
Study on the Mechanism of CNTs Regulating the Microstructures and Properties of Al–Cu–Mg Alloy

Abstract
:1. Introduction
2. Experimental Materials and Approach
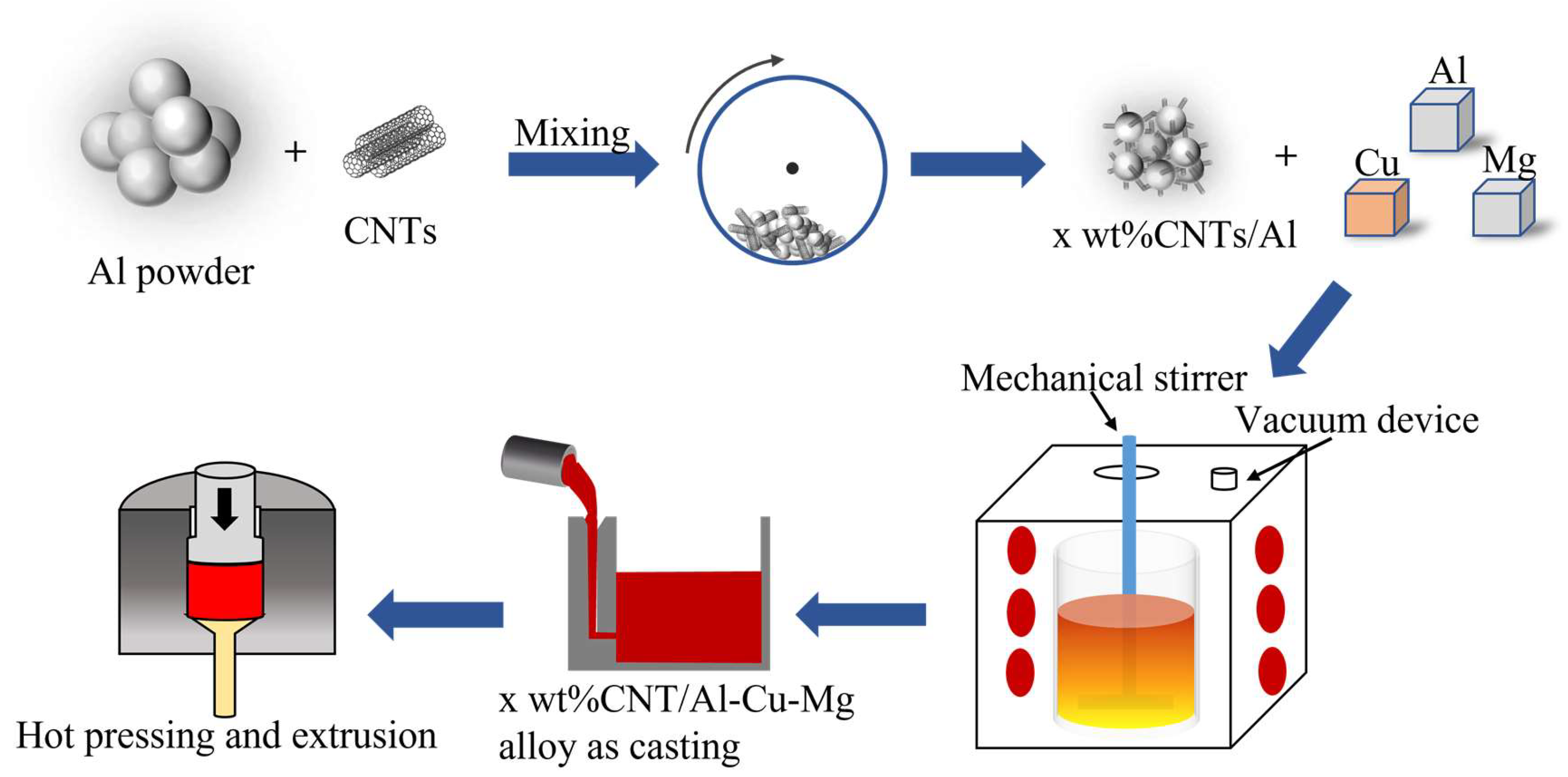
2.1. Preparation and Process Parameters of the Composite Materials
2.2. Characterization
3. Results and Discussion
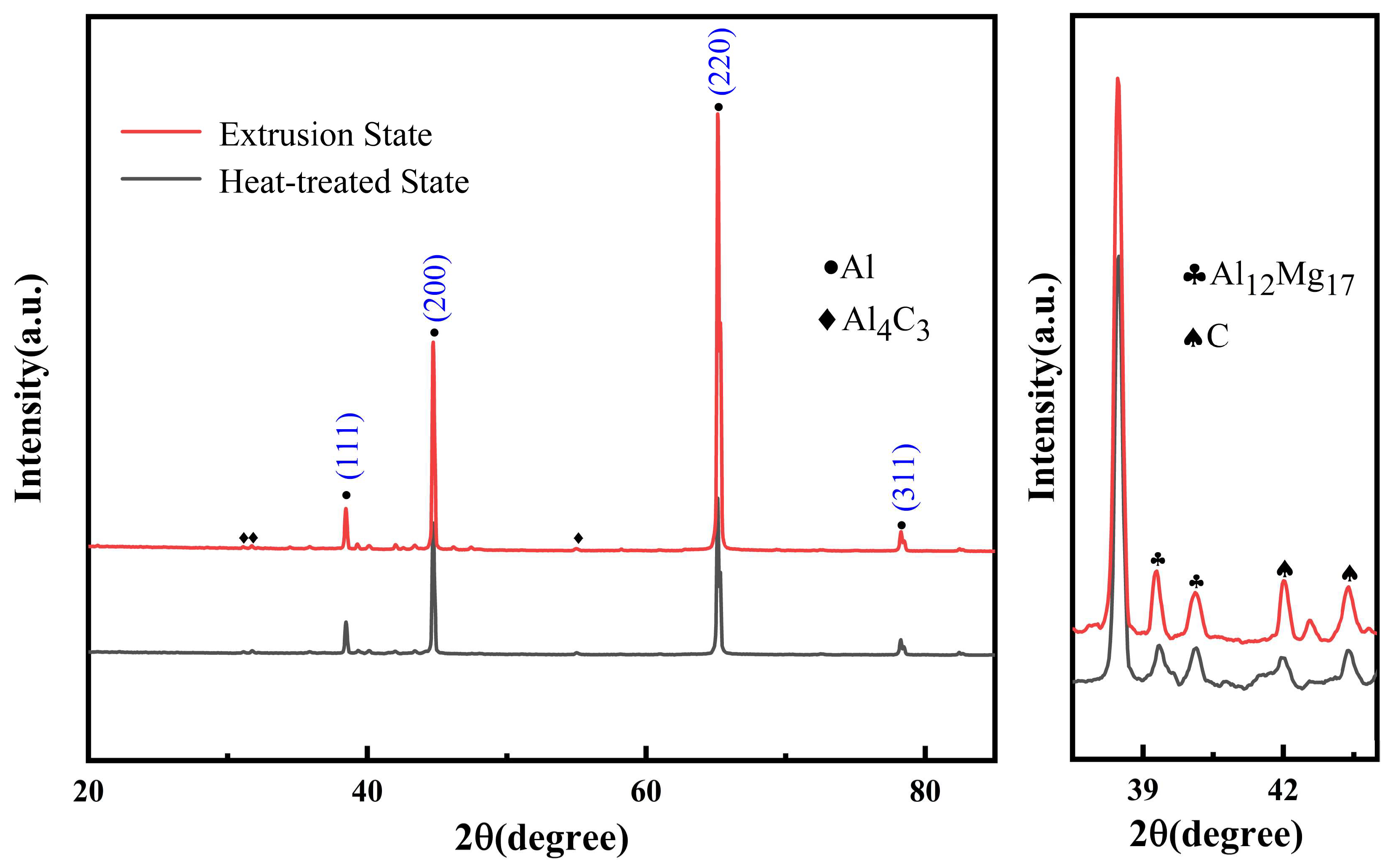
3.1. Alloy Phase Composition
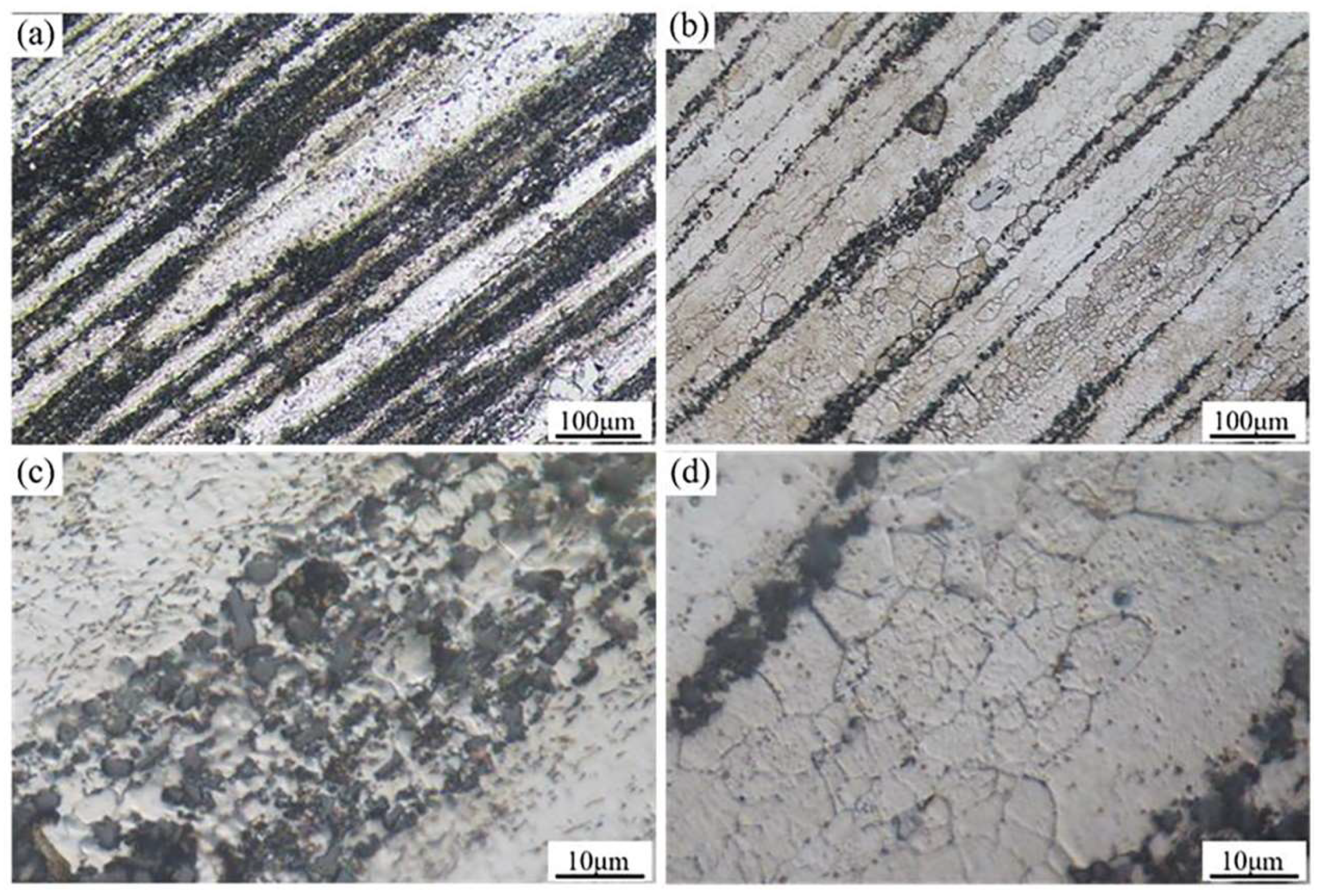
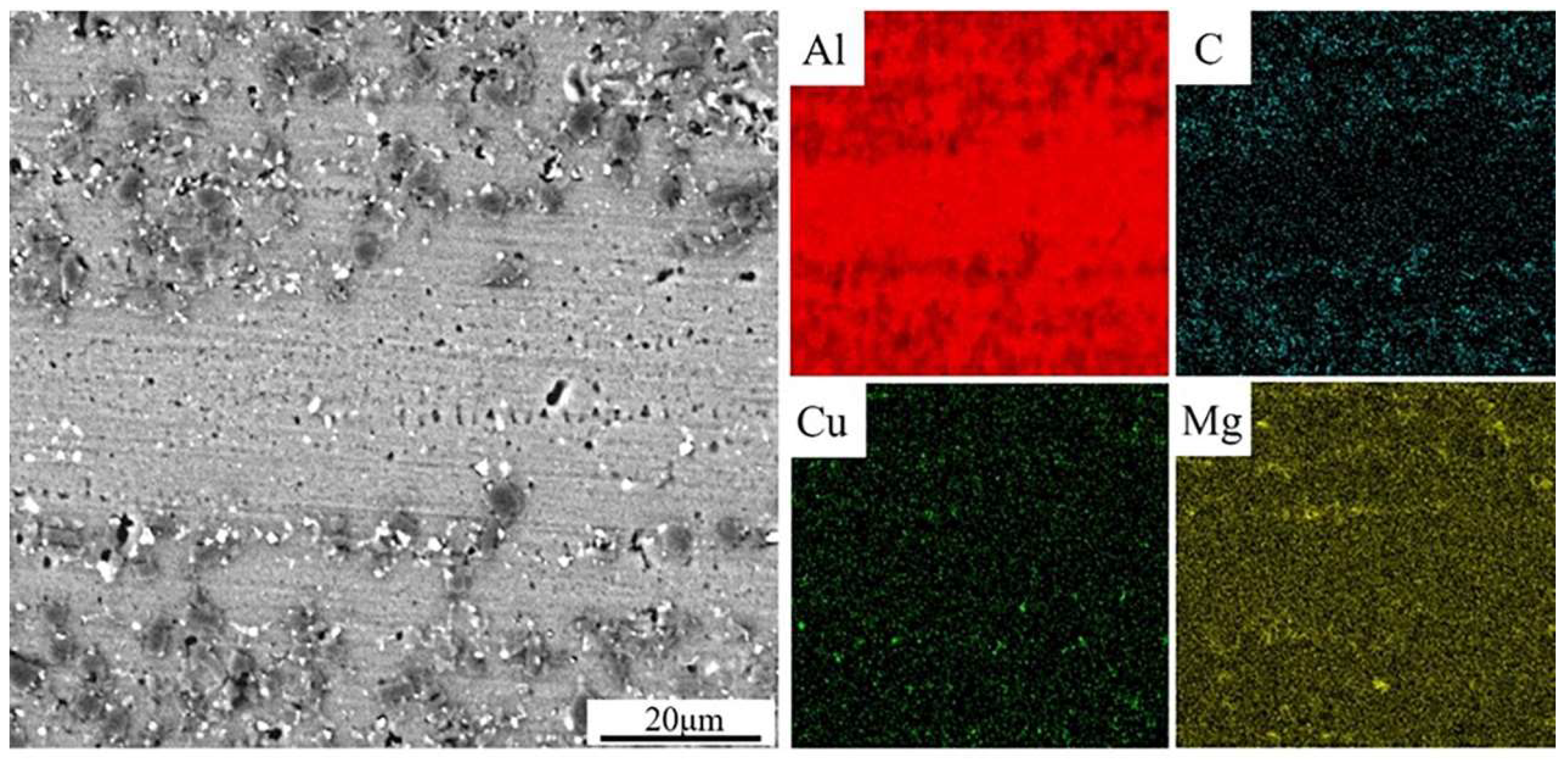
3.2. Microstructures of the Alloy
3.3. Mechanical Properties and Strengthening Mechanism of the Alloy
3.3.1. Grain Refinement Strengthening
3.3.2. Load Transfer Strengthening
3.3.3. Dislocation Strengthening
3.3.4. Second-Phase Strengthening
4. Conclusions
- Because the presence of carbon nanotubes (CNTs) hinders the growth of grains, the α-Al phase was refined. Moreover, the presence of CNTs effectively suppressed the preferred orientation of α-Al along the (220) crystal direction, thereby enhancing the anisotropic of the Al–Cu–Mg alloy bar.
- The CNT/Al–Cu–Mg composites had obvious grain boundaries, and the microstructure was distributed in a parallel extrusion direction. The microstructure formed the (Al, Cu)3Ti phase with an L12 structure and a short, rod-like Al4C3 phase. Both phases had a coherent relationship with the matrix, pinning dislocations, stabilizing the modified microstructure, and improving the properties of the composites.
- The strength improvement of the CNT/Al–Cu–Mg composites can be attributed to several factors, including fine grain strengthening, load transfer strengthening, dislocation strengthening, and second-phase strengthening. The tensile and yield tensile strengths of the composites after the addition of 1.5 wt.% CNTs reached 480.4 MPa and 456.68 MPa, respectively, and the elongation was 11.91%. The results showed that the choice of molten addition of CNTs as a metal matrix composite reinforcement material had high potential.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hatch, J.E. Aluminum: Properties and Physical Metallurgy; ASM International: Detroit, MI, USA, 1984. [Google Scholar]
- Pérez-Bustamante, R.; González-Ibarra, M.J.; González-Cantú, J.; Estrada-Guel, I.; Herrera-Ramírez, J.M.; Miki-Yoshida, M.; Martínez-Sánchez, R. AA2024–CNTs composites by milling process after T6-temper condition. J. Alloys Compd. 2012, 536, S17–S20. [Google Scholar] [CrossRef]
- Chen, Y.Q.; Pan, S.P.; Zhou, M.Z.; Yi, D.Q.; Xu, D.Z.; Xu, Y.F. Effects of inclusions, grain boundaries and grain orientations on the fatigue crack initiation and propagation behavior of 2524-T3 Al alloy. Mater. Sci. Eng. A 2013, 580, 150–158. [Google Scholar] [CrossRef]
- Pouget, G.; Sigli, C. Comprehension de la stabilite thermique des alliages d’aluminium Al-Cu-Mg Understanding of the thermal stability of Al-Cu-Mg aluminum alloys. In Proceedings of the MATEC Web of Conferences, Paris, France, 10–13 July 2013; p. 01015. [Google Scholar]
- Wang, X.; Wu, G.; Sun, D.; Qin, C.; Tian, Y. Micro-yield property of sub-micron Al2O3 particle reinforced 2024 aluminum matrix composite. Mater. Lett. 2004, 58, 333–336. [Google Scholar] [CrossRef]
- Williams, J.C.; Starke, E.A., Jr. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Wang, L.; Qiu, F.; Liu, J.; Wang, H.; Wang, J.; Zhu, L.; Jiang, Q. Microstructure and tensile properties of in situ synthesized nano-sized TiCx/2009Al composites. Mater. Des. 2015, 79, 68–72. [Google Scholar] [CrossRef]
- Gao, Y.-Y.; Qiu, F.; Geng, R.; Chu, J.-G.; Zhao, Q.-L.; Jiang, Q.-C. Effects of nanosized TiCp dispersion on the high-temperature tensile strength and ductility of in situ TiCp/Al-Cu-Mg-Si nanocomposites. J. Alloys Compd. 2019, 774, 425–433. [Google Scholar] [CrossRef]
- Akbarpour, M.R.; Pouresmaeil, A. The influence of CNTs on the microstructure and strength of Al-CNT composites produced by flake powder metallurgy and hot pressing method. Diam. Relat. Mater. 2018, 88, 6–11. [Google Scholar] [CrossRef]
- Xu, R.; Tan, Z.; Xiong, D.; Fan, G.; Guo, Q.; Zhang, J.; Su, Y.; Li, Z.; Zhang, D. Balanced strength and ductility in CNT/Al composites achieved by flake powder metallurgy via shift-speed ball milling. Compos. Part A Appl. Sci. Manuf. 2017, 96, 57–66. [Google Scholar] [CrossRef]
- Yang, X.; Zou, T.; Shi, C.; Liu, E.; He, C.; Zhao, N. Effect of carbon nanotube (CNT) content on the properties of in-situ synthesis CNT reinforced Al composites. Mater. Sci. Eng. A 2016, 660, 11–18. [Google Scholar] [CrossRef]
- Arabkhani, P.; Javadian, H.; Asfaram, A.; Sadeghfar, F.; Sadegh, F. Synthesis of magnetic tungsten disulfide/carbon nanotubes nanocomposite (WS2/Fe3O4/CNTs-NC) for highly efficient ultrasound-assisted rapid removal of amaranth and brilliant blue FCF hazardous dyes. J. Hazard. Mater. 2021, 420, 126644. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Agarwal, A. An analysis of the factors affecting strengthening in carbon nanotube reinforced aluminum composites. Carbon 2011, 49, 533–544. [Google Scholar] [CrossRef]
- Iijima, S. Helical microtubules of graphitic carbon. Nature 1991, 354, 56–58. [Google Scholar] [CrossRef]
- Trojanowicz, M. Analytical applications of carbon nanotubes: A review. TrAC Trends Anal. Chem. 2006, 25, 480–489. [Google Scholar] [CrossRef]
- Zhang, Z.; Xiao, Y.; Xu, J.; He, M.; Luo, Y.; Xiang, J. Understanding the influencing mechanism of CNTs on the microstructure and mechanical properties of semi-solid stir casting Al-Cu-Mg alloys. J. Mater. Res. Technol. 2022, 18, 3949–3960. [Google Scholar] [CrossRef]
- Jiang, L.; Li, Z.; Fan, G.; Cao, L.; Zhang, D. Strong and ductile carbon nanotube/aluminum bulk nanolaminated composites with two-dimensional alignment of carbon nanotubes. Scr. Mater. 2012, 66, 331–334. [Google Scholar] [CrossRef]
- Yuan, C.; Tan, Z.; Fan, G.; Chen, M.; Zheng, Q.; Li, Z. Fabrication and mechanical properties of CNT/Al composites via shift-speed ball milling and hot-rolling. J. Mater. Res. 2019, 34, 2609–2619. [Google Scholar] [CrossRef]
- Liu, Z.; Xu, S.; Xiao, B.; Xue, P.; Wang, W.; Ma, Z. Effect of ball-milling time on mechanical properties of carbon nanotubes reinforced aluminum matrix composites. Compos. Part A Appl. Sci. Manuf. 2012, 43, 2161–2168. [Google Scholar] [CrossRef]
- Nayak, S.S.; Murty, B.S. Synthesis and stability of L12–Al3Ti by mechanical alloying. Mater. Sci. Eng. A 2004, 367, 218–224. [Google Scholar] [CrossRef]
- Ahmadi, M.; Ansari, R.; Hassanzadeh-Aghdam, M.K. Micromechanical analysis of elastic modulus of carbon nanotube-aluminum nanocomposites with random microstructures. J. Alloys Compd. 2019, 779, 433–439. [Google Scholar] [CrossRef]
- Kwon, H.; Estili, M.; Takagi, K.; Miyazaki, T.; Kawasaki, A. Combination of hot extrusion and spark plasma sintering for producing carbon nanotube reinforced aluminum matrix composites. Carbon 2009, 47, 570–577. [Google Scholar] [CrossRef]
- Zhang, X.; Hansen, N.; Gao, Y.; Huang, X. Hall–Petch and dislocation strengthening in graded nanostructured steel. Acta Mater. 2012, 60, 5933–5943. [Google Scholar] [CrossRef]
- Liu, Z.Y.; Wang, L.H.; Zan, Y.N.; Wang, W.G.; Xiao, B.L.; Wang, D.; Wang, Q.Z.; Ni, D.R.; Ma, Z.Y. Enhancing strengthening efficiency of graphene nano-sheets in aluminum matrix composite by improving interface bonding. Compos. Part B Eng. 2020, 199, 108268. [Google Scholar] [CrossRef]
- Liao, X.Z.; Srinivasan, S.G.; Zhao, Y.H.; Baskes, M.I.; Zhu, Y.T.; Zhou, F.; Lavernia, E.J.; Xu, H.F. Formation mechanism of wide stacking faults in nanocrystalline Al. Appl. Phys. Lett. 2004, 84, 3564–3566. [Google Scholar] [CrossRef]
- Xiao, P.; Gao, Y.; Yang, C.; Li, Y.; Huang, X.; Liu, Q.; Zhao, S.; Xu, F.; Gupta, M. Strengthening and toughening mechanisms of Mg matrix composites reinforced with specific spatial arrangement of in-situ TiB2 nanoparticles. Compos. Part B Eng. 2020, 198, 108174. [Google Scholar] [CrossRef]
- Panchagnula, K.K.; Kuppan, P. Improvement in the mechanical properties of neat GFRPs with multi-walled CNTs. J. Mater. Res. Technol. 2019, 8, 366–376. [Google Scholar] [CrossRef]
- Chen, B.; Shen, J.; Ye, X.; Jia, L.; Li, S.; Umeda, J.; Takahashi, M.; Kondoh, K. Length effect of carbon nanotubes on the strengthening mechanisms in metal matrix composites. Acta Mater. 2017, 140, 317–325. [Google Scholar] [CrossRef]
- Liu, Q.; Fan, G.; Tan, Z.; Guo, Q.; Xiong, D.; Su, Y.; Li, Z.; Zhang, D. Reinforcement with intragranular dispersion of carbon nanotubes in aluminum matrix composites. Compos. Part B Eng. 2021, 217, 108915. [Google Scholar] [CrossRef]
- Xie, K.; Zhang, G.; Huang, H.; Zhang, J.; Liu, Z.; Cai, B. Investigation of the main strengthening mechanism of carbon nanotube reinforced aluminum composites. Mater. Sci. Eng. A 2021, 804, 140780. [Google Scholar] [CrossRef]
- Wei, K.; Xiao, L.; Gao, B.; Li, L.; Liu, Y.; Ding, Z.; Liu, W.; Zhou, H.; Zhao, Y. Enhancing the strain hardening and ductility of Mg-Y alloy by introducing stacking faults. J. Magnes. Alloys 2020, 8, 1221–1227. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Yield Strength (MPa) | Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Sample 1 | 450.28 | 479.6 | 11.36 |
| Sample 2 | 456.68 | 480.4 | 11.91 |
| Sample 3 | 453.56 | 478.9 | 11.71 |
| Materials | ρ | FWHM (°) |
|---|---|---|
| 1.5 wt.%CNT/Al–Cu–Mg | 0.0704 | 0.216 |
| Fine Grain Strengthening ∆σGR (MPa) | Load Transfer Strengthening ∆σCNTs (MPa) | Dislocation Strengthening ∆σCET (MPa) | Second Phase Strengthening ∆σOrowan (MPa) | Theoretical Value ∆σ0.2 (MPa) |
|---|---|---|---|---|
| 17.08 | 7.024 | 249.57 | 3.102 | 276.776 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Li, J.; Jin, Q.; Li, Z.; Li, L.; Sun, Y. Study on the Mechanism of CNTs Regulating the Microstructures and Properties of Al–Cu–Mg Alloy. Crystals 2024, 14, 165. https://doi.org/10.3390/cryst14020165
Li Y, Li J, Jin Q, Li Z, Li L, Sun Y. Study on the Mechanism of CNTs Regulating the Microstructures and Properties of Al–Cu–Mg Alloy. Crystals. 2024; 14(2):165. https://doi.org/10.3390/cryst14020165
Chicago/Turabian StyleLi, Yugeng, Junhao Li, Qinglin Jin, Zaijiu Li, Lu Li, and Yanhua Sun. 2024. "Study on the Mechanism of CNTs Regulating the Microstructures and Properties of Al–Cu–Mg Alloy" Crystals 14, no. 2: 165. https://doi.org/10.3390/cryst14020165