
Experimental and Modeling Study of Phase-Specific Flow Stress Distribution in Intercritically Annealed Quenching and Partitioning Steels



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Microstructural Characterizations
2.3. In Situ Neutron Diffraction Measurements
3. Results
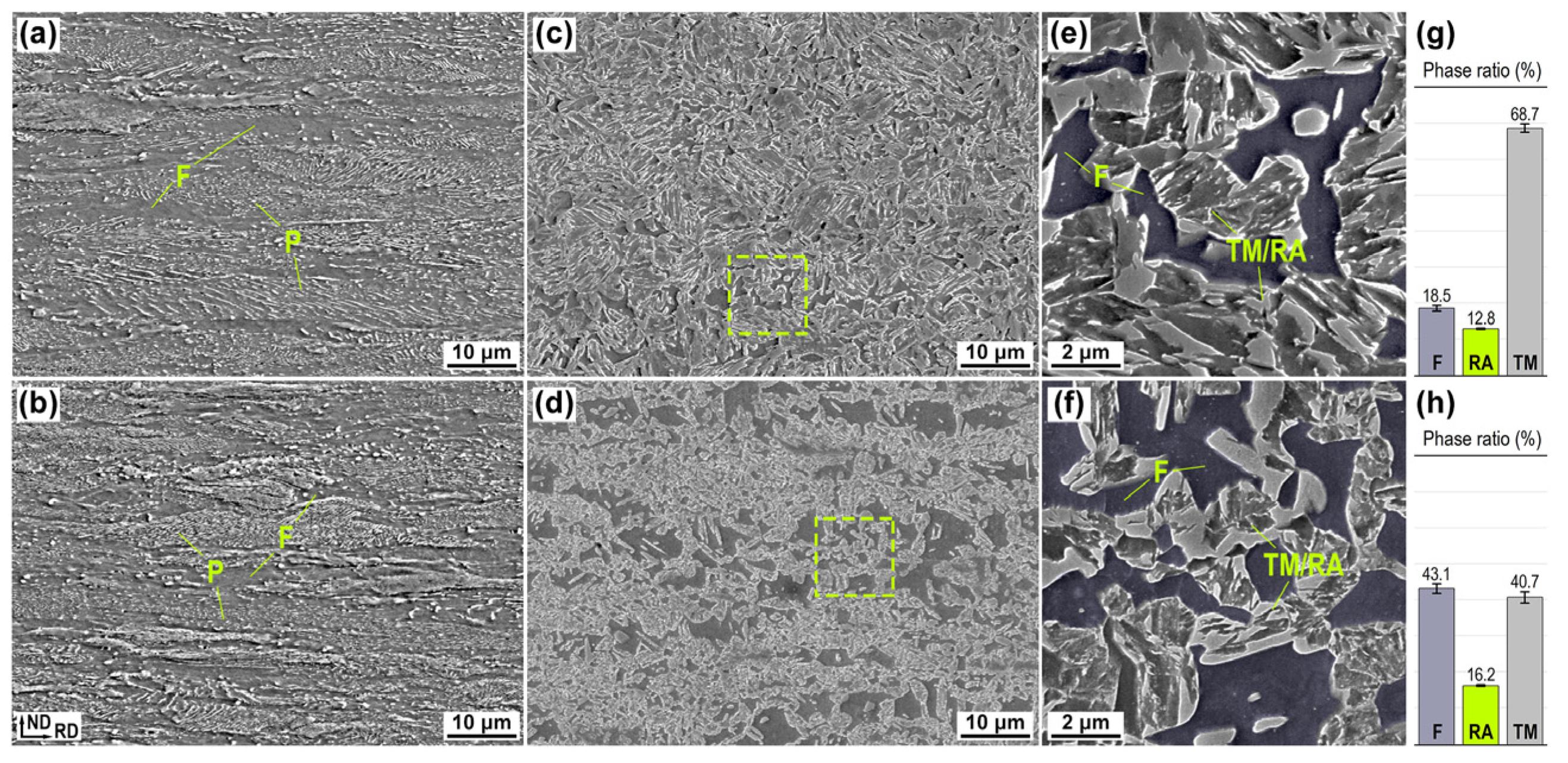
3.1. Microstructural Characterization
3.2. Mechanical Properties and Evolution of the Phase Constitution
4. Discussion
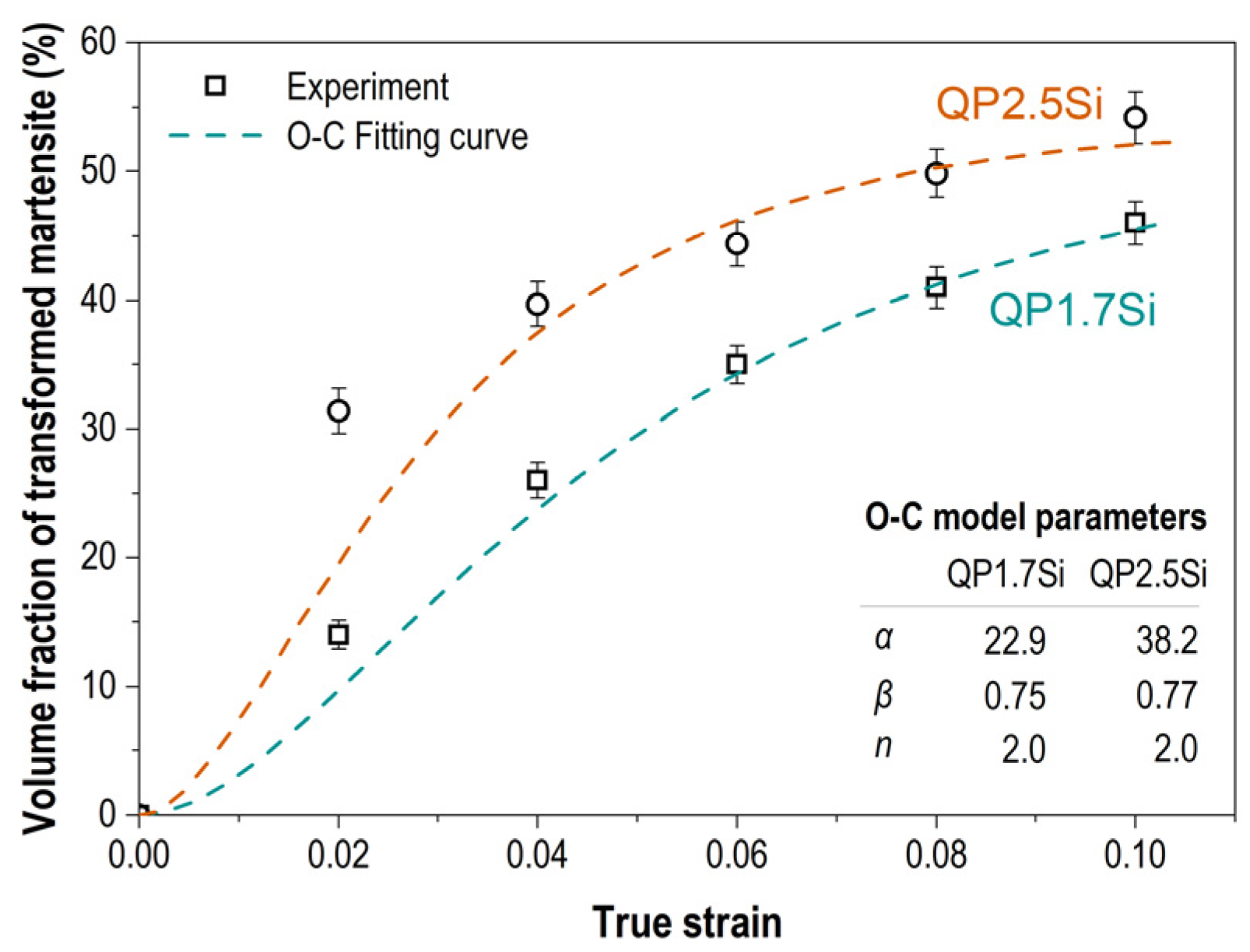
4.1. Phase Transformation Kinetics
4.2. Iso-Work Constitutive Relationship
4.3. Alloy Concentrations and Solid Solution Strengthening
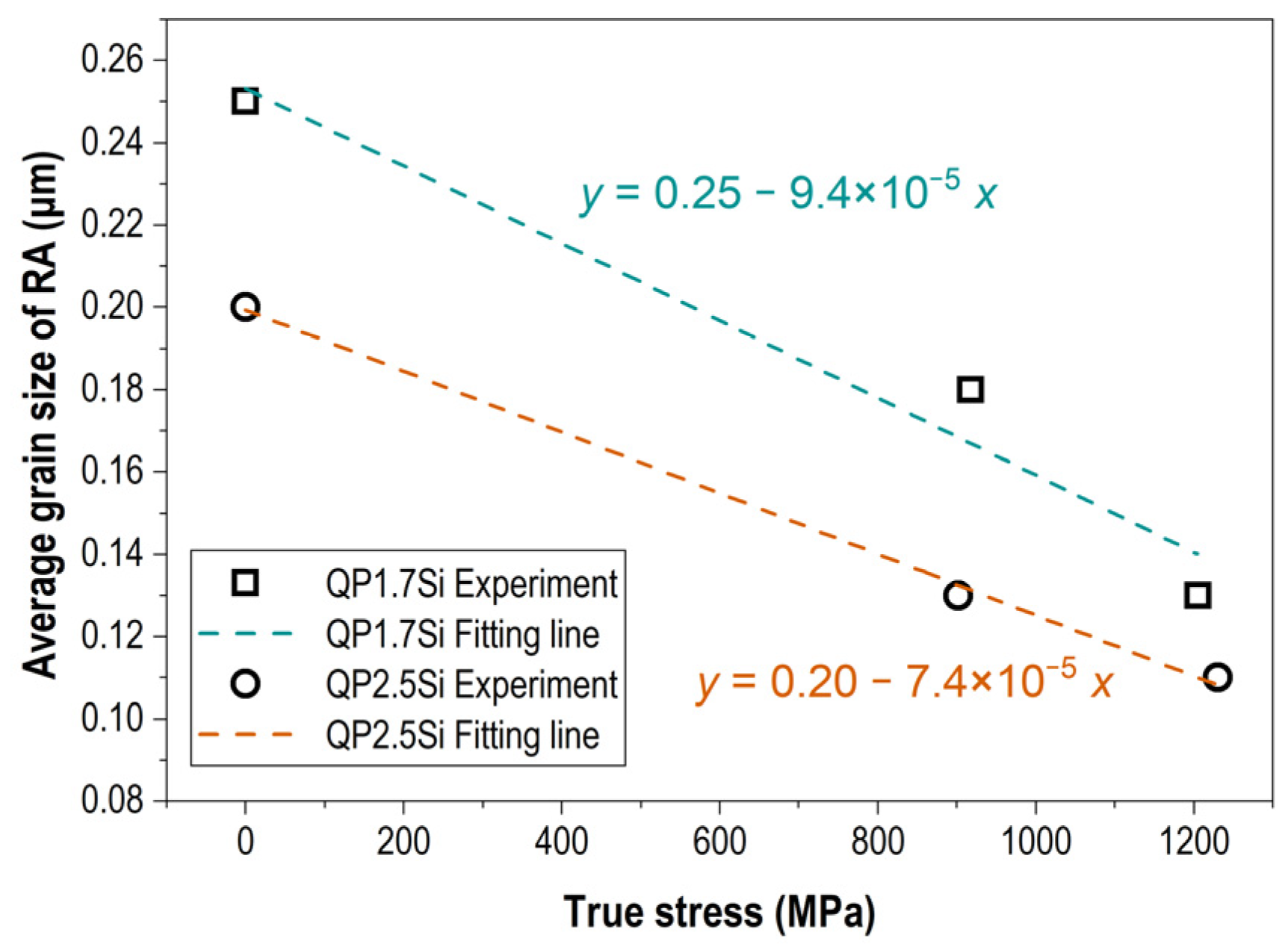
4.4. Grain Boundary Strengthening
4.5. Dislocation Strengthening
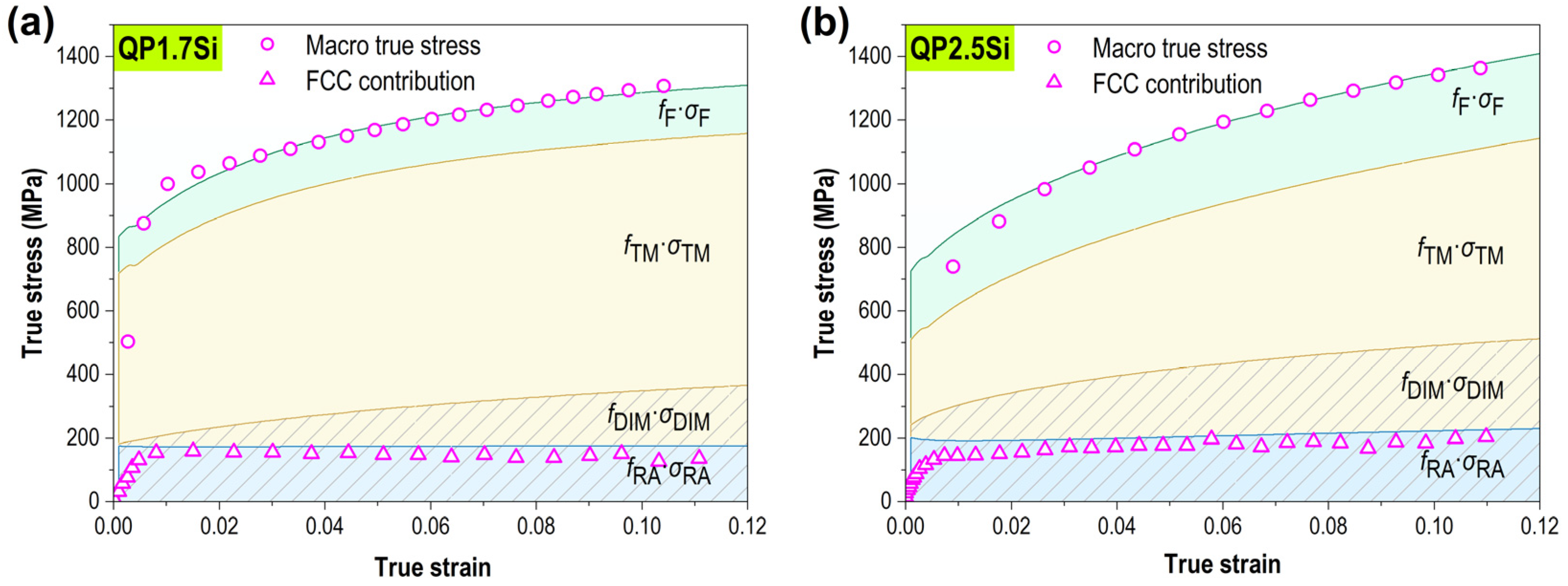
4.6. Stress–Strain Response
5. Conclusions
- (1)
- A mixed structure of F, martensite, and RA was observed in the intercritically annealed QP steel. As increasing Si content increases the intercritical temperature range, the ferrite volume fraction of QP2.5Si was significantly higher than that of QP1.7Si. Moreover, the volume fraction of RA in the Si-strengthened QP steel was higher (16.2%).
- (2)
- During the deformation process, QP2.5Si successively underwent stress-assisted and strain-induced DIM transformations. In the early stages of deformation, QP2.5Si exhibited lower RA stability and faster transformation kinetics. Consequently, a higher initial work-hardening rate was attained. The variations in the RA volume fraction with the deformation were fitted using a segmented exponential function.
- (3)
- The tensile behavior of the intercritically annealed QP steels was interpreted using a microstructure-based model considering grain refinement during phase transformation. The model indicated that Si enhances the strengthening effect of the F phase. The contribution of RA to the strength was characterized by the sum of and . DIM exhibited a high work-hardening rate owing to the high solid-solution strengthening by C and the high dislocation density. Owing to an increase in the grain boundary and dislocation strengthening with strain, the residual RA after DIM transformation exhibited a non-negligible stress distribution.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Speer, J.; Matlock, D.K.; De Cooman, B.C.; Schroth, J.G. Carbon partitioning into austenite after martensite transformation. Acta Mater. 2003, 51, 2611–2622. [Google Scholar] [CrossRef]
- Speer, J.; Edmonds, D.V.; Rizzo, F.C.; Matlock, D.K. Partitioning of carbon from supersaturated plates of ferrite, with application to steel processing and fundamentals of the bainite transformation. Curr. Opin. Solid State Mater. Sci. 2004, 8, 219–237. [Google Scholar] [CrossRef]
- Bai, S.B.; Xiao, W.T.; Wang, Y.D.; Li, D.Z.; Zhuang, Z.H.; Zhang, W.G.; Liang, W. New observations of the twinning effect and austenite stability in intercritical quenched and tempered steel with high strength. J. Mater. Sci. 2021, 56, 13801–13813. [Google Scholar] [CrossRef]
- Lin, G.; Lan, H.; Du, L. Modelling and experimental validation of austenite growth from As-quenched martensite during intercritical annealing of a medium-Mn steel. J. Mater. Sci. 2021, 56, 19165–19179. [Google Scholar] [CrossRef]
- Gao, P.F.; Chen, W.J.; Li, F.; Ning, B.J.; Zhao, Z.Z. Quasi-situ characterization of deformation in low-carbon steel with equiaxed and lamellar microstructure treated by the quenching and partitioning process. Acta Metall. Sin. (Engl. Lett.) 2020, 33, 1657–1665. [Google Scholar] [CrossRef]
- Gao, P.F.; Chen, W.J.; Li, F.; Ning, B.J.; Zhao, Z.Z. New crystallography insights of retained austenite transformation in an intercritical annealed quenching and partitioning steel. Mater. Lett. 2020, 273, 127955. [Google Scholar] [CrossRef]
- Jafari, R.; Kheirandish, S.; Mirdamadi, S. Effects of partitioning parameters in quenching and partitioning on microstructure and mechanical properties of an ultra-high strength low-alloy steel. Materialwiss. Werkstofftech. 2018, 49, 1381–1391. [Google Scholar] [CrossRef]
- Zhu, K.Y.; Mager, C.; Huang, M.X. Effect of substitution of Si by Al on the microstructure and mechanical properties of bainitic transformation-induced plasticity steels. J. Mater. Sci. Technol. 2017, 33, 1475–1486. [Google Scholar] [CrossRef]
- Nayak, S.S.; Anumolu, R.; Misra, R.D.K.; Kim, K.H.; Lee, D.L. Microstructure–hardness relationship in quenched and partitioned medium-carbon and high-carbon steels containing silicon. Mater. Sci. Eng. A 2008, 498, 442–456. [Google Scholar] [CrossRef]
- Kozeschnik, E.; Bhadeshia, H.K.D.H. Influence of silicon on cementite precipitation in steels. Mater. Sci. Technol. 2008, 24, 343–347. [Google Scholar] [CrossRef]
- Mecking, H.; Kocks, U.F. Kinetics of flow and strain-hardening. Acta Metall. 1981, 29, 1865–1875. [Google Scholar] [CrossRef]
- Bouaziz, O.; Guelton, N. Modelling of TWIP effect on work-hardening. Mater. Sci. Eng. A 2001, 319–321, 246–249. [Google Scholar] [CrossRef]
- Seo, E.J.; Cho, L.; Estrin, Y.; De Cooman, B.C. Microstructure-mechanical properties relationships for quenching and partitioning (Q&P) processed steel. Acta Mater. 2016, 113, 124–139. [Google Scholar] [CrossRef]
- Gao, G.H.; Gao, B.; Gui, X.L.; Hu, J.; He, J.Z.; Tan, Z.L.; Bai, B.Z. Correlation between microstructure and yield strength of as-quenched and Q&P steels with different carbon content (0.06–0.42 wt%C). Mater. Sci. Eng. A 2019, 753, 1–10. [Google Scholar] [CrossRef]
- Hu, B.; Rong, X.Q.; Tian, C.; Yu, Y.S.; Guo, H.; Misra, R.D.K.; Shang, C.J. Nanoscale precipitation and ultrafine retained austenite induced high strength-ductility combination in a newly designed low carbon Cu-bearing medium-Mn steel. Mater. Sci. Eng. A 2021, 822, 141685. [Google Scholar] [CrossRef]
- Gao, P.F.; Li, F.; An, K.; Zhao, Z.Z.; Chu, X.H.; Cui, H. Microstructure and deformation mechanism of Si-strengthened intercritically annealed quenching and partitioning steels. Mater. Charact. 2022, 191, 112145. [Google Scholar] [CrossRef]
- Gao, P.F.; Liang, J.H.; Chen, W.J.; Li, F.; Zhao, Z.Z. Prediction and evaluation of optimum quenching temperature and microstructure in a 1300 MPa ultra-high-strength Q&P steel. J. Iron Steel Res. Int. 2021, 29, 307–315. [Google Scholar] [CrossRef]
- An, K.; Skorpenske, H.D.; Stoica, A.D.; Ma, D.; Wang, X.L.; Cakmak, E. First in situ lattice strains measurements under load at VULCAN. Metall. Mater. Trans. A 2011, 42, 95–99. [Google Scholar] [CrossRef]
- An, K.; Chen, Y.; Stoica, A.D. VULCAN: A “hammer” for high-temperature materials research. MRS Bull. 2019, 44, 878–885. [Google Scholar] [CrossRef]
- An, K. VDRIVE- Data Reduction and Interactive Visualization Software for Event Mode Neutron Diffraction; Oak Ridge National Laboratory: Tennessee, TN, USA, 2012; pp. 11–23.
- Yu, D.; Huang, L.; Chen, Y.; Komolwit, P.; An, K. Real-time in situ neutron diffraction investigation of phase-specific load sharing in a cold-rolled trip sheet steel. JOM 2018, 70, 1576–1586. [Google Scholar] [CrossRef]
- Muránsky, O.; Šittner, P.; Zrník, J.; Oliver, E.C. In situ neutron diffraction investigation of the collaborative deformation–transformation mechanism in TRIP-assisted steels at room and elevated temperatures. Acta Mater. 2008, 56, 3367–3379. [Google Scholar] [CrossRef]
- Wu, Y.; Ma, D.; Li, Q.K.; Stoica, A.D.; Song, W.L.; Wang, H.; Liu, X.J.; Stoica, G.M.; Wang, G.Y.; An, K.; et al. Transformation-induced plasticity in bulk metallic glass composites evidenced by in-situ neutron diffraction. Acta Mater. 2017, 124, 478–488. [Google Scholar] [CrossRef] [Green Version]
- De Knijf, D.; Petrov, R.; Föjer, C.; Kestens, L.A.I. Effect of fresh martensite on the stability of retained austenite in quenching and partitioning steel. Mater. Sci. Eng. A 2014, 615, 107–115. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. A mechanism for the strain-induced nucleation of martensitic transformations. J. Less-Common Met. 1972, 28, 107–118. [Google Scholar] [CrossRef]
- Maxwell, P.C.; Goldberg, A.; Shyne, J.C. Stress-assisted and strain-induced martensites in Fe-Ni-C alloys. Metall. Mater. Trans. B 1974, 5, 1305–1318. [Google Scholar] [CrossRef]
- Olson, G.B.; Azrin, M. Transformation behavior of TRIP steels. Metall. Trans. A 1978, 9, 713–721. [Google Scholar] [CrossRef]
- Bolling, G.F.; Richman, R.H. The plastic deformation-transformation of paramagnetic f.c.c. Fe–Ni–C alloys. Acta Metall. 1970, 18, 673–681. [Google Scholar] [CrossRef]
- Shin, H.C.; Ha, T.K.; Chang, Y.W. Kinetics of deformation-induced martensitic transformation in a 304 stainless steel. Scr. Mater. 2001, 45, 823–829. [Google Scholar] [CrossRef]
- Yan, S.; Liu, X.; Liang, T.; Zhao, Y. The effects of the initial microstructure on microstructural evolution, mechanical properties and reversed austenite stability of intercritically annealed Fe-6.1 Mn-1.5 Si-0.12 C steel. Mater. Sci. Eng. A 2018, 712, 332–340. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. Kinetics of nucleation strain-induced martensitic. Metall. Mater. Trans. A 1975, 6, 791–795. [Google Scholar] [CrossRef]
- Bouaziz, O.; Buessler, P. Iso-work increment assumption for heterogeneous material behaviour modelling. Adv. Eng. Mater. 2004, 6, 79–83. [Google Scholar] [CrossRef]
- Bouaziz, O.; Buessler, P. Mechanical behavior of multiphase materials: An intermediate mixture law without fitting parameter. Metall. Res. Technol. 2002, 99, 71–77. [Google Scholar] [CrossRef]
- Van Dijk, N.H.; Butt, A.M.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; Van der Zwaag, S. Thermal stability of retained austenite in TRIP steels studied by synchrotron X-ray diffraction during cooling. Acta Mater. 2005, 53, 5439–5447. [Google Scholar] [CrossRef]
- Eliasson, J.; Sandström, R. Proof strength values for austenitic stainless steels at elevated temperatures. Steel Res. 2000, 71, 249–254. [Google Scholar] [CrossRef]
- Rodriguez, R.; Gutiérrez, I. Unified formulation to predict the tensile curves of steels with different microstructures. Mater. Sci. Forum 2003, 426, 4525–4530. [Google Scholar] [CrossRef]
- Rodriguez, F.J.; Boccardo, A.D.; Dardati, P.M.; Celentano, D.J.; Godoy, L.A. Thermal expansion of a spheroidal graphite iron: A micromechanical approach. Finite. Elem. Anal. Des. 2018, 141, 26–36. [Google Scholar] [CrossRef]
- Hall, E.O. The deformation and ageing of mild steel: III Discussion of results. Proc. Phys. Soc. London Sect. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Bailey, J.E.; Hirsch, P.B. The dislocation distribution, flow stress, and stored energy in cold-worked polycrystalline silver. Philos. Mag. 1960, 53, 485–497. [Google Scholar] [CrossRef]
- Lee, S.J.; Lee, S.; De Cooman, B.C. Martensite transformation of sub-micron retained austenite in ultra-fine grained manganese transformation-induced plasticity steel. Int. J. Mater. Res. 2013, 104, 423–429. [Google Scholar] [CrossRef]
- Li, F.; Gao, P.F.; Chen, Y.; Li, C.; Shang, X.L.; Wan, P.; Chen, W.J.; Kang, T.; Zhao, Z.Z.; An, K. In-situ neutron diffraction investigation of two-stage martensitic transformation in a 13%Mn steel with serrated deformation. Mater. Sci. Eng. A 2022, 840, 142955. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| QP1.7Si | QP2.5Si | |||||
|---|---|---|---|---|---|---|
| C | Si | Mn | C | Si | Mn | |
| F | 0.01 | 1.94 | 1.43 | 0.01 | 2.78 | 1.59 |
| TM | 0.10 | 1.67 | 2.88 | 0.10 | 2.37 | 3.12 |
| RA | 1.01 | 1.67 | 2.88 | 0.95 | 2.37 | 3.12 |
| DIM | 1.01 | 1.67 | 2.88 | 0.95 | 2.37 | 3.12 |
| Sample | () | (μm) | (μm) | (GPa) | (nm) | |||
|---|---|---|---|---|---|---|---|---|
| QP1.7Si | RA | 9.49 | 0.25 | 0.25 | 0.35 | 3.06 | 72 | 0.25 |
| F | 15 | 2.21 | 2.21 | 0.38 | 2.75 | 66 | 0.248 | |
| TM | - | - | 0.30 | 0.38 | 2.75 | 81.6 | 0.248 | |
| DIM | - | - | 0.30 | 0.38 | 2.75 | 81.6 | 0.248 | |
| QP2.5Si | RA | 9.49 | 0.20 | 0.20 | 0.35 | 3.06 | 72 | 0.25 |
| F | 15 | 2.39 | 2.39 | 0.38 | 2.75 | 66 | 0.248 | |
| TM | - | - | 0.30 | 0.38 | 2.75 | 81.6 | 0.248 | |
| DIM | - | - | 0.30 | 0.38 | 2.75 | 81.6 | 0.248 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, P.; Li, F.; An, K.; Zhao, Z. Experimental and Modeling Study of Phase-Specific Flow Stress Distribution in Intercritically Annealed Quenching and Partitioning Steels. Crystals 2022, 12, 1412. https://doi.org/10.3390/cryst12101412
Gao P, Li F, An K, Zhao Z. Experimental and Modeling Study of Phase-Specific Flow Stress Distribution in Intercritically Annealed Quenching and Partitioning Steels. Crystals. 2022; 12(10):1412. https://doi.org/10.3390/cryst12101412
Chicago/Turabian StyleGao, Pengfei, Feng Li, Ke An, and Zhengzhi Zhao. 2022. "Experimental and Modeling Study of Phase-Specific Flow Stress Distribution in Intercritically Annealed Quenching and Partitioning Steels" Crystals 12, no. 10: 1412. https://doi.org/10.3390/cryst12101412