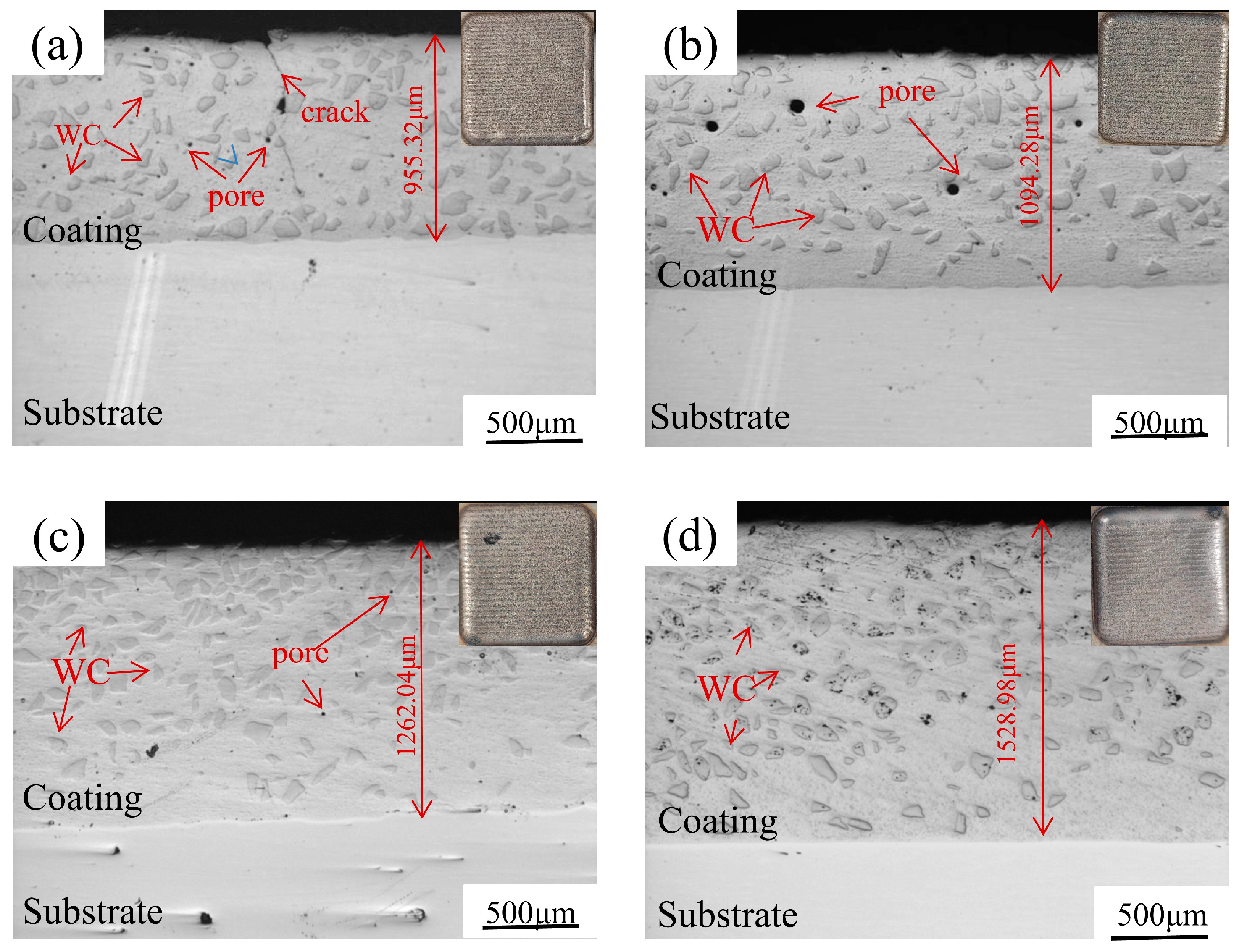
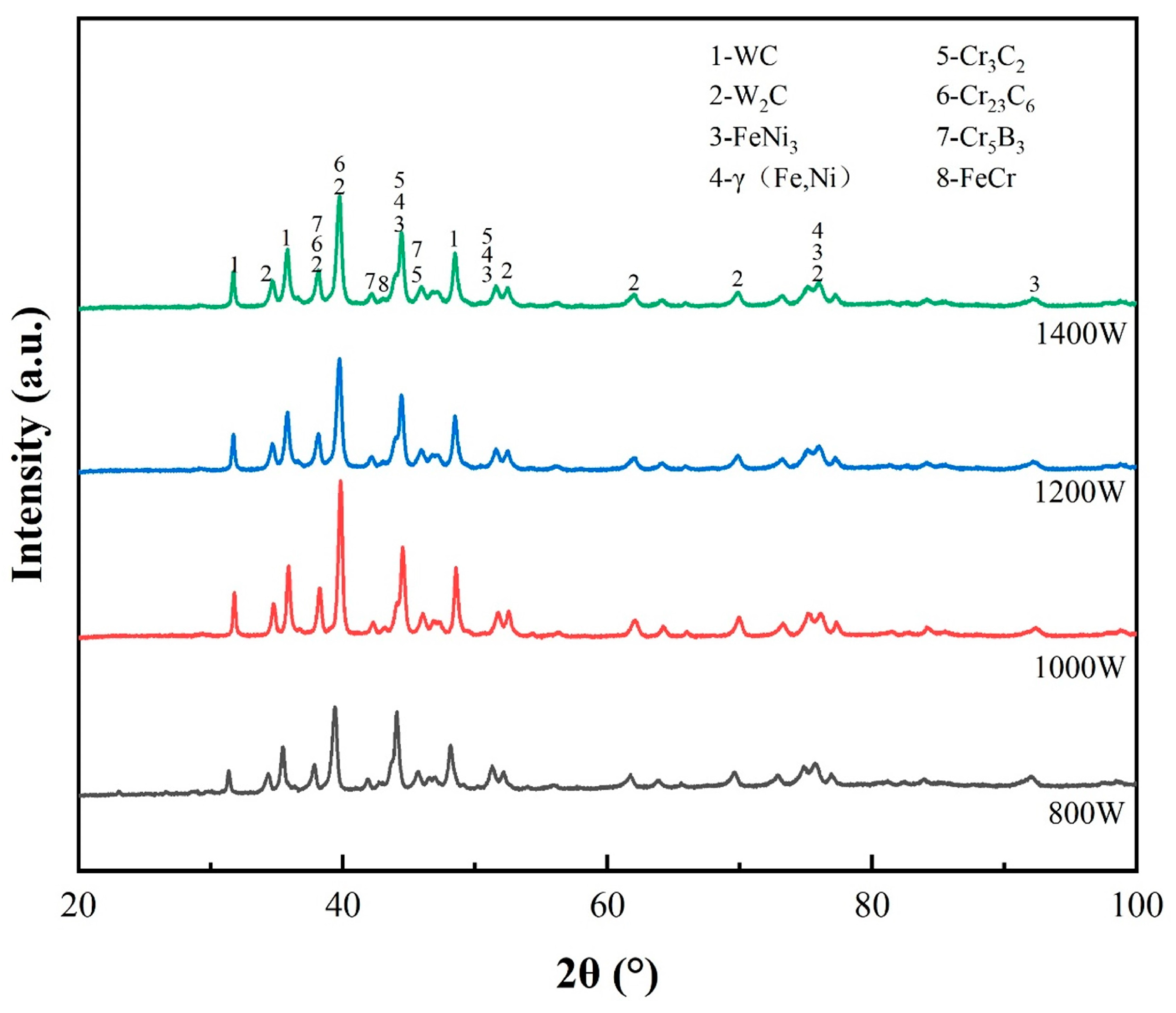
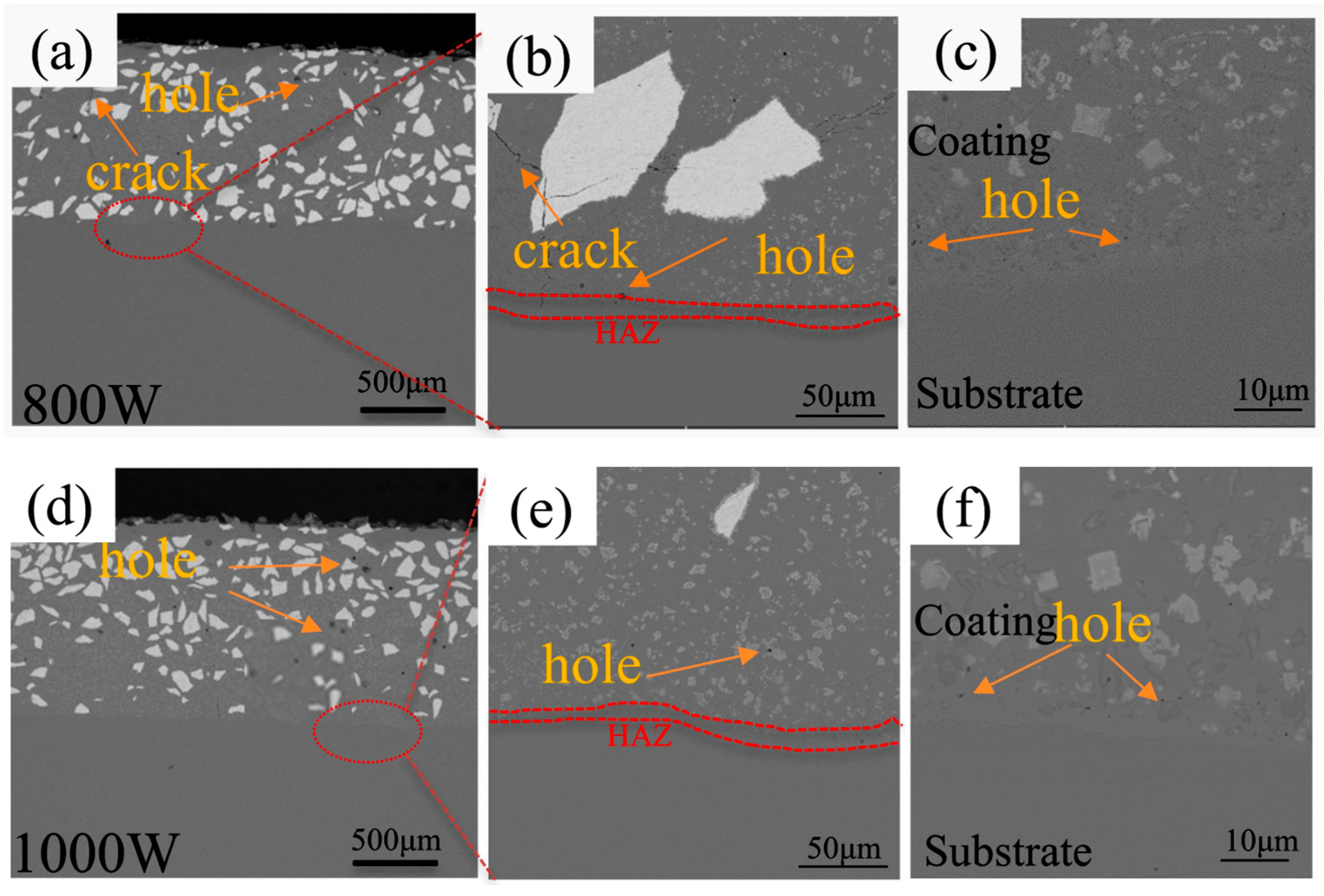
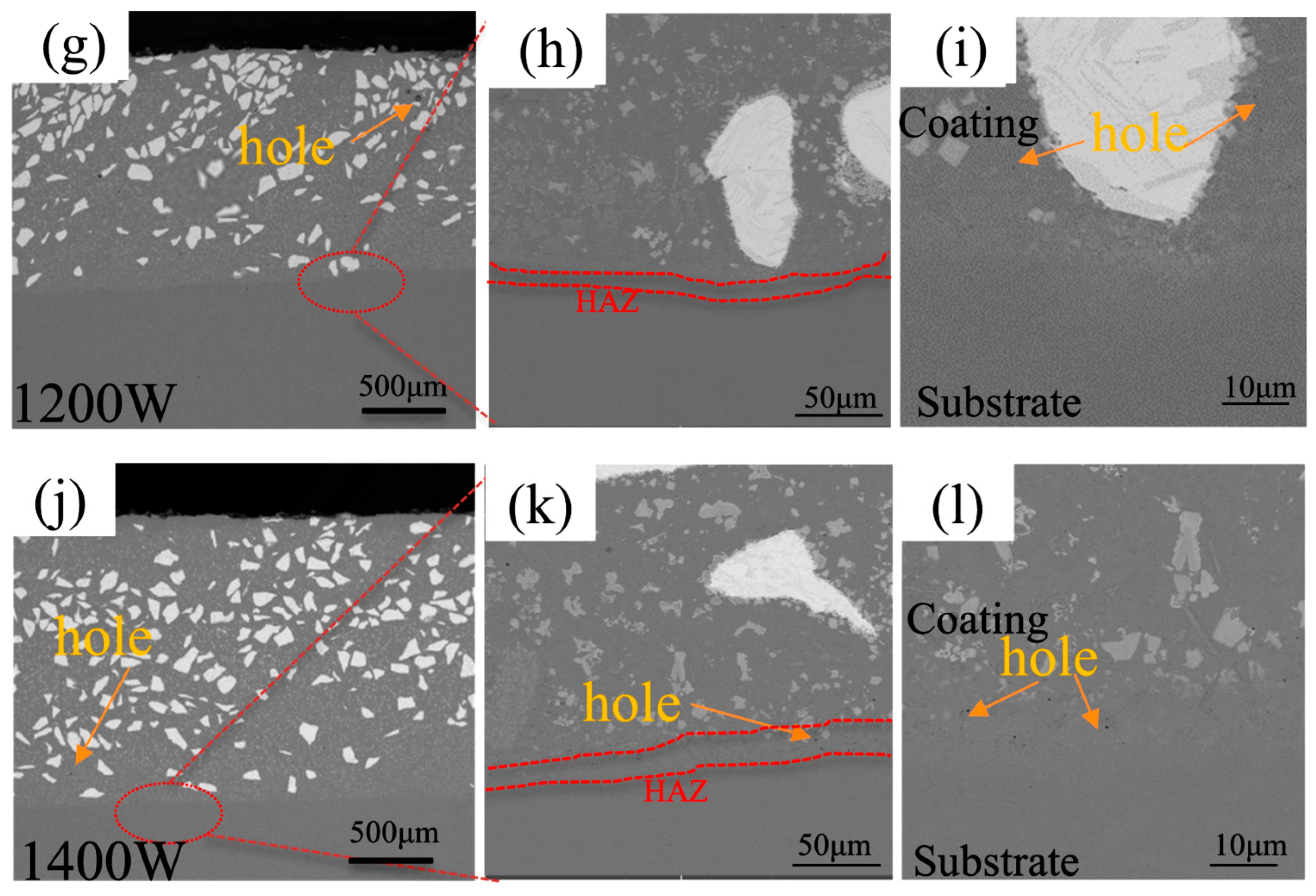
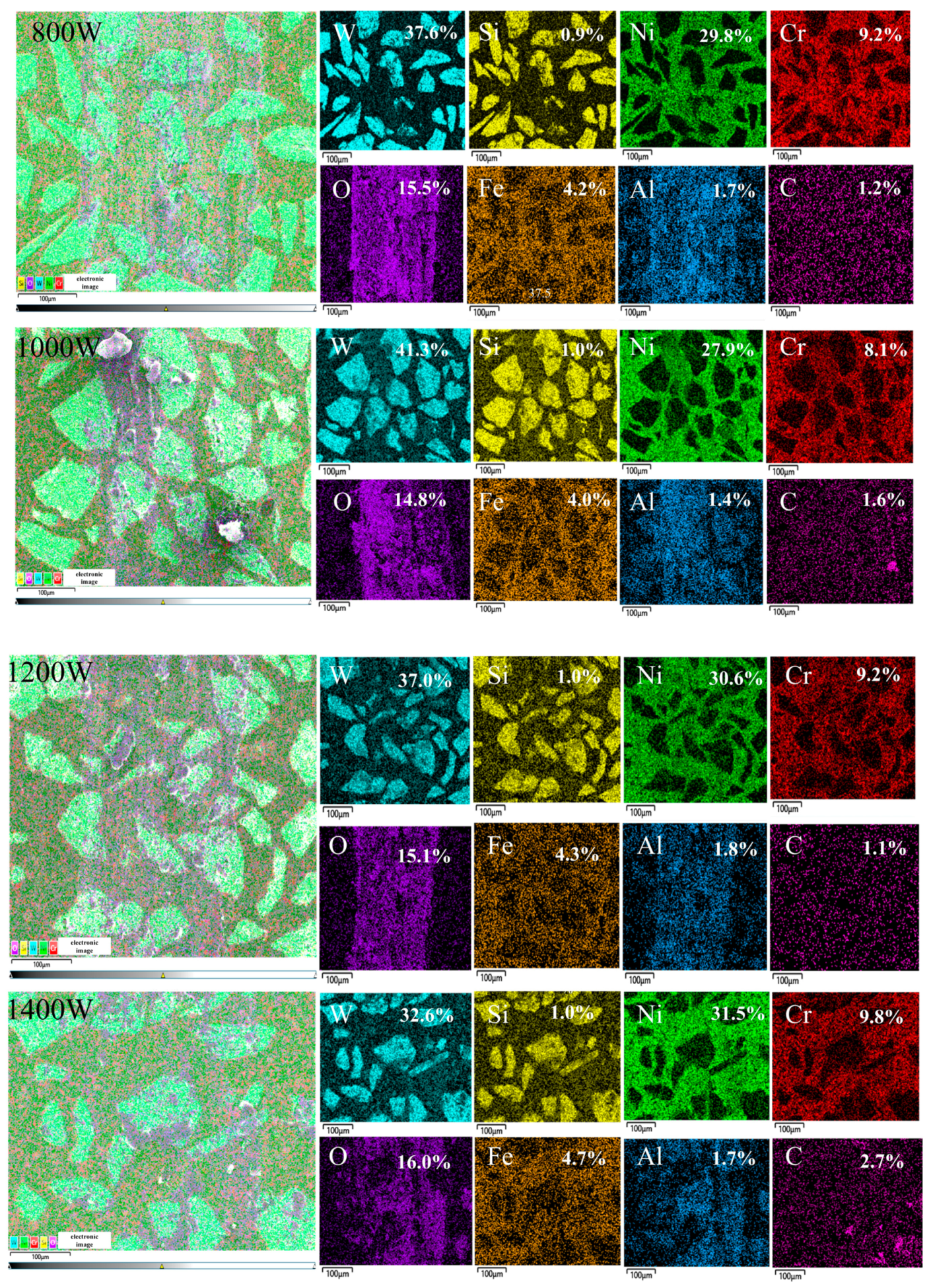
3.1. Microstructure and Phase Distribution
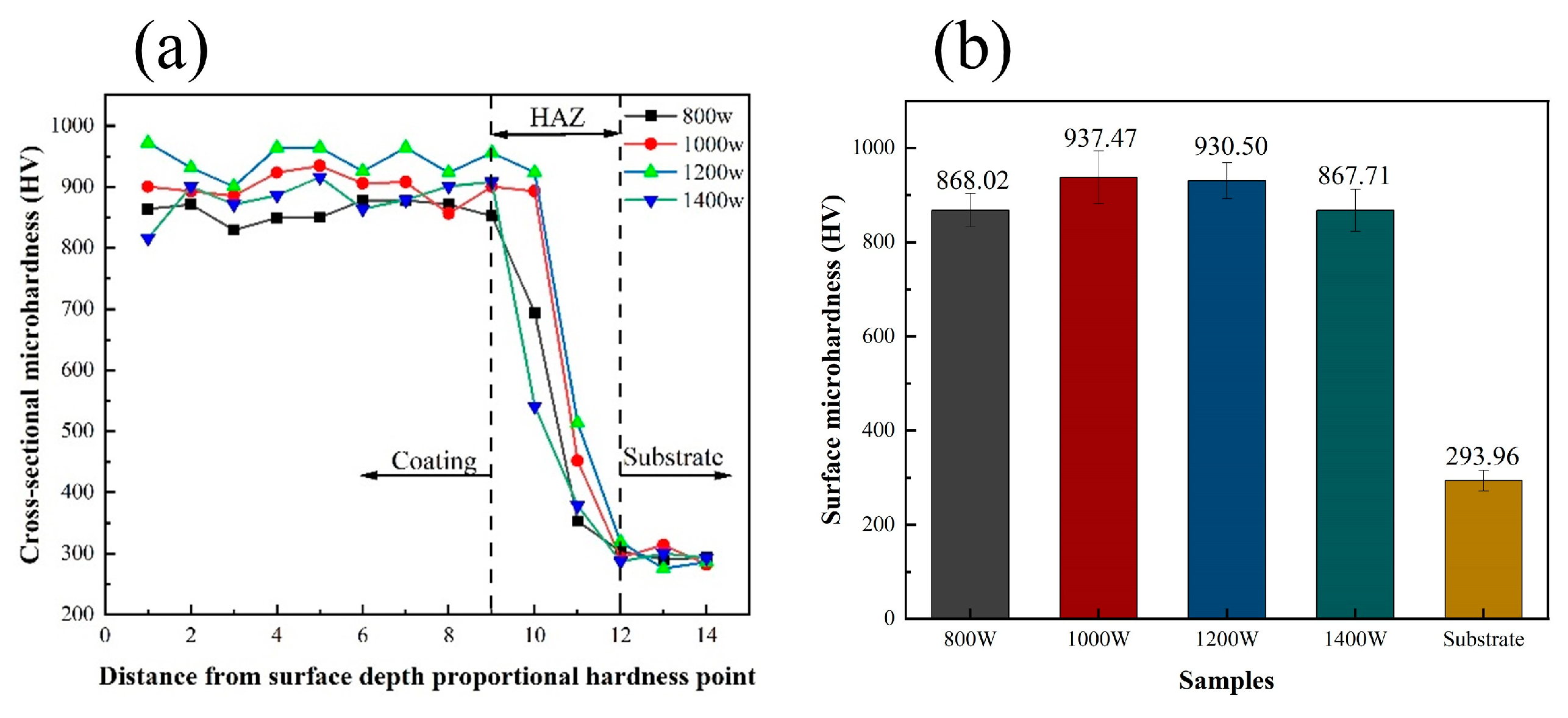
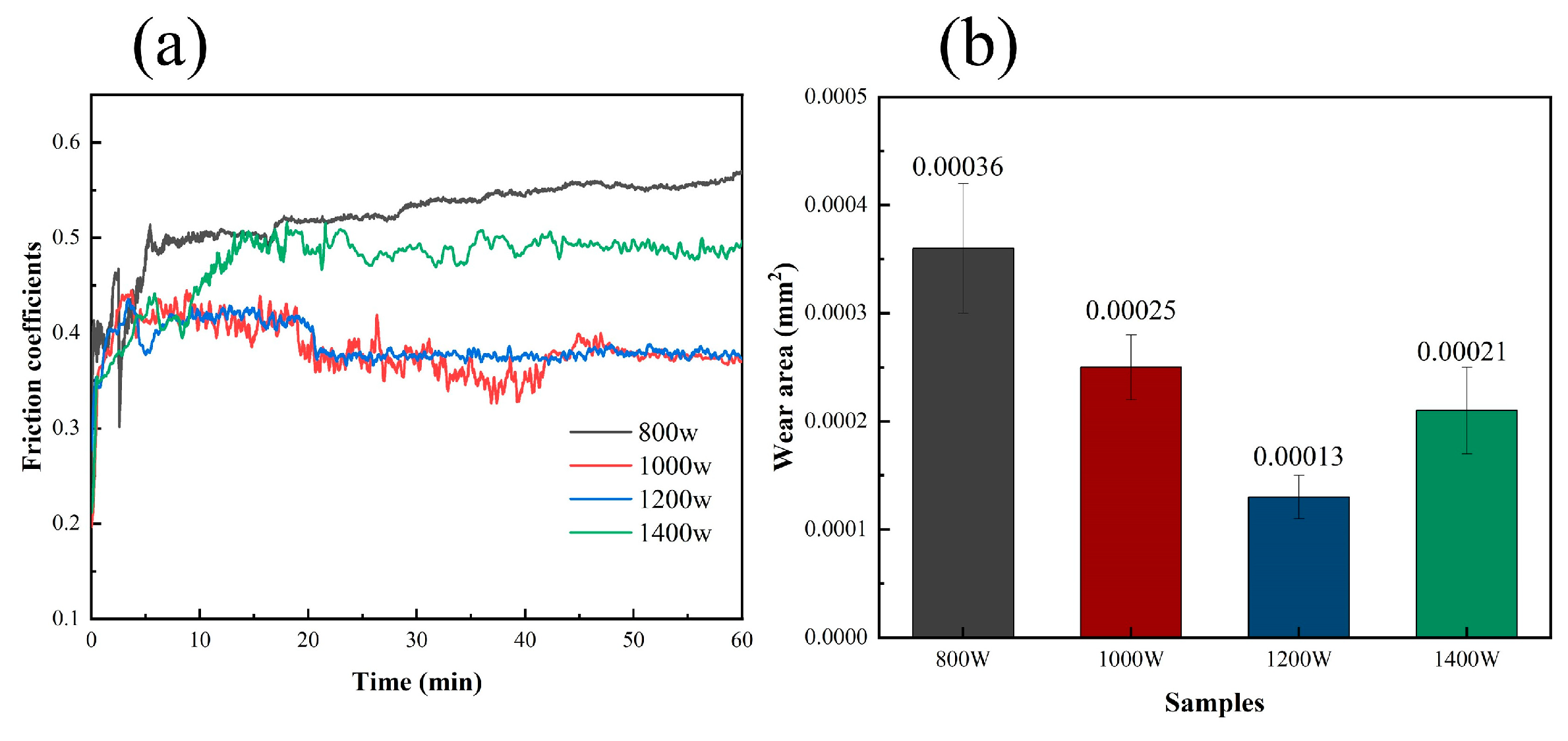
3.2. Microhardness and Wear Resistance
4. Discussion
4.1. Microstructure Evolutions
4.2. Strength Mechanisms
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yuan, W.Y.; Li, R.F.; Chen, Z.H.; Gu, J.Y.; Tian, Y.T. A comparative study on microstructure and properties of traditional laser cladding and high-speed laser cladding of Ni45 alloy coatings. Surf. Coat. Technol. 2020, 405, 126582. [Google Scholar] [CrossRef]
- Xin, M.Z.; Fan, Z.M.; Lu, L.B.; Guan, Y.C. Surface enhancement of metallic alloys by laser precision engineering. Weld. World 2024, 68, 1–18. [Google Scholar] [CrossRef]
- Wu, D.J.; Yu, X.X.; Zhao, Z.Y.; Ma, G.Y.; Zhou, C.; Zhang, B.; Ren, G.H.; Han, J.; Wang, H.; Niu, F.Y. Direct additive manufacturing of TiCp reinforced Al2O3-ZrO2 eutectic functionally graded ceramics by laser directed energy deposition. J. Eur. Ceram. Soc. 2023, 43, 2718–2723. [Google Scholar] [CrossRef]
- Liu, H.F.; Su, H.J.; Shen, Z.L.; Jiang, H.; Zhao, D.; Liu, Y.; Zhang, J.; Liu, L.; Fu, H.Z. Research progress on ultrahigh temperature oxide eutectic ceramics by laser additive manufacturing. J. Inorg. Mater. 2022, 37, 255–266. [Google Scholar] [CrossRef]
- Karmakar, D.P.; Muvvala, G.; Nath, A.K. High-temperature abrasive wear characteristics of H13 steel modified by laser remelting and cladded with Stellite 6 and Stellite 6/30% WC. Surf. Coat. Technol. 2021, 422, 127498. [Google Scholar] [CrossRef]
- Xu, J.F.; Zhou, L.; Ma, G.Z.; Li, G.L.; Zhao, H.C.; Wang, H.D. Microstructure and excellent arc ablation resistance of Ni–8Al coating on copper substrate by high-speed laser cladding. J. Mater. Res. Technol. 2024, 31, 606–617. [Google Scholar] [CrossRef]
- Li, W.Y.; Yang, X.F.; Xiao, J.P.; Hou, Q.M. Effect of WC mass fraction on the microstructure and friction properties of WC/Ni60 laser cladding layer of brake discs. Ceram. Int. 2021, 47, 28754–28763. [Google Scholar] [CrossRef]
- You, A.P.; Wang, N.; Chen, Y.N.; Jiang, C.P.; Zhang, Y.; Zhao, Q.Y.; Shi, Y.; Li, Y.; Zhang, F.Y.; Zhao, Y.Q. Effect of linear energy density on microstructure and wear resistance of WC–Co–Cr composite coating by laser cladding. Surf. Coat. Technol. 2023, 454, 129185. [Google Scholar] [CrossRef]
- Yang, X.Y.; Wang, L.L.; Gao, Z.N.; Wang, Q.; Du, M.Z.; Zhan, X.H. WC distribution, microstructure evolution mechanism and microhardness of a developed Ti6Al4V/WC MMC coating fabricated by laser cladding. Opt. Laser Technol. 2022, 153, 108232. [Google Scholar] [CrossRef]
- Wang, X.H.; Liu, A.M. Microstructure and abrasive–wear behavior Under high temperature of laser clad Ni–based WC ceramic coating. Phys. Procedia 2013, 50, 145–149. [Google Scholar] [CrossRef]
- Cai, Y.H.; Dong, Z.Z.; Zhao, L.; Peng, Y.; Cao, Y. The Effect of Laser Power on the Microstructure and Wear Resistance of a Ni 3 Al-Based Alloy Cladding Layer Deposited via Laser Cladding. Coatings 2024, 14, 317. [Google Scholar] [CrossRef]
- Lu, P.Z.; Jia, L.; Zhang, C.; Heng, X.; Xi, X.C.; Duan, M.F.; Lu, Z.L.; Zhou, Y.X. Optimization on laser cladding parameters for preparing Ni60 coating along with its friction and wear properties. Mater. Today Commun. 2023, 37, 107162. [Google Scholar] [CrossRef]
- Liu, Z.C.; He, C.; Kong, D.J. Effect of powder feeding speed on microstructure and corrosive–wear performance of laser cladded Ni–60%WC coatings. Opt. Laser Technol. 2024, 168, 109801. [Google Scholar]
- Yan, Z.R.; Liu, W.W.; Tang, Z.J.; Liu, X.Y.; Zhang, N.; Wang, Z.Q.; Zhang, H.C. Effect of thermal characteristics on distortion in laser cladding of AISI 316L. Manuf. Process 2019, 44, 309–318. [Google Scholar] [CrossRef]
- Gao, Z.A.N.; Wang, L.L.; Wang, Y.N.; Lyu, F.Y.; Zhan, X.H. Crack defects and formation mechanism of FeCoCrNi high entropy alloy coating on TC4 titanium alloy prepared by laser cladding. J. Alloys Compd. 2022, 903, 163905. [Google Scholar] [CrossRef]
- Meng, B.; Wang, J.L.; Chen, M.H.; Zhu, S.L.; Wang, F.H. Study on the oxidation behavior of a novel thermal barrier coating system using the nanocrystalline coating as bonding coating on the single-crystal superalloy. Corros. Sci. 2023, 225, 111591. [Google Scholar] [CrossRef]
- He, X.L.; Weng, Q.H.; Guo, R.Q.; Zhang, L.; Sheng, X.X.; Xie, D.L. Elaborate construction of potent antioxidant properties in PBP-Ce(III) nanosheets via a one-pot approach for seamless integration of anti-corrosion, wear-resistance, and flame-retardancy. J. Mater. Sci. Technol. 2024, 201, 197–209. [Google Scholar] [CrossRef]
- Ji, R.J.; Zhao, Q.Y.; Zhao, L.L.; Liu, Y.H.; Jin, H.; Wang, L.X.; Wu, L.J.; Xu, Z.Q. Study on high wear resistance surface texture of electrical discharge machining based on a new water-in-oil working fluid. Tribol. Int. 2023, 180, 108218. [Google Scholar] [CrossRef]
- Si, S.H.; Yuan, X.M.; Liu, Y.L.; He, Y.Z.; Shin, K. Effect of Laser Power on Microstructure and Wear Resistance of WCP/Ni Cermet Coating. J. Iron Steel Res. Int. 2006, 13, 74–78. [Google Scholar] [CrossRef]
- Zhao, J.; Li, R.Y.; Feng, A.X.; Feng, H.B. Effect of rare earth La2O3 particles on structure and properties of laser cladding WC-Ni60 composite coatings. Surf. Coat. Technol. 2024, 479, 130569. [Google Scholar] [CrossRef]
- Chen, C.L.; Feng, A.X.; Wei, Y.C.; Wang, Y.; Pan, X.M.; Song, X.Y. Effects of WC particles on microstructure and wear behavior of laser cladding Ni60 composite coatings. Opt. Laser Technol. 2023, 163, 109425. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 316L stainless steel | ||||||||||
| Elements | C | Si | P | S | Cr | Mn | Ni | Mo | N | Fe |
| Percent (wt%) | 0.015 | 0.450 | 0.027 | 0.005 | 16.080 | 1.150 | 10.090 | 2.030 | 0.048 | Bal. |
| Ni60 powders | ||||||||||
| Elements | C | Si | P | S | Cr | B | Fe | Ni | ||
| Percent (wt%) | 0.80~1.20 | 3.50~4.00 | 0.02 | 0.02 | 14.00~16.00 | 3.00~3.50 | 14.00~15.00 | Bal. | ||
| Laser Power (W) | Scanning Speed (m/s) | Powder Feed Rate (g/min) |
|---|---|---|
| 800 | 0.010 | 10 |
| 1000 | 0.010 | 10 |
| 1200 | 0.010 | 10 |
| 1400 | 0.010 | 10 |
| W | C | Ni | Fe | Cr | Si | |
|---|---|---|---|---|---|---|
| A | 98.3 | 1.7 | ||||
| B | 52.8 | 1.2 | 22.9 | 2.8 | 16.7 | 3.6 |
| C | 16.7 | 1.1 | 20.6 | 10.9 | 50.6 | 0.1 |
| D | 82.3 | 7.9 | 4.3 | 5.5 | ||
| E | 32.7 | 13.1 | 7.9 | 46.3 | ||
| F | 7.0 | 1.0 | 9.0 | 29.8 | 53.2 | |
| G | 0.3 | 10.3 | 71.4 | 18.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, H.; Li, W.; Liu, Y.; Li, F.; Yi, J.; Eckert, J. The Microstructure and Properties of Ni60/60% WC Wear-Resistant Coatings Prepared by Laser-Directed Energy Deposition. Micromachines 2024, 15, 1071. https://doi.org/10.3390/mi15091071
Yang H, Li W, Liu Y, Li F, Yi J, Eckert J. The Microstructure and Properties of Ni60/60% WC Wear-Resistant Coatings Prepared by Laser-Directed Energy Deposition. Micromachines. 2024; 15(9):1071. https://doi.org/10.3390/mi15091071
Chicago/Turabian StyleYang, Husen, Wen Li, Yichun Liu, Fengxian Li, Jianhong Yi, and Jürgen Eckert. 2024. "The Microstructure and Properties of Ni60/60% WC Wear-Resistant Coatings Prepared by Laser-Directed Energy Deposition" Micromachines 15, no. 9: 1071. https://doi.org/10.3390/mi15091071
APA StyleYang, H., Li, W., Liu, Y., Li, F., Yi, J., & Eckert, J. (2024). The Microstructure and Properties of Ni60/60% WC Wear-Resistant Coatings Prepared by Laser-Directed Energy Deposition. Micromachines, 15(9), 1071. https://doi.org/10.3390/mi15091071