Development of Thermoplastic Starch (TPS) Including Leather Waste Fragments





Abstract
:1. Introduction
2. Materials and Methods
2.1. Material Development
2.1.1. Raw Materials Used
2.1.2. Film Production
2.2. Experimental Methods
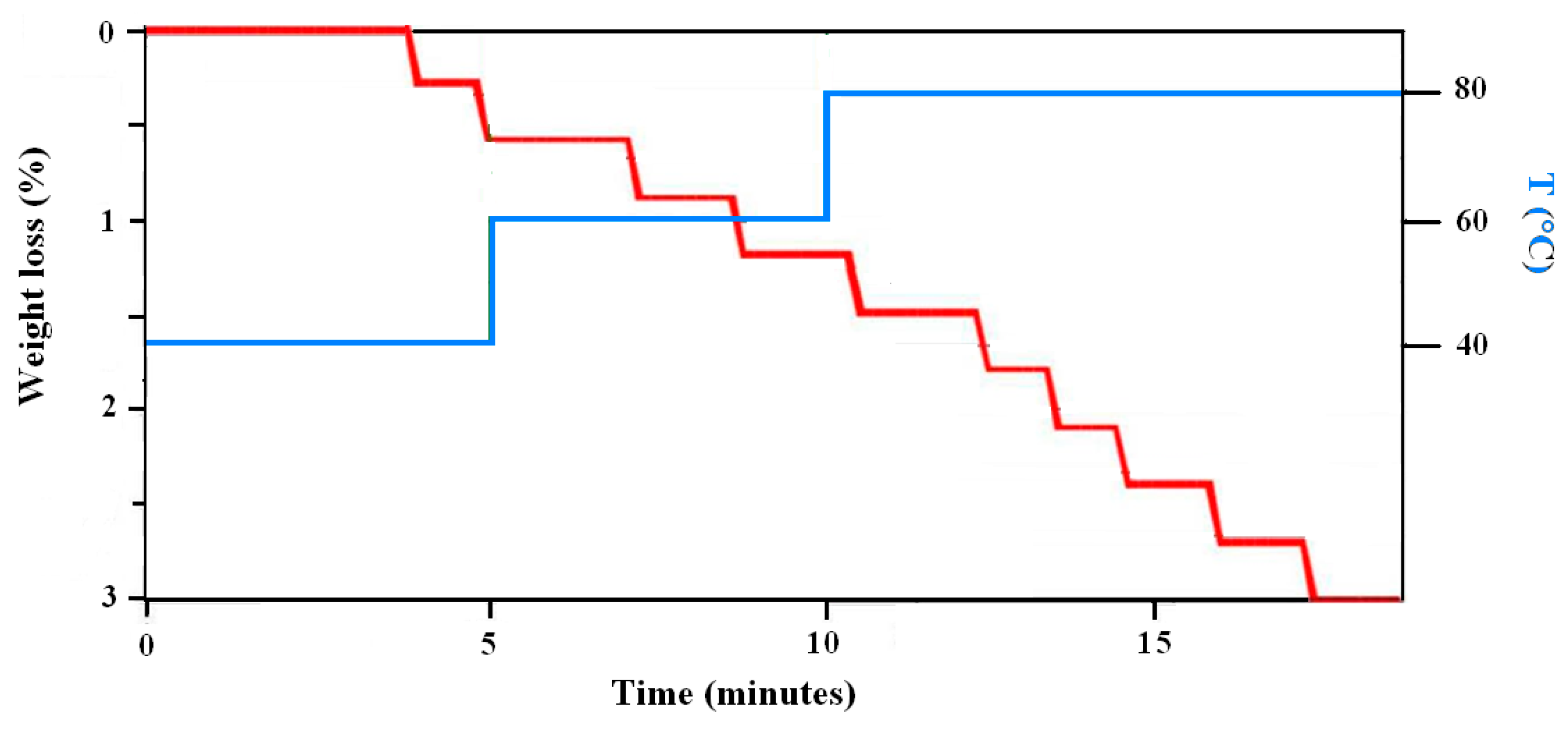
2.2.1. Ageing Tests
2.2.2. Mechanical Characterization of Films
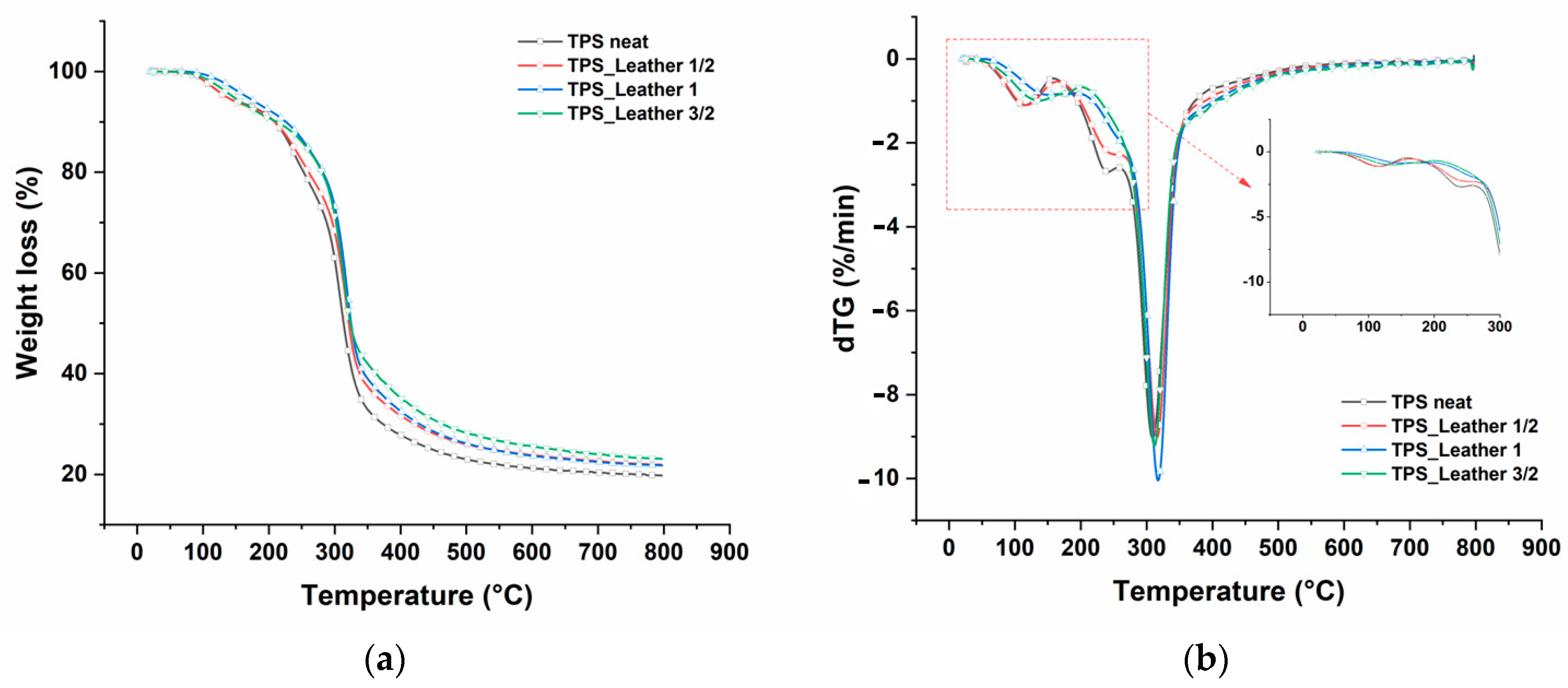
2.2.3. Thermal Characterization of Films
2.2.4. Morphological Characterization by SEM
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Covington, A.D. Modern tanning chemistry. Chem. Soc. Rev. 1997, 26, 111–126. [Google Scholar]
- Kumar, J.K.; Sinha, A.K. Resurgence of natural colourants: A holistic view. Nat. Prod. Lett. 2004, 18, 59–84. [Google Scholar] [CrossRef] [PubMed]
- Kanth, S.V.; Venba, R.; Madhan, B.; Chandrababu, N.K.; Sadulla, S. Cleaner tanning practices for tannery pollution abatement: Role of enzymes in eco-friendly vegetable tanning. J. Clean. Product. 2009, 17, 507–515. [Google Scholar] [CrossRef]
- Gil, R.R.; Ruiz, B.; Lozano, M.S.; Martín, M.J.; Fuente, E. VOCs removal by adsorption onto activated carbons from biocollagenic wastes of vegetable tanning. Chem. Eng. J. 2014, 245, 80–88. [Google Scholar] [CrossRef]
- Park, H.M.; Li, X.; Jin, C.Z.; Park, C.J.; Cho, W.J.; Chang, S.H. Preparation and properties of biodegradable thermoplastic starch/clay hybrids. Macromol. Mater. Eng. 2002, 287, 553–558. [Google Scholar]
- Scognamiglio, F.; Mirabile Gattia, D.; Roselli, G.; Persia, F.; De Angelis, U.; Santulli, C. Thermoplastic starch films added with dry nopal (Opuntia Ficus Indica) fibres. Fibers 2019, 7, 99. [Google Scholar] [CrossRef] [Green Version]
- Troiano, M.; Santulli, C.; Roselli, G.; Di Girolami, G.; Cinaglia, P.; Gkrilla, A. DIY bioplastics from peanut hulls waste in a starch-milk based matrix. FME Trans. 2018, 46, 503–512. [Google Scholar] [CrossRef]
- Galentsios, C.; Santulli, C.; Palpacelli, M. DIY bioplastic material developed from banana skin waste and aromatised for the production of bijoutry objects. J. Basic Appl. Res. Int. 2017, 23, 138–150. [Google Scholar]
- Ortega-Toro, R.; Collazo-Bigliardi, S.; Talens, P.; Chiralt, A. Influence of citric acid on the properties and stability of starch-polycaprolactone based films. J. Appl. Polym. Sci. 2015. [Google Scholar] [CrossRef]
- Zeleznak, K.J.; Hoseney, R.C. The glass transition in starch. Cereal Chem. 1987, 64, 121–124. [Google Scholar]
- Wang, K.; Wang, W.; Ye, R.; Liu, A.; Xiao, J.; Liu, Y.; Zhao, Y. Mechanical properties and solubility in water of corn starch-collagen composite films: Effect of starch type and concentrations. Food Chem. 2017, 216, 209–216. [Google Scholar] [CrossRef] [PubMed]
- Ghanbarzadeh, B.; Almasi, H.; Entezami, A.A. Improving the barrier and mechanical properties of corn starch-based edible films: Effect of citric acid and carboxymethyl cellulose. Ind. Crops Prod. 2011, 33, 229–235. [Google Scholar] [CrossRef]
- Scognamiglio, F.; Mirabile Gattia, D.; Roselli, G.; Persia, F.; De Angelis, U.; Santulli, C. Thermoplastic Starch (TPS) films added with mucilage from Opuntia Ficus Indica: Mechanical, microstructural and thermal characterization. Materials 2020, 13, 1000. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Martins, I.M.G.; Magina, S.P.; Oliveira, L.; Freire, C.S.R.; Silvestre, A.J.D.; Pascoal Neto, C.; Gandini, A. New biocomposites based on thermoplastic starch and bacterial cellulose. Compos. Sci. Technol. 2009, 69, 2163–2168. [Google Scholar] [CrossRef]
- Cyras, V.P.; Manfredi, L.B.; Ton-That, M.T.; Vázquez, A. Physical and mechanical properties of thermoplastic starch/montmorillonite nanocomposite films. Carbohydr. Polym. 2008, 73, 55–63. [Google Scholar] [CrossRef]
- Ardakani, K.M.; Navarchian, A.H.; Sadeghi, F. Optimization of mechanical properties of thermoplastic starch/clay nanocomposites. Carbohydr. Polym. 2010, 79, 547–554. [Google Scholar] [CrossRef]
- Liu, Z.Q.; Yi, X.-S.; Feng, Y. Effects of glycerin and glycerol monostearate on performance of thermoplastic starch. J. Mater. Sci. 2001, 36, 1809–1815. [Google Scholar] [CrossRef]
- Popescu, C.; Budrugeac, P.; Wortmann, F.-J.; Miu, L.; Demco, D.E.; Baias, M. Assessment of collagen-based materials which are supports of cultural and historical objects. Polym. Degrad. Stab. 2008, 93, 976–982. [Google Scholar] [CrossRef]
- Ramaraj, B. Mechanical and thermal properties of ABS and leather waste composites. J. Appl. Polym. Sci. 2006, 101, 3062–3066. [Google Scholar]
- Kaushik, A.; Singh, M.; Verma, G. Green nanocomposites based on thermoplastic starch and steam exploded cellulose nanofibrils from wheat straw. Carbohydr. Polym. 2010, 82, 337–345. [Google Scholar] [CrossRef]
- Su, F.Y.; Bushong, E.A.; Deerinck, T.J.; Seo, K.; Herrera, S.; Graeve, O.A.; Kisailus, D.; Lubarda, V.A.; Mc Kittrick, J. Spines of the porcupine fish: Structure, composition, and mechanical properties. J. Mech. Behav. Biomed. Mater. 2017, 73, 38–49. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Santulli, C.; Vita, A.; Scardecchia, S.; Forcellese, A. A material proposed for re-use of hemp shives as a waste from fiber production. Mater. Today Proceed. 2019. [Google Scholar] [CrossRef]
- Galat, A. Study of the Raman scattering and infrared absorption spectra of branched polysaccharides. Acta Biochim. Pol. 1980, 27, 135–142. [Google Scholar] [PubMed]
- Falcão, L.; Araújo, M.E.M. Tannins characterization in historic leathers by complementary analytical techniques ATR-FTIR, UV-Vis and chemical tests. J. Cult. Herit. 2013, 14, 499–508. [Google Scholar] [CrossRef]
- Shi, R.; Zhang, Z.; Liu, Q.; Han, Y.; Zhang, L.; Chen, D.; Tian, W. Characterization of citric acid/glycerol co-plasticized thermoplastic starch prepared by melt blending. Carbohydr. Polym. 2007, 69, 648–655. [Google Scholar] [CrossRef]
- Herrera Brandelero, R.P.; Grossmann, M.V.; Yamashita, F. Films of starch and poly (butylene adipate co-terephthalate) added of soybean oil (SO) and Tween 80. Carbohydr. Polym. 2012, 90, 1452–1460. [Google Scholar] [CrossRef] [Green Version]
- De Campos Vidal, B.; Mello, M.L.S. Collagen type I amide I band infrared spectroscopy. Micron 2011, 42, 283–289. [Google Scholar]
- Shukur, M.F.; Ithnin, R.; Kadir, M.F.Z. Ionic conductivity and dielectric properties of potato starch-magnesium acetate biopolymer electrolytes: The effect of glycerol and 1-butyl-3-methylimidazolium chloride. Ionics 2016, 22, 1113–1123. [Google Scholar] [CrossRef]
- Campos, A.; Marconcini, J.M.; Imam, S.H.; Klamczynski, A.; Ortis, W.J.; Wood, D.H.; Williams, T.G.; Martins-Franchetti, S.M.; Mattoso, L.H.C. Morphological, mechanical properties and biodegradability of biocomposite thermoplastic starch and polycaprolactone reinforced with sisal fibers. J. Reinf. Plast. Compos. 2012, 31, 573–581. [Google Scholar] [CrossRef]
- Dai, L.; Zhang, J.; Cheng, F. Effects of starches from different botanical sources and modification methods on physicochemical properties of starch-based edible films. Int. J. Biol. Macromol. 2019, 132, 897–905. [Google Scholar] [CrossRef] [PubMed]
- Pandiarajan, S.; Umadevi, M.; Rajaram, R.K.; Ramakrishnan, V. Infrared and Raman spectroscopic studies of l-valine l-valinium perchlorate monohydrate. Spectrochim. Acta A 2005, 62, 630–636. [Google Scholar] [CrossRef] [PubMed]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Content over Dry Weight (%) |
|---|---|
| Corn starch | 55.2 |
| Glycerol | 18.5 |
| Citric acid | 6.2 |
| Isinglass | 4.3 |
| E471 | 0.8 |
| Leather fragments | 7.5 (leather 1/2), 15 (leather 1) or 22.5 (leather 3/2) |
| σ (MPa) | E (MPa) | ε (%) | |
|---|---|---|---|
| TPS_neat | 2.30 ± 0.02 | 52.17 ± 7.54 | 58.60 ± 2.70 |
| TPS_Leather 1/2 | 2.65 ± 0.09 | 71.24 ± 6.55 | 45.30 ± 4.30 |
| TPS_Leather 1 | 4.75 ± 0.21 | 200.18 ± 8.04 | 10.05 ± 2.26 |
| TPS_Leather 3/2 | 7.27 ± 0.28 | 577.40 ± 18.79 | 2.50 ± 0.50 |
| Peak (cm−1) | Attribution |
|---|---|
| 3286–3291 | Hydrogen bonds given by hydrolyzing |
| 2925–2928 | C–H stretching mode of starch [25,26] |
| 1712–1717 | C=O stretching vibration in carboxyl groups due to citric acid [27] |
| 1649–1654 | Amide I (collagen) [28] |
| 1335–1336 | Polysaccharides C–OH bending [28] |
| 1150–1155 | Polysaccharides (starch) C–H bending [29] |
| 1104 | C–O stretching vibration peak of glycerol [30] |
| 1074–1076 | C–O–H stretching vibration [30] |
| 998 | Out-of-plane OH-vibrations in carboxyl (amino-acid) [31] |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pompei, S.; Tirillò, J.; Sarasini, F.; Santulli, C. Development of Thermoplastic Starch (TPS) Including Leather Waste Fragments. Polymers 2020, 12, 1811. https://doi.org/10.3390/polym12081811
Pompei S, Tirillò J, Sarasini F, Santulli C. Development of Thermoplastic Starch (TPS) Including Leather Waste Fragments. Polymers. 2020; 12(8):1811. https://doi.org/10.3390/polym12081811
Chicago/Turabian StylePompei, Silvio, Jacopo Tirillò, Fabrizio Sarasini, and Carlo Santulli. 2020. "Development of Thermoplastic Starch (TPS) Including Leather Waste Fragments" Polymers 12, no. 8: 1811. https://doi.org/10.3390/polym12081811
APA StylePompei, S., Tirillò, J., Sarasini, F., & Santulli, C. (2020). Development of Thermoplastic Starch (TPS) Including Leather Waste Fragments. Polymers, 12(8), 1811. https://doi.org/10.3390/polym12081811