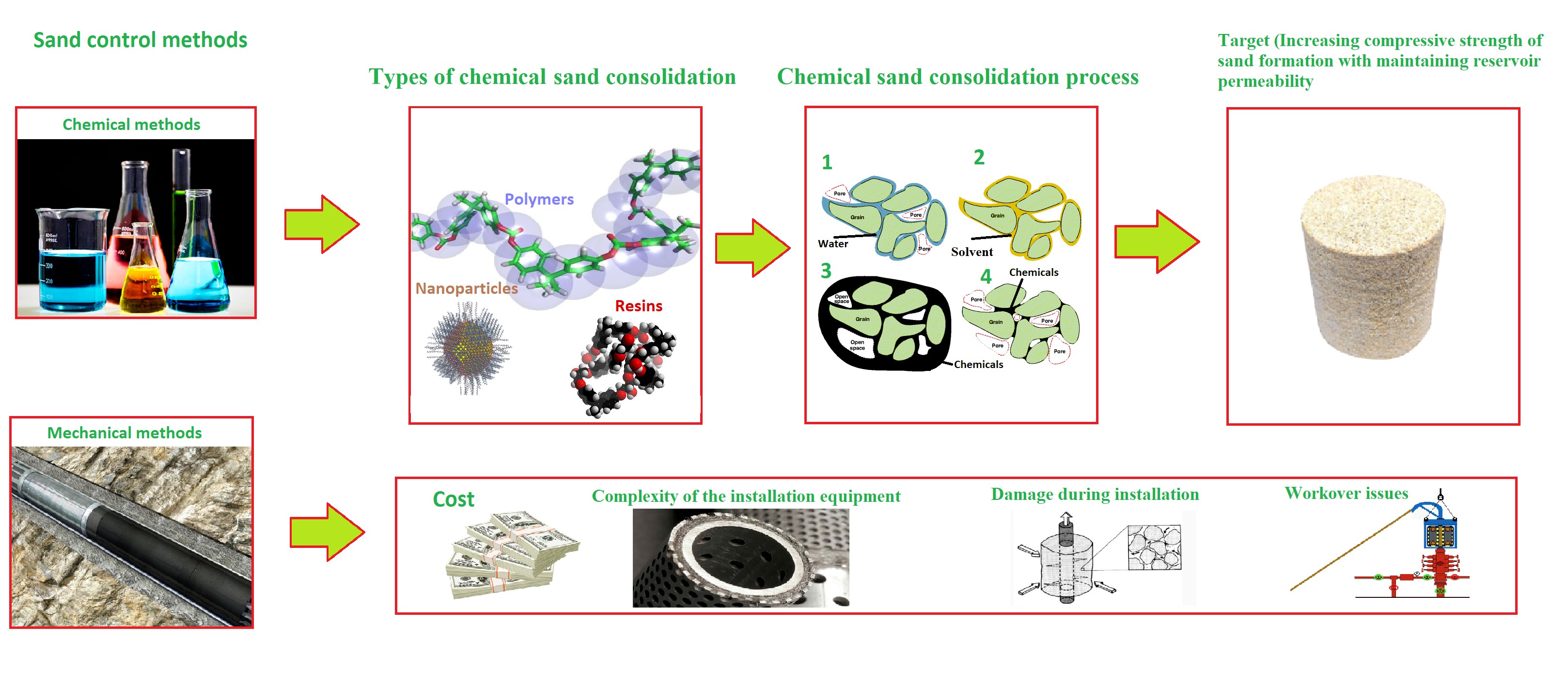
Chemical Sand Consolidation: From Polymers to Nanoparticles

 , ,
, ,
Abstract

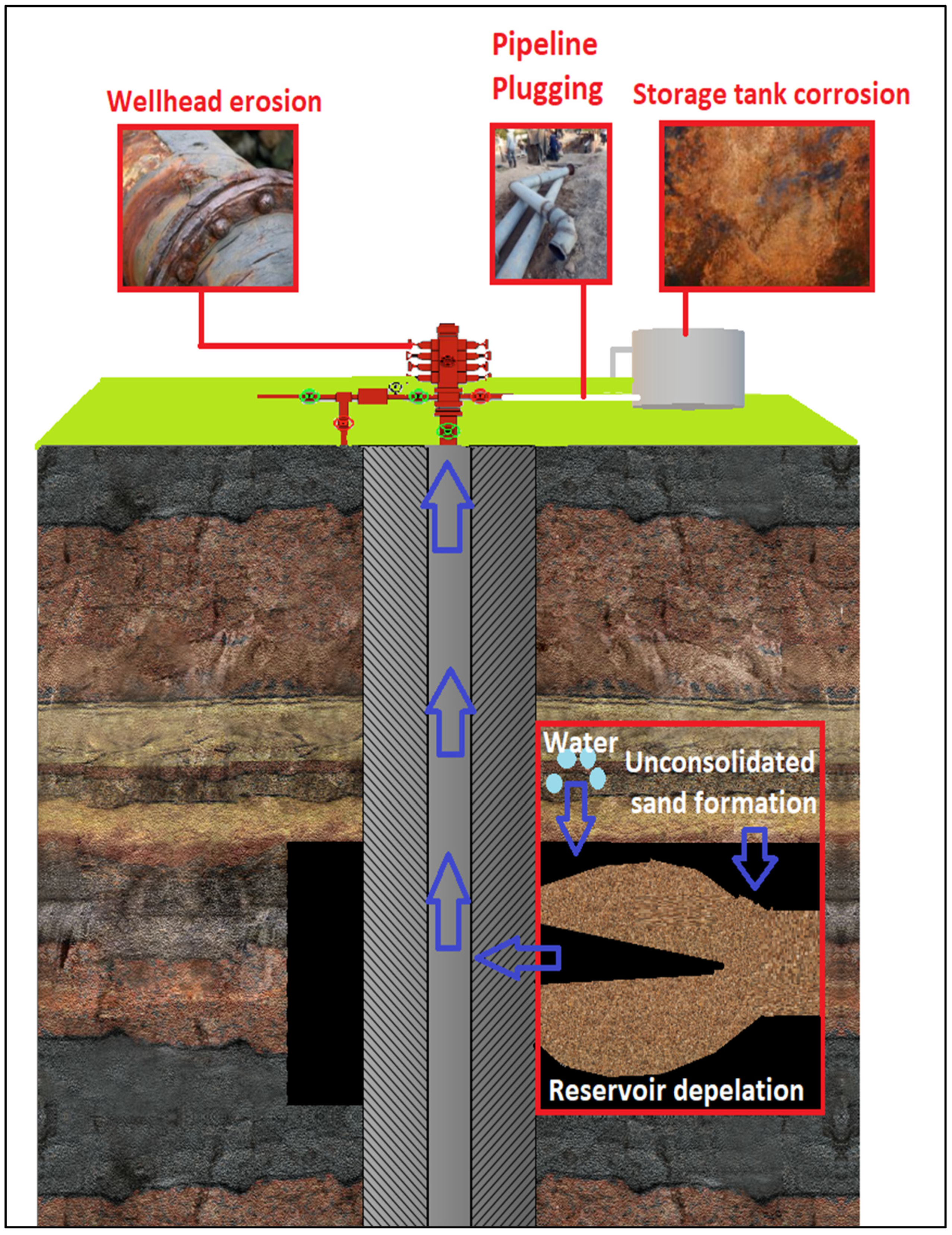
1. Introduction
2. Phenol-Formaldehyde Resin and Urea-Formaldehyde Resin
3. Furan Resin
4. Epoxy Resin
5. Amino-Aldehyde Polymer
6. Silicate Polymer
7. Oxidation and Hydrocarbon
8. Shape Memory Polymers
9. Hydrolysate or Precondensate Consolidation Agent
10. Permeability Enhancing Additive (PEA)
11. Polyurethane Resins
12. Polyacrylamide Polymer
13. Water-Based and Saline-Based
14. Nanoparticles Materials
15. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Alireza, N.; Hans, V.; Hadi, B.; Rafiqul, I. Effect of Volumetric Failure on Sand Production in Oil-Wellbores. In Proceedings of the SPE Asia Pacific Oil and Gas Conference and Exhibition, Jakarta, Indonesia, 9–11 September 2003; Society of Petroleum Engineers: Richardson, TX, USA, 2003. [Google Scholar]
- Alireza, N.; Hans, V.; Hadi, B.; Rafiqul, I. Comprehensive transient modeling of sand production in horizontal wellbores. In Proceedings of the SPE Annual Technical Conference and Exhibition, Denver, CO, USA, 5–8 October 2003. [Google Scholar]
- Kurawle, I.B.; Mahalle, N.A.; Kaul, M.; Nair, A.V.; Kulkarni, N.J. Silanol Resin consolidation system for deepwater completions and production optimisation. In Proceedings of the 8th European Formation Damage Conference, Scheveningen, The Netherlands, 27–29 May 2009. [Google Scholar]
- Ogolo, N.C.; Olafuyi, O.A.; Onyekonwu, M. Effect of Nanoparticles on Migrating Fines in Formations. In Proceedings of the SPE International Oilfield Nanotechnology Conference and Exhibition, Noordwijk, The Netherlands, 12–14 June 2012. [Google Scholar]
- Bratli, R.K.; Risnes, R. Stability and Failure of Sand Arches. Soc. Pet. Eng. J. 1981, 21, 236–248. [Google Scholar] [CrossRef]
- Ranjith, P.G.; Perera, M.S.A.; Perera, W.K.G.; Wu, B.; Choi, S.K. Effective parameters for sand production in unconsolidated formations: An experimental study. J. Pet. Sci. Eng. 2013, 105, 34–42. [Google Scholar] [CrossRef]
- Abass, H.H.; Nasr-El-Din, H.A.; BaTaweel, M.H. Sand control: Sand characterization, failure mechanisms, and completion methods. In Proceedings of the SPE Annual Technical Conference and Exhibition, San Antonio, TX, USA, 29 September–2 October 2002; Society of Petroleum Engineers: Richardson, TX, USA, 2002. [Google Scholar]
- Wei, Z.; Goehring, T.; Mioduszewski, M.; Luo, L.; Kotrba, A.; Rybarz, M.; Ellinghaus, K.; Pieszkalla, M. Failure mechanisms and modes analysis of vehicle exhaust components and systems. In Handbook of Materials Failure Analysis with Case Studies from the Aerospace and Automotive Industries; Elsevier: Amsterdam, The Netherlands, 2016; pp. 393–432. [Google Scholar]
- Han, G.; Dusseault, M.B.; Cook, J. Quantifying rock capillary strength behavior in unconsolidated sandstones. In Proceedings of the SPE/ISRM Rock Mechanics Conference, Dallas, TX, USA, 20–23 October 2002; Society of Petroleum Engineers: Richardson, TX, USA, 2002. [Google Scholar]
- Vaziri, H.; Barree, B.; Xiao, Y.; Palmer, I.; Kutas, M. What is the magic of water in producing sand? In Proceedings of the SPE Annual Technical Conference and Exhibition, San Antonio, TX, USA, 29 September–2 October 2002. [Google Scholar]
- Kotlar, H.K.; Haavind, F.; Springer, M.; Bekkelund, S.S.; Torsaeter, O. A New Concept of Chemical Sand Consolidation: From Research Idea To Field Application. In Proceedings of the SPE Annual Technical Conference and Exhibition, Dallas, TX, USA, 9–12 October 2005; Society of Petroleum Engineers: Richardson, TX, USA, 2005; p. 9. [Google Scholar]
- Dees, J.M. Method of Sand Consolidation with Resin. U.S. Patent 5,178,218, 12 January 1993. [Google Scholar]
- Marfo, S.A.; Appah, D.; Joel, O.F.; Ofori-Sarpong, G. Sand consolidation operations, challenges and remedy. In Proceedings of the SPE Nigeria Annual International Conference and Exhibition, Lagos, Nigeria, 4–6 August 2015; Society of Petroleum Engineers: Richardson, TX, USA, 2015. [Google Scholar]
- Palencia Yrausquin, E.; Liu, W.; Zhou, B.; Kamgue Lenwoue, A.R. Experimental Study on Sand Control in Unconsolidated Sandstones by Chemical Injection and Hydraulic Fracturing. In Proceedings of the 53rd US Rock Mechanics/Geomechanics Symposium; American Rock Mechanics Association, New York, NY, USA, 23–26 June 2019. [Google Scholar]
- Kotlar, H.K.; Haavind, F.; Springer, M.; Bekkelund, S.S.; Moen, A.; Torsaeter, O. Encouraging Results With a New Environmentally Acceptable, Oil-Soluble Chemical for Sand Consolidation: From Laboratory Experiments to Field Application. In Proceedings of the SPE International Symposium and Exhibition on Formation Damage Control, Lafayette, LA, USA, 15–17 February 2006. [Google Scholar]
- Ikporo, B.; Sylvester, O. Effect of sand invasion on oil well production: A case study of Garon field in the Niger Delta. Int. J. Eng. Sci. 2015, 4, 64–72. [Google Scholar]
- Aggour, M.A.; Abu Khamsin, S.A.; Osman, E.-S.A. A New method of Sand Control: The Process and Its First Field Implementation. In Proceedings of the SPE/IADC Middle East Drilling and Technology Conference, Amsterdam, The Netherlands, 20–22 February 2007; Society of Petroleum Engineers: Richardson, TX, USA, 2007. [Google Scholar]
- Kotlar, H.K.; Moen, A.; Haavind, F.; Strom, S. Field Eperience With Chemical Sand Consolidation as a Remedial Sand Control Option. In Proceedings of the Offshore Technology Conference, Houston, TX, USA, 5 May 2008. [Google Scholar]
- Nguyen, P.D.; Rickman, R.D. Methods of Enhancing Uniform Placement of a Resin in a Subterranean Formation. U.S. Patent 7,500,521, 10 March 2009. [Google Scholar]
- Harrisberger, W.H.; Coulter, A.W.; Gurley, D.G. Application of Recent Advances in the Mechanics of Sand Consolidation. In Proceedings of the Fall Meeting of the Society of Petroleum Engineers of AIME, New Orlians, LA, USA, 3–6 October 1971; p. 6. [Google Scholar]
- Friedman, R.H.; Surles, B.W.; Fader, P.D. Sand Consolidation Methods. U.S. Patent 4,903,770, 27 February 1990. [Google Scholar]
- Tronvoll, J.; Skj, A.; Papamichos, E. Sand production: Mechanical failure or hydrodynamic erosion? Int. J. Rock Mech. Min. Sci. 1997, 34, 291.e1–291.e17. [Google Scholar] [CrossRef]
- Skj, A.; Stavropoulou, M.; Vardoulakis, I.; Tronvoll, J. Hydrodynamic erosion; A potential mechanism of sand production in weak sandstones. Int. J. Rock Mech. Min. Sci. 1997, 34, 292.e1–292.e18. [Google Scholar]
- Liu, J.; Bai, Y.; Li, D.; Wang, Q.; Qian, W.; Wang, Y.; Kanungo, D.; Wei, J. An Experimental Study on the Shear Behaviors of Polymer-Sand Composite Materials after Immersion. Polymers 2018, 10, 924. [Google Scholar] [CrossRef]
- Carrejo, N.; Horner, D.N.; Johnson, M.H. Shape Memory Polymer as a Sand Management Alternative to Gravel Packing. In Proceedings of the Canadian Unconventional Resources Conference, Calgary, AB, Canada, 15–17 November 2011. [Google Scholar]
- Liu, J.; Chen, Z.; Song, Z.; Bai, Y.; Qian, W.; Wei, J.; Kanungo, D.P. Tensile behavior of polyurethane organic polymer and polypropylene fiber-reinforced sand. Polymers 2018, 10, 499. [Google Scholar] [CrossRef]
- Gardziella, A.; Pilato, L.A.; Knop, A. Phenolic Resins: Chemistry, Applications, Standardization, Safety and Ecology; Springer: Berlin/Heidelberg, Germany, 2000; ISBN 978-3-642-08484-3. [Google Scholar]
- Fink, J.K. Reactive Polymers: Fundamentals and Applications: A Concise Guide to Industrial Polymers; William Andrew: Norwich, NY, USA, 2017; ISBN 0128145102. [Google Scholar]
- Luo, J.; Zhang, J.; Gao, Q.; Mao, A.; Li, J. Toughening and Enhancing Melamine–Urea–Formaldehyde Resin Properties via in situ Polymerization of Dialdehyde Starch and Microphase Separation. Polymers 2019, 11, 1167. [Google Scholar] [CrossRef]
- Spain, H.H. Sand Consolidation with Base-catalyzed Plastic. In Proceedings of the Drilling and Production Practice, New York, NY, USA, 1 January 1962; American Petroleum Institute: Washington, DC, USA, 1962. [Google Scholar]
- Sanfilippo, F.; Brignoli, M.; Giacca, D.; Santarelli, F.J. Sand Production: From Prediction to Management. In Proceedings of the SPE European Formation Damage Conference, Haque, The Netherlands, 2–3 June 1997; p. 10. [Google Scholar]
- Talaghat, M.R.; Esmaeilzadeh, F.; Mowla, D. Sand production control by chemical consolidation. J. Pet. Sci. Eng. 2009, 67, 34–40. [Google Scholar] [CrossRef]
- Mishra, S.; Ojha, K. Application of an improvised inorganic–organic chemical mixture to consolidate loose sand formations in oil fields. J. Pet. Sci. Eng. 2016, 137, 1–9. [Google Scholar] [CrossRef]
- Mahmud, H.B.; Van Hong, L.; Lestariono, Y. Sand production: A smart control framework for risk mitigation. Petroleum 2019, 6, 1–13. [Google Scholar] [CrossRef]
- Brady, G.S.; Clauser, H.R.; Vaccari, J.A. Materials HAndbook: An Encyclopedia for Managers, Technical Professionals, Purchasing and Production Managers, Technicians and Supervisors; McGraw Hilla: New York, NY, USA, 1997; ISBN 0070070849. [Google Scholar]
- Mishra, S.; Ojha, K. Chemical Sand Consolidation: An Overview. J. Pet. Eng. Technol. 2015, 5, 21–34. [Google Scholar]
- Gandini, A.; Belgacem, M.N. Furans in polymer chemistry. Prog. Polym. Sci. 1997, 22, 1203–1379. [Google Scholar] [CrossRef]
- Schmitt, C.R. Polyfurfuryl alcohol resins. Polym.-Plast. Technol. Eng. 1974, 3, 121–158. [Google Scholar] [CrossRef]
- Young, B.M. An Improved Sand Consolidation Process with Clay Conditioning; Society of Petroleum Engineers: Richardson, TX, USA, 1965; p. 57. Available online: https://www.onepetro.org/general/SPE-1339-MS (accessed on 26 April 2020).
- Young, B.M. Method of improving strength and stability of sand consolidations made with resin systems. U.S. Patent 3,625,287,A, 3 February 1971. [Google Scholar]
- Young, B.M. Methods and Compositions for Consolidating Solids in Subterranean Zones. U.S. Patent 4,669,543, 2 Junuary 1987. [Google Scholar]
- Fader, P.D.; Surles, B.W.; Shotts, N.J.; Littlefield, B.A. New Low-Cost Resin System for Sand and Water Control. In Proceedings of the SPE Western Regional Meeting, Bakersfield, CA, USA, 30 March–1 April 1992; p. 6. [Google Scholar]
- Parlar, M.; Ali, S.A.; Hoss, R.; Wagner, D.J.; King, L.; Zeiler, C.; Thomas, R. New Chemistry and Improved Placement Practices Enhance Resin Consolidation: Case Histories from the Gulf of Mexico. In Proceedings of the SPE Formation Damage Control Conference, Richardson, TX, USA, 25–27 March 1998; Society of Petroleum Engineers: Richardson, TX, USA, 1998. [Google Scholar]
- Todd, B.L.; Slabaugh, B.F.; Powell, R.J.; Yaritz, J.G. Resin composition and methods of consolidating particulate solids in wells with or without closure pressure. U.S. Patent 6,311,773, 6 November 2001. [Google Scholar]
- Appah, D. Sand Consolidation Experience in the Niger Delta. J.—Inst. Eng. India Part Ch Chem. Eng. Div. 2003, 84, 1–4. [Google Scholar]
- Nguyen, P.D. Methods of Completing Wells in Unconsolidated Formations. U.S. Patent 6,776,236, 17 August 2004. [Google Scholar]
- Wang, R.-M.; Zheng, S.-R.; Zheng, Y.G. Polymer Matrix Composites and Technology; Elsevier: Amsterdam, The Netherlands, 2011; ISBN 0857092227. [Google Scholar]
- May, C. Epoxy Resins: Chemistry and Technology; CRC Press & Routledge: Boca Raton, FL, USA, 2018; ISBN 1351449958. [Google Scholar]
- Hakiki, F.; Salam, D.D.; Akbari, A.; Nuraeni, N.; Aditya, W.; Siregar, S. Is Epoxy-Based Polymer Suitable for Water Shut-Off Application? In Proceedings of the SPE/IATMI Asia Pacific Oil & Gas Conference and Exhibition; Nusa Dua, Bali, Indonesia, 20–22 October 2015; Society of Petroleum Engineers: Richardson, TX, USA, 2015. [Google Scholar]
- Tavakoli, S.M. An Assessment of Skin Sensitisation by the Use of Epoxy Resin in the Construction Industry; HSE Books: Bootle, UK, 2003; ISBN 071762675X. [Google Scholar]
- Broughton, W. Assessing the moisture resistance of adhesives for marine environments. In Adhesives in Marine Engineering; Elsevier: Amsterdam, The Netherlands, 2012; pp. 155–186. [Google Scholar]
- Penberthy, W.L., Jr.; Shaughnessy, C.M.; Gruesbeck, C.; Salathiel, W.M. Sand consolidation preflush dynamics. J. Pet. Technol. 1978, 30, 845–850. [Google Scholar] [CrossRef]
- Dees, J.M.; Begnaud, W.J.; Sahr, N.L. Sand Control with Resin and Explosive. U.S. Patent 5,145,013, 8 Sepetember 1992. [Google Scholar]
- Dees, J.M. Sand control in wells with gas generator and resin. U.S. Patent 5,101,900, 7 April 1992. [Google Scholar]
- Dewprashad, B.; Weaver, J.D.; Besler, M.; Bennett, B.J.; Wardall, T.; van Batenburg, D. Epoxy Resin Consolidation System Improves Worker Safety, Chemical Compatibility, and Performance. In Proceedings of the SPE European Formation Damage Conference, The Hague, The Netherlands, 2–3 June 1997; Society of Petroleum Engineers: Richardson, TX, USA, 1997. [Google Scholar]
- Chaloupka, V.; Riyanto, L.; Tran, Q.; Rayne, A.S.; Haekal, M.; Kristanto, T. Remedial Sand Consolidation: Case Study from Mahakam Delta, Indonesia. In Proceedings of the SPE International Symposium and Exhibition on Formation Damage Control, Lafayette, LA, USA, 10–12 February 2010; Society of Petroleum Engineers: Richardson, TX, USA, 2010. [Google Scholar]
- Riyanto, L.; Saleh, M.; Goh, K.; Ambrose, J.; Kristanto, T.; Hong, C.Y. Novel Aqueous-Based Consolidation Restores Sand Control and Well Productivity: Case History from East Malaysia. In Proceedings of the SPE International Conference and Exhibition on Formation Damage Control, Lafayette, LA, USA, 24–26 February 2016; p. 12. [Google Scholar]
- Hadi, A.N.; Setiadi, R.; Agus Yasa, I.; Setyo Handoko, B.; Nursyirwan, A. Unlocking Potential of Handil Shallow Oil Reservoir by Using Resin Sand Consolidation Technique. In Proceedings of the SPE/IATMI Asia Pacific Oil & Gas Conference and Exhibition, Bali, Indonesia, 29–31 October 2019; Society of Petroleum Engineers: Richardson, TX, USA, 2019. [Google Scholar]
- Alanqari, K.; Al-Yami, A.; Wagle, V.; Al-Jubran, M. Innovative Epoxy Resin Formulation. In Proceedings of the International Petroleum Technology Conference, Beijing, China, 13–15 January 2019. [Google Scholar]
- Al-Mulhem, A.A. Consolidated Material to Equalize Fluid Flow into a Wellbore. U.S. Patent 10,513,915, 24 December 2019. [Google Scholar]
- Eluru, S.; Salla, R. Sugar Based Epoxy Resins with Enhanced Properties for Sand Consolidation in Subterranean Formations. U.S. Patent 10,550,317, 4 February 2020. [Google Scholar]
- Li, S.; Wu, Q.; Zhu, H.; Lin, Q.; Wang, C. Impact resistance enhancement by adding core-shell particle to epoxy resin modified with hyperbranched polymer. Polymers 2017, 9, 684. [Google Scholar] [CrossRef]
- Yu, S.; Lee, W.; Seo, B.; Lim, C.-S. Synthesis of Benzene Tetracarboxamide Polyamine and Its Effect on Epoxy Resin Properties. Polymers 2018, 10, 782. [Google Scholar] [CrossRef]
- Ivanov, Y.; Cheshkov, V.; Natova, M. Polymer Composite Materials—Interface Phenomena & Processes; Springer Science & Business Media: Berlin, Germany, 2001; Volume 90, ISBN 0792370082. [Google Scholar]
- Larsen, T.; Lioliou, M.G.; Josang, L.O.; Ostvold, T. Quasi Natural Consolidation of Poorly Consolidated Oil Field Reservoirs. In Proceedings of the SPE International Oilfield Scale Symposium, Aberdeen, UK, 31 May–1 June 2006; p. 10. [Google Scholar]
- lahalih, S.M.; Ghloum, E.F. Polymer Compositions for Sand Consolidation in Oil Wells. In Proceedings of the SPE Production and Operations Conference and Exhibition, Tunis, Tunisia, 8–10 June 2010; p. 13. [Google Scholar]
- Mishra, S.; Ojha, K. Nanoparticle induced chemical system for consolidating loosely bound sand formations in oil fields. J. Pet. Sci. Eng. 2016, 147, 15–23. [Google Scholar] [CrossRef]
- Drage, T.C.; Arenillas, A.; Smith, K.M.; Pevida, C.; Piippo, S.; Snape, C.E. Preparation of carbon dioxide adsorbents from the chemical activation of urea–formaldehyde and melamine–formaldehyde resins. Fuel 2007, 86, 22–31. [Google Scholar] [CrossRef]
- Shang, X.; Bai, Y.; Wang, Z.; Wang, Q.; Dong, C. A novel chemical-consolidation sand control composition: Foam amino resin system. e-Polymers 2019, 19, 1–8. [Google Scholar] [CrossRef]
- Pandey, C.K.; Agarwal, A.; Baronia, A.; Singh, N. Toxicity of ingested formalin and its management. Hum. Exp. Toxicol. 2000, 19, 360–366. [Google Scholar] [CrossRef] [PubMed]
- Greenwood, N.N.; Earnshaw, A. Chemistry of the Elements; Elsevier: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Marsmann, H.C.; Bertling, E.; Seifert, M. Organic silicate ring systems. Phosphorus Sulfur Silicon Relat. Elem. 1992, 64, 33–38. [Google Scholar] [CrossRef]
- Kirk, R.E.; Othmer, D.F.; Mann, C.A. Encyclopedia of Chemical Technology. Vol. II. J. Phys. Chem. 1949, 53, 591. [Google Scholar] [CrossRef]
- Anthony, D.R. Sand Consolidation with Organic Silicate. U.S. Patent 4,417,623, 29 November 1983. [Google Scholar]
- Shu, P. Consolidation Agent and Method. U.S. Patent 5,362,318, 8 November 1994. [Google Scholar]
- Dwivedi, K.S.; Singh, K. Use of sodium silicate–hydrochloric acid as water shutoff system. In Proceedings of the Petrotech–95, New Delhi, Technology Trends in Petroleum Industry, Vigyan Bhawan, New Delhi, 9–12 January 1995; pp. 613–616. [Google Scholar]
- Cobianco, S.; Lezzi, A.; Massara, E.P.; Pitoni, E. Dirty Sand Consolidation Technology for Gas Wells. In Proceedings of the SPE International Symposium on Oilfield Chemistry, Houston, TX, USA, 16–19 February 1999; p. 10. [Google Scholar]
- Schimmel, G.; Kotzian, M.; Tapper, A.; Wingefeld, G. Process for the preparation of sodium silicates. U.S. Patent 5,268,156, 7 December 1993. [Google Scholar]
- Burger, J.G. Chemical aspects of in-situ combustion-heat of combustion and kinetics. Soc. Pet. Eng. J. 1972, 12, 410–422. [Google Scholar] [CrossRef]
- Jennings, A.R.; Sprunt, E.S.; Timmer, R.S. Method of Sand Consolidation. U.S. Patent 5,363,917, 15 November 1994. [Google Scholar]
- Shu, W.R. Method for Initiating an Oxygen Driven in-situ Combustion Process. U.S. Patent 4,474,237, 2 October 1984. [Google Scholar]
- Barclay, H.A.; Nichols, D.P. Subsurface Igniter. U.S. Patent 2,771,140, 20 November 1956. [Google Scholar]
- Aggour, M.A.; Osman, E.-S.A.; Abu-Khamsin, S.A. In-Situ Sand Consolidation by Low-Temperature Oxidation. In Proceedings of the SPE Annual Technical Conference and Exhibition, Denver, CO, USA, 6–9 October 1996; p. 10. [Google Scholar]
- Osman, E.A.; Aggour, M.A.; Abu-Khamsin, S.A. In-situ sand consolidation by low-temperature oxidation. SPE Prod. Facil. 2000, 15, 42–49. [Google Scholar] [CrossRef]
- Aggour, M.A.; Abu-Khamsin, S.A.; Osman, E.A. Development of a New Sand Control Technique—Phase I: Laboratory Development. In Proceedings of the SPE Annual Technical Conference and Exhibition, Dallas, TX, USA, 1–4 October 2000; p. 12. [Google Scholar]
- Khamatnurova, T.V. Thiol-Ene Based Resin System for Sand Consolidation and Methods using Thereof. U.S. Patent 10,533,125, 14 January 2020. [Google Scholar]
- Pretsch, T. Review on the functional determinants and durability of shape memory polymers. Polymers 2010, 2, 120–158. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Keki, S. Review of progress in shape memory epoxies and their composites. Polymers 2018, 10, 34. [Google Scholar] [CrossRef]
- Diaz Lantada, A. Systematic development strategy for smart devices based on shape-memory polymers. Polymers 2017, 9, 496. [Google Scholar] [CrossRef]
- Wang, X.; Osunjaye, G. Advancement in Openhole Sand Control Applications Using Shape Memory Polymer. In Proceedings of the SPE Annual Technical Conference and Exhibition, Dubai, UAE, 26–28 September 2016; Society of Petroleum Engineers: Richardson, TX, USA, 2016. [Google Scholar]
- Yin Leung, H.; Fuxa, J.; Di Pietro, M.; Di Giampaolo, P.; Fusilli, A.; Bartosek, M.; Sabatino, L.M.F.; Ferrara, G.; Ripa, G.; Maccarini, G.R. Shape Memory Polymer: Validation of Lab Testing Protocol for Field Application Design-a Case History. In Proceedings of the Offshore Mediterranean Conference and Exhibition, Ravenna, Italy, 27–29 March 2019. [Google Scholar]
- Fuxa, J.; Di Giampaolo, P.; Ferrara, G.; Di Pietro, M.; Sportelli, M.; Ripa, G.; Di Campli, A. Shaped Memory Polymer: An Innovative Approach to Sand Control Open Hole Completion in Thin, Multilayered, Depleted Low Permeability Gas Reservoirs. In Proceedings of the International Petroleum Technology Conference, Ravenna, Italy, 27–29 March 2019. [Google Scholar]
- Liu, C.; Qin, H.; Mather, P.T. Review of progress in shape-memory polymers. J. Mater. Chem. 2007, 17, 1543–1558. [Google Scholar] [CrossRef]
- Backer, M.W.; Chaussee, T.; Debever, O.; Grofils, S. Hydrolysable Silanes. U.S. Patent 9,321,792, 26 April 2014. [Google Scholar]
- Endres, K.; Schmidt, H.; Reinhard, B. Consolidation agents and the use thereof for consolidating molded bodies and geological formations consisting of porous or particulate materials. U.S. Patent 8,163,677, 24 April 2012. [Google Scholar]
- Sterman, S.; Marsden, J.G. Silane coupling agents. Ind. Eng. Chem. 1966, 58, 33–37. [Google Scholar] [CrossRef]
- Kalgaonkar, R.; Chang, F.; Ballan, A.N.A.; Abadi, A.; Tan, X. New Advancements in Mitigating Sand Production in Unconsolidated Formations. In Proceedings of the SPE Kingdom of Saudi Arabia Annual Technical Symposium and Exhibition, Dammam, Saudi Arabia, 24–27 April 2017; Society of Petroleum Engineers: Richardson, TX, USA, 2017. [Google Scholar]
- Miyagi, M.; Nitta, S.; Tsuboi, H.; Takahashi, S. Amidate Compound, Catalyst for Polyurethane Production, and Method for Producing Polyurethane Resin. U.S. Patent 16/322,209, 13 June 2019. [Google Scholar]
- Chen, Y.-C.; Tai, W. Castor oil-based polyurethane resin for low-density composites with bamboo charcoal. Polymers 2018, 10, 1100. [Google Scholar] [CrossRef] [PubMed]
- Spurlock, J.W.; Bearden, W.G.; Blenkarn, K.W. A Deformable Material for Sand Consolidation. J. Pet. Technol. 1966, 18, 306–312. [Google Scholar] [CrossRef]
- Liu, J.; Bai, Y.; Song, Z.; Lu, Y.; Qian, W.; Kanungo, D. Evaluation of strength properties of sand modified with organic polymers. Polymers 2018, 10, 287. [Google Scholar] [CrossRef] [PubMed]
- Janik, H.; Sienkiewicz, M.; Kucinska-Lipka, J. Handbook of Thermoset Plastics: 9. Polyurethanes; Elsevier Inc: Amsterdam, The Netherlands, 2013; ISBN 0128090685. [Google Scholar]
- Gedler, G. Development of polycarbonate multifunctional foams with graphene nanoplatelets. Ph.D. Thesis, Universitat Politecnica de Catalunya, Barcelona, Spain, 2016. [Google Scholar]
- Soto, M.; Sebastian, R.M.; Marquet, J. Photochemical activation of extremely weak nucleophiles: Highly fluorinated urethanes and polyurethanes from polyfluoro alcohols. J. Org. Chem. 2014, 79, 5019–5027. [Google Scholar] [CrossRef]
- Yang, C.; Yin, T.; Suo, Z. Polyacrylamide hydrogels. I. Network imperfection. J. Mech. Phys. Solids 2019, 131, 43–55. [Google Scholar] [CrossRef]
- Falk, D.O. Process for selectively plugging permeablezones in a subterranean formation. U.S. Patent 4,485,875, 4 December 1984. [Google Scholar]
- Sydansk, R.D. Acrylamide-polymer/chromium (III)-carboxylate gels for near wellbore matrix treatments. SPE Adv. Technol. Ser. 1993, 1, 146–152. [Google Scholar] [CrossRef]
- Salehi, M.B.; Moghadam, A.M.; Marandi, S.Z. Polyacrylamide hydrogel application in sand control with compressive strength testing. Pet. Sci. 2019, 16, 94–104. [Google Scholar] [CrossRef]
- Sun, W.; Long, J.; Xu, Z.; Masliyah, J.H. Study of Al (OH) 3− Polyacrylamide-Induced Pelleting Flocculation by Single Molecule Force Spectroscopy. Langmuir 2008, 24, 14015–14021. [Google Scholar] [CrossRef]
- Tahmasebpour, M.; Babaluo, A.A.; Aghjeh, M.K.R. Synthesis of zirconia nanopowders from various zirconium salts via polyacrylamide gel method. J. Eur. Ceram. Soc. 2008, 28, 773–778. [Google Scholar] [CrossRef]
- Xijun, H.; Lock, Y.P. Sustainable Energy And Environmental Technologies-Proceedings Of The Third Asia Pacific Conference; World Scientific: Singapore, 2000; ISBN 9814491578. [Google Scholar]
- Deshmukh, S.R.; Singh, R.P. Drag reduction characteristics of graft copolymers of xanthangum and polyacrylamide. J. Appl. Polym. Sci. 1986, 32, 6163–6176. [Google Scholar] [CrossRef]
- Badwaik, H.R.; Thakur, D.; Sakure, K.; Giri, T.K.; Nakhate, K.T.; Tripathi, D.K. Microwave assisted synthesis of polyacrylamide grafted guar gum and its application as flocculent for waste water treatment. Res. J. Pharm. Technol. 2014, 7, 401–407. [Google Scholar]
- Foo, I.; Bhasker, R.; Foo-Karna, A.F.-F. Successful Application of Aqueous-Based Formation Consolidation Treatment Introduced to the North Sea. In Proceedings of the SPE/ICoTA Coiled Tubing & Well Intervention Conference & Exhibition, Woodlands, TX, USA, 26–27 March 2013; Society of Petroleum Engineers: Richardson, TX, USA, 2013. [Google Scholar]
- Songire, S.; Hassan, A.; Amer, M.; Farid, S.; Luijkx, J.-M.; AbdelKhaleq, M. Successful Field Application of Aqueous-Based Formation Consolidation Treatment Implemented in Nile Delta, Egypt. In Proceedings of the SPE Saudi Arabia Section Technical Symposium and Exhibition, Al-Khobar, Saudi Arabia, 21–23 April 2015; Society of Petroleum Engineers: Richardson, TX, USA, 2014. [Google Scholar]
- Othman, A.I.; Zaki, S.B.M.; Naharindra, A.; Riyanto, L.; Yahia, Z.B.; Govinathan, K.; Kristanto, T.; Yeo, K.T. Sand consolidation case history and lessons learned from peninsular Malaysia. In Proceedings of the SPE/ICoTA Coiled Tubing and Well Intervention Conference and Exhibition, Houston, TX, USA, 21–22 March 2017; Society of Petroleum Engineers: Richardson, TX, USA, 2017. [Google Scholar]
- Reddy, B.R.; Liang, F.; Nguyen, P.D. Low-Toxicity, Polymerizable Aqueous Consolidation Compositions for Use in Subterranean Formation Consolidation Treatments. U.S. Patent 10,294,408, 21 May 2019. [Google Scholar]
- George, C.; Nguyen, D.; Patil, P. Novel Non-Damaging Hybrid System for Sand Consolidation Application. In Proceedings of the International Petroleum Technology Conference, Beijing, China, 26 March 2019. [Google Scholar]
- Huang, T.; Crews, J.B.; Willingham, J.R. Nanoparticles for formation fines fixation and improving performance of surfactant structure fluids. In Proceedings of the International petroleum technology conference; International Petroleum Technology Conference, Kuala Lumpur, Malaysia, 3–5 December 2008. [Google Scholar]
- Espin, D.; Chavez, J.C.; Ranson, A. Method for Consolidation of Sand Formations Using Nanoparticles. U.S. Patent 6,513,592, 4 February 2003. [Google Scholar]
- Kalgaonkar, A.; Fakuen, F.C. Coated Silica Particles. U.S. Patent 2,019,022,586,8, 25 July 2019. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reference | Materials | Compressive Strength(psi) | Permeability | Temperature Range (°C) |
|---|---|---|---|---|
| Spain [30] | plastic (phenol-formaldehyde) resin | 1000 | original 50% | 38–95.5 |
| Talaghat et al. [32] | a modified phenol-formaldehyde resin | 3000 | 1500 mD and 3500 mD | 29.5 and 94 |
| Mishra and Ojha [33] | Urea-formaldehyde, potassium silicate and ammonium chloride. | 1300 | 64.65% permeability retention | up to 100 |
| Advantages | Disadvantages |
|---|---|
| High tensile strength. | Decreased the permeability up to 50%. |
| Flexural modulus. | The issues of placement and reliability. |
| A high heat distortion temperature. | Short intervals injection. |
| Low water absorption. | Temperature sensitivity up to 100 °C. |
| Mold shrinkage. | Difficult to apply, [34]. |
| High surface hardness. | Multiple phases for consolidating. |
| Elongation at break. | |
| Volume resistance. | |
| A refractive index [35]. | |
| Applied in wellbore open. | |
| No need for screens and liners. | |
| Increased the compressive strength up to 3000 psi | |
| More economic than mechanical methods. | |
| Applied for multi-completion wells. | |
| Used in wells having all sizes of perforations. | |
| Control fine sand particles. | |
| No mechanical risks. | |
| No need any downhole equipment, so no rig is used, [36]. |
| Reference | Materials | Compressive Strength (psi) | Permeability | Temperature Range (°C) |
|---|---|---|---|---|
| Young [39] | a furan resin (furfuryl alcohol resin) | 3000 | - | 15.5 to 149 |
| Young [40] | UF-85 concentrate, furfuryl alcohol, urea | 1072 | - | 27, 60, 65.5, 177 |
| Young [41] | terahydrofurfuryl methacrylate and a furan resin | 1170 | - | 72 |
| Friedman et al. [21] | polymerizable monomer or oligomer | - | - | 30, 60 |
| Fader et al. [42] | a modified furan resin | 550 | permeability reduction 10% | 15.5–160 |
| Parlar et al. [43] | furan resin | 2000 | average permeability (80–85)% | 38, 66, 93, 121 |
| Todd et al. [44] | furan resin, an aminosilane resin-to-particulate | 3000 | - | 93 |
| Appah [45] | furan-phenolic resin | 3000 | - | - |
| Nguyen [46] | a furfuryl alcohol resin, furfuryl alcohol | 80–1642 | - | 27 and less than 149 |
| Advantages | Disadvantages |
|---|---|
| Good corrosion resistance to the inorganic acid. | The placement of the chemical through all perforations is critical to success, [43]. |
| Increased the compressive strength up to 3000 psi. | The low flash point of the resin |
| Good heat resistance. | High required pumps [39]. |
| Furan resins belong to thermosetting resin and could cross-link with each other and cure when heated without adding the curing agent. | Poor oxidation resistance of furan resin [47]. |
| Furan resins are good miscible with a myriad of thermosetting resins, thus a lot of products with diverse performance can be formed [47]. | The multistage process injection. |
| The solid coupling agent can be used to break separating films of viscous carrier fluid between resin coated particulate solids and the surface active agent which can be used to cause the resin composition to flow to the contact points [44]. | The weaknesses of this method are that the unfriendly material like sulfuric acid are used in the consolidation solution [21]. |
| Reference | Materials | Compressive Strength (psi) | Permeability | Temperature Range (°C) |
|---|---|---|---|---|
| Penberthy et al. [52] | an epoxy resin, a brine preflush and solvent preflush | 2000 | - | - |
| Dees et al. [53] | an epoxy resin, an explosive, a gas generator and a particulate diverting agent. | 5000 | a permeability to original 67% | 38 to 93 |
| Dees [54] | an epoxy resin and a gas generator | 7000 | a permeability to original 50% | 10 to 121 |
| Dewprashad et al. [55] | a new HT epoxy resin | 1340 | - | up to 204 |
| Chaloupka et al. [56] | a catalyzed epoxy | - | 63% regained permeability | 93–177 |
| Marfo et al. [13] | an epoxy resin | 600–700 | a permeability to original (60–90)% | 38–107 |
| Riyanto et al. [57] | epoxy resin, coupling agent, accelerator and hardener | - | - | 63 |
| Hadi et al. [58] | an epoxy resin | 614–1816 | (100–1068) md | 38.9–79.4 |
| Palencia et al. [14] | an epoxy resin | 217.21–694 | 8.15 × 10−7–1095.1 mD | 62 |
| Alanqari et al. [59] | 1- Bisphenol A/Epichorohydrin and Butyl glycidyl ether and cyclohxanedimethanol resins cured with Polyoxypropylene Diamine. 2- Diglycidylether of bisphenol-A epoxy resin. | - | - | 1- 120.5 2- 146 |
| Al-Mulhem [60] | an epoxy resin and curing agent (Expedite A& B by Halliburton Energy Services) | - | a permeability to original 70% | 90 |
| Eluru and Salla. [61] | a sugar based hardenable resin (glucofuranoside based trifunctional epoxy resin and glucofuranoside based trifunctional epoxy resin) and a hardening agent | - | - | 160 |
| Advantages | Disadvantages |
|---|---|
| This method does not effect on fluid pH and has less impact on gel breakers [55]. | High required pumps [39]. |
| The resin treatment takes adequate time to become hardened because of a lower cure rate at high temperature, so the consolidation operation can become easier to palace the resin at the target sand zone [55]. | Reduction of the original permeability up to 50%. |
| Substantial mechanical strength [62]. | The multistage process injection. |
| High resistance to heat. | Irritant to the eyes and skin [50] |
| Outstanding resistance to chemical and substantial adhesive strength [48] | |
| Capable with higher temperatures up to (215 ) [51]. | |
| Increased the compressive strength up to 7000 psi. | |
| Low cost. | |
| Effective electrical insulation. | |
| Good adhesion. | |
| High performance composites. | |
| Electronic packaging materials. | |
| Versatile processability and adhesive properties [63]. | |
| Protective coatings [62]. |
| Reference | Materials | Compressive Strength (psi) | Permeability | Temperature Range (°C) |
|---|---|---|---|---|
| Larsen et al. [65] | Quasi Natural Consolidation (QNC) Ca2+, urease and urea | 1531 | permeability decreased about 25% from the original | 25–65 |
| Lahalih and Ghloum [66] | amino-aldehyde resins | 497–1422 | - | (60, 80, 110) |
| Advantages | Disadvantages |
|---|---|
| Outstanding thermodynamic and mechanical properties. | Expensive [68]. |
| Not toxic. | Decreased the permeability up to 25%. |
| More compatible with the fluid in the formation [69]. | The issues of placement and reliability. |
| Melamine formaldehyde is stain-resistant and resistant to strong solvents and water. | Short intervals injection. |
| Applied in wellbore open. | Decreased the permeability up to 25%. |
| No need for screens and liners. | Temperature sensitivity up to 110 °C. |
| More economic than mechanical methods. | Difficult to apply, [34]. |
| Applied for multi-completion wells. | Multiple phases for consolidating. |
| Used in wells having all sizes of perforations. | Increased the compressive strength only up to 1531 psi. |
| Control fine sand particles. | Ingestion leads to kidney failure [70]. |
| No mechanical risks. | |
| No need any downhole equipment, so no rig is used, [36]. |
| Reference | Materials | Compressive Strength (psi) | Permeability | Temperature Range (°C) |
|---|---|---|---|---|
| Anthony [74] | organic silicate | - | - | - |
| Shu [75] | an aqueous silicate solution | - | - | 79.5 |
| Dwivedi and Singh [76] | sodium silicate solution | 0–398 | - | 20, 40, 60 |
| Cobianco et al. [77] | sodium silicate solution | 284–427 | a permeability retention was (70–80)% | 60 |
| Advantages | Disadvantages |
|---|---|
| Safer and less sensitive to formation and sand fluid, to avoid the problems of safety issues and the negative effect on the formation [74]. | Increased the compressive strength only up to 427 psi. |
| The retention permeability is high without given a specific value of permeability retention [75]. | The issues of placement and reliability. |
| Adding silicates decrease the viscosity of slurries. | Short intervals injection. |
| Adding silicates decrease firing time, sinter shrinkage. | Temperature sensitivity up to 79.5 °C. |
| Increases the strength of the materials. | Multiple phases for consolidating. |
| Silicates rise temperature and acid resistance [78]. |
| Reference | Materials | Compressive Strength (psi) | Permeability | Temperature Range (°C) |
|---|---|---|---|---|
| Jennings et al. [80] | oxygenated foam | 3000 | a permeability to the original 70% | 138 |
| Aggour et al. [83] | low-temperature oxidation (LTO) of crude oil | 375–1264 | a permeability loss was 22% | 100–150 |
| Aggour et al. [85] | the developed LTO | 1800–2300 | retained permeability to the original (86.4–95.5%) | 100–150 |
| Khamatnurova [86] | a long chain hydrocarbon viscosifier, a curing agent and a thiol crosslinking agent | >300 | - | 60 |
| Advantages | Disadvantages |
|---|---|
| Increased the compressive strength up to 3000 psi. | The issues of placement and reliability. |
| Applied in opened wellbore. | Short intervals injection. |
| Without screens and liners. | Temperature sensitivity up to 150 °C. |
| More economic than mechanical methods. | |
| Applied for multi-completion wells. | |
| Used in wells having all sizes of perforations. | |
| Control fine sand particles. | |
| No mechanical risks. | |
| No need any downhole equipment, so no rig is used, [36]. |
| Reference | Materials | Compressive Strength (psi) | Permeability (D) | Temperature Range (°C) |
|---|---|---|---|---|
| Carrejo et al. [25] | Shape Memory Polymer A pore throat (60–160) . Less than 44 to pass through. | - | 80 | 60 |
| Wang and Osunjaye [90] | Shape Memory Polymer | - | Over 30 | 4.4, (37.8–93.3) |
| Leung et al. [91], Fuxa et al. [92] | Shape Memory Polymer | 0.005–0.6 | 60 |
| Advantages | Disadvantages |
|---|---|
| High elastic deformation. | Stop the sand particles greater than 43 microns to control sand production. |
| Low cost. | Temperature sensitivity up to 93 °C. |
| Low density. | |
| Low biocompatibility. | |
| Low biodegradability. | |
| Capable of recovering under low deformation level [93]. |
| Reference | Materials | Compressive Strength (psi) | Permeability | Temperature (°C) |
|---|---|---|---|---|
| Endres et al. [95] | a hydrolysate | 335 | - | 150 |
| Advantages | Disadvantages |
|---|---|
| Silane coupling agents are compounds whose molecules comprise function groups that bond with organic and inorganic materials. | Increased the compressive strength only up to 335 psi. |
| Silane coupling agents are useful to improve the mechanical strength of composite materials. | The issues of placement and reliability. |
| Silane coupling agents improve adhesion. | Short intervals injection. |
| Heat resistance. | Temperature sensitivity up to 150 °C. |
| High cross-linking [96]. |
| Reference | Materials | Compressive Strength (psi) | Permeability | Temperature (°C) |
|---|---|---|---|---|
| Kalgaonkar et al. [97] | a permeability enhancing additive (PEA) | 1000 | 70% regain permeability | 90 |
| Advantages | Disadvantages |
|---|---|
| Decrease the viscosity of the resin to be easily pumping into the wellbore. | Increased the compressive strength only up to 1000 psi. |
| Can be used as the liquid phase to fill in the pore spaces of the consolidation sand formation to prevent the permeability of the formation. | Short intervals injection. |
| Easy in term of mixing procedure. | Temperature sensitivity up to 90 °C |
| Maintains the permeability. | |
| Can give a controllable curing time up to some days, so avoiding any premature setting of the resin in the wellbore [97]. |
| Reference | Materials | Compressive Strength | Permeability | Temperature (°C) |
|---|---|---|---|---|
| Spurlock et al. [100] | kerosene or diesel oil, polyurethane solution. | 161–600 psi | a permeability to original 80% | 60 |
| Liu et al. [24,101] | Poly-oxypropylene diol, poly-oxyethylene glycol, poly-caprolaclone glycol, and toluene. | Shear strength (cohesion values) (120.19, 140.28, 204.22) kPa | - | 20 |
| Advantages | Disadvantages |
|---|---|
| Important adhesion to base materials, [98,99]. | Increased the compressive strength only up to 600 psi. |
| High resistance to weathering. | The issues of placement and reliability. |
| High resistance to solvents. | Short intervals injection. |
| High resistance to mechanical damage [102]. | Temperature sensitivity up to 60 °C. |
| Elastomers, sealants and elastoplastics [103]. | Multiple phases for consolidating. |
| High performance adhesives. | |
| High amounts of crosslinking provide rigid polymers | |
| Thermosetting polymer [104]. |
| Reference | Materials | Compressive Strength | Permeability | Temperature Range (°C) |
|---|---|---|---|---|
| Falk [106] | aqueous solution comprises an acrylamide polymer | - | - | (50–100) |
| Sydansk [107] | an acrylamide-polymer | - | - | up to 127 |
| Salehi et al. [108] | polymer hydrolyzed acrylamido propyl sulfonated acid and a cross-linker chromium triacetate | 30 times the original one | - | 90 |
| Advantages | Disadvantages |
|---|---|
| Improves a sand consolidation with high compressive strength 30 times the original one. | The issues of placement and reliability. |
| Has adjustable viscosity [108]. | Short intervals injection. |
| Flocculate solids in a liquid [109]. | |
| Has thermal stability. | Multiple phases for consolidating. |
| Has good mechanical strength. | |
| Water-soluble polymer. | |
| Has high ionic conductivity [110]. | |
| Polyacrylamide polymers have effects of filming and preventing scale [111]. | |
| Polyacrylamide polymers can be cross-linked. | |
| Polyacrylamide polymers can be drag-reducing agent [112]. | |
| Polyacrylamide polymers can be water treatment agent [113]. |
| Reference | Materials | Compressive Strength (psi) | Permeability | Temperature (°C) |
|---|---|---|---|---|
| Bhasker et al. [114] | an aqueous based epoxy resin | - | regained permeability 80% | 27–113 |
| Songire et al. [115] | an aqueous based epoxy resin | - | - | - |
| Othman et al. [116] | a solvent-based epoxy resin | 1310 | regained permeability 87% | 85 |
| Shang et al. [69] | a melamine formaldehyde resin water-based | 742–911 | 932 mD to 2736 mD | 60 |
| Reddy et al. [117] | a polyvalent metal salt of a carboxylic water-based | 647 | - | 100 |
| George et al. [118] | saline-based | 200 | regained permeability 80% | - |
| Advantages | Disadvantages |
|---|---|
| Safer. | Increased the compressive strength only up to 200 psi. |
| Environmentally friendly. | Temperature sensitivity up to 113 °C. |
| Low viscos (1 cP) (i.e., requiring less pumping pressure). | |
| A value of regained permeability is (more than 80%) | |
| Applied in wellbore open. | |
| No need for screens and liners. | |
| More economic than mechanical methods [36] |
| Reference | Materials | Compressive Strength | Permeability | Temperature Range (°C) |
|---|---|---|---|---|
| Espin et al. [120] | hydroxyls and inorganic like SiO2 (1–200 nm) | Young’s Modulus 1 × 106 psi | - | - |
| Mishra and Ojha [67] | silicon dioxide nanoparticles with urea formaldehyde resin [UF] | 2000 psi | permeability losses between 4.53% and 11.56% | 60–160 |
| Kalgaonkar and Fakuen [121] | positively charged modified particles of nanosilica | hold a pressure load (700–1000) lbf | - | (24–177) |
| Advantages | Disadvantages |
|---|---|
| Nanoparticles used as a displacing fluid to dislodge formation fluids into unconsolidated formation and away from the well [120]. | Temperature sensitivity up to 177 °C. |
| Nanoparticles can form a monolayer of consolidating material across the loose sand to control the sand formation with desired permeability characteristics. The monolayer can cement the sand grains together and ensures a retained permeability through the treatment material to facilitate production of hydrocarbons. | |
| The nanoparticles materials can sigificately improve formation strength without negatively impacting the permeability and porosity [121]. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alakbari, F.S.; Mohyaldinn, M.E.; Muhsan, A.S.; Hasan, N.; Ganat, T. Chemical Sand Consolidation: From Polymers to Nanoparticles. Polymers 2020, 12, 1069. https://doi.org/10.3390/polym12051069
Alakbari FS, Mohyaldinn ME, Muhsan AS, Hasan N, Ganat T. Chemical Sand Consolidation: From Polymers to Nanoparticles. Polymers. 2020; 12(5):1069. https://doi.org/10.3390/polym12051069
Chicago/Turabian StyleAlakbari, Fahd Saeed, Mysara Eissa Mohyaldinn, Ali Samer Muhsan, Nurul Hasan, and Tarek Ganat. 2020. "Chemical Sand Consolidation: From Polymers to Nanoparticles" Polymers 12, no. 5: 1069. https://doi.org/10.3390/polym12051069
APA StyleAlakbari, F. S., Mohyaldinn, M. E., Muhsan, A. S., Hasan, N., & Ganat, T. (2020). Chemical Sand Consolidation: From Polymers to Nanoparticles. Polymers, 12(5), 1069. https://doi.org/10.3390/polym12051069