Warpage Reduction of Glass Fiber Reinforced Plastic Using Microcellular Foaming Process Applied Injection Molding


Abstract
:1. Introduction
2. Experimental
2.1. Material
2.2. Microcelluar Foaming Process Applied to Injection Molding
2.3. Warpage and Shrinkage
2.4. Cell Morphology
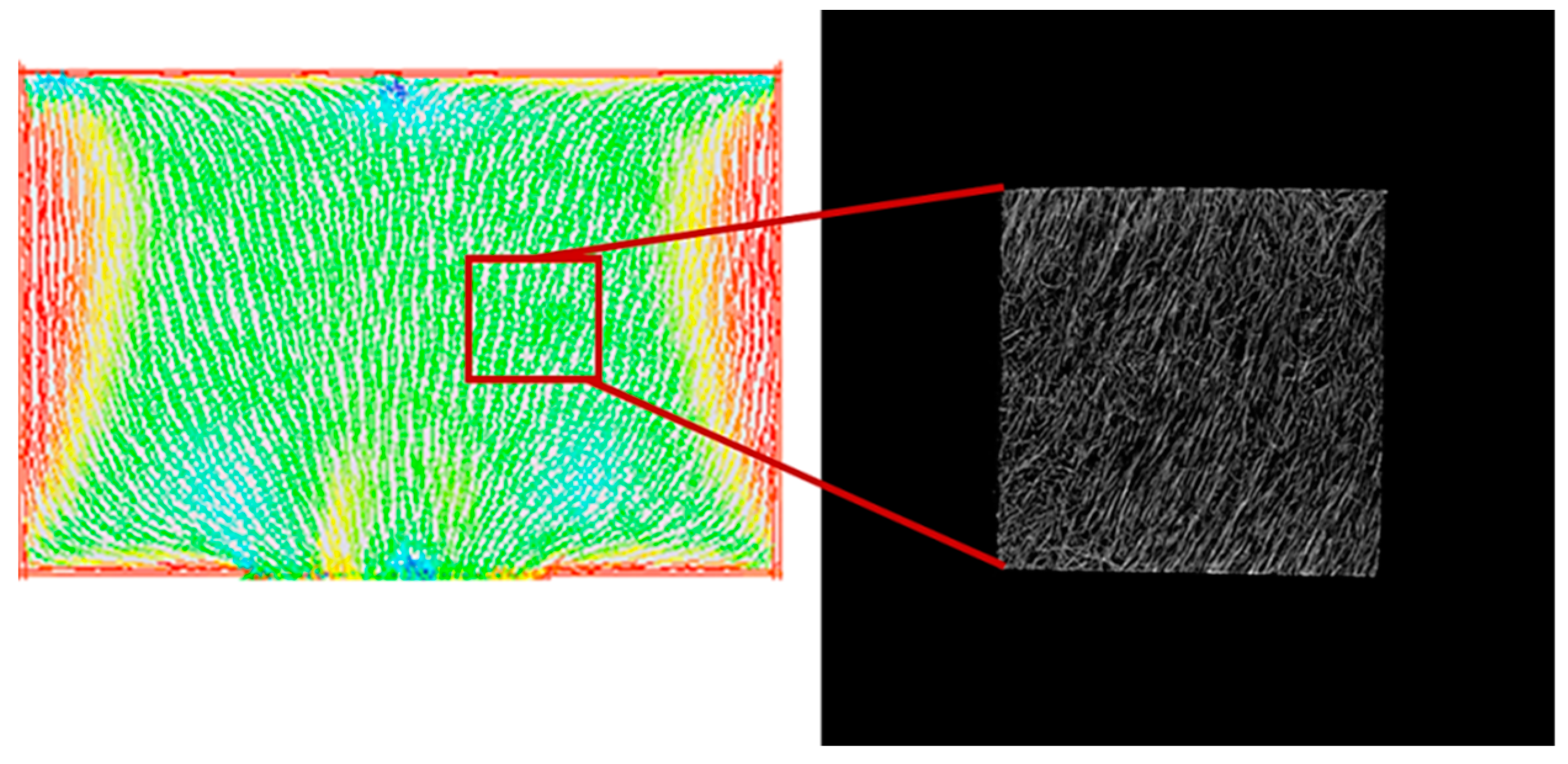
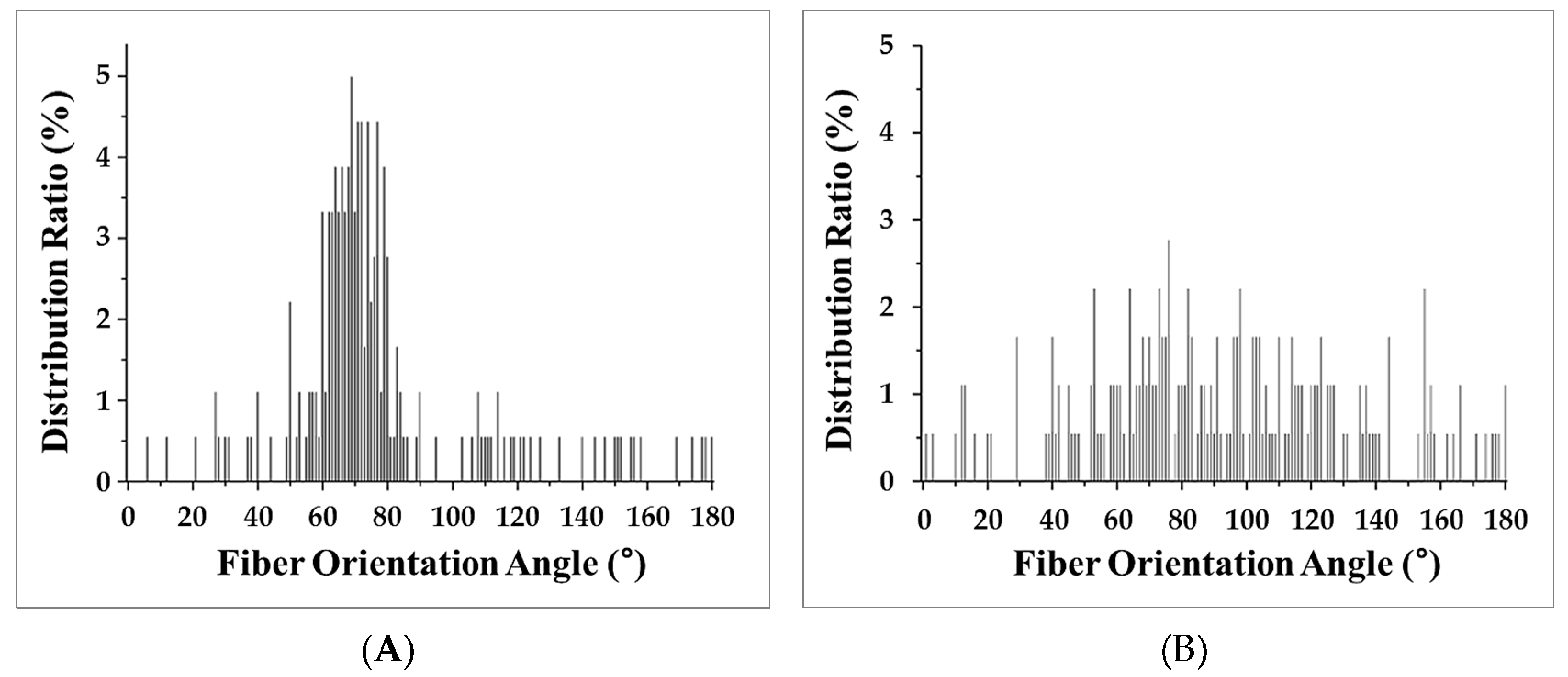
2.5. Fiber Orientation
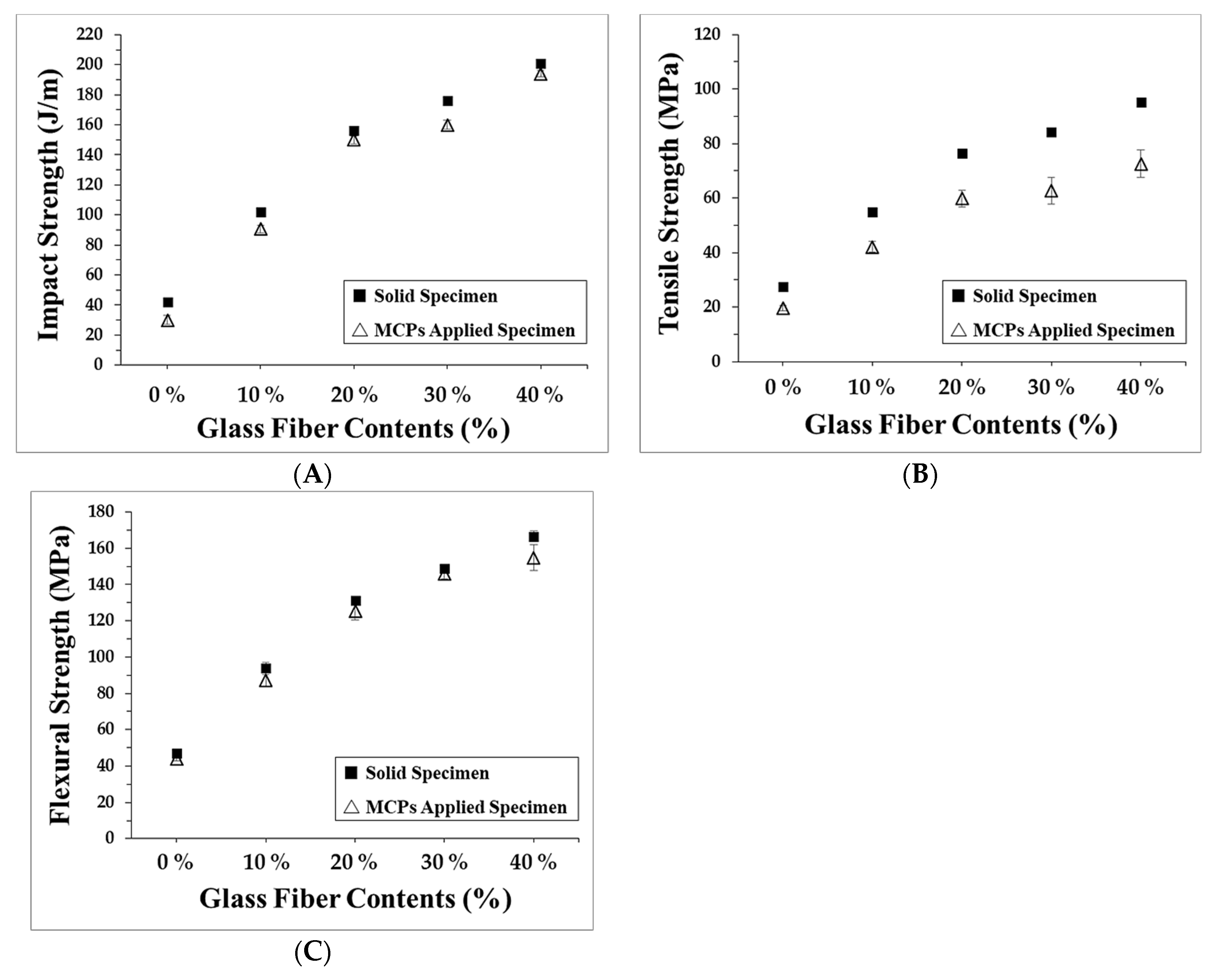
2.6. Mechanical Properties
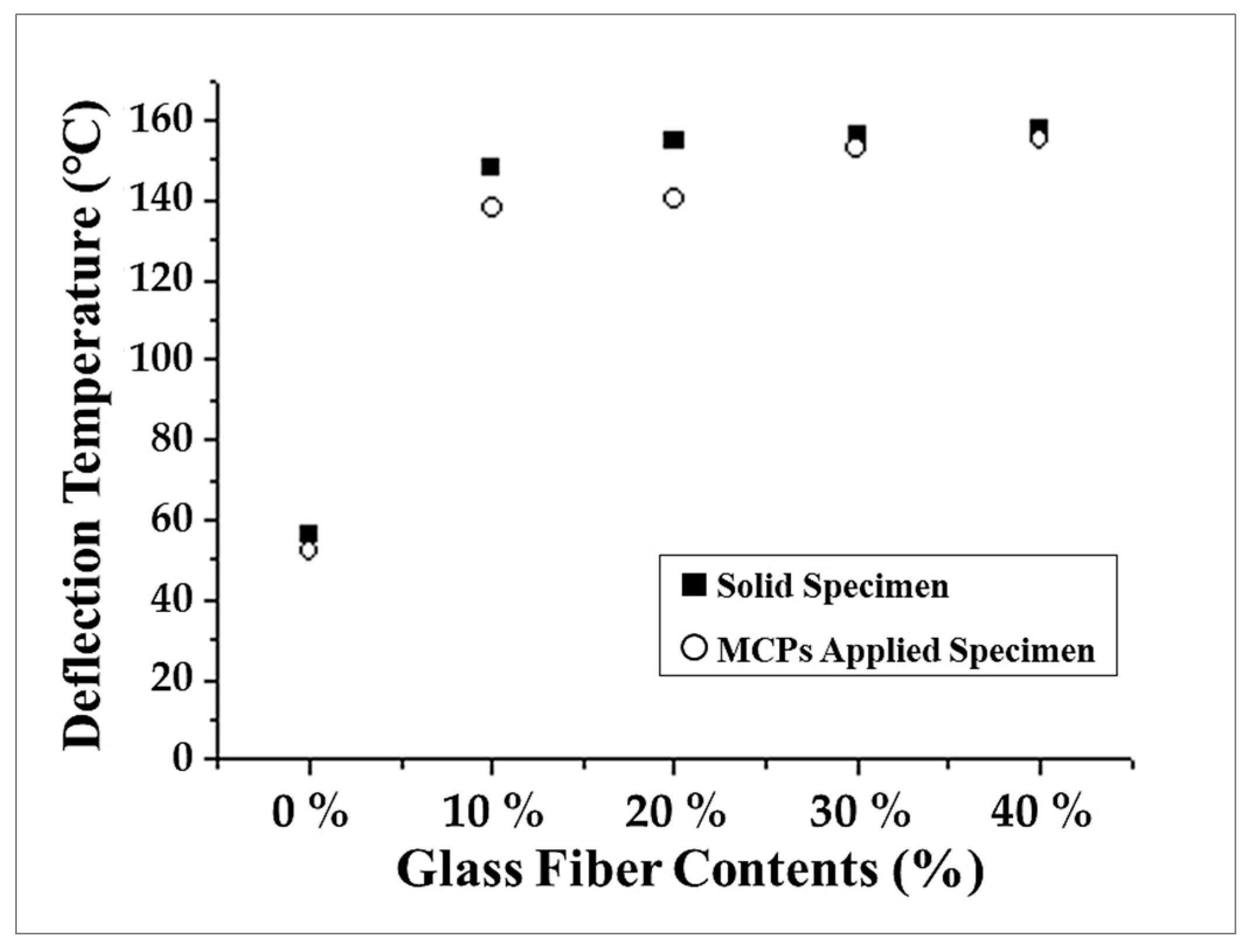
2.7. Deflection Temperature
3. Results and Discussion
3.1. Warpage Reduction of MCP-Applied Glass Fiber Reinforced Plastic
3.2. Shrinkage
3.3. Cell Morphology
3.4. Fiber Orientation
3.5. Mechanical Properties
3.6. Deflection Temperature
4. Conclusions
Author Contributions
Conflicts of Interest
References
- Arsad, A.; Rahmat, A.R.; Hassan, A.; Iskandar, S.N. Mechanical and rheological properties of PA6/ABS blends—With and without short glass fiber. J. Reinf. Plast. Compos. 2010, 29, 2808–2820. [Google Scholar] [CrossRef]
- Sikló, B.; Cameron, K.; Kovács, J.G. Deformation analysis of short glass fiber-reinforced polypropylene injection-molded plastic parts. J. Reinf. Plast. Compos. 2011, 30, 1367–1372. [Google Scholar] [CrossRef]
- DePolo, W.S.; Baird, D.G. Flow-Induced Warpage of Injection-Molded TLCP Fiber-Reinforced Polypropylene Composites. Polym. Compos. 2006, 27, 239–248. [Google Scholar] [CrossRef]
- Oh, H.J.; Lee, D.J.; Lee, C.G.; Jo, K.Y.; Lee, D.H.; Song, Y.S.; Youn, J.R. Warpage analysis of a micro-molded parts prepared with liquid crystalline polymer based composites. Compos. Part A Appl. Sci. Manuf. 2013, 53, 35–45. [Google Scholar] [CrossRef]
- Zheng, R.; Kennedy, P.; Phan-Thien, N.; Fan, X.J. Thermoviscoelastic simulation of thermally and pressure-induced stresses in injection moulding for the prediction of shrinkage and warpage for fibre-reinforced thermoplastics. J. Non-Newton. Fluid Mech. 1999, 84, 159–190. [Google Scholar] [CrossRef]
- Choi, D.S.; Im, Y.T. Prediction of shrinkage and warpage in consideration of residual stress in integrated simulation of injection molding. Compos. Struct. 1999, 47, 655–665. [Google Scholar] [CrossRef]
- Kmetty, Á.; Bárány, T.; Karger-Kocsis, J. Injection moulded all-polypropylene composites composed of polypropylene fibre and polypropylene based thermoplastic elastomer. Compos. Sci. Technol. 2012, 73, 72–80. [Google Scholar] [CrossRef]
- Cha, S.W. A Microcellular Foaming/Forming Process Performed at Ambient Temperature and a Super Microcellular Foaming Process. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1994. [Google Scholar]
- Moon, Y.; Cha, S.W.; Seo, J.H. Bubble nucleation and growth in microcellular injection molding processes. Polym. Plast. Technol. Eng. 2008, 47, 420–426. [Google Scholar] [CrossRef]
- Seo, J.H.; Ohm, W.S.; Cho, S.H.; Cha, S.W. Effects of repeated microcellular foaming process on cell morphology and foaming ratio of microcellular plastics. Polym. Plast. Technol. Eng. 2011, 50, 588–592. [Google Scholar] [CrossRef]
- Ameli, A.; Jahani, D.; Nofar, M.; Jung, P.U.; Park, C.B. Development of high void fraction polylactide composite foams using injection molding: Mechanical and thermal insulation properties. Compos. Sci. Technol. 2014, 90, 88–95. [Google Scholar] [CrossRef]
- Gómez-Monterde, J.; Sánchez-Soto, M.; Maspoch, M.L. Microcellular PP/GF composites: Morphological, mechanical and fracture characterization. Compos. Part A Appl. Sci. Manuf. 2018, 104, 1–13. [Google Scholar] [CrossRef]
- Li, J.; Chen, Z.; Wang, X.; Liu, T.; Zhou, Y.; Luo, S. Cell morphology and mechanical properties of microcellular mucell® injection molded polyetherimide and polyetherimide/fillers composite foams. J. Appl. Polym. Sci. 2013, 130, 4171–4181. [Google Scholar] [CrossRef]
- Jian, W.; Dongjie, C. Microcellular polypropylene single-polymer composites prepared by insert-microcellular injection molding. Compos. Part A Appl. Sci. Manuf. 2016, 90, 567–576. [Google Scholar]
- Chen, S.C.; Yang, J.P.; Hwang, J.S.; Chung, M.H. Effects of process conditions on the mechanical properties of microcellular injection molded polycarbonate parts. J. Reinf. Plast. Compos. 2008, 27, 153–165. [Google Scholar] [CrossRef]
- Baek, S.J.; Kim, S.Y.; Lee, S.H.; Youn, J.R.; Lee, S.H. Effect of processing conditions on warpage of film insert molded parts. Fibers Polym. 2008, 9, 747–754. [Google Scholar] [CrossRef]
- Kramschuster, A.; Cavitt, R.; Ermer, D.; Chen, Z.; Turng, L.S. Quantitative study of shrinkage and warpage behavior for microcellular and conventional injection molding. Polym. Eng. Sci. 2005, 45, 1408–1418. [Google Scholar] [CrossRef]
- Jonathan, J.H.P. Injection Foam Molding on Glass-Fiber Reinforced Polypropylene. Bachelor’s Thesis, University of Toronto, Toronto, ON, Canada, 2009. [Google Scholar]
- Sadabadi, H.; Ghasemi, M. Effects of some injection molding process parameters on fiber orientation tensor of short glass fiber polystyrene composites (SGF/PS). J. Reinf. Plast. Compos. 2007, 26, 1729–1741. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Kirschling, H.; Rohleder, M.; Chate, A. Correlation between injection moulding processing parameters and mechanical properties of microcellular polycarbonate. J. Cell. Plast. 2012, 48, 301–340. [Google Scholar] [CrossRef]
- Lin, G.; Zhang, X.J.; Liu, L.; Zhang, J.C.; Chen, Q.M.; Zhang, L.Q. Study on microstructure and mechanical properties relationship of short fibers/rubber foam composites. Eur. Polym. J. 2004, 40, 1733–1742. [Google Scholar] [CrossRef]
- Wang, J.; Sui, X.; Zhao, L. Based on HsCAE3D of analysis on plastic molding products in shrinkage and warpage. Key Eng. Mater. 2013, 546, 142–146. [Google Scholar] [CrossRef]
- Kim, E.G.; Park, J.K.; Jo, S.H. A study on fiber orientation during the injection molding of fiber-reinforced polymeric composites: (Comparison between image processing results and numerical simulation). J. Mater. Process. Technol. 2001, 111, 225–232. [Google Scholar] [CrossRef]
- Jackson, W.C.; Advani, S.G.; Tucker, C.L. Predicting the orientation of short fibers in thin compression moldings. J. Compos. Mater. 1986, 20, 539–557. [Google Scholar] [CrossRef]
- ASTM Standard D265. Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM Standard D638. Standard Test Method for Tensile Properties of Plastics; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM Standard D790. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Cho, S.H.; Cha, S.W.; Seo, J.H.; Ahn, J.H. A study on the foaming ratio and optical characteristics of microcellular foamed plastics produced by a repetitive foaming process. Int. J. Precis. Eng. Manuf. 2013, 14, 1147–1152. [Google Scholar] [CrossRef]
- Atalla, Y.; Fu, J.; Atalla, N.; Naguib, H.E. Study of the effects of processing parameters on the sound absorption of open-cell microcellular polymeric foams. Noise Control Eng. 2010, 58, 18–26. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Value | ||||
|---|---|---|---|---|---|
| Glass Fiber Content (%) | 0% | 10% | 20% | 30% | |
| d0 (g/cm3) | Solid | 0.91 | 0.97 | 1.02 | 1.09 |
| d1 (g/cm3) | A | 0.86 | 0.92 | 0.97 | 1.04 |
| B | 0.82 | 0.87 | 0.92 | 0.98 | |
| C | 0.77 | 0.82 | 0.87 | 0.93 | |
| Foaming Ratio (%) | A: 5%, B: 10%, C: 15% | ||||
| Classification | Effects | |
|---|---|---|
| Test Condition | Glass Fiber Contents (%) | 20 |
| Void Fraction Ratio (%) | 15 | |
| Cell Morphology | Cell Size (μm) | 15.4 |
| Cell Density (cells/cm3) | 3.1 × 107 | |
| Effects of Cell | Shrinkage | Cell growth: Reduced |
| Fiber Orientation | Oriented Non Oriented | |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, H.K.; Sohn, J.S.; Ryu, Y.; Kim, S.W.; Cha, S.W. Warpage Reduction of Glass Fiber Reinforced Plastic Using Microcellular Foaming Process Applied Injection Molding. Polymers 2019, 11, 360. https://doi.org/10.3390/polym11020360
Kim HK, Sohn JS, Ryu Y, Kim SW, Cha SW. Warpage Reduction of Glass Fiber Reinforced Plastic Using Microcellular Foaming Process Applied Injection Molding. Polymers. 2019; 11(2):360. https://doi.org/10.3390/polym11020360
Chicago/Turabian StyleKim, Hyun Keun, Joo Seong Sohn, Youngjae Ryu, Shin Won Kim, and Sung Woon Cha. 2019. "Warpage Reduction of Glass Fiber Reinforced Plastic Using Microcellular Foaming Process Applied Injection Molding" Polymers 11, no. 2: 360. https://doi.org/10.3390/polym11020360
APA StyleKim, H. K., Sohn, J. S., Ryu, Y., Kim, S. W., & Cha, S. W. (2019). Warpage Reduction of Glass Fiber Reinforced Plastic Using Microcellular Foaming Process Applied Injection Molding. Polymers, 11(2), 360. https://doi.org/10.3390/polym11020360