
Effect of High Temperature on Micro-Structure and Mechanical Properties of Fiber-Reinforced Cement-Based Composites


Abstract
:1. Introduction
2. Materials and Methods
2.1. Test Material
2.2. Specimen Making and Temperature Treatment
2.2.1. Specimen Making
- Mixing of Materials: According to the standard “Synthetic fiber for cement concrete and mortar” (GB/T21120-2018) [21], the mass mix ratio of mortar is cement: sand: water = 1:1.5:0.5. This mixture is then thoroughly stirred for 3 min.
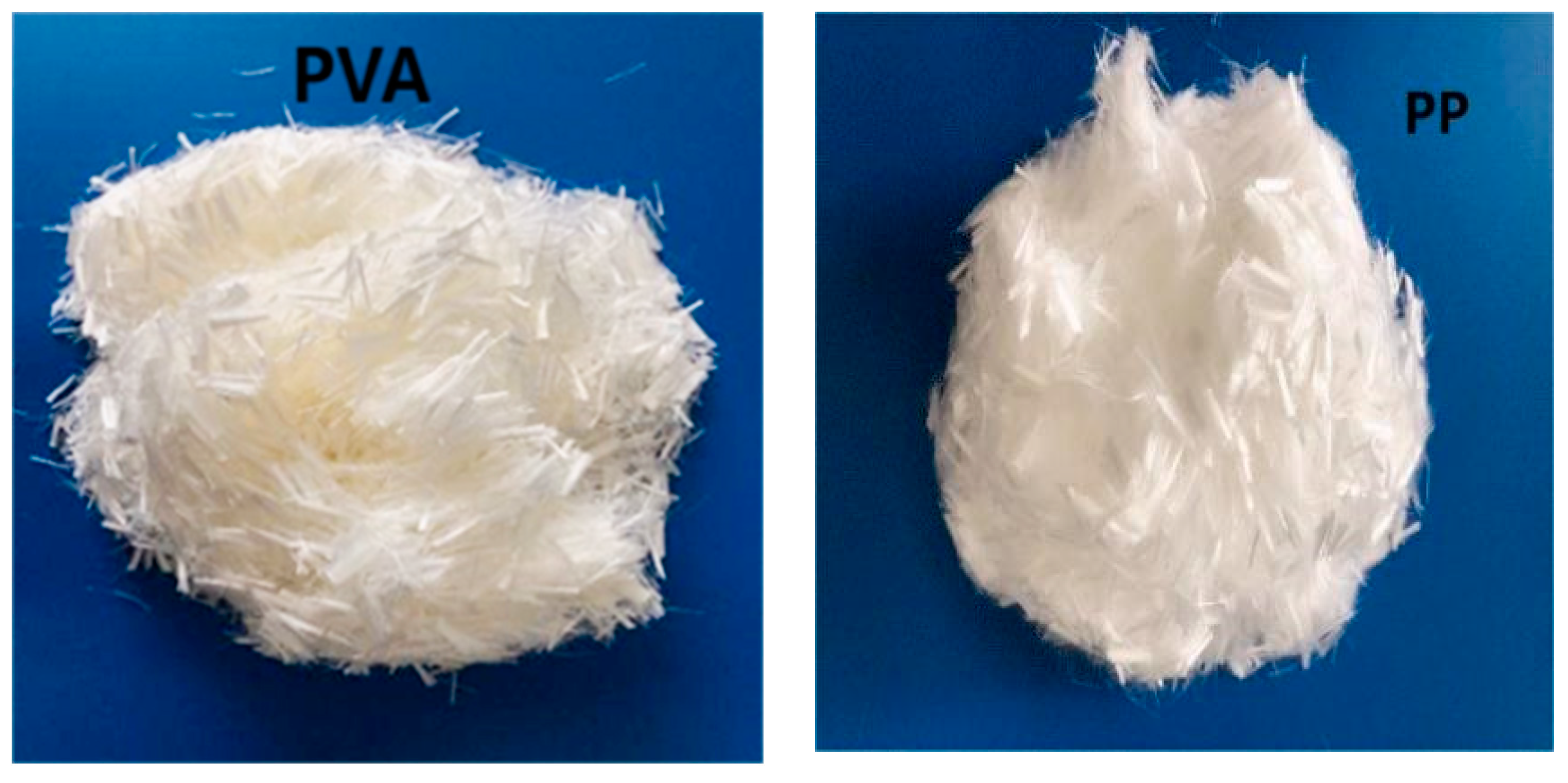
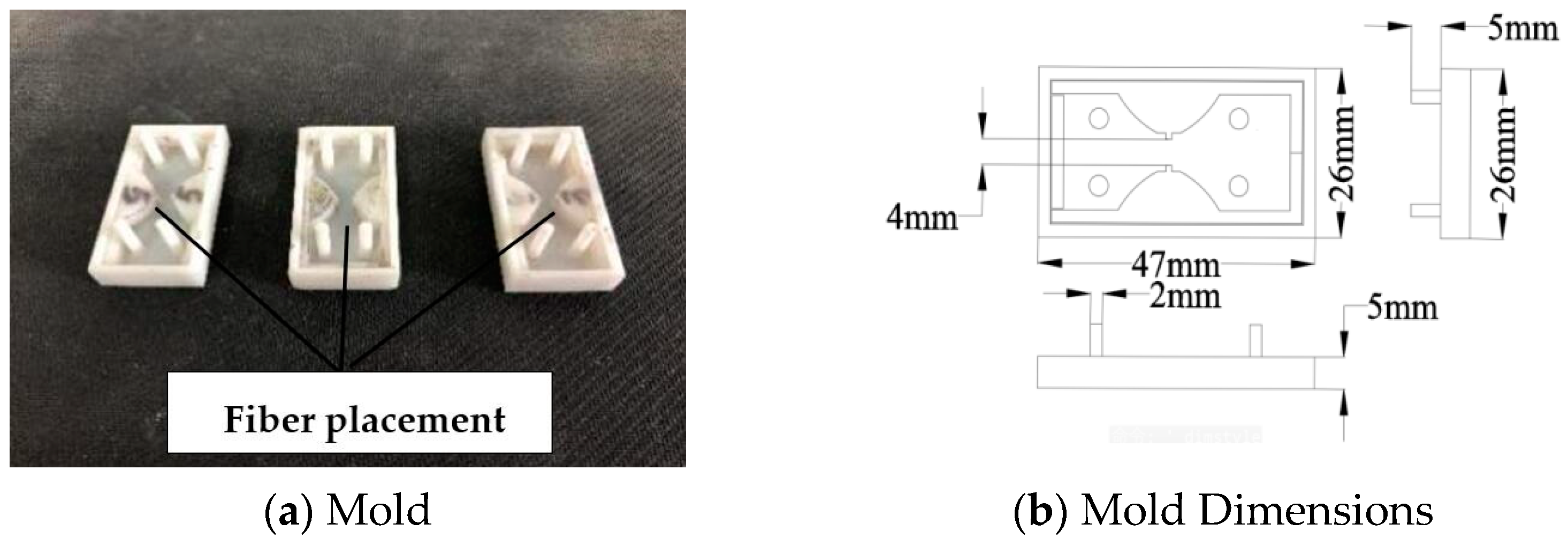
- Molding Process: After mixing, the mortar is carefully poured into molds in two distinct layers to ensure even distribution and minimize air pockets, which can impact the mechanical properties. After the first layer is applied, fibers are strategically placed at precisely defined locations within the mold, as illustrated in Figure 1 and Figure 2a. This placement is designed for experimental observation and does not reflect actual engineering conditions. To facilitate observation, 30 fibers were selected and placed in the fiber-doped sample. In order to avoid fiber clumping, the fiber is better dispersed for test observation. Select 30 fibers with tweezers and place them one by one parallel to the long side of the mold in the corresponding position (the position is indicated in Figure 2a). The sample group mixed with polypropylene fiber was named the PP group, the sample group mixed with polyvinyl alcohol fiber was named the PVA group, and the sample group without fiber was named the JZ group.
- Final Layer and Surface Finishing: Following fiber placement, the second layer of mortar is applied. Care is taken to ensure this top layer fully encapsulates the fibers, promoting effective bonding within the matrix. The mortar surface is then smoothed to achieve a flat and even finish, essential for reducing imperfections that might affect subsequent testing.
- Curing of Specimens: Once the specimens reach initial setting, they are placed in water at 20 ± 2 °C for 3 days. This water curing process is crucial for cement hydration, allowing it to harden properly and develop optimal mechanical properties. It also helps mitigate early-age thermal stresses that could lead to cracks.
- Demolding: After the curing period, the specimens are carefully removed from their molds. This step is delicate, as improper handling can cause surface blemishes or structural defects.
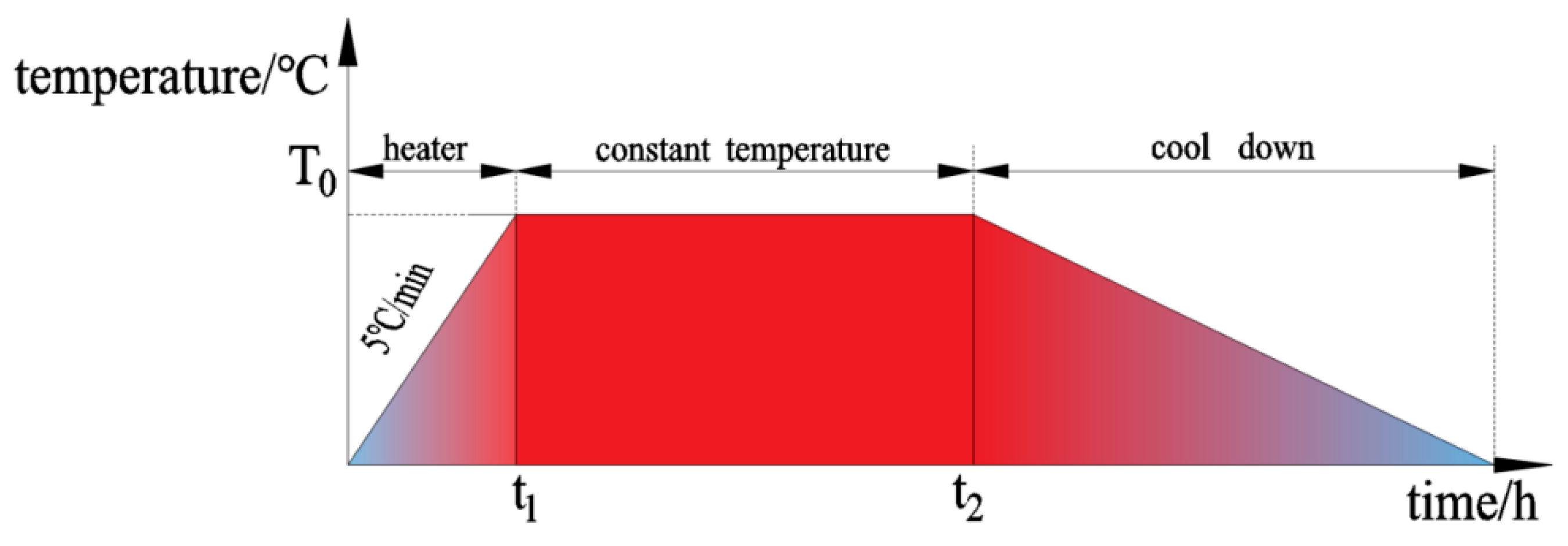
2.2.2. Temperature Treatment
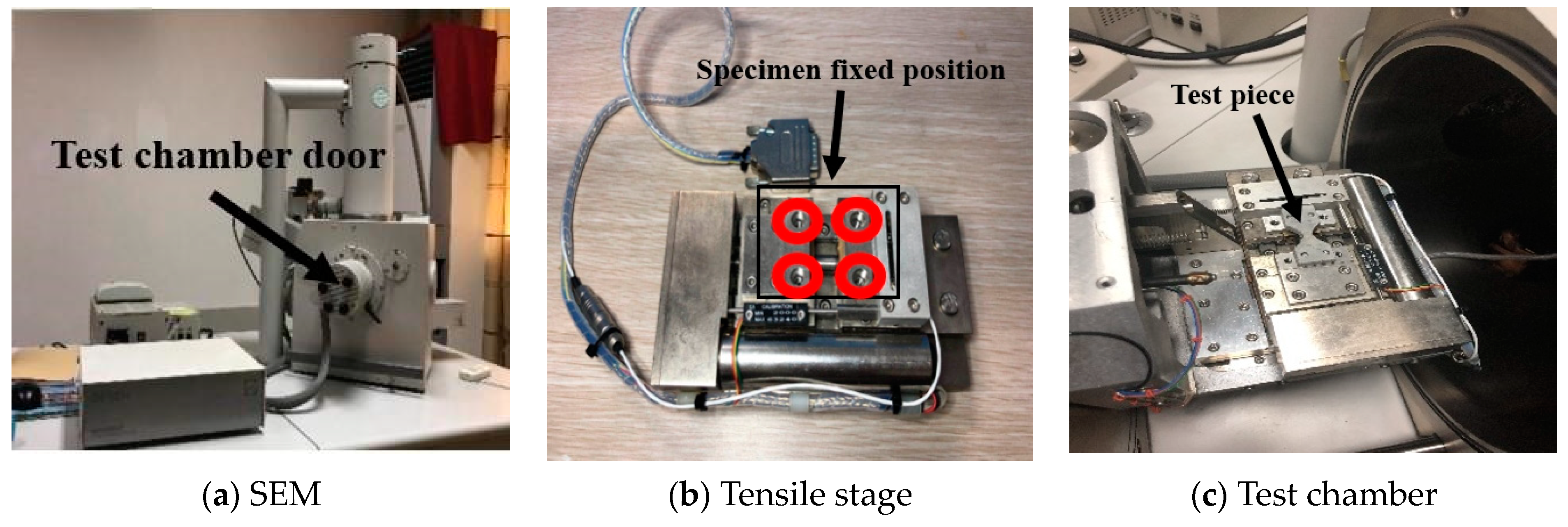
2.3. Specimen Tensile and Real-Time Microstructure SEM
3. Results and Discussion
3.1. Study on the Evolution of Mechanical Properties of Fiber Reinforced Mortar after High Temperature
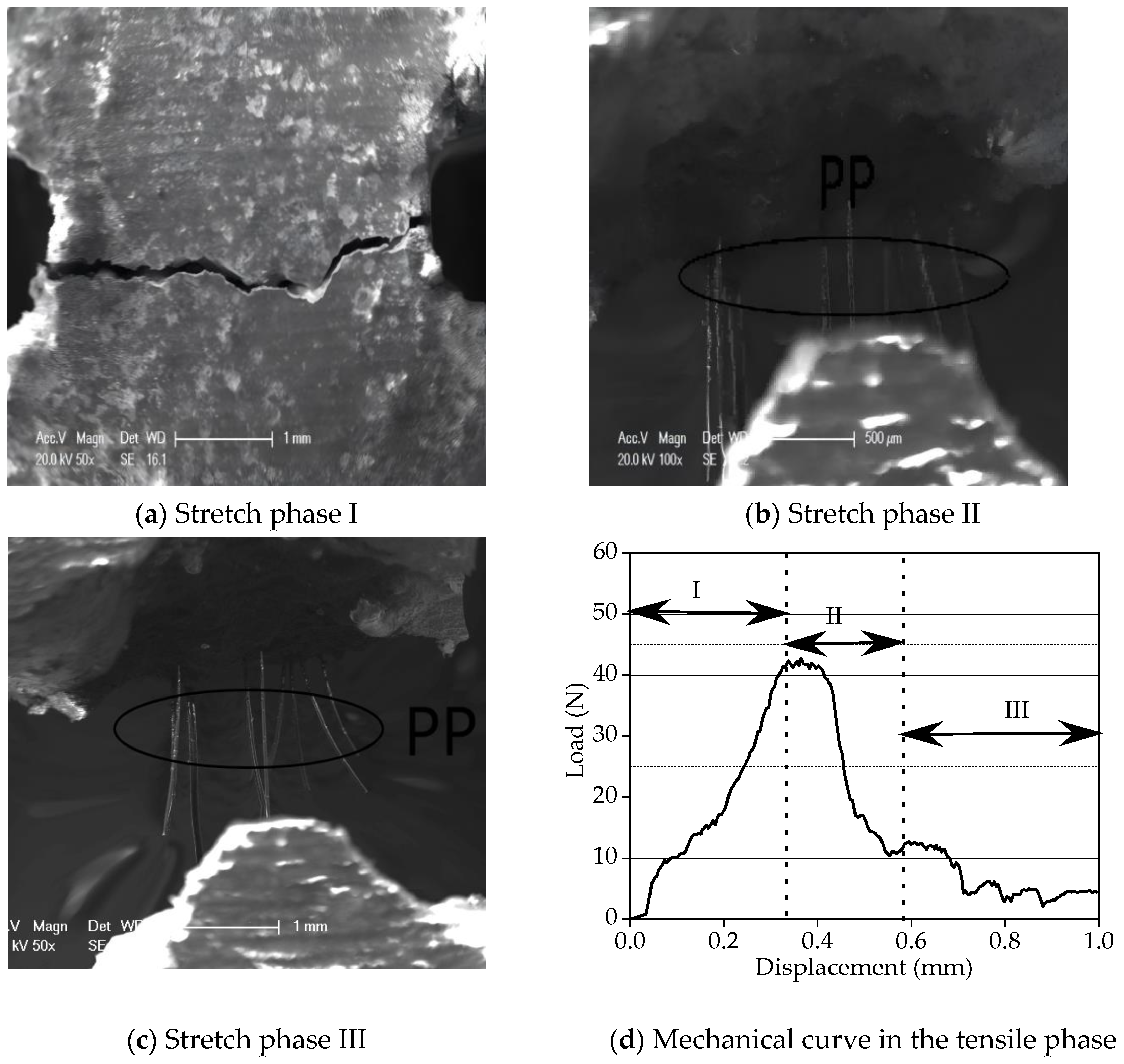
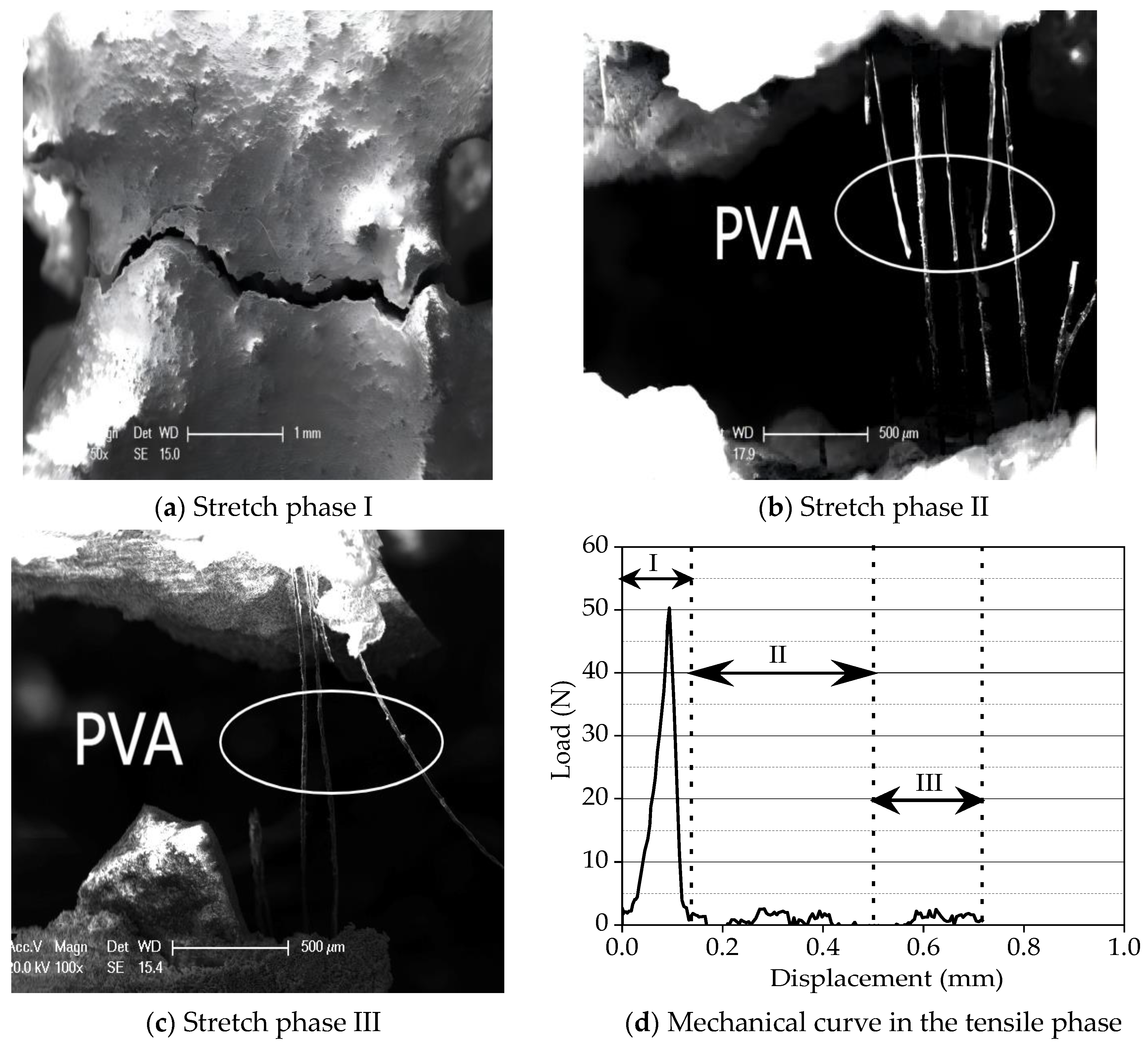
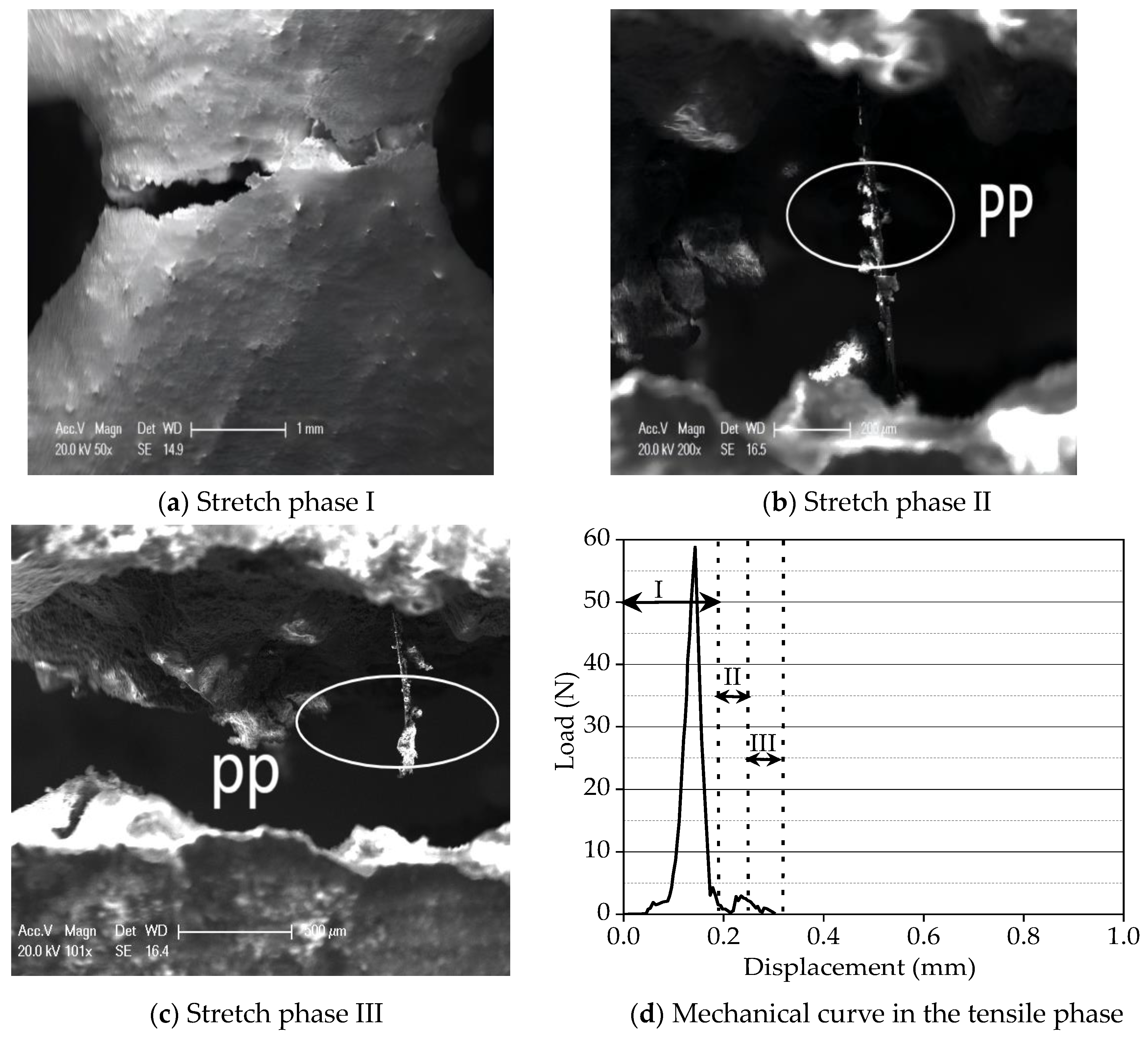
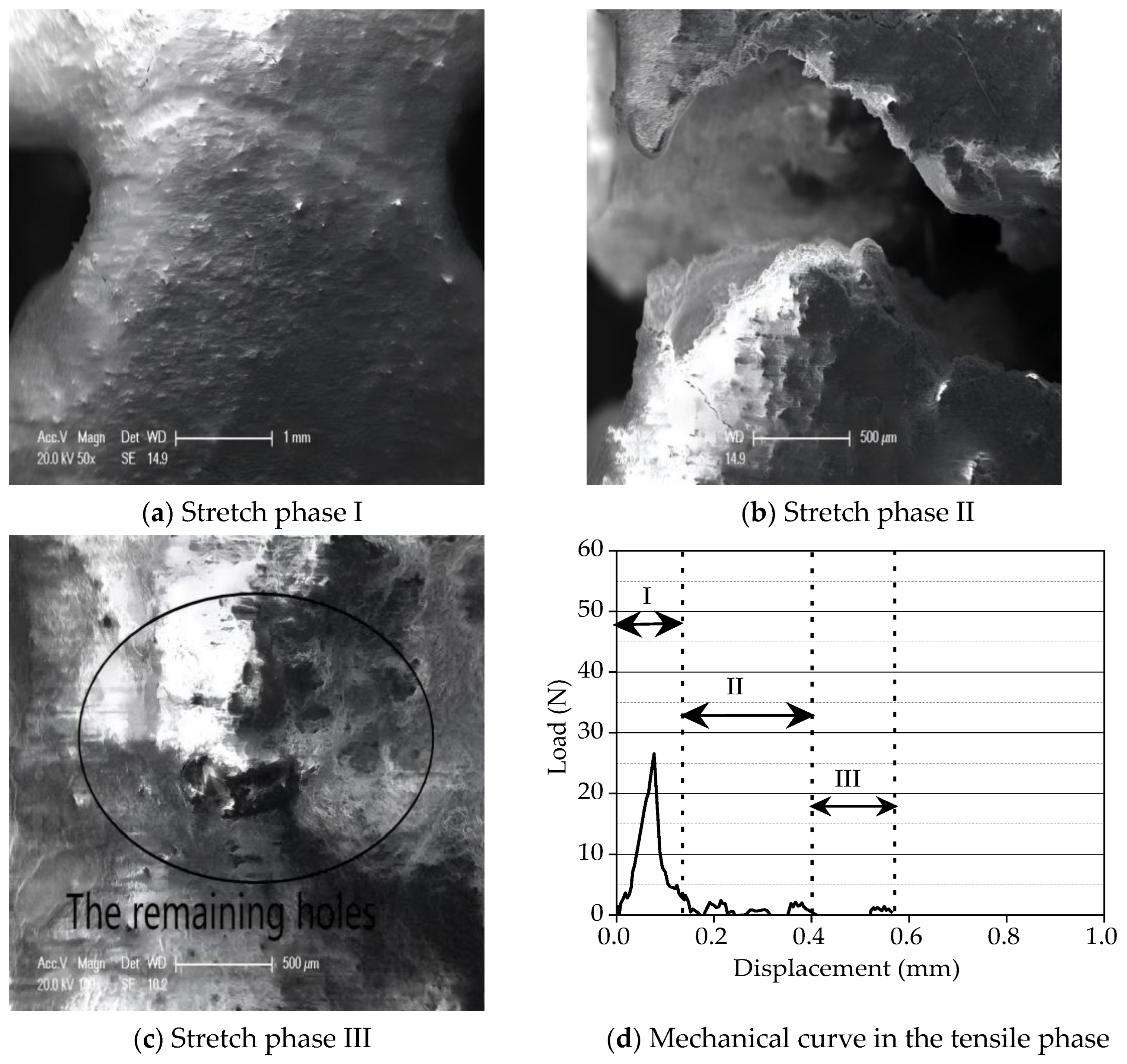
3.2. Study on Evolution of Microstructure and Mechanical Properties of Fiber Reinforced Mortar after High Temperature
4. Conclusions
- (1)
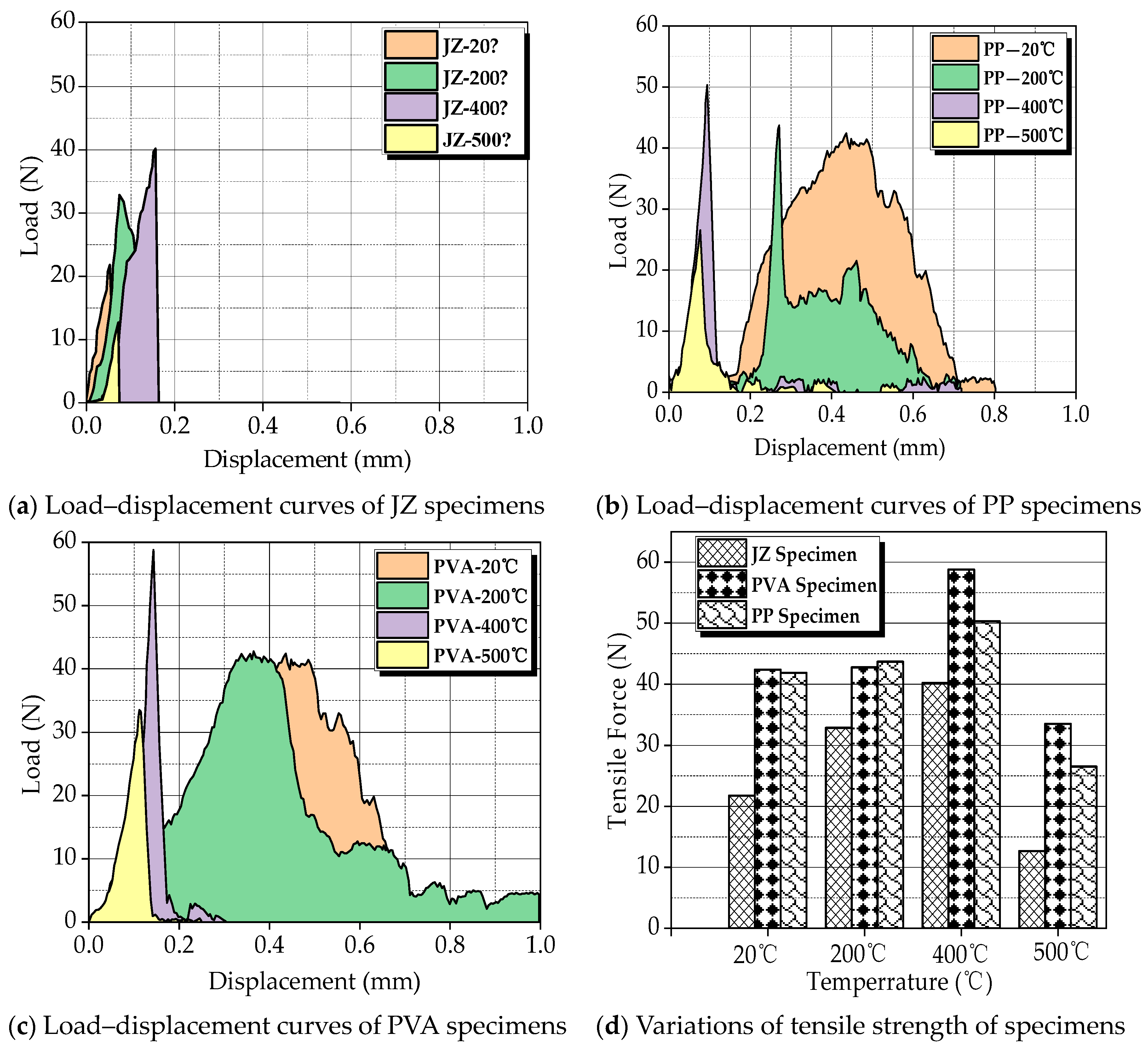
- The tensile strength of the specimens increases and then decreases as the ambient temperature changes from 20 °C to 500 °C, with the most pronounced increase at 400 °C.
- (2)
- The tensile strength of the fiber-doped mortar specimens at all ambient temperatures is higher than that of the JZ group. At 400 °C, the tensile strength of the PVA group increases by about 16% compared to the JZ group and by about 45% compared to the PP group.
- (3)
- After high temperature treatment, the mechanical properties of PVA group were worse than those of the PP group. After treatment at 500 °C, the tensile strength of the mortar specimens in the PVA group and the PP group decreased by 36.47% and 24.14%, respectively, compared with that at 20 °C.
- (4)
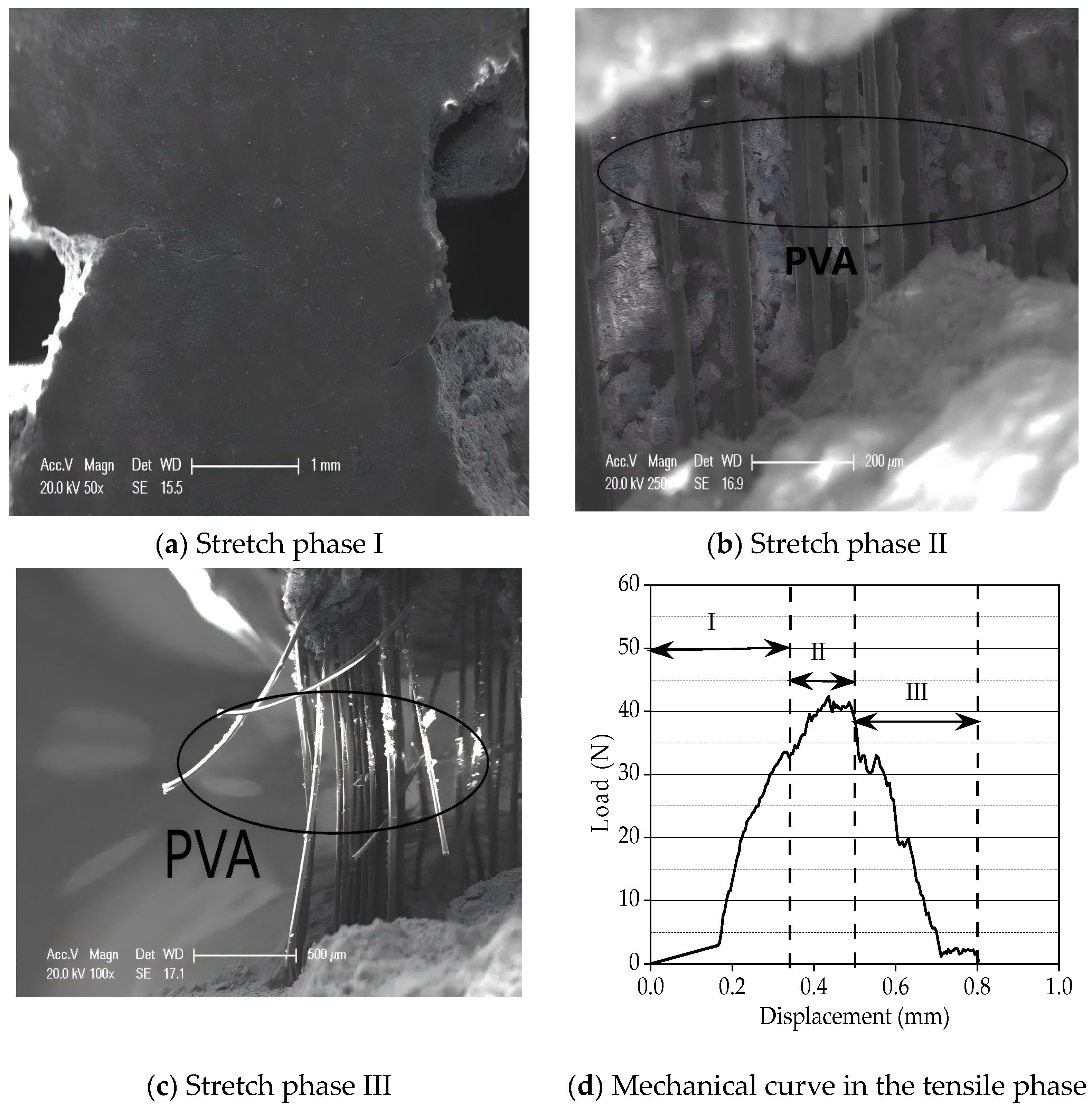
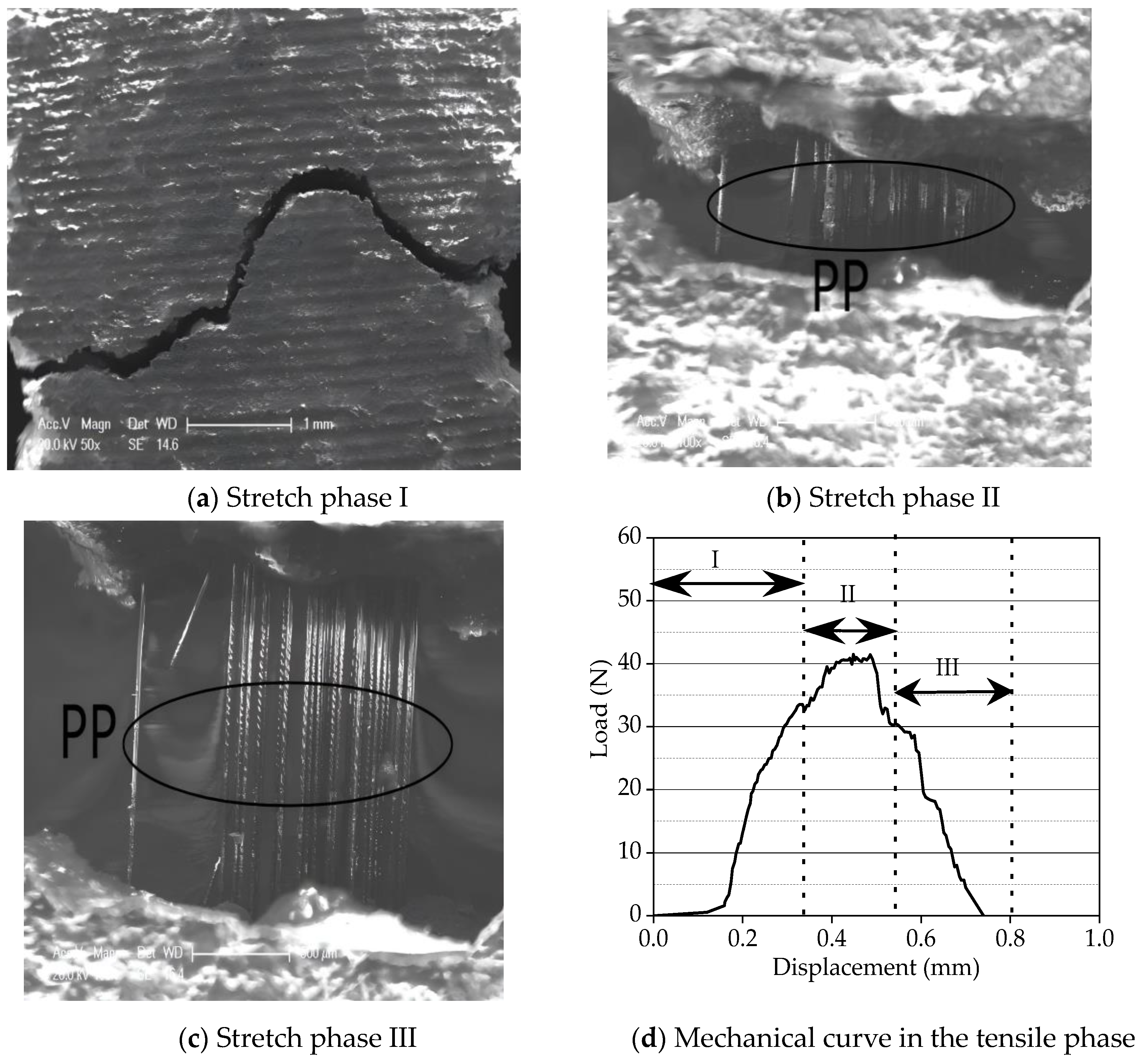
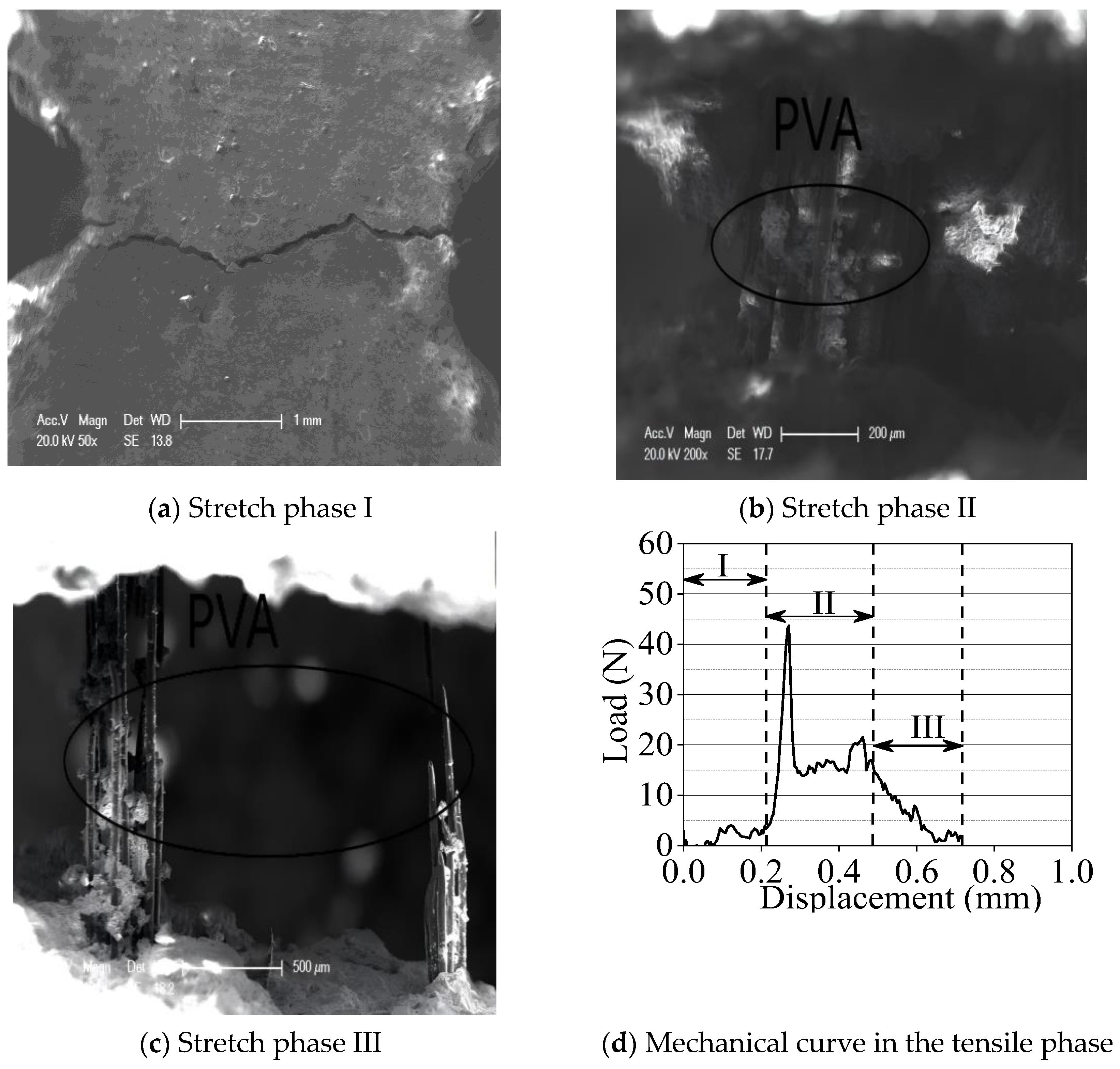
- As the temperature rises, the fibers gradually melt, leaving pores inside the cement mortar. The bonding interface between the fibers and the cement matrix loosens, and cracks inside the cement mortar expand further, leading to significant internal damage and a decline in mechanical properties.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Du, Y.; Yan, A.Y.; Qi, H.H. Spalling prevention of fibre reinforced ultra-high strength concrete (FRUHSC) subject to high temperature. J. Build. Eng. 2021, 24, 216–223. [Google Scholar]
- Ren, G.S.; Gao, X.J.; Zhang, H.Z. Utilization of hybrid sisal and steel fibers to improve elevated temperature resistance of ultra-high performance concrete. Cem. Concr. Compos. 2022, 130, 104555. [Google Scholar] [CrossRef]
- Varona, F.B.; Baeza, F.J.; Bru, D. Influence of high temperature on the mechanical properties of hybrid fibre reinforced normal and high strength concrete. Constr. Build. Mater. 2018, 159, 73–82. [Google Scholar] [CrossRef]
- Li, Y.; Qu, Z.; Wu, K. A bio-derived char-forming strategy for surface fireproofing: Functionalization of UV-curing flame-retardant coating with vinyl-modified tannic acid. Eur. Polym. J. 2021, 7, 148–153. [Google Scholar] [CrossRef]
- Erdem, S.; Gurbuz, E. Influence of microencapsulated phase change materials on the flexural behavior and micromechanical impact damage of hybrid fibre reinforced engineered cementitious composites. Compos. Part. B-Eng. 2019, 166, 633–644. [Google Scholar] [CrossRef]
- Kalifa, P.; Menneteau, F.D.; Quenard, D. Spalling and pore pressure in HPC at high temperatures. Cem. Concr. Res. 2000, 30, 1915–1927. [Google Scholar] [CrossRef]
- Bamonte, P.; Gambarova, P.G. Thermal strains and stresses in hydrating concrete slabs due to hydration heat and external constraints. Mag. Concr. Res. 2008, 41, 1303–1321. [Google Scholar]
- Yuan, Y.; Li, W.; Fan, F. Pore Structure and its Effect on the Thermal Cracking and Mechanical Properties of Cement-based Materials. Constr. Build. Mater. 2018, 162, 285–293. [Google Scholar]
- Ye, G.; Liu, X.; De, S.G.; Taerwe, L.; Vandevelde, P. Phase distribution and microstructural changes of self-compacting cement paste at elevated temperature. Cem. Concr. Res. 2007, 37, 978–987. [Google Scholar] [CrossRef]
- Handoo, S.K.; Agarwal, S.; Agarwal, S.K. Physicochemical, mineralogical, and morphological characteristics of concrete exposed to elevated temperatures. Cem. Concr. Res. 2002, 32, 1009–1018. [Google Scholar] [CrossRef]
- Demir, I.; Gumus, M.; Gokce, H.S. Gamma ray and neutron shielding characteristics of polypropylene fiber-reinforced heavyweight concrete exposed to high temperatures. Constr. Build. Mater. 2020, 257, 119596. [Google Scholar] [CrossRef]
- Zhang, T.; Wu, B.; Kong, X.; Fu, Y. Investigation of impact resistance of high-performance polypropylene fiber-reinforced recycled aggregate concrete. Crystals 2022, 12, 669. [Google Scholar] [CrossRef]
- Lu, Z.; Hou, D.; Meng, W.; Khayat, K.H. Performance of cement-based composites enhanced with polypropylene and polyvinyl alcohol fibers. J. Build. Eng. 2021, 34, 101780. [Google Scholar]
- Fan, J.; Qiao, P.; Zhang, N. Effects of hybrid polypropylene and polyvinyl alcohol fibers on mechanical properties and shrinkage of concrete. Materials 2020, 13, 3085. [Google Scholar]
- Xia, D.; Wang, Y.; Ren, K. Experimental study on the impact resistance of polymer-modified steel fiber-reinforced recycled aggregate concrete. Buildings 2023, 13, 2965. [Google Scholar] [CrossRef]
- Peng, Y.; Zhao, X.; Xu, S.L.; Li, Q.H. Microstructure characteristics of ultra-high toughness cement-based composites after high temperature. J. Chin. Electr. Microsc. Soc. 2019, 38, 236–244. (In Chinese) [Google Scholar]
- Tian, L.D.; Zhang, J.W.; Dong, S.; Yuan, G.L.; Zhang, Q.Q. Study on mechanical properties of cementitious composites reinforced w ith PVA fibers after exposure to high temperatures. Concrete 2011, 266, 31–33. (In Chinese) [Google Scholar]
- Choi, W.C.; Yun, H.D.; Lee, S.B. Mechanical properties of mortar containing different proportions and lengths of polypropylene fiber. Constr. Build. Mater. 2006, 20, 578–585. [Google Scholar]
- Wang, Y.; Ueda, T.; Zhang, D. Effects of fiber orientation and volume fraction on the mechanical properties of ultra-high performance concrete. Mater. Des. 2012, 42, 393–402. [Google Scholar]
- Gupta, A. Thermal and mechanical performance enhancement of cementitious composites through integration of polypropylene and polyvinyl alcohol fibers. J. Build.Eng. 2020, 30, 101229. [Google Scholar]
- GB/T 21120-2018; Synthetic Fiber for Cement Concrete and Mortar. Standards Press of China: Beijing, China, 2018.
- Zhang, H.; Zhang, W.H.; Chen, Y.; Chen, R.X.; Liu, Y. J.; Zhang, Y.S. Study on the dynamic impact mechanical properties of high-temperature resistant ultra-high performance concrete (HTRUHPC) after high temperatures. J. Build. Eng. 2024, 91, 109752. [Google Scholar] [CrossRef]
- Gao, D.Y.; Zhang, W.; Tang, J.Y.; Zhu, Z.H. Effect of steel fiber on the compressive performance and microstructure of ultra-high performance concrete at elevated temperatures. Constr. Build. Mater. 2024, 435, 136830. [Google Scholar] [CrossRef]
- Zhou, A.; Wang, F.; Lee, C.; Duan, Z. Improvement of mechanical and microstructural properties of carbon fiber reinforced concrete through heat treatment. Cem. Concr. Res. 2021, 139, 106255. [Google Scholar]
- Li, L.; Wang, Q.Y.; Long, Z. A method of detecting the cracks of concrete undergo high -temperature. Constr. Build. Mater. 2018, 162, 532–541. [Google Scholar] [CrossRef]
- He, H.J.; Shuang, E.; Lu, D.; Hu, Y.; Yan, C.W.; Shan, H.F.; He, C. Deciphering size-induced influence of carbon dots on mechanical performance of cement composites. Constr. Build. Mater. 2024, 425, 136030. [Google Scholar] [CrossRef]
- Dai, T.; Fang, C.L.; Liu, T.L.; Zheng, S.J.; Lei, G.; Jiang, G.S. Waste glass powder as a high temperature stabilizer in blended oil well cement pastes: Hydration, microstructure and mechanical properties. Constr. Build. Mater. 2024, 439, 137359. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredient (%) | SiO2 | CaO | Al2O3 | Fe2O3 | MgO | SO3 | Na2O | Other |
|---|---|---|---|---|---|---|---|---|
| Content | 5.10 | 45.20 | 43.90 | 0.7 | 1.70 | 0.28 | 0.70 | 2.42 |
| Name | Diameter /μm | Strength /MPa | Length /mm | Elastic Modulus/MPa |
|---|---|---|---|---|
| PVA | 17.26 | 813.31 | 13 | 12454.03 |
| PP | 31.12 | 510.42 | 12 | 4653.73 |
| Basic Properties | Apparent Density /(kg/m3) | Clay Content/% | Fineness Modulus /Mx |
|---|---|---|---|
| Results | 2620 | 1.2 | 2.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ge, C.; Chen, X.; Gong, Y.; Kong, X.; Chen, F. Effect of High Temperature on Micro-Structure and Mechanical Properties of Fiber-Reinforced Cement-Based Composites. Crystals 2024, 14, 778. https://doi.org/10.3390/cryst14090778
Ge C, Chen X, Gong Y, Kong X, Chen F. Effect of High Temperature on Micro-Structure and Mechanical Properties of Fiber-Reinforced Cement-Based Composites. Crystals. 2024; 14(9):778. https://doi.org/10.3390/cryst14090778
Chicago/Turabian StyleGe, Chen, Xiaoliang Chen, Yongfan Gong, Xijun Kong, and Fei Chen. 2024. "Effect of High Temperature on Micro-Structure and Mechanical Properties of Fiber-Reinforced Cement-Based Composites" Crystals 14, no. 9: 778. https://doi.org/10.3390/cryst14090778