

Investigation on Electromigration-Induced Failure and Reservoir Effect in AlCu Interconnects


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental Methods
3. Results and Discussions
3.1. Failure Analysis
3.2. Finite Element Model
3.3. Numerical Simulation of Electromigration
3.4. Effect of Reservoir on Electromigration
4. Conclusions
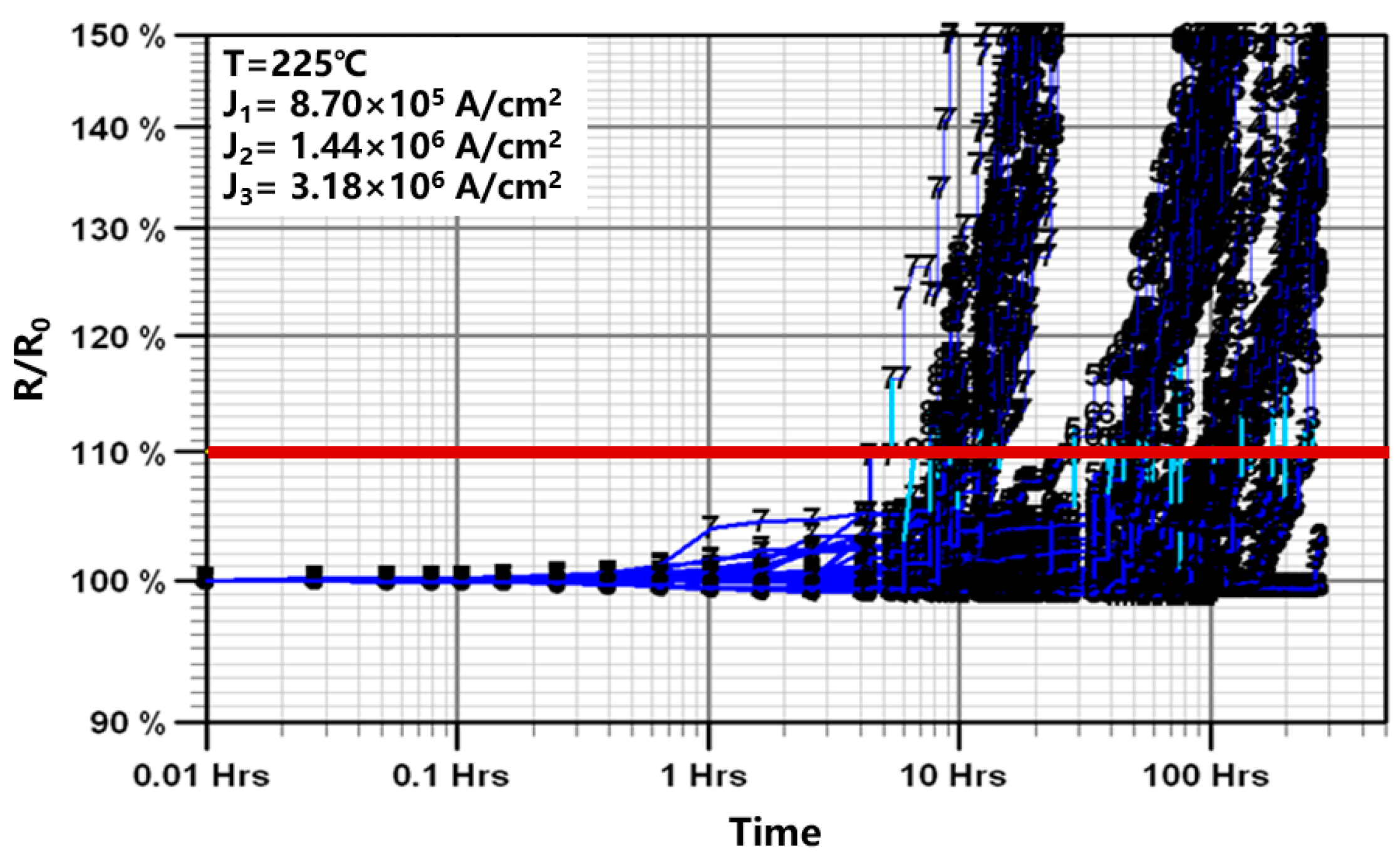
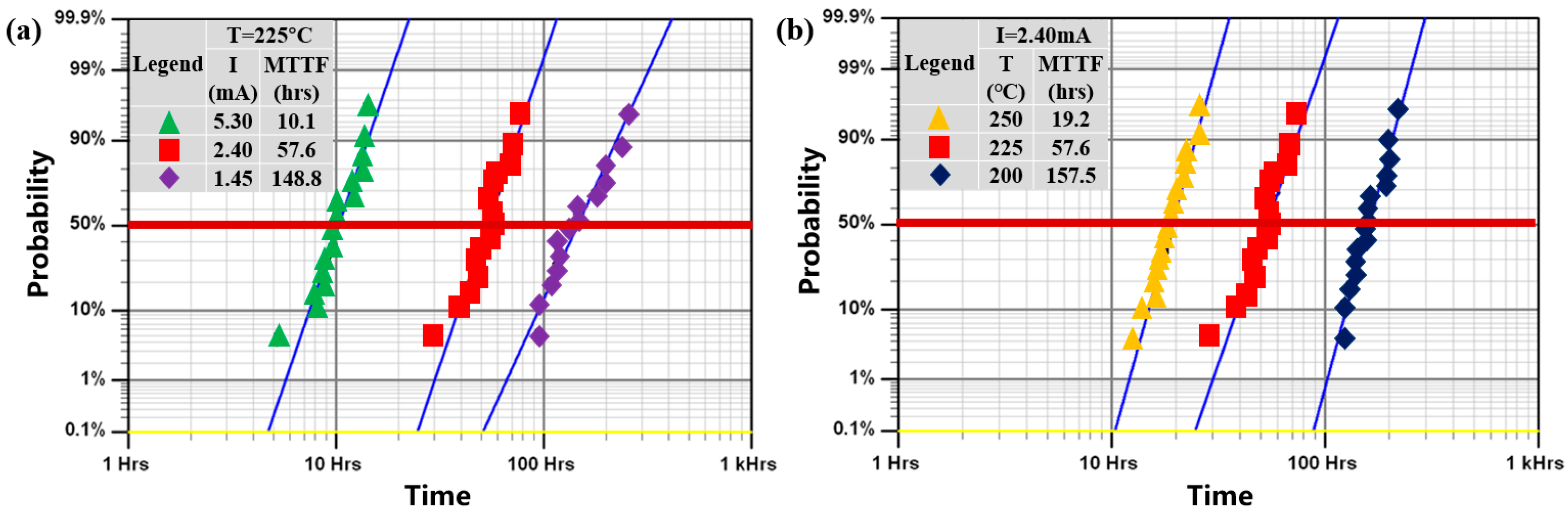
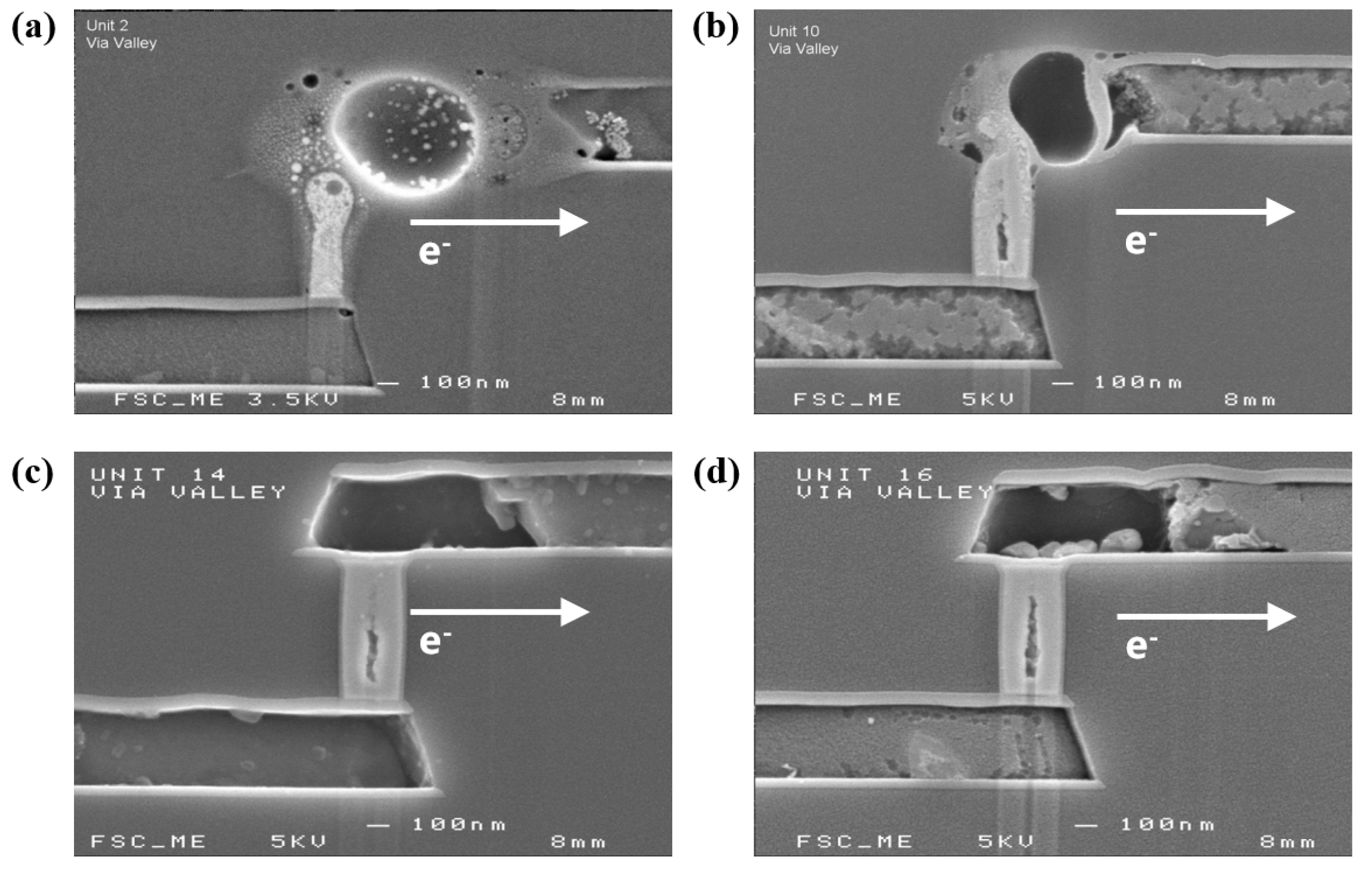
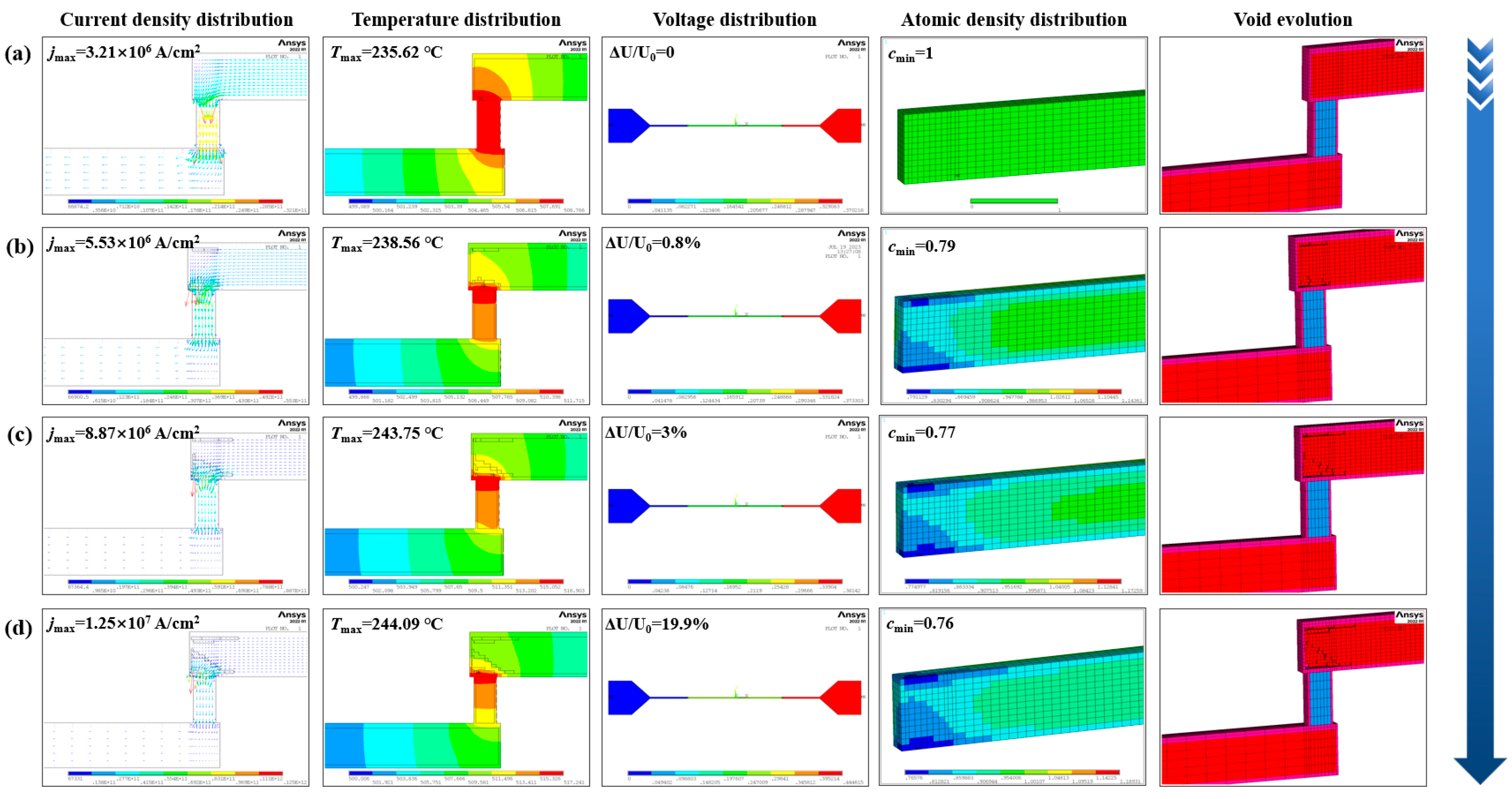
- AlCu interconnects have similar failure modes at high current densities from 8.7 × 105 A/cm2 to 3.18 × 106 A/cm2 and high temperatures from 200 °C to 250 °C, according to the EM accelerated tests. A higher current density and temperature will accelerate the growth of voids, resulting in shorter EM failure times. Voids first nucleated along the interface of Ti/TiN/M2 near the vias and gradually expanded to form extensive voids at the cathode of the M2 layer, which was verified by both experimental and simulation results.
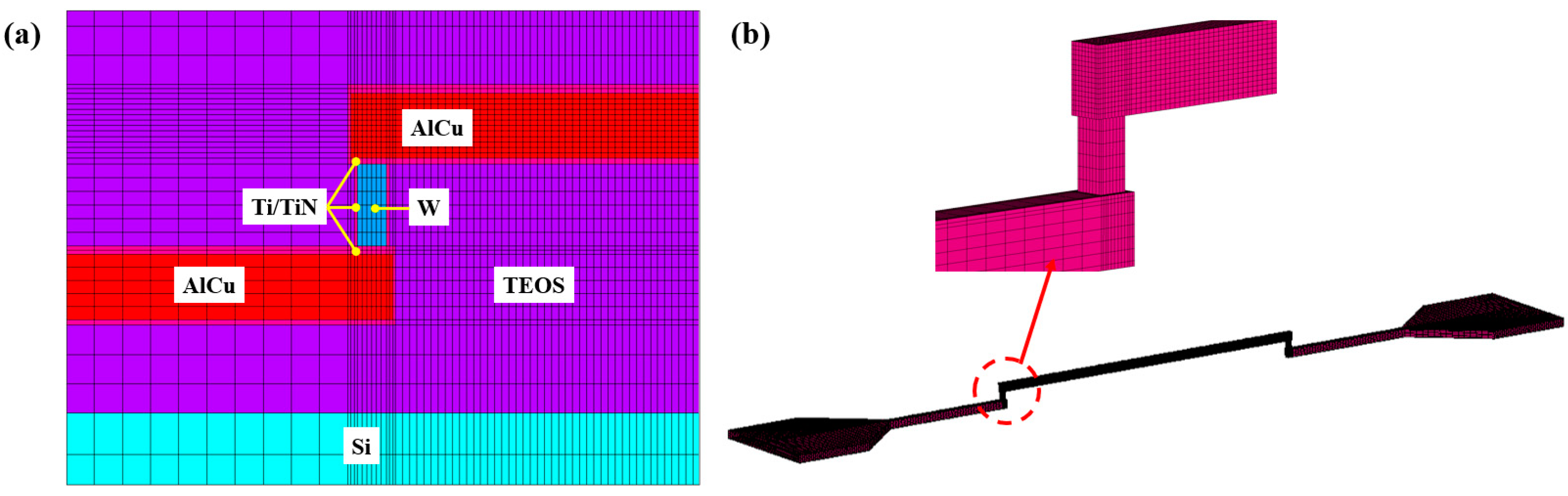
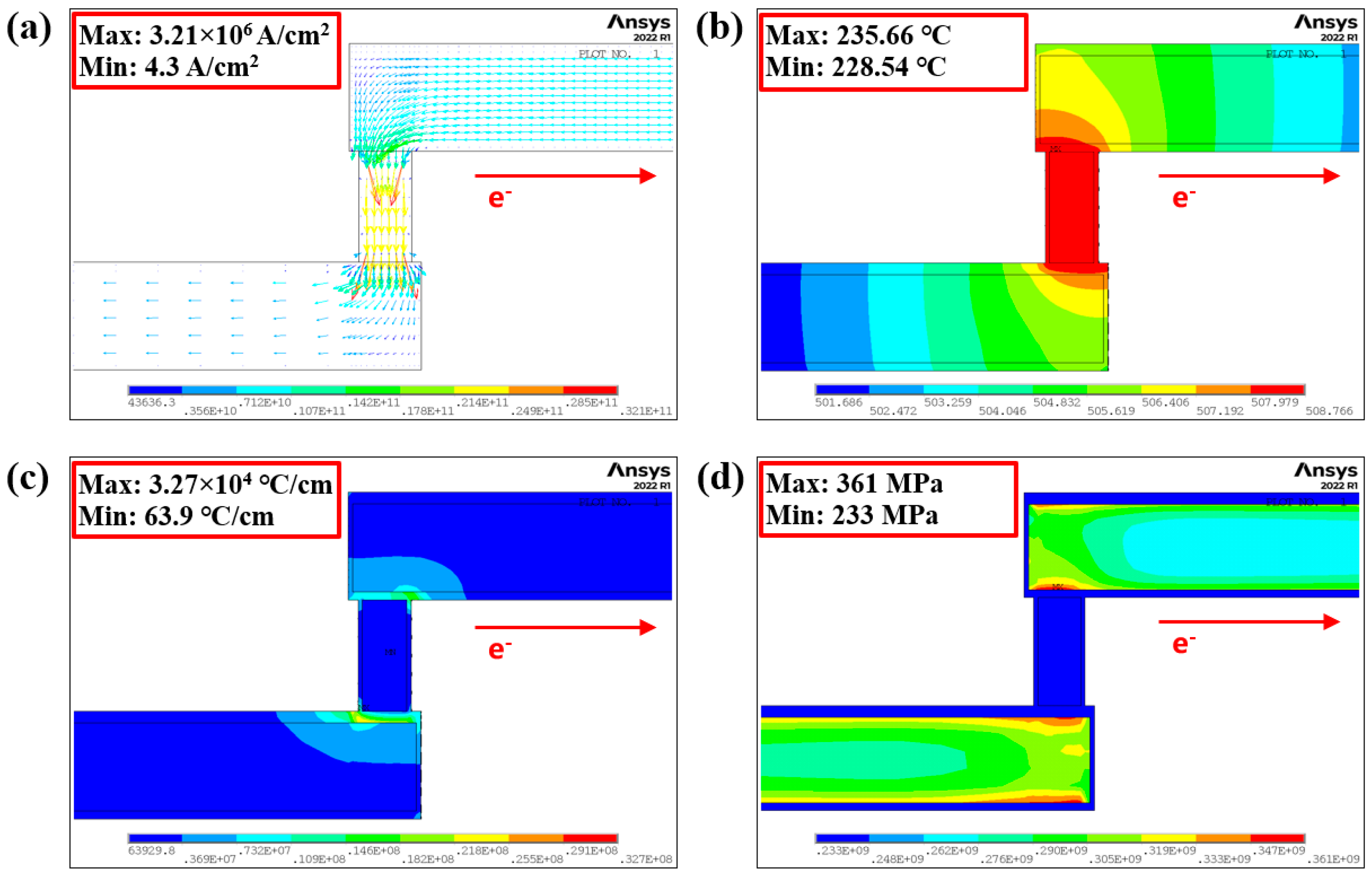
- Reliability modeling and simulation tools are being used to better understand the EM reliability of interconnects. This proactive approach can help us to identify potential problems before they arise and then take targeted preventive measures. The ADI method introduced in this paper has been successfully performed to predict the EM failure of AlCu interconnects and the simulation results for void formation and TTF have reasonably good correlation with the test results. The temperature gradient, which exceeds 1000 °C/cm cannot be ignored when the AlCu interconnect is under stress at a high current density and temperature.
- A reservoir will improve the EM failure of AlCu interconnects effectively. However, only a portion of the extended volume can function as an effective reservoir for void accumulation. Under the high current density and temperature conditions of this study, an extension of approximately 0.09 μm was predicted as the critical length, beyond which further increases in extension size do not impact EM lifetimes.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, P.C.; Cavanagh, K.T.; Gordineer, J.S.; Caprotti, N.M. Characterization of Electromigration-Induced Short-Range Stress Development in Al (0.25 at. % Cu) Conductor Line. J. Appl. Phys. 2024, 135, 025105. [Google Scholar] [CrossRef]
- Moon, J.H.; Jeong, E.; Kim, S.; Kim, T.; Oh, E.; Lee, K.; Han, H.; Kim, Y.K. Materials Quest for Advanced Interconnect Metallization in Integrated Circuits. Adv. Sci. 2023, 10, 2207321. [Google Scholar] [CrossRef] [PubMed]
- Tu, K.N. Reliability Challenges in 3D IC Packaging Technology. Microelectron. Reliab. 2010, 51, 517–523. [Google Scholar] [CrossRef]
- Ceric, H.; Selberherr, S.; Zahedmanesh, H.; de Orio, R.L.; Croes, K. Review—Modeling Methods for Analysis of Electromigration Degradation in Nano-Interconnects. ECS J. Solid State Sci. Technol. 2021, 10, 035003. [Google Scholar] [CrossRef]
- Lee, M.H.; Kwon, Y.M.; Pyo, S.G.; Lee, H.C.; Han, J.-W.; Paik, K.-W. Effects of Metal Stacks and Patterned Metal Profiles on the Electromigration Characteristics in Super-Thin AlCu Interconnects for Sub-0.13 mm Technology. Thin Solid Film 2011, 519, 3906–3913. [Google Scholar] [CrossRef]
- Gan, Z.H.; Shao, W.; Mhaisalkar, S.G.; Chen, Z.; Li, H.; Tu, K.N.; Gusak, A.M. Reservoir Effect and the Role of Low Current Density Regions on Electromigration Lifetimes in Copper Interconnects. J. Mater. Res. 2006, 21, 2241–2245. [Google Scholar] [CrossRef]
- Fu, C.M.; Tan, C.M.; Wu, S.H.; Yao, H.B. Width Dependence of the Effectiveness of Reservoir Length in Improving Electromigration for Cu/Low-k Interconnects. Microelectron. Reliab. 2010, 50, 1332–1335. [Google Scholar] [CrossRef]
- Jang, K.-T.; Park, Y.-J.; Jeong, M.-W.; Lim, S.-M.; Yeon, H.-W.; Cho, J.-Y.; Jin, M.-G.; Shin, J.-S.; Woo, B.-W.; Bae, J.-Y.; et al. Electromigration Behavior of Advanced Metallization on the Structural Effects for Memory Devices. Microelectron. Eng. 2016, 156, 97–102. [Google Scholar] [CrossRef]
- Black, J.R. Electromigration—A Brief Survey and Some Recent Results. IEEE Trans. Electron Devices 1969, 16, 338–347. [Google Scholar] [CrossRef]
- Tu, K.N. Recent Advances on Electromigration in Very-Large-Scale-Integration of Interconnects. J. Appl. Phys. 2003, 94, 5451–5473. [Google Scholar] [CrossRef]
- Tan, C.M.; Roy, A. Electromigration in ULSI Interconnects. Mater. Sci. Eng. R Rep. 2007, 58, 1–75. [Google Scholar] [CrossRef]
- Basaran, C.; Lin, M. Damage Mechanics of Electromigration Induced Failure. Mech. Mater. 2007, 40, 66–79. [Google Scholar] [CrossRef]
- Blech, I.A.; Herring, C. Stress Generation by Electromigration. Appl. Phys. Lett. 1976, 29, 131–133. [Google Scholar] [CrossRef]
- Korhonen, M.A.; Bo/rgesen, P.; Tu, K.N.; Li, C.-Y. Stress Evolution Due to Electromigration in Confined Metal Lines. J. Appl. Phys. 1993, 73, 3790–3799. [Google Scholar] [CrossRef]
- Clement, J.J.; Thompson, C.V. Modeling Electromigration-Induced Stress Evolution in Confined Metal Lines. J. Appl. Phys. 1995, 78, 900–904. [Google Scholar] [CrossRef]
- Lin, M.; Basaran, C. Electromigration Induced Stress Analysis Using Fully Coupled Mechanical–Diffusion Equations with Nonlinear Material Properties. Comput. Mater. Sci. 2004, 34, 82–98. [Google Scholar] [CrossRef]
- Chen, L.; Tan, S.X.-D.; Sun, Z.; Peng, S.; Tang, M.; Mao, J. Fast Analytic Electromigration Analysis for General Multisegment Interconnect Wires. IEEE Trans. VLSI Syst. 2020, 28, 421–432. [Google Scholar] [CrossRef]
- Chen, L.; Tan, S.X.D.; Sun, Z.; Peng, S.; Tang, M.; Mao, J. A Fast Semi-Analytic Approach for Combined Electromigration and Thermomigration Analysis for General Multisegment Interconnects. IEEE Trans. Comput.-Aided Des. Integr. Circuits Syst. 2021, 40, 350–363. [Google Scholar] [CrossRef]
- Zahedmanesh, H.; Ciofi, I.; Zografos, O.; Croes, K.; Badaroglu, M. System-Level Simulation of Electromigration in a 3 nm CMOS Power Delivery Network: The Effect of Grid Redundancy, Metallization Stack and Standard-Cell Currents. In Proceedings of the 2022 IEEE International Reliability Physics Symposium (IRPS), Dallas, TX, USA, 27–31 March 2022; IEEE: New York, NY, USA, 2022. [Google Scholar]
- Saleh, A.S.; Croes, K.; Ceric, H.; De Wolf, I.; Zahedmanesh, H. A Framework for Combined Simulations of Electromigration Induced Stress Evolution, Void Nucleation, and Its Dynamics: Application to Nano-Interconnect Reliability. J. Appl. Phys. 2023, 134, 135102. [Google Scholar] [CrossRef]
- Dalleau, D.; Weide-Zaage, K. Three-Dimensional Voids Simulation in Chip Metallization Structures: A Contribution to Reliability Evaluation. Microelectron. Reliab. 2001, 41, 1625–1630. [Google Scholar] [CrossRef]
- Weide-Zaage, K.; Dalleau, D.; Yu, X. Static and Dynamic Analysis of Failure Locations and Void Formation in Interconnects Due to Various Migration Mechanisms. Mater. Sci. Semicond. Process. 2003, 6, 85–92. [Google Scholar] [CrossRef]
- Liu, Y.; Liang, L.; Irving, S.; Luk, T. 3D Modeling of Electromigration Combined with Thermal–Mechanical Effect for IC Device and Package. Microelectron. Reliab. 2008, 48, 811–824. [Google Scholar] [CrossRef]
- de Orio, R.L.; Ceric, H.; Selberherr, S. Physically Based Models of Electromigration: From Black’s Equation to Modern TCAD Models. Microelectron. Reliab. 2010, 50, 775–789. [Google Scholar] [CrossRef]
- Dandu, P.; Fan, X.J.; Liu, Y. Some Remarks on Finite Element Modeling of Electromigration in Solder Joints. In Proceedings of the Electronic Components and Technology Conference, Las Vegas, NV, USA, 1 January 2010. [Google Scholar]
- Zhang, Y.; Liu, Y.; Liang, L.; Fan, X. The Effect of Atomic Density Gradient in Electromigration. Int. J. Mater. Struct. Integr. 2012, 6, 36–53. [Google Scholar] [CrossRef]
- Liang, L.; Zhang, Y.; Liu, Y. Prediction of Electromigration Failure of Solder Joints and Its Sensitivity Analysis. J. Electron. Packag. 2011, 133, 031002. [Google Scholar] [CrossRef]
- Liu, N.Y.; Zhang, N.Y.; Liang, N.L. Prediction of Electromigration Induced Voids and Time to Failure for Solder Joint of a Wafer Level Chip Scale Package. IEEE Trans. Comp. Packag. Technol. 2010, 33, 544–552. [Google Scholar] [CrossRef]
- Cui, Z.; Fan, X.; Zhang, Y.; Vollebregt, S.; Fan, J.; Zhang, G. Coupling Model of Electromigration and Experimental Verification—Part I: Effect of Atomic Concentration Gradient. J. Mech. Phys. Solid 2023, 174, 105257. [Google Scholar] [CrossRef]
- Cui, Z.; Fan, X.; Zhang, Y.; Vollebregt, S.; Fan, J.; Zhang, G. Coupling Model of Electromigration and Experimental Verification—Part II: Impact of Thermomigration. J. Mech. Phys. Solid 2023, 174, 105256. [Google Scholar] [CrossRef]
- Jiang, H.; Liang, S.; Wei, C.; Ke, C. Phase Field Modelling of the Electromigration Behaviour in Sintered Silver. J. Mater. Res. 2022, 37, 2322–2334. [Google Scholar] [CrossRef]
- Liang, S.; Jiang, H.; Zhong, Z.; Ramachandran, S. Insights into the Grain Orientation Effect on Electromigration-Induced Failure in Solder Interconnects Through Phase Field Modeling. IEEE Trans. Electron. Devices 2024, 71, 192–199. [Google Scholar] [CrossRef]
- Ye, H.; Basaran, C.; Hopkins, D.C. Numerical Simulation of Stress Evolution during Electromigration in IC Interconnect Lines. IEEE Trans. Comp. Packag. Technol. 2003, 26, 673–681. [Google Scholar] [CrossRef]
- Huang, A.T.; Tu, K.N.; Lai, Y.-S. Effect of the Combination of Electromigration and Thermomigration on Phase Migration and Partial Melting in Flip Chip Composite SnPb Solder Joints. J. Appl. Phys. 2006, 100, 033512. [Google Scholar] [CrossRef]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Jiang, G.; Zhao, J.; Liang, L. Investigation on Electromigration-Induced Failure and Reservoir Effect in AlCu Interconnects. Micromachines 2025, 16, 458. https://doi.org/10.3390/mi16040458
Zhang Y, Jiang G, Zhao J, Liang L. Investigation on Electromigration-Induced Failure and Reservoir Effect in AlCu Interconnects. Micromachines. 2025; 16(4):458. https://doi.org/10.3390/mi16040458
Chicago/Turabian StyleZhang, Yuanxiang, Guoquan Jiang, Jingbo Zhao, and Lihua Liang. 2025. "Investigation on Electromigration-Induced Failure and Reservoir Effect in AlCu Interconnects" Micromachines 16, no. 4: 458. https://doi.org/10.3390/mi16040458
APA StyleZhang, Y., Jiang, G., Zhao, J., & Liang, L. (2025). Investigation on Electromigration-Induced Failure and Reservoir Effect in AlCu Interconnects. Micromachines, 16(4), 458. https://doi.org/10.3390/mi16040458