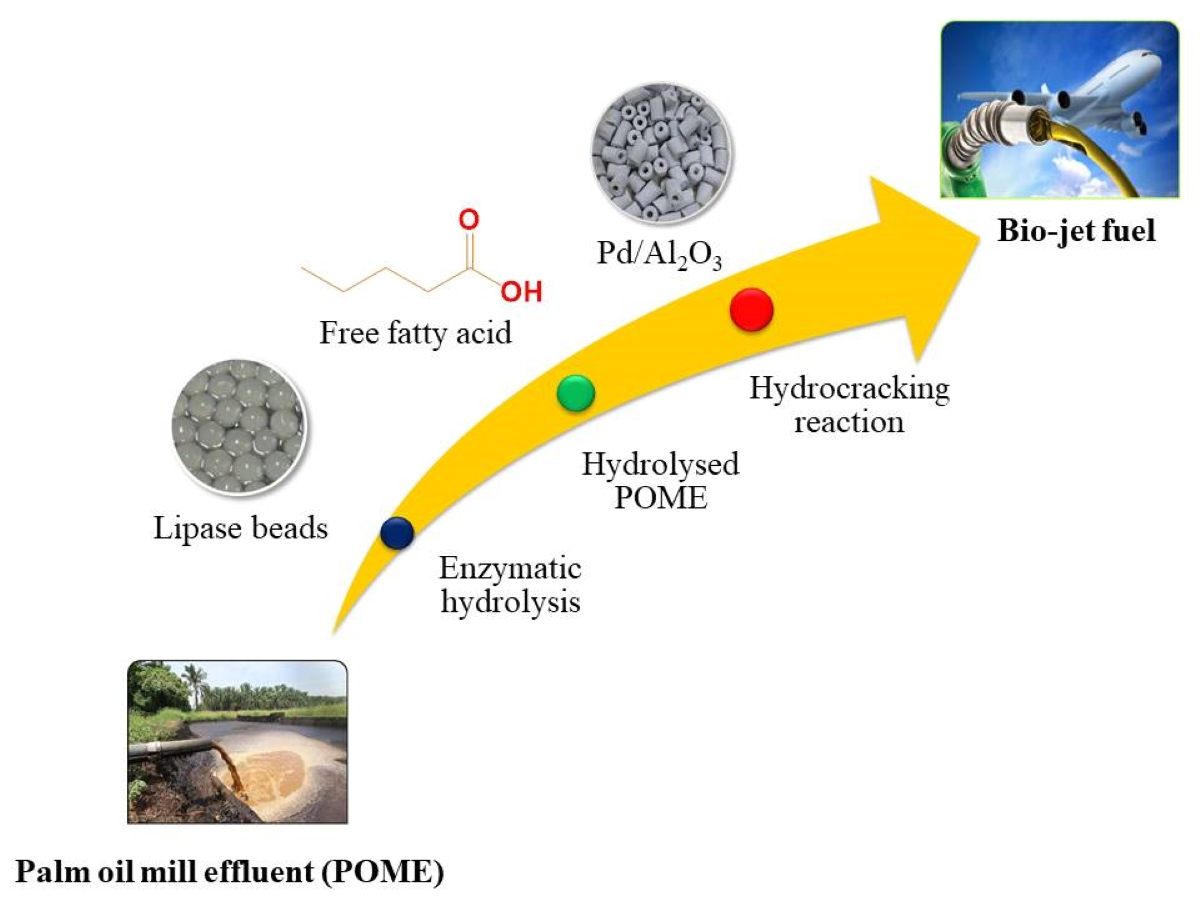
Biojet Fuel Production from Waste of Palm Oil Mill Effluent through Enzymatic Hydrolysis and Decarboxylation

Abstract
:
1. Introduction
2. Results and Discussion
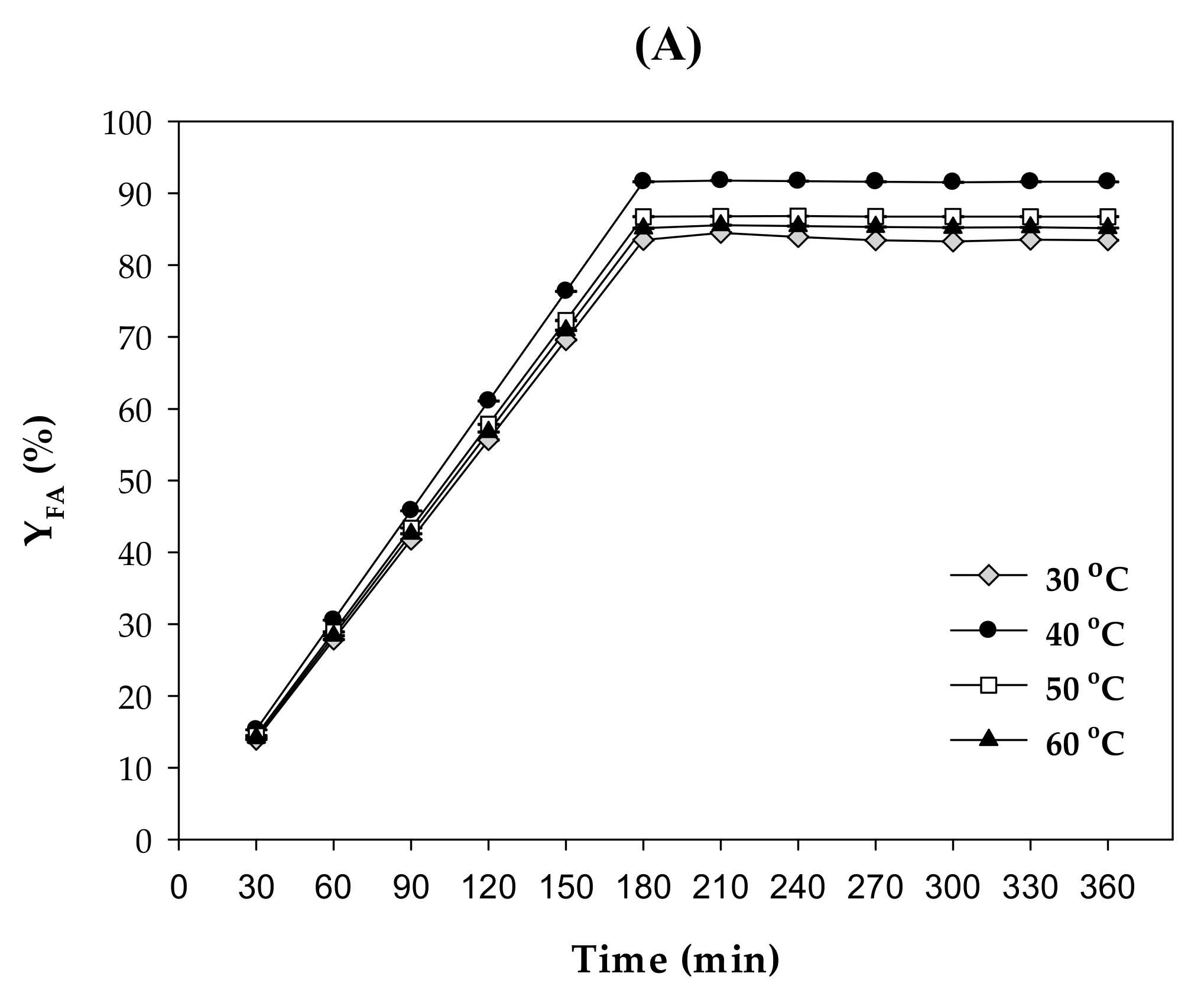
2.1. Influence of Temperature on Hydrolysis Reaction
2.2. Influence of Water Content on Hydrolysis Reaction
2.3. Influence of Agitation Rate on Hydrolysis Reaction
2.4. Fatty Acid Composition of Hydolysed Palm Oil Mill Effluent (HPOME)
2.5. Production of Hydrocarbon Fuels via Hydrocracking Reaction
2.6. Characterisation of Refined Biofuels
2.7. Comparative Green Kerosene Yields Obtained from Hydrocracking Reaction of Different Waste Oils
3. Materials and Methods
3.1. Materials
3.2. Pretreatment of POME via Enzymatic Hydrolysis
3.3. Decarboxylation of Fatty Acid in HPOME
3.4. Fractional Distillation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, J.; Xin, Z.; He, Q. (Sophia); Corscadden, K.; Niu, H. An overview on performance characteristics of bio-jet fuels. Fuel 2019, 237, 916–936. [Google Scholar] [CrossRef]
- Roth, A.; Riegel, F.; Batteiger, V. Potentials of Biomass and Renewable Energy: The Question of Sustainable Availability. Biokerosene Status Prospect 2017, 1, 95–122. [Google Scholar] [CrossRef]
- Dujjanutat, P.; Kaewkannetra, P. Production of bio-hydrogenated kerosene by catalytic hydrocracking from refined bleached deodorised palm/ palm kernel oils. Renew. Energy 2020, 147, 464–472. [Google Scholar] [CrossRef]
- Madaki, Y.S.; Seng, L. Palm Oil Mill Effluent (Pome) From Malaysia Palm Oil Mills: Waste or Resource. Int. J. Sci. Environ. Technol. 2013, 2, 1138–1155. [Google Scholar]
- Kamyab, H.; Chelliapan, S.; Din, M.F.M.; Rezania, S.; Khademi, T.; Kumar, A. Palm Oil Mill Effluent as an Environmental Pollutant. Palm Oil 2018, 13, 13–28. [Google Scholar] [CrossRef] [Green Version]
- Abdurahman, N.H.; Azhari, N.H. An integrated UMAS for POME treatment. J. Water Reuse Desalin. 2018, 8, 68–75. [Google Scholar] [CrossRef] [Green Version]
- Harsono, S.S.; Grundmann, P.; Soebronto, S. Anaerobic treatment of palm oil mill effluents: Potential contribution to net energy yield and reduction of greenhouse gas emissions from biodiesel production. J. Clean. Prod. 2014, 64, 619–627. [Google Scholar] [CrossRef]
- Fu, J.; Lu, X.; Savage, P.E. Catalytic hydrothermal deoxygenation of palmitic acid. Energy Environ. Sci. 2010, 3, 311–317. [Google Scholar] [CrossRef]
- Fu, J.; Lu, X.; Savage, P.E. Hydrothermal Decarboxylation and Hydrogenation of Fatty Acids over Pt/C. ChemSusChem 2011, 4, 481–486. [Google Scholar] [CrossRef] [Green Version]
- Fu, J.; Shi, F.; Thompson, L.T.; Lu, X.; Savage, P.E. Activated Carbons for Hydrothermal Decarboxylation of Fatty Acids. ACS Catal. 2011, 1, 227–231. [Google Scholar] [CrossRef]
- Hossain, M.Z.; Chowdhury, M.B.I.; Jhawar, A.K.; Xu, W.Z.; Charpentier, P.A. Continuous low pressure decarboxylation of fatty acids to fuel-range hydrocarbons with in situ hydrogen production. Fuel 2018, 212, 470–478. [Google Scholar] [CrossRef]
- Yang, C.; Nie, R.; Fu, J.; Hou, Z.; Lu, X. Production of aviation fuel via catalytic hydrothermal decarboxylation of fatty acids in microalgae oil. Bioresour. Technol. 2013, 146, 569–573. [Google Scholar] [CrossRef] [PubMed]
- Lestari, S.; Mäki-Arvela, P.; Simakova, I.; Beltramini, J.; Lu, G.Q.M.; Murzin, D. Catalytic Deoxygenation of Stearic Acid and Palmitic Acid in Semibatch Mode. Catal. Lett. 2009, 130, 48–51. [Google Scholar] [CrossRef]
- Rozmysłowicz, B.; Mäki-Arvela, P.; Lestari, S.; Simakova, O.A.; Eränen, K.; Simakov, A.; Murzin, D.; Salmi, T. Catalytic Deoxygenation of Tall Oil Fatty Acids Over a Palladium-Mesoporous Carbon Catalyst: A New Source of Biofuels. Top. Catal. 2010, 53, 1274–1277. [Google Scholar] [CrossRef]
- Simakova, I.; Simakova, O.; Mäki-Arvela, P.; Murzin, D. Decarboxylation of fatty acids over Pd supported on mesoporous carbon. Catal. Today 2010, 150, 28–31. [Google Scholar] [CrossRef]
- Sugami, Y.; Minami, E.; Saka, S. Renewable diesel production from rapeseed oil with hydrothermal hydrogenation and subsequent decarboxylation. Fuel 2016, 166, 376–381. [Google Scholar] [CrossRef] [Green Version]
- Sugami, Y.; Minami, E.; Saka, S. Hydrocarbon production from coconut oil by hydrolysis coupled with hydrogenation and subsequent decarboxylation. Fuel 2017, 197, 272–276. [Google Scholar] [CrossRef]
- Syaima, M.T.S.; Ong, K.H.; Mohd Noor, I.; Zamratul, M.I.M.; Brahim, S.A.; Hafizul, M.M. The synthesis of bio-lubricant based oil by hydrolysis and non-catalytic of palm oil mill effluent (POME) using lipase. Renew. Sustain. Energy Rev. 2015, 44, 669–675. [Google Scholar] [CrossRef] [Green Version]
- You, Q.; Yin, X.; Zhao, Y.; Zhang, Y. Biodiesel production from jatropha oil catalyzed by immobilized Burkholderia cepacia lipase on modified attapulgite. Bioresour. Technol. 2013, 148, 202–207. [Google Scholar] [CrossRef]
- Zenevicz, M.C.P.; Jacques, A.; Furigo, A.F.; Oliveira, J.V.; De Oliveira, D. Enzymatic hydrolysis of soybean and waste cooking oils under ultrasound system. Ind. Crops Prod. 2016, 80, 235–241. [Google Scholar] [CrossRef]
- Salimon, J.; Salih, N.; Yousif, E. Biolubricants: Raw materials, chemical modifications and environmental benefits. Eur. J. Lipid Sci. Technol. 2010, 112, 519–530. [Google Scholar] [CrossRef]
- Srihanun, N.; Dujjanutat, P.; Muanruksa, P.; Kaewkannetra, P. Biofuels of Green Diesel–Kerosene–Gasoline Production from Palm Oil: Effect of Palladium Cooperated with Second Metal on Hydrocracking Reaction. Catalysts 2020, 10, 241. [Google Scholar] [CrossRef] [Green Version]
- Li, T.; Cheng, J.; Huang, R.; Zhou, J.; Cen, K. Conversion of waste cooking oil to jet biofuel with nickel-based mesoporous zeolite Y catalyst. Bioresour. Technol. 2015, 197, 289–294. [Google Scholar] [CrossRef] [PubMed]
- Makvisai, W.; Promdee, K.; Tanatavikorn, H.; Vitidsant, T. Catalytic cracking of used lubricating oil over Fe/Al2O3 and Fe/SiO2-Al2O3. Pet. Coal 2016, 58, 83–94. [Google Scholar]
- Kabbashi, N.A.; Mohammed, N.I.; Alam, Z.; Mirghani, M.E.S. Hydrolysis of Jatropha curcas oil for biodiesel synthesis using immobilized Candida cylindracea lipase. J. Mol. Catal. B Enzym. 2015, 116, 95–100. [Google Scholar] [CrossRef]
- Muanruksa, P.; Kaewkannetra, P. Combination of fatty acids extraction and enzymatic esterification for biodiesel production using sludge palm oil as a low-cost substrate. Renew. Energy 2020, 146, 901–906. [Google Scholar] [CrossRef]
- Dujjanutat, P.; Muanruksa, P.; Kaewkannetra, P. Techniques for analysing and monitoring during continuous bio-hydrogenation of kerosene from palm oils. MethodsX 2020, 7, 101128. [Google Scholar] [CrossRef]
- Muanruksa, P.; Winterburn, J.; Kaewkannetra, P. A novel process for biodiesel production from sludge palm oil. MethodsX 2019, 6, 2838–2844. [Google Scholar] [CrossRef]
- Chen, R.-X.; Wang, W.-C. The production of renewable aviation fuel from waste cooking oil. Part I: Bio-alkane conversion through hydro-processing of oil. Renew. Energy 2019, 135, 819–835. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fatty Acid | Formula | Molecular Weight | Structure | % wt. |
|---|---|---|---|---|
| Capric acid | C10H20O2 | 172.26 | C10:0 | 0.07 ± 0.06 |
| Lauric acid | C12H24O2 | 200.32 | C12:0 | 0.09 ± 0.03 |
| Myristic acid | C14H28O2 | 228.37 | C14:0 | 1.78 ± 0.06 |
| Palmitic acid | C16H32O2 | 256.42 | C16:0 | 50.03 ± 0.04 |
| Stearic acid | C18H36O2 | 284.48 | C18:0 | 13.04 ± 0.03 |
| Oleic acid | C18H34O2 | 282.47 | C18:1 | 34.02 ± 0.05 |
| Feedstocks | Catalysts | Operating Conditions | Green Kerosene Yield (%) | References |
|---|---|---|---|---|
| HPOME | 0.3% Pd/Al2O3 | 1% catalyst loading, 10 bar H2, 400 °C and 1 h | 54.00 | This work |
| Waste cooking oil | 10% Ni/Meso-Y | 5% catalyst loading, 30 bar H2, 380 °C and 8 h | 40.50 | [23] |
| Waste lubricant oil | 5% Fe/Al2O3 | 4% catalyst loading, 6.8 bar H2, 450 °C and 1.25 h | 24.16 | [24] |
| Waste lubricant oil | 0.5% Fe/SiO2-Al2O3 | 4% catalyst loading, 6.8 bar H2, 430 °C and 1 h | 11.41 | [24] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muanruksa, P.; Winterburn, J.; Kaewkannetra, P. Biojet Fuel Production from Waste of Palm Oil Mill Effluent through Enzymatic Hydrolysis and Decarboxylation. Catalysts 2021, 11, 78. https://doi.org/10.3390/catal11010078
Muanruksa P, Winterburn J, Kaewkannetra P. Biojet Fuel Production from Waste of Palm Oil Mill Effluent through Enzymatic Hydrolysis and Decarboxylation. Catalysts. 2021; 11(1):78. https://doi.org/10.3390/catal11010078
Chicago/Turabian StyleMuanruksa, Papasanee, James Winterburn, and Pakawadee Kaewkannetra. 2021. "Biojet Fuel Production from Waste of Palm Oil Mill Effluent through Enzymatic Hydrolysis and Decarboxylation" Catalysts 11, no. 1: 78. https://doi.org/10.3390/catal11010078
APA StyleMuanruksa, P., Winterburn, J., & Kaewkannetra, P. (2021). Biojet Fuel Production from Waste of Palm Oil Mill Effluent through Enzymatic Hydrolysis and Decarboxylation. Catalysts, 11(1), 78. https://doi.org/10.3390/catal11010078