
Study on Pulsed Gas Tungsten Arc Lap Welding Techniques for 304L Austenitic Stainless Steel
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Macroscopic Morphologies of Welded Joints
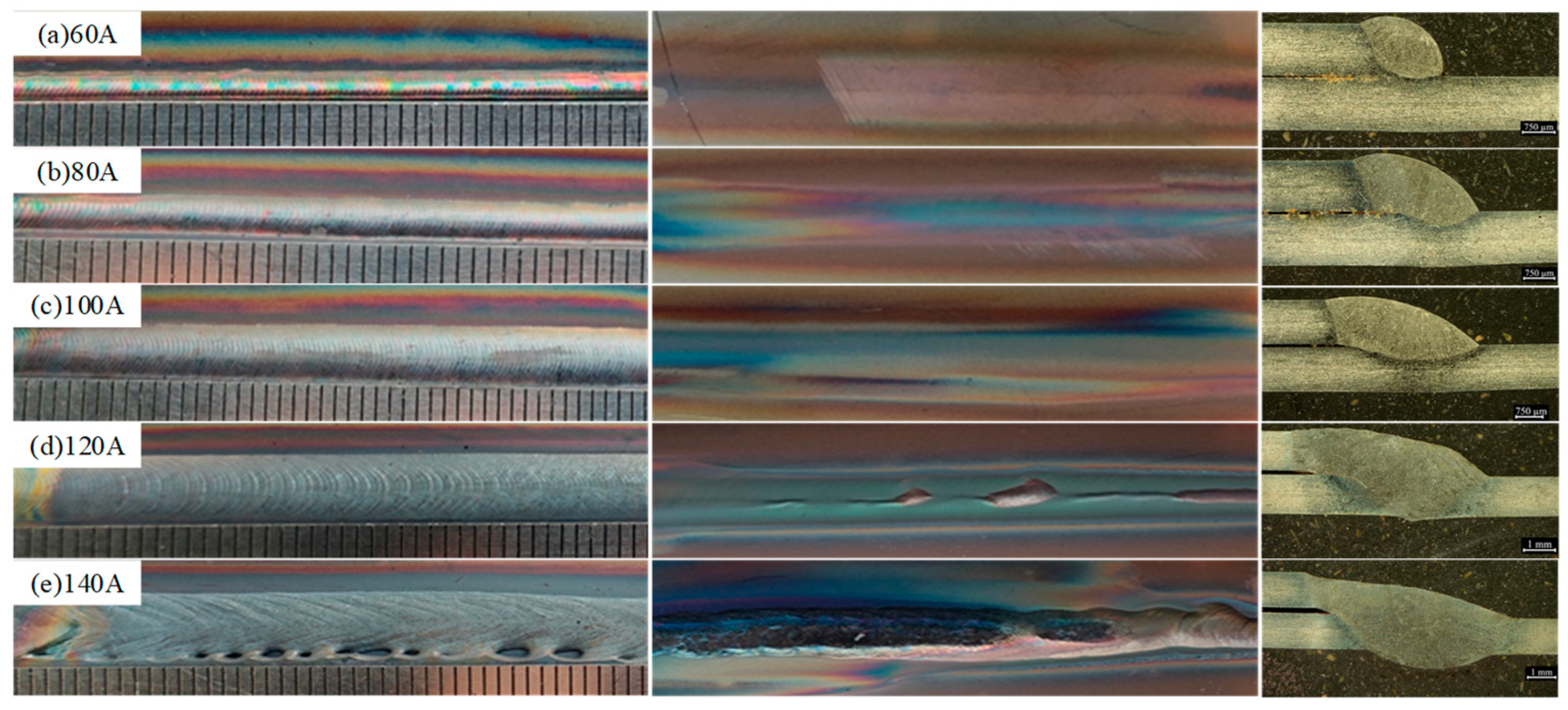
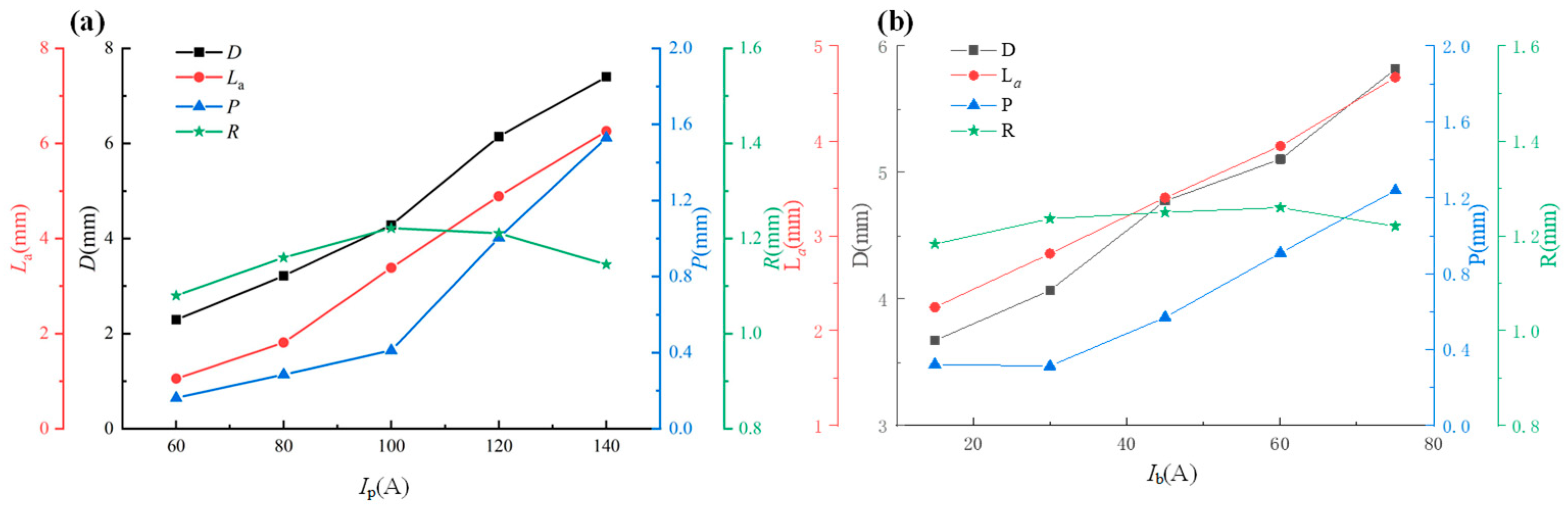
3.1.1. Effects of the Peak Current
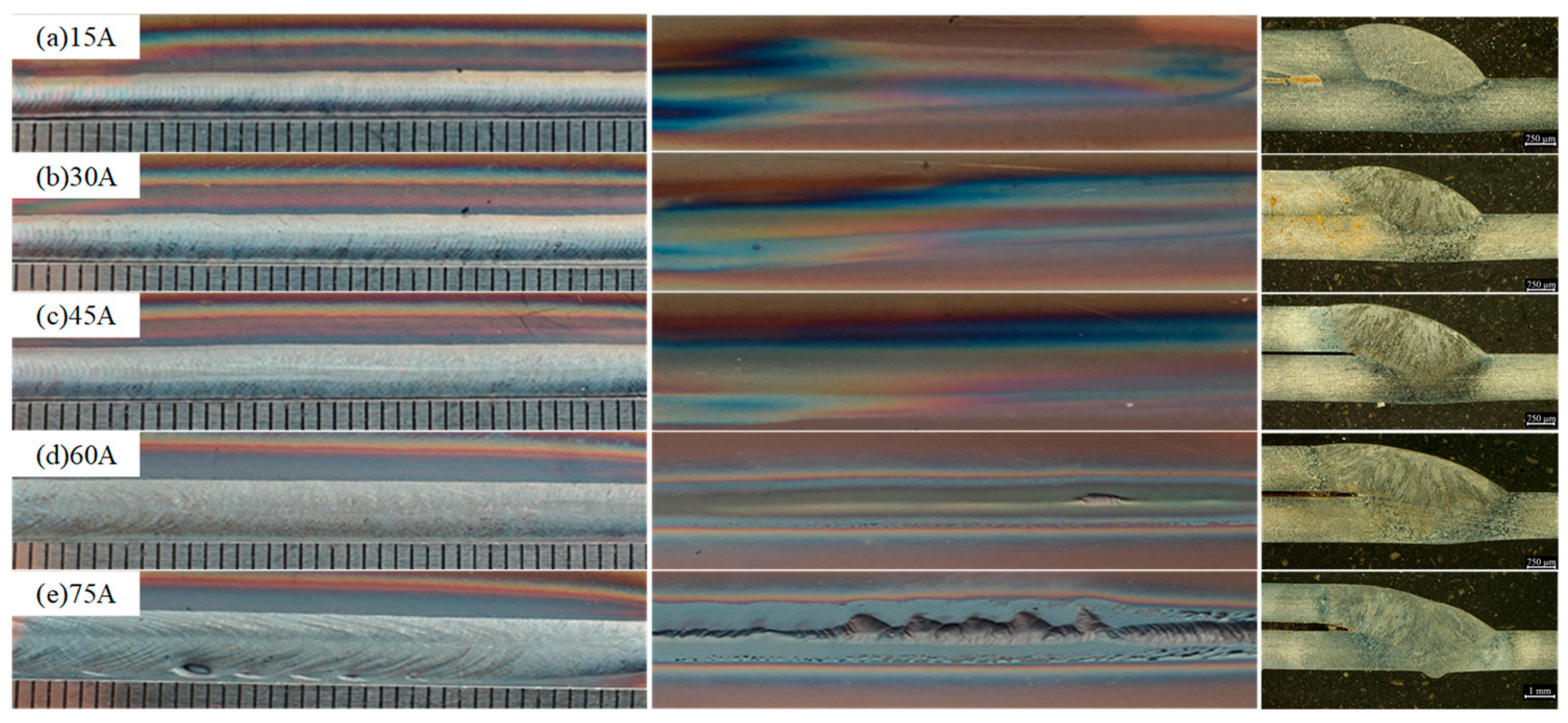
3.1.2. Effects of the Background Current
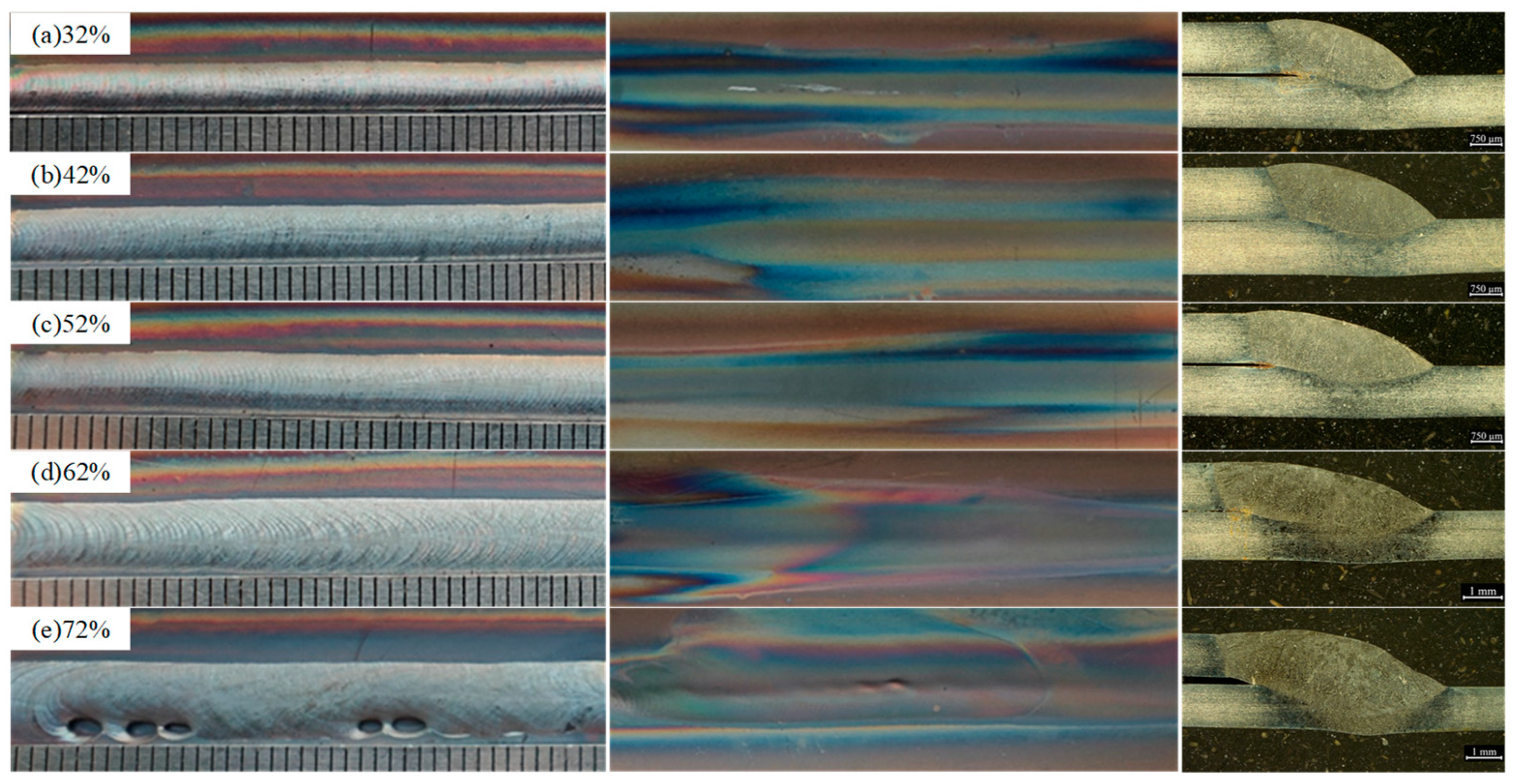
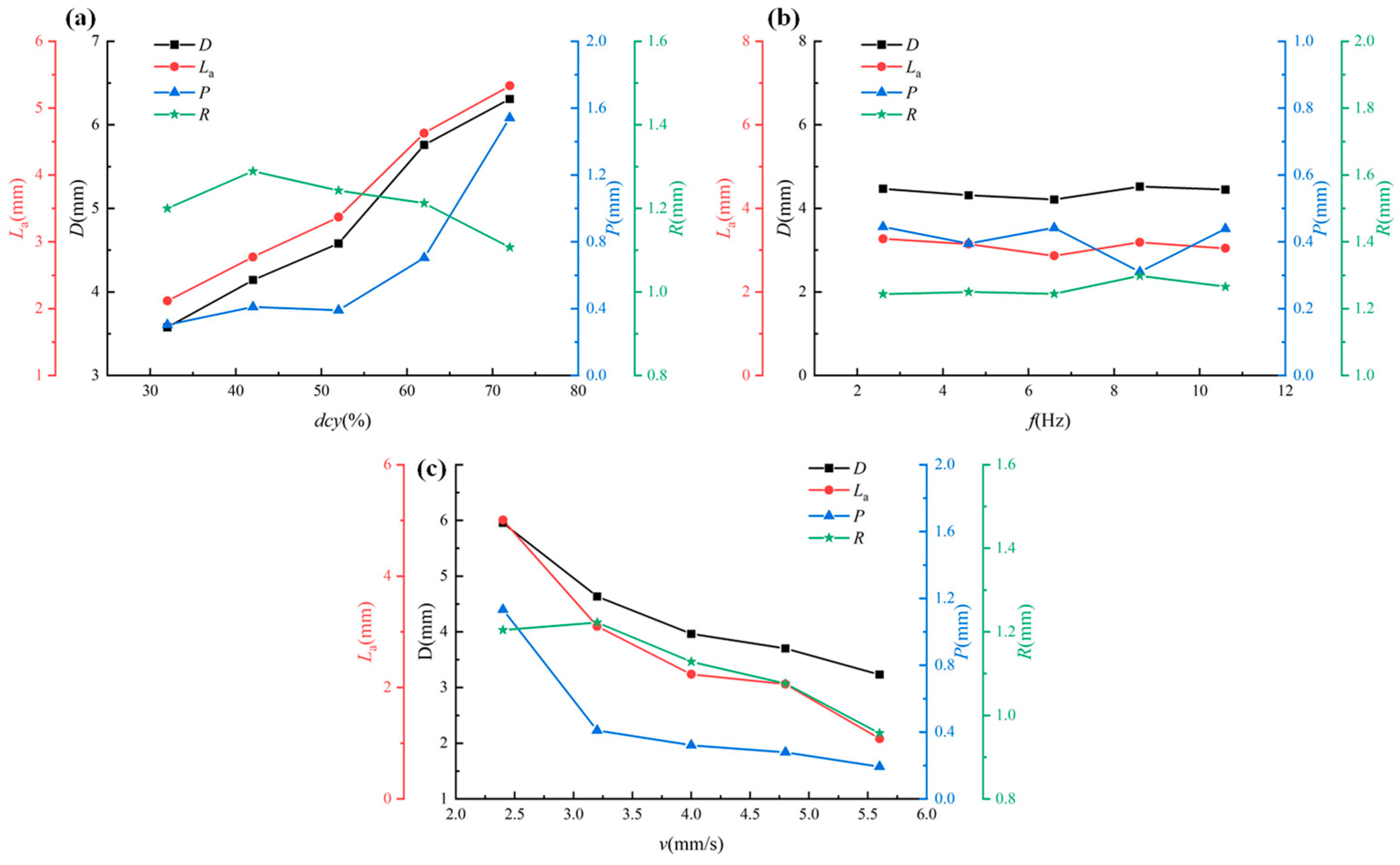
3.1.3. Effects of the Duty Cycle
3.1.4. Effects of the Pulse Frequency
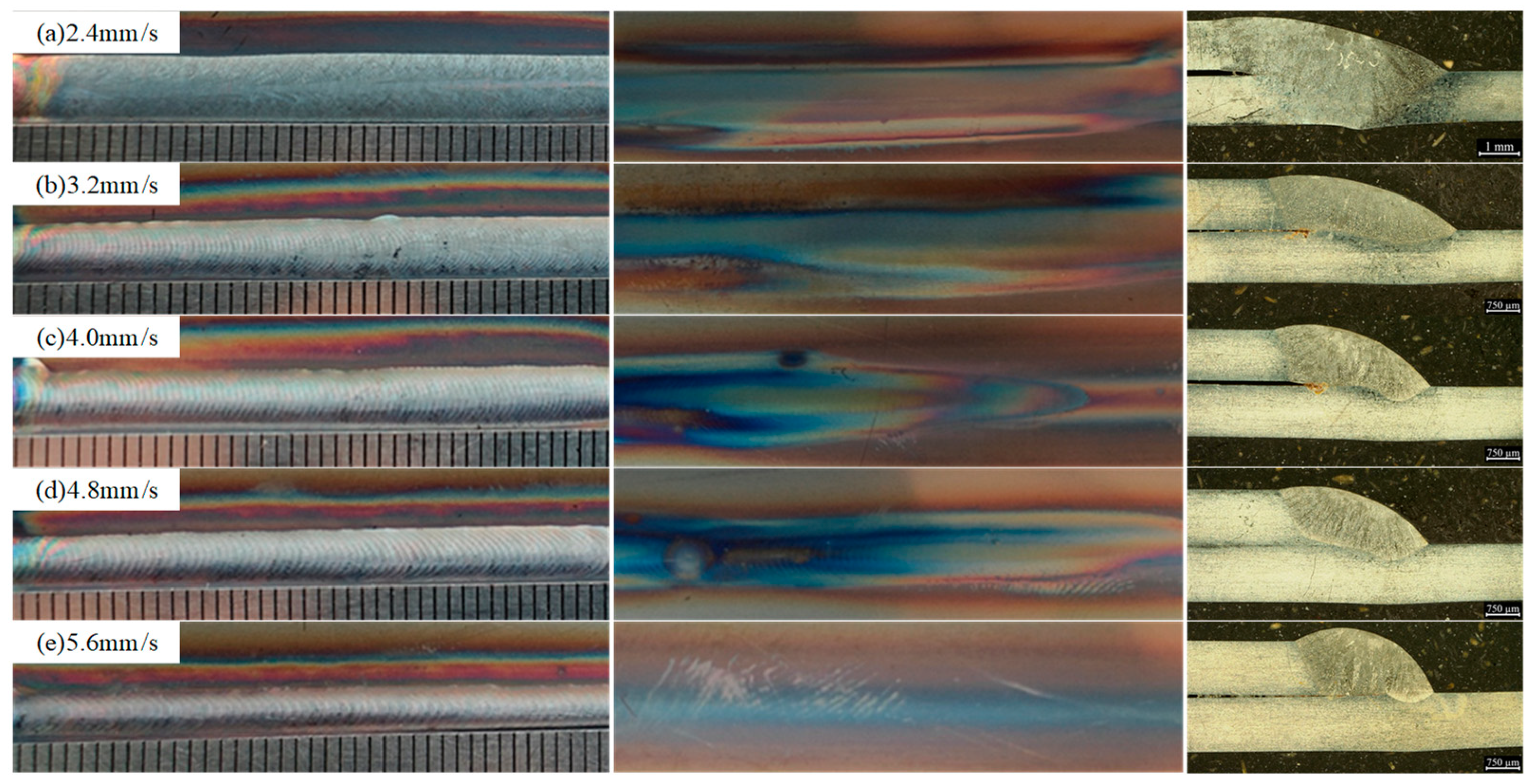
3.1.5. Effects of the Welding Speed
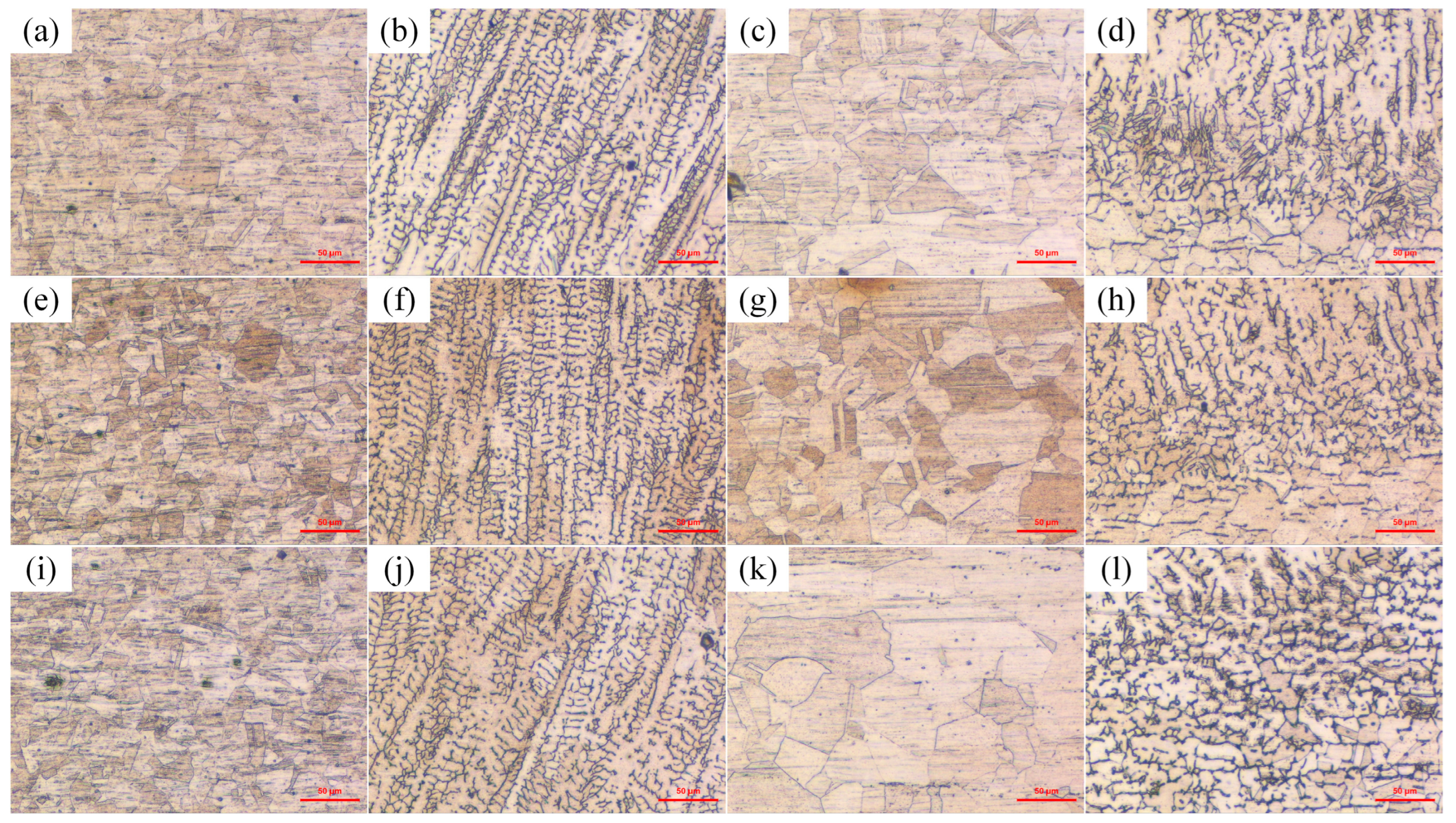
3.2. Microstructure Analyses of Welded Joints
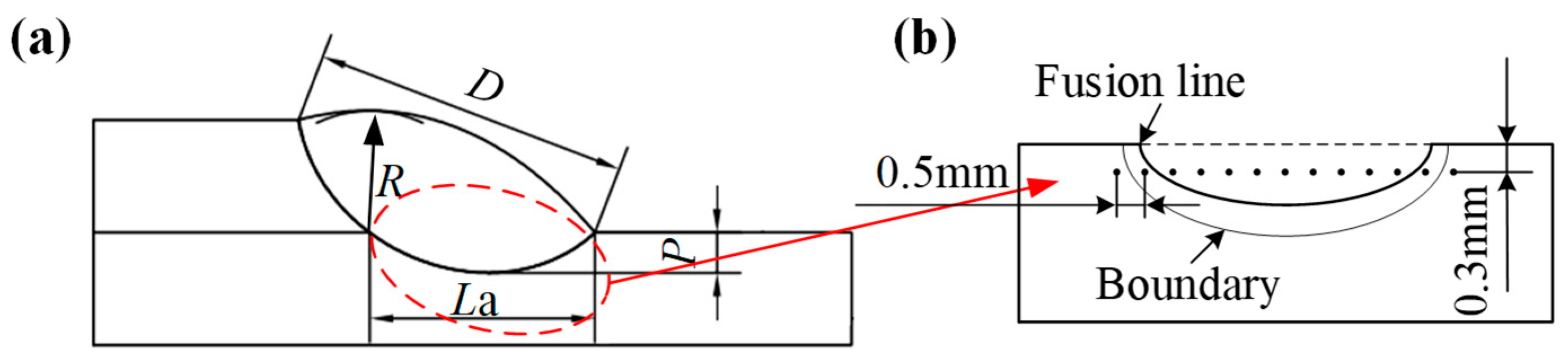
3.2.1. Analysis of a Typical Lap Joint Structure
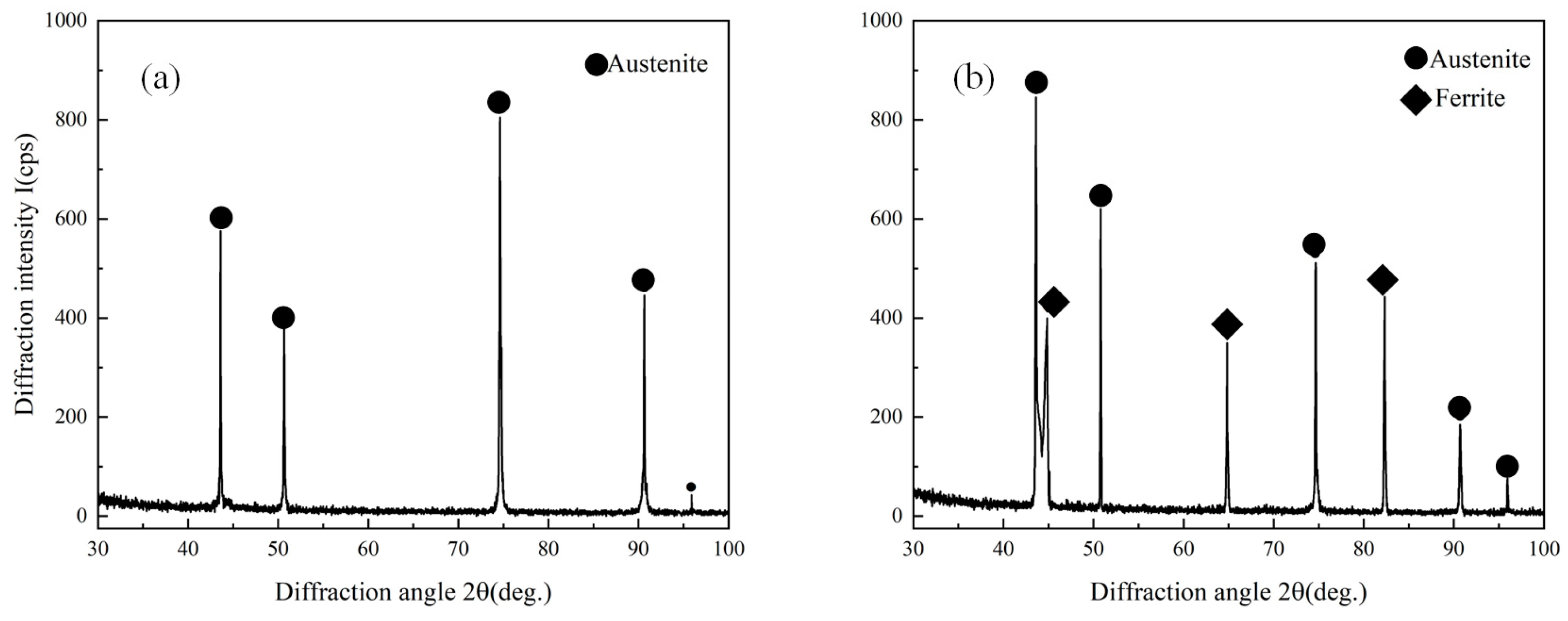
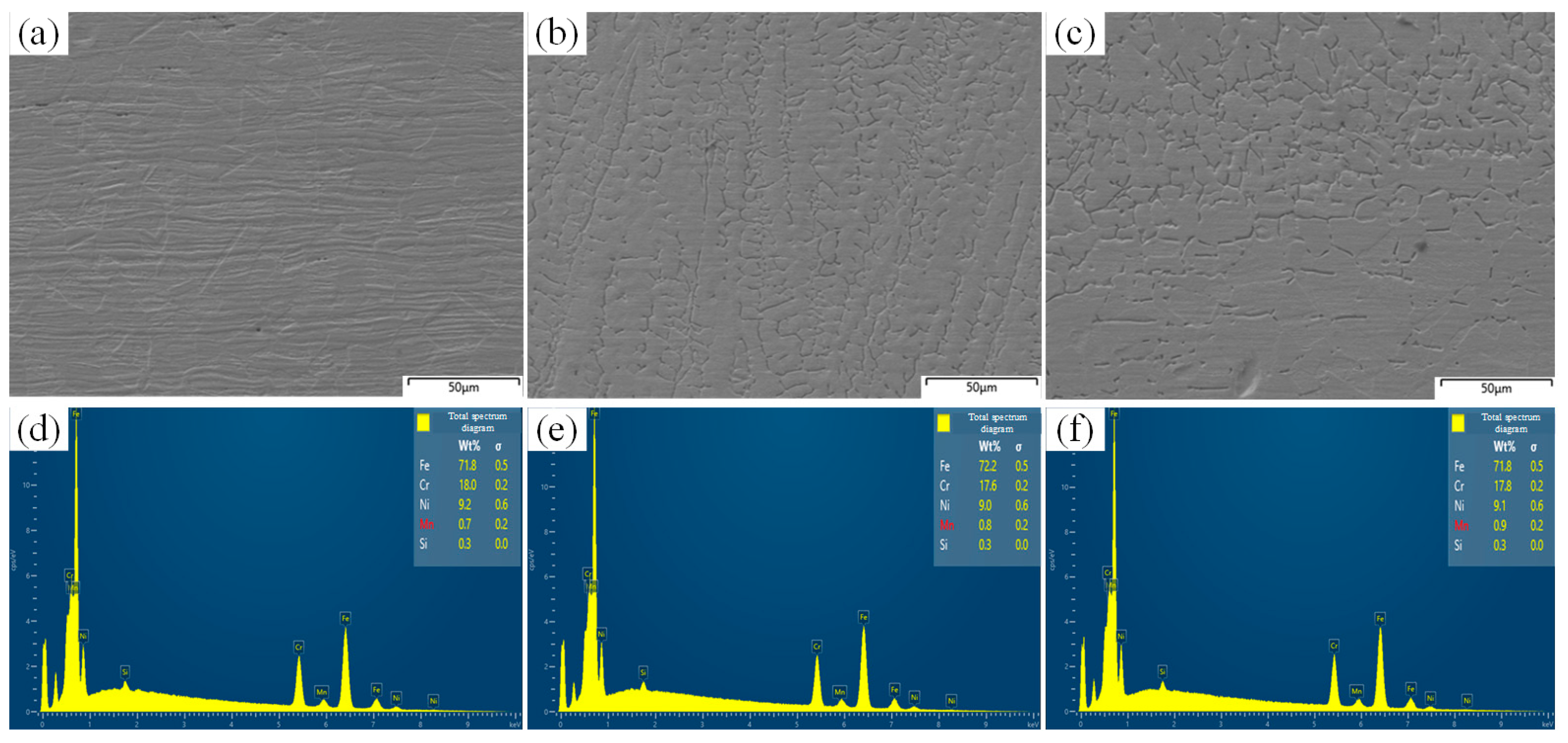
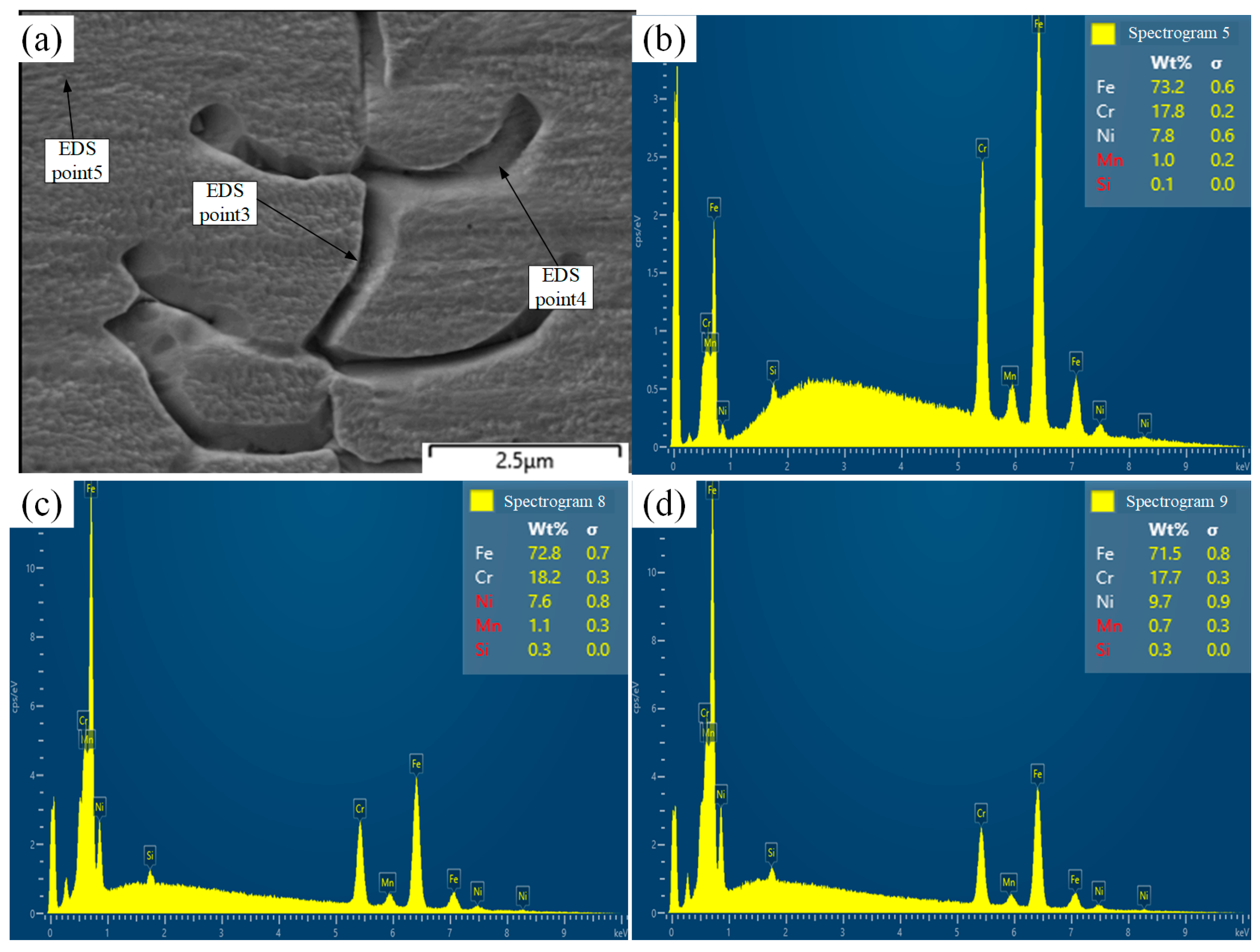
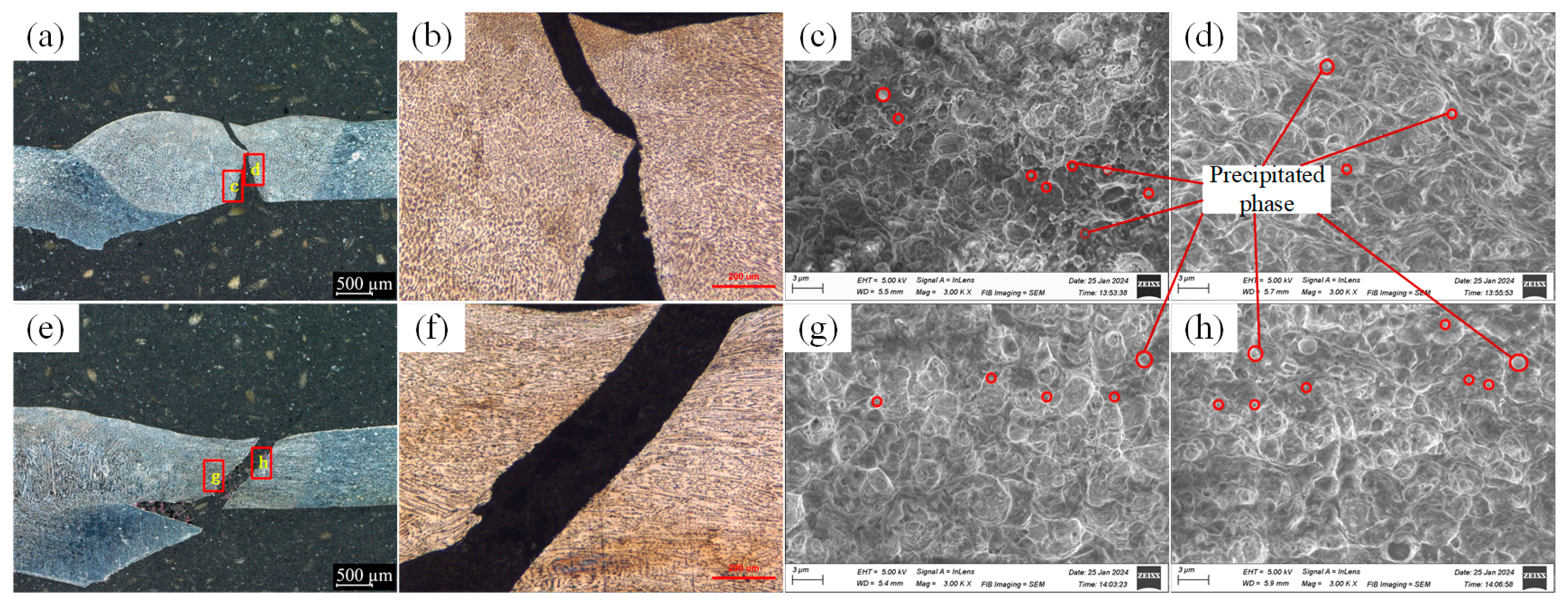
3.2.2. Phase Analyses and Element Distributions of Welded Joints
3.3. Mechanical Properties of Welded Joints
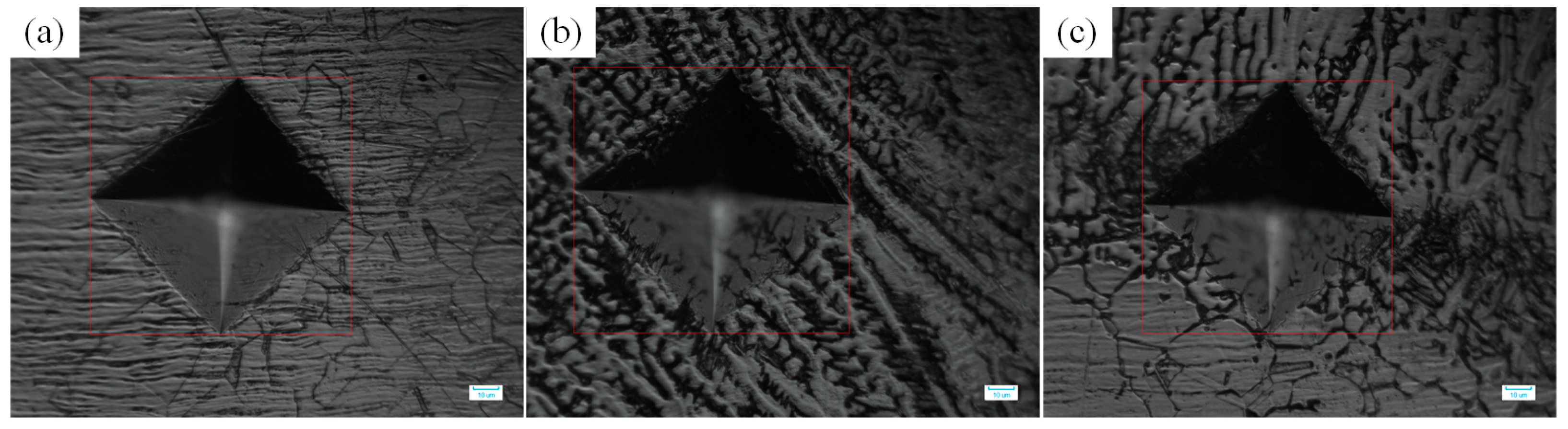
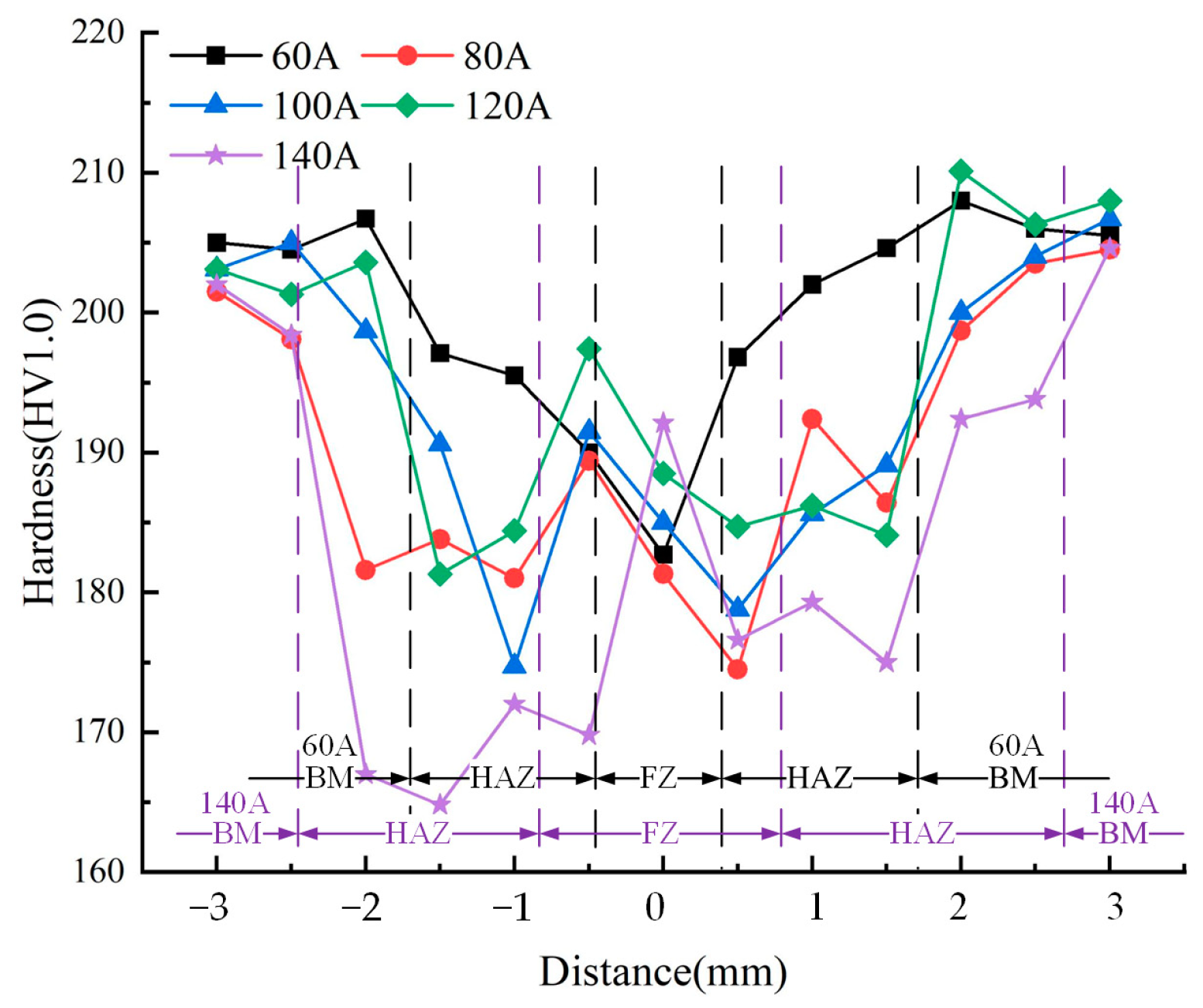
3.3.1. Microhardness
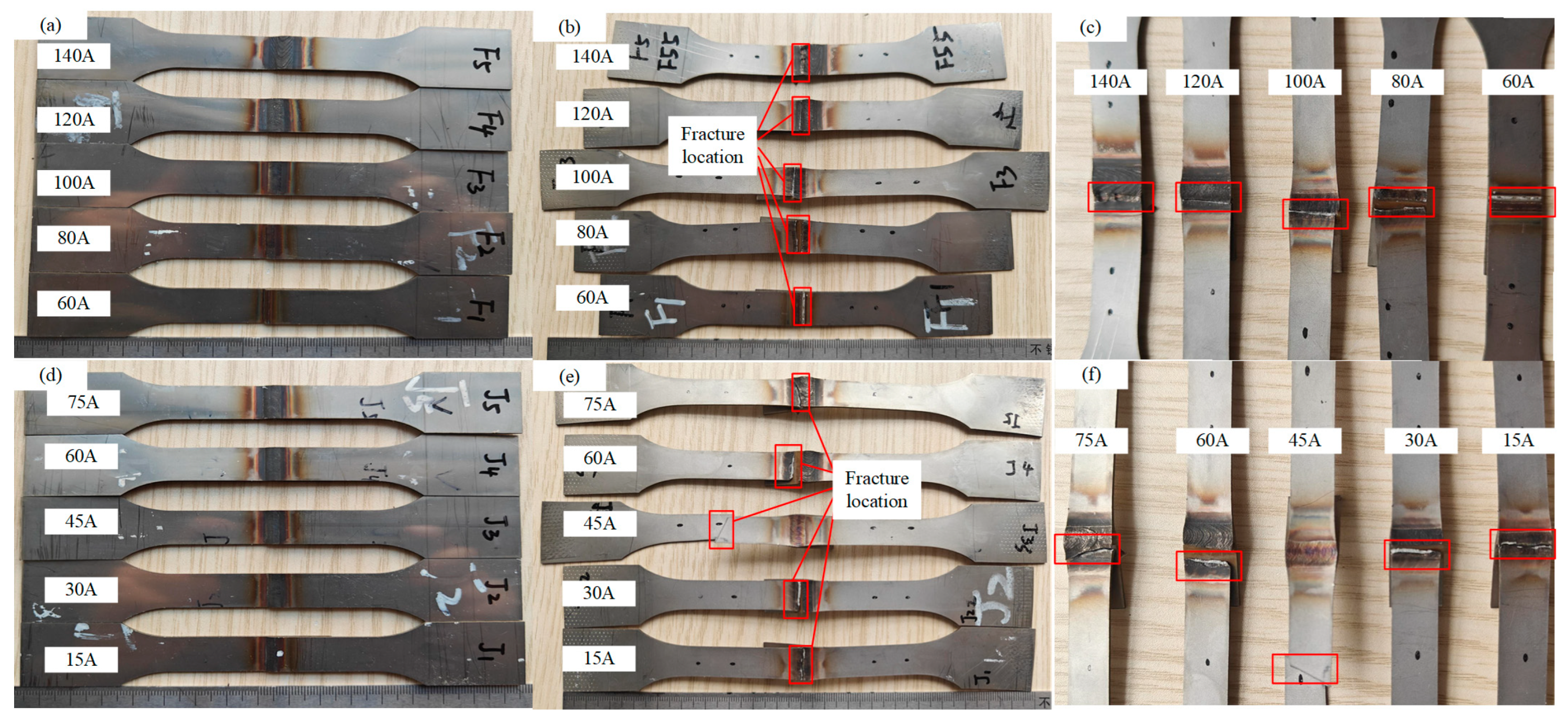
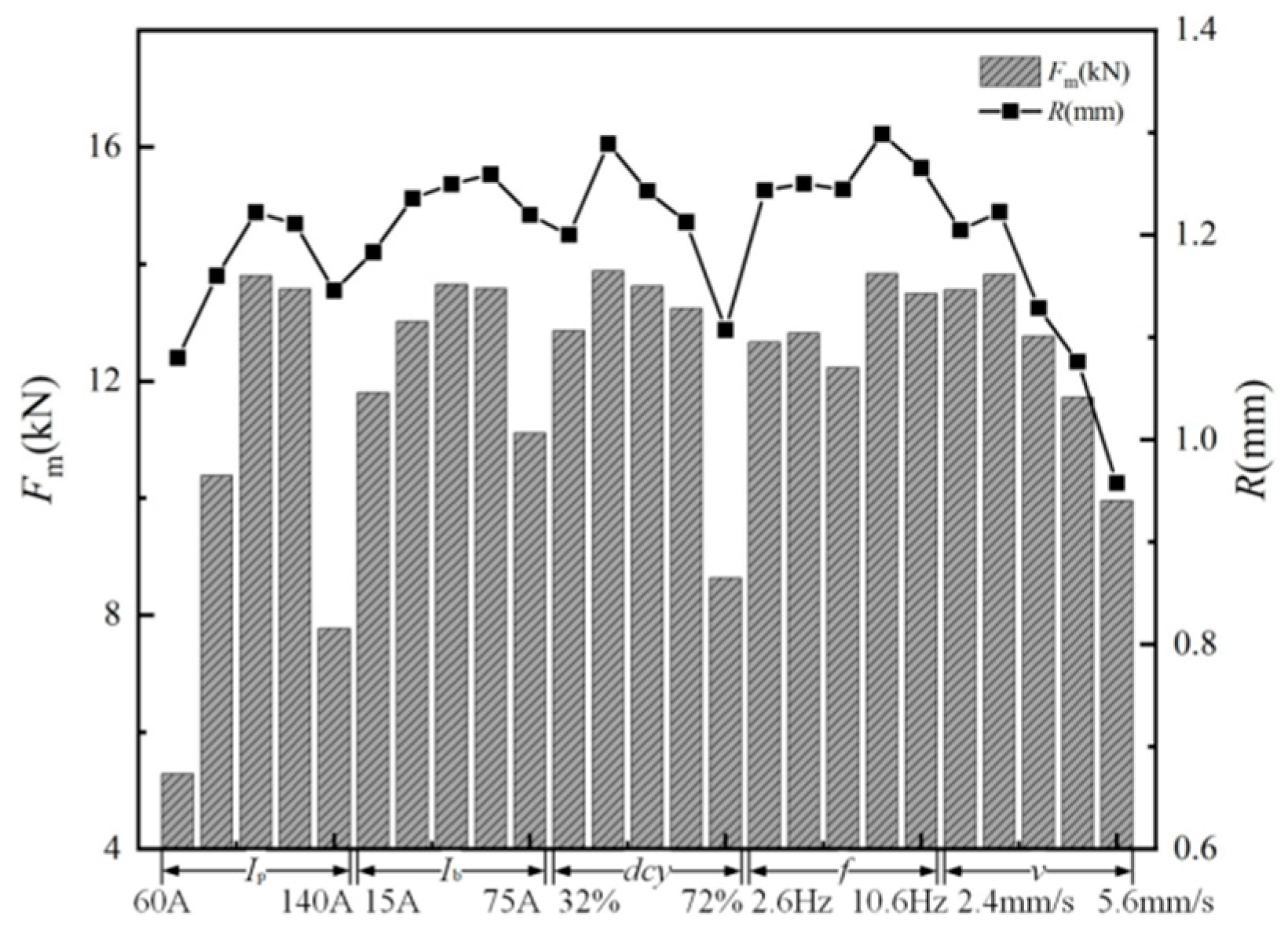
3.3.2. Tensile Properties
4. Conclusions
- (1)
- Under different combinations of welding parameter values, 304L stainless steel welds with good appearance, and no defects can be formed.
- (2)
- The degree of fusion in the weld joint improves, and certain weld feature sizes (D, La, and P) increase as the heat input increases, while changes in another feature size (R) fluctuate within a small range. However, excessive heat input can lead to issues such as craters and undercutting, which can affect the quality of the joint.
- (3)
- The structure of a welded joint is different for different amounts of heat input, and the microhardness of the HAZ is smaller than the FZ and BM. As the welding heat input increases, the average hardness of the welded joint decreases.
- (4)
- The tensile strength initially increases and then decreases as the heat input rises. The maximum tensile force in a welded joint is positively correlated with the characteristic size, R. The fracture surface exhibits typical ductile fracture characteristics.
- (5)
- No obvious welding defects, precipitation, phase changes, or element migration are present throughout the welding process.
- (6)
- The influences of various welding parameters on the forming quality, characteristic size, microstructure, and mechanical properties of the 304L stainless steel lapping joint used in the film chamber were studied.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, N.; Lior, N. A novel near-zero CO2 emission thermal cycle with LNG cryogenic exergy utilization. Energy 2006, 31, 1666–1679. [Google Scholar] [CrossRef]
- Lee, D.H.; Ha, M.K.; Kim, S.Y.; Shin, S.C. Research of design challenges and new technologies for floating LNG. Int. J. Nav. Archit. Ocean. Eng. 2014, 6, 307–322. [Google Scholar] [CrossRef]
- Wang, J.; Xiong, J.; Peng, Q.; Fan, H.; Wang, Y.; Li, G.; Shen, B. Effects of DC plasma nitriding parameters on microstructure and properties of 304L stainless steel. Mater. Charact. 2009, 60, 197–203. [Google Scholar] [CrossRef]
- Karcı, F.; Kacar, R.; Gündüz, S. The effect of process parameter on the properties of spot welded cold deformed AISI304 grade austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 4011–4019. [Google Scholar] [CrossRef]
- Kumar, S.; Shahi, A.S. On the influence of welding stainless steel on microstructural development and mechanical performance. Mater. Manuf. Process. 2014, 29, 894–902. [Google Scholar] [CrossRef]
- Wang, H.; Hu, S.; Shen, J.; Li, D.; Lu, J. Effect of duty cycle on microstructure and mechanical properties of pulsed GTAW lap joint of Invar. J. Mater. Process. Technol. 2017, 243, 481–488. [Google Scholar] [CrossRef]
- Arivarasu, M.; Ramkumar Kasinath, D.; Natarajan, A. Effect of continuous and pulsed current on the metallurgical and mechanical properties of gas tungsten arc welded AISI 4340 aeronautical and AISI 304 L austenitic stainless steel dissimilar joints. Mater. Res. 2015, 18, 59–77. [Google Scholar] [CrossRef]
- Mohandas, T.; Madhusudhan, R.G. A comparison of continuous and pulse current gas tungsten arc welds of an ultra high strength steel. J. Mater. Process. Technol. 1997, 69, 222–226. [Google Scholar] [CrossRef]
- Saluja, R.; Moeed, K. Effects of process parameters and alloying elements on micro-hardness distributi- on in pulse arc 304l austenitic stainless steel welded plates. J. Eng. Sci. Technol. 2019, 14, 2271–2291. [Google Scholar]
- Kumar, S.; Vimal, K.E.K.; Khan, M.A.; Kumar, Y. A hybrid learning approach for modelling the fabrication of super duplex stainless steel thin joints using GTAW process. Int. J. Interact. Des. Manuf. 2023, 18, 3001–3014. [Google Scholar] [CrossRef]
- Wang, Q.; Shen, J.; Hu, S.; Zhao, G.; Zhou, J. Microstructure and Mechanical Properties of Fe-36Ni and 304L Dissimilar Alloy Lap Joints by Pulsed Gas Tungsten Arc Welding. Materials 2020, 13, 4016. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Ji, C.; Yu, J. Effects of welding current and torch position parameters on bead geometry in cold metal transfer welding. J. Mech. Sci. Technol. 2018, 32, 4335–4343. [Google Scholar] [CrossRef]
- Salgado Lopez, J.M.; López Monroy, F.; Ojeda Elizarráraz, J.L.; Preud homme, M. Microstructure and mechanical properties of AISI 439 ferritic stainless steel welds without filler metal. Acta Univ. 2019, 29, 1–12. [Google Scholar] [CrossRef]
- Jawad, M.; Jahanzaib, M.; Ilyas, M. Evaluation of welded joints of dissimilar titanium alloy Ti-5Al-2.5 Sn and stainless-steel 304 at different multi-interlayer modes. Mater. Res. Express 2022, 9, 106501. [Google Scholar] [CrossRef]
- GB/T 26957-2022; Destructive Testing of Metal Materials—Tensile Test Methods for Cruciform and Lap Joints. Standardization Administration of China: Beijing, China, 2022.
- Lippold, J.C. Welding Metallurgy and Weldability; John Wiley & Sons: Hoboken, NJ, USA, 2014. [Google Scholar]
- Lippold, J.C.; Kotecki, D.J. Welding Metallurgy and Weldability of Stainless Steels; China Machine Press: Beijing, China, 2008. [Google Scholar]
- Vashishtha, H.; Taiwade, R.V.; Sharma, S. Effect of electrodes and post weld solution annealing treatment on microstructures, mechanical properties and corrosion resistance of dissimilar high nitrogen austenitic and conventional austenitic stainless steel weldments. Mater. Trans. 2017, 58, 182–185. [Google Scholar] [CrossRef]
- Ramkumar, K.D.; Abraham, W.S.; Viyash, V.; Arivazhagan, N.; Rabel, A.M. Investigations on the microstructure, tensile strength and high temperature corrosion behavior of Inconel 625 and Inconel 718 dissimilar joints. J. Manuf. Process. 2017, 25, 306–322. [Google Scholar] [CrossRef]
- Khan, S.A.; Ziya, A.B.; Ibrahim, A.; Atiq, S.; Ahmad, N.; Bashir, F. The enhanced range of temperature for coefficient of low thermal expansion, electrical and thermal conductivities of Cu substituted Fe–Ni invar alloys. Phys. Scr. 2016, 91, 035701. [Google Scholar] [CrossRef]
- Shakil, M.; Ahmad, M.; Tariq, N.H.; Hasan, B.A.; Akhter, J.I.; Ahmed, E.; Mehmood, M.; Choudhry, M.A.; Iqbal, M. Microstructure and hardness studies of electron beam welded Inconel 625 and stainless steel 304L. Vacuum 2014, 110, 121–126. [Google Scholar] [CrossRef]
- Rogalski, G.; Świerczyńska, A.; Landowski, M.; Fydrych, D. Mechanical and microstructural characterization of TIG welded dissimilar joints between 304l austenitic stainless steel and incoloy 800HT nickel alloy. Metals 2020, 10, 559. [Google Scholar] [CrossRef]
- Chen, X. Evolution of the Second-Phase Particles and Their Effect on Tensile Fracture Behavior of 2219 Al-xCu Alloys. Metals 2020, 10, 197. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials/Elements | C | P | S | Si | Mn | Cr | Ni | Fe |
|---|---|---|---|---|---|---|---|---|
| 304L | 0.02 | 0.012 | 0.002 | 0.48 | 0.95 | 18.83 | 9.89 | Bal |
| Test No. | Peak Current (A) | Background Current (A) | Duty Cycle (%) | Pulse Frequency (Hz) | Welding Speed (mm/s) |
|---|---|---|---|---|---|
| 1, 2, 3, 4, 5 | 60, 80, 100, 120, 140 | 25 | 62 | 8.6 | 3.2 |
| 6, 7, 8, 9, 10 | 100 | 15, 30, 45, 60, 75 | 52 | 8.6 | 3.6 |
| 11, 12, 13, 14, 15 | 115 | 40 | 32, 42, 52, 62, 72 | 8.6 | 3.6 |
| 16, 17, 18, 19, 20 | 115 | 25 | 52 | 2.6, 4.6, 6.6, 8.6, 10.6 | 3.6 |
| 21, 22, 23, 24, 25 | 115 | 15 | 52 | 8.6 | 2.4, 3.2, 4, 4.8, 5.6 |
| D (mm) | La (mm) | P (mm) | R (mm) |
|---|---|---|---|
| 3.5–6 | ≥2.0 | ≥0.4 | ≥0.7 |
| Zone | Fe (wt.%) | Cr (wt.%) | Ni (wt.%) | Mn (wt.%) | Si (wt.%) |
|---|---|---|---|---|---|
| Base metal zone | 71.8 | 18.0 | 9.2 | 0.7 | 0.3 |
| Weld zone | 72.2 | 17.6 | 9.0 | 0.8 | 0.3 |
| Fusion zone | 71.8 | 17.8 | 9.1 | 0.9 | 0.3 |
| Test Point | Tissue | Fe (wt.%) | Cr (wt.%) | Ni (wt.%) | Mn (wt.%) | Si (wt.%) |
|---|---|---|---|---|---|---|
| Point 1 | Vermicular ferrite | 73.6 | 19.4 | 5.9 | 0.8 | 0.2 |
| Point 2 | 73.7 | 17.3 | 8.2 | 0.5 | 0.3 | |
| Point 3 | Skeletal ferrite | 73.2 | 17.8 | 7.8 | 1.0 | 0.1 |
| Point 4 | 72.8 | 18.2 | 7.6 | 1.1 | 0.3 | |
| Point 5 | 71.5 | 17.7 | 9.7 | 0.7 | 0.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, Y.; Wu, J.; Zhou, C.; Han, Q.; Hua, C. Study on Pulsed Gas Tungsten Arc Lap Welding Techniques for 304L Austenitic Stainless Steel. Crystals 2024, 14, 715. https://doi.org/10.3390/cryst14080715
Jiang Y, Wu J, Zhou C, Han Q, Hua C. Study on Pulsed Gas Tungsten Arc Lap Welding Techniques for 304L Austenitic Stainless Steel. Crystals. 2024; 14(8):715. https://doi.org/10.3390/cryst14080715
Chicago/Turabian StyleJiang, Yi, Jiafeng Wu, Chao Zhou, Qingqing Han, and Chunjian Hua. 2024. "Study on Pulsed Gas Tungsten Arc Lap Welding Techniques for 304L Austenitic Stainless Steel" Crystals 14, no. 8: 715. https://doi.org/10.3390/cryst14080715