Utilization of Leather Waste Fibers in Polymer Matrix Composites Based on Acrylonitrile-Butadiene Rubber


 and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Drying and Size-Reduction of the Corium Layer
2.3. Preparation of Leather/NBR Composite
2.4. Characterization
2.4.1. Characterization of Vulcanized Material
2.4.2. Mechanical Properties
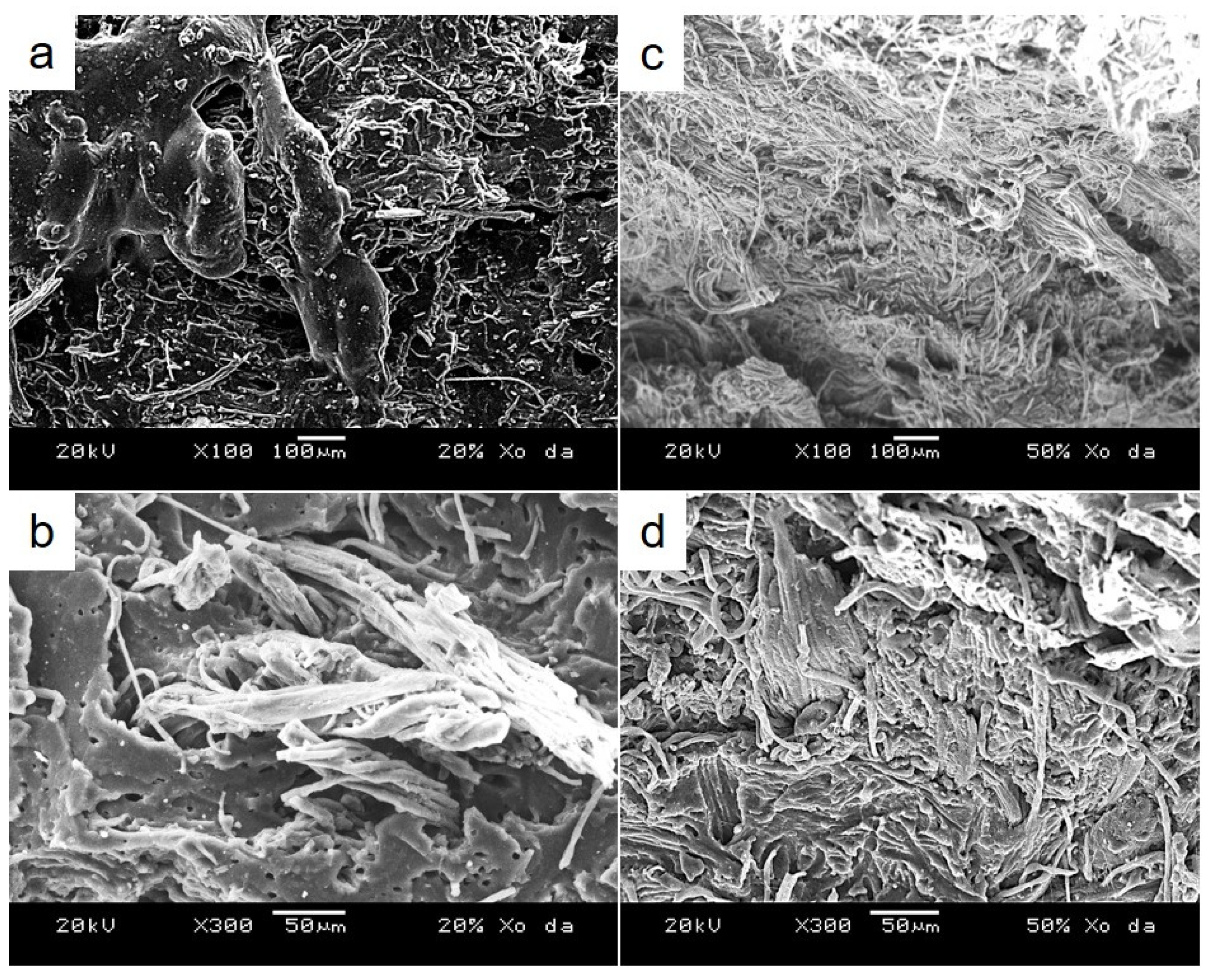
2.4.3. Morphology of the Developed Composites
2.4.4. Solution Absorption
- Δm is toluene absorption content of composite material (%)
- m1 is the weight of toluene saturated WLF/NBR composite (g)
- m0 is the weight of the initial WLF/NBR composite (g)
2.4.5. Dynamic Mechanical Analysis
3. Results and Discussion
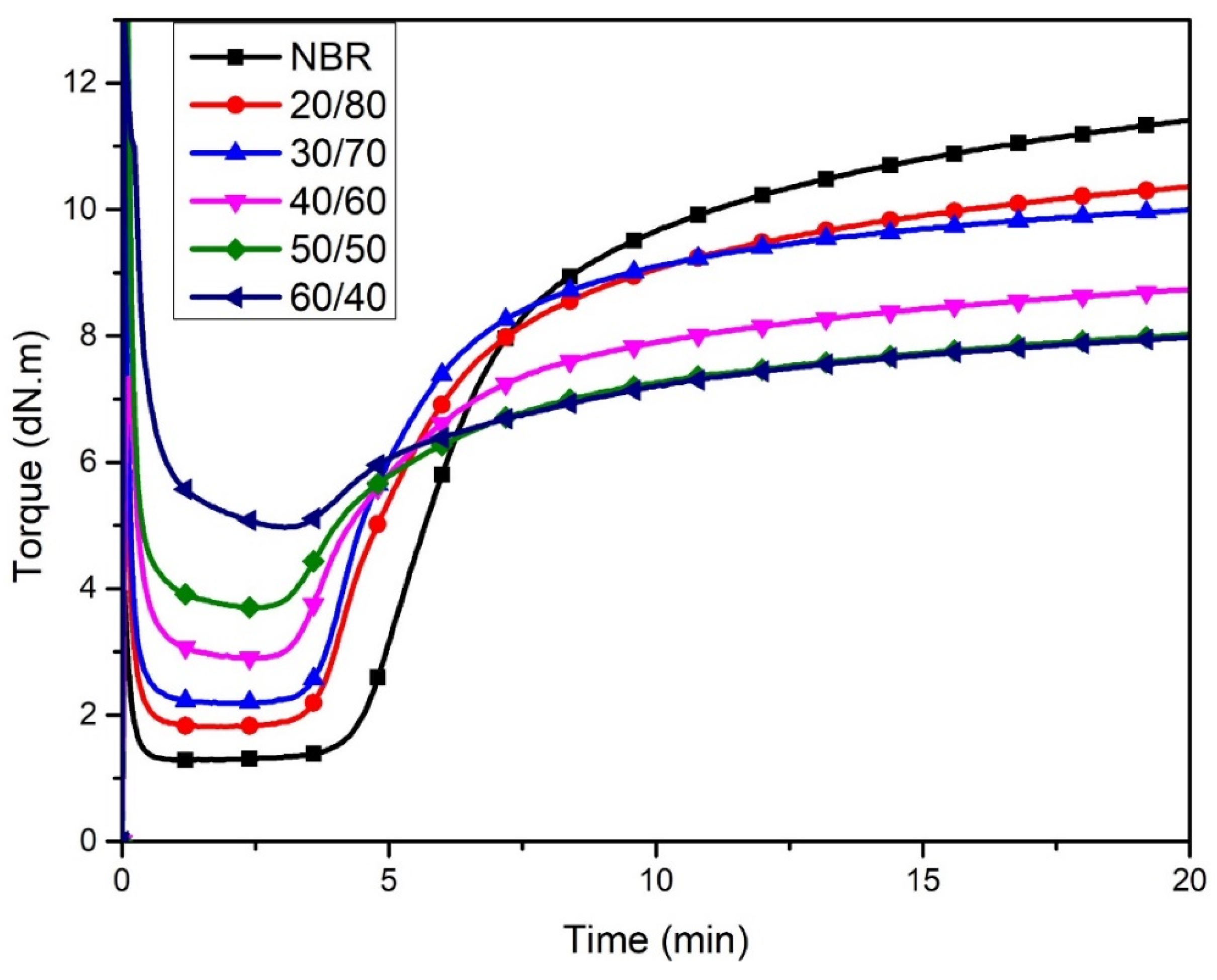
3.1. Effect of WLF on Composite Vulcanization Behavior
3.2. Effect of WLF Content on Mechanical Properties of Composite Material
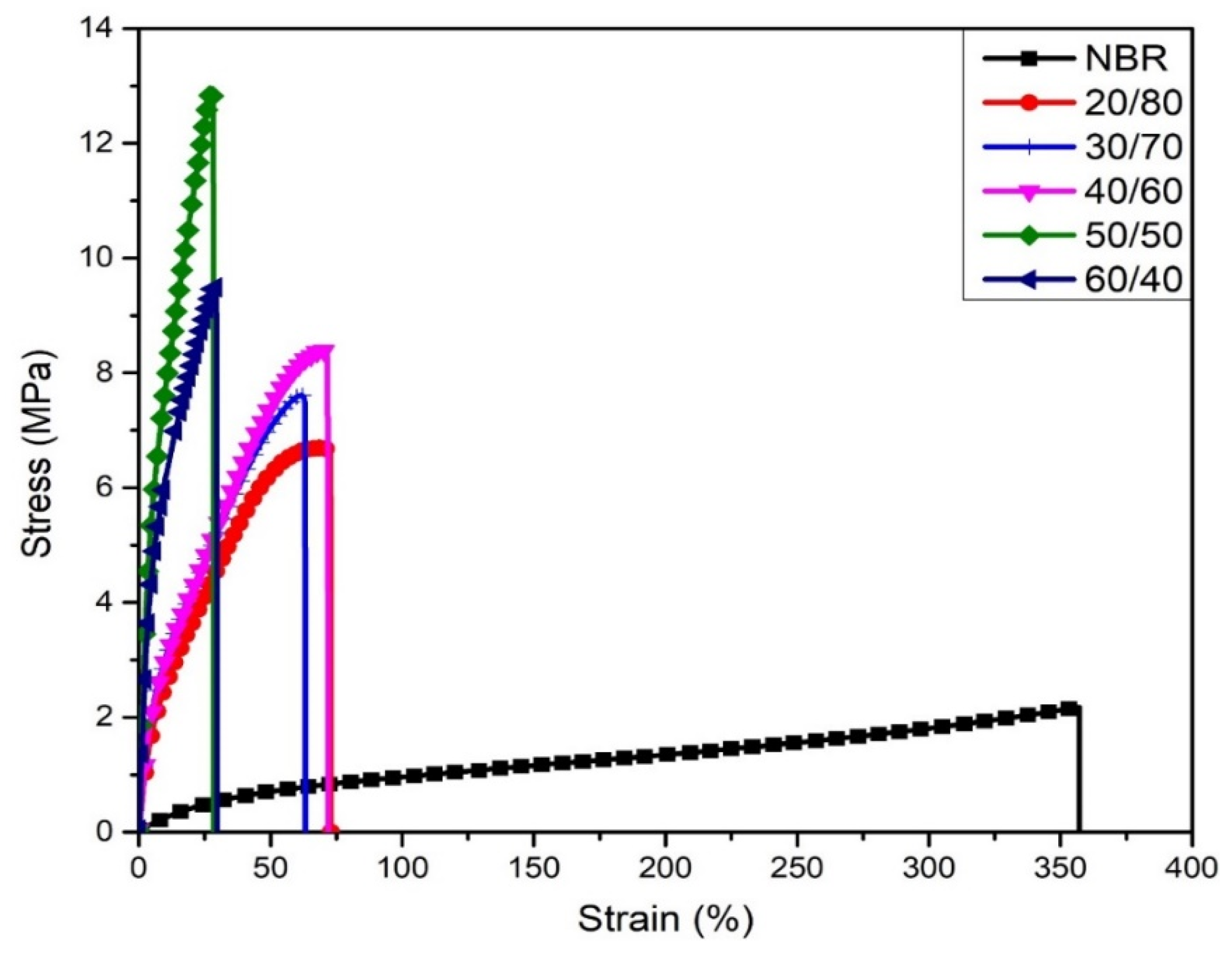
3.2.1. Tensile Properties
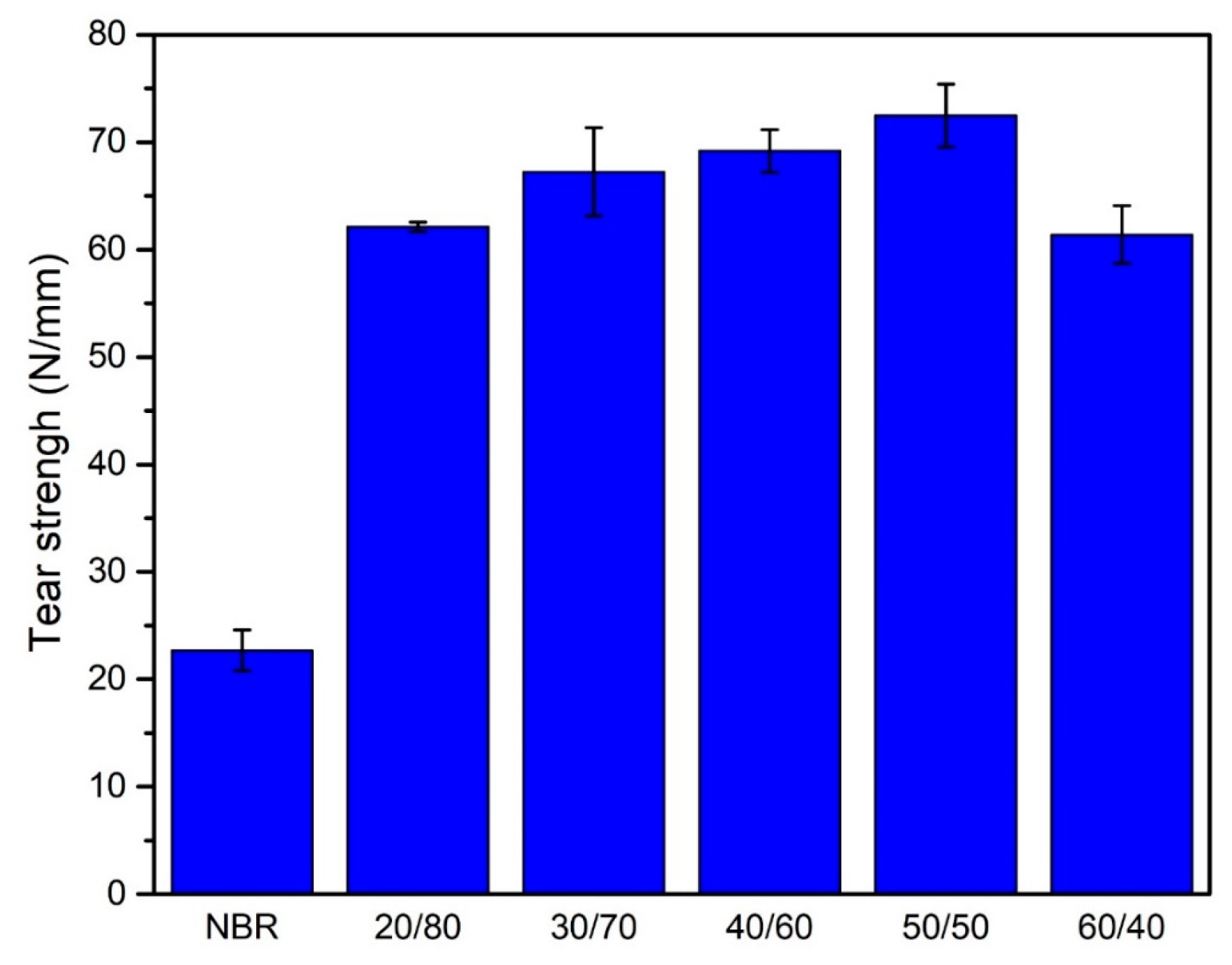
3.2.2. Tear Strength
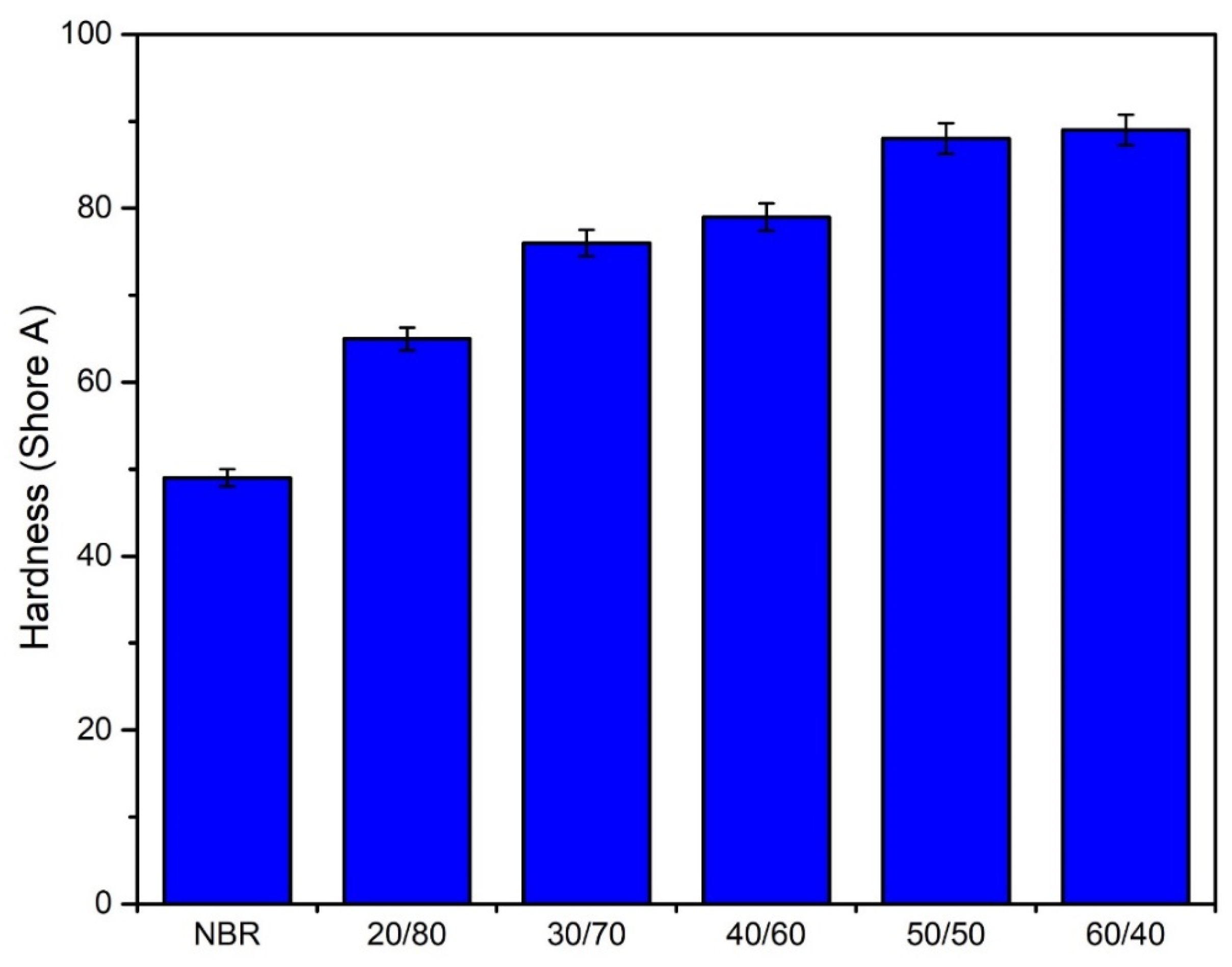
3.2.3. Hardness
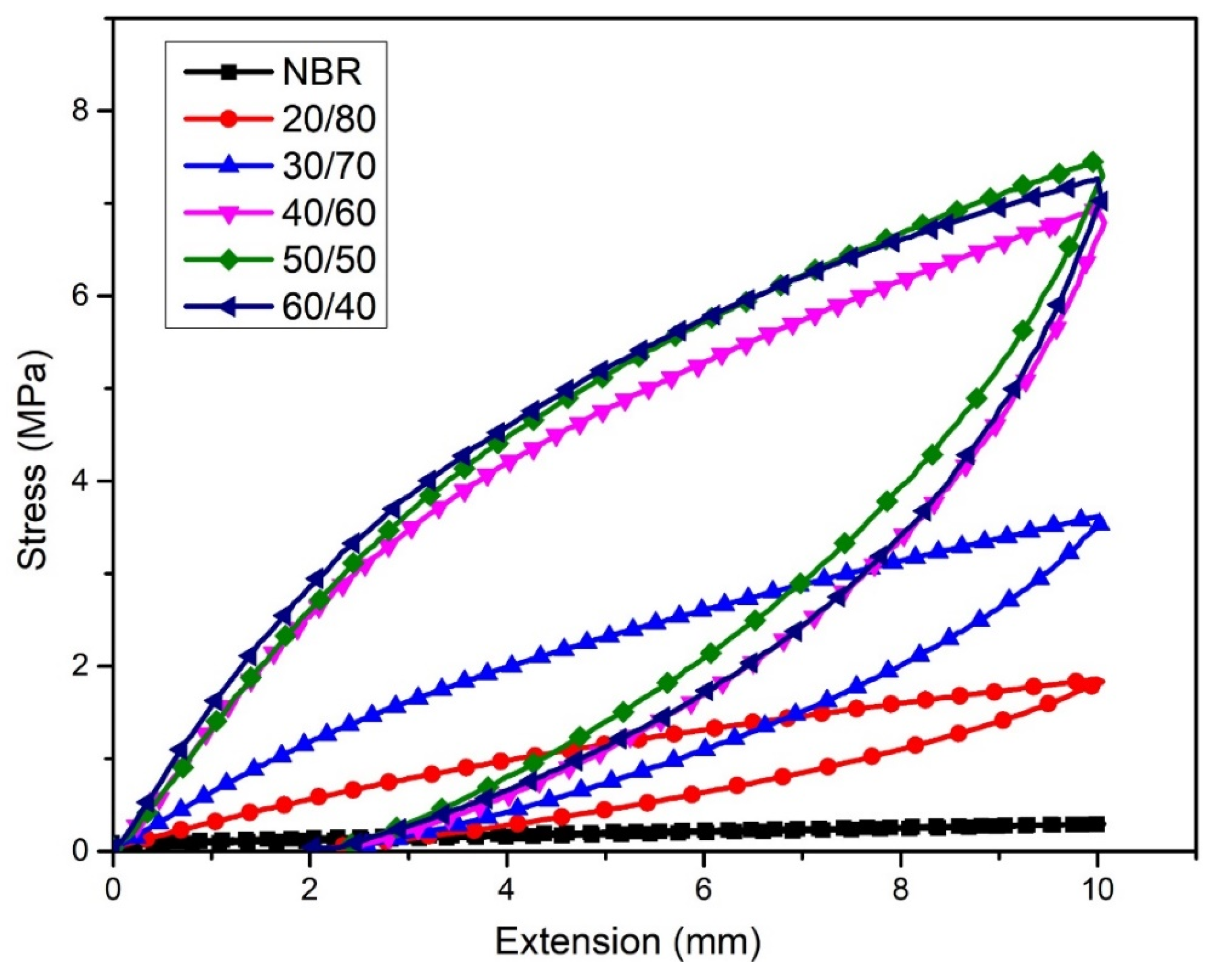
3.2.4. Effect of WLF Content on Stress Relaxation of Composite Material
3.3. Effect of WLF Content on Solution Absorption of WLF/NBR Composite
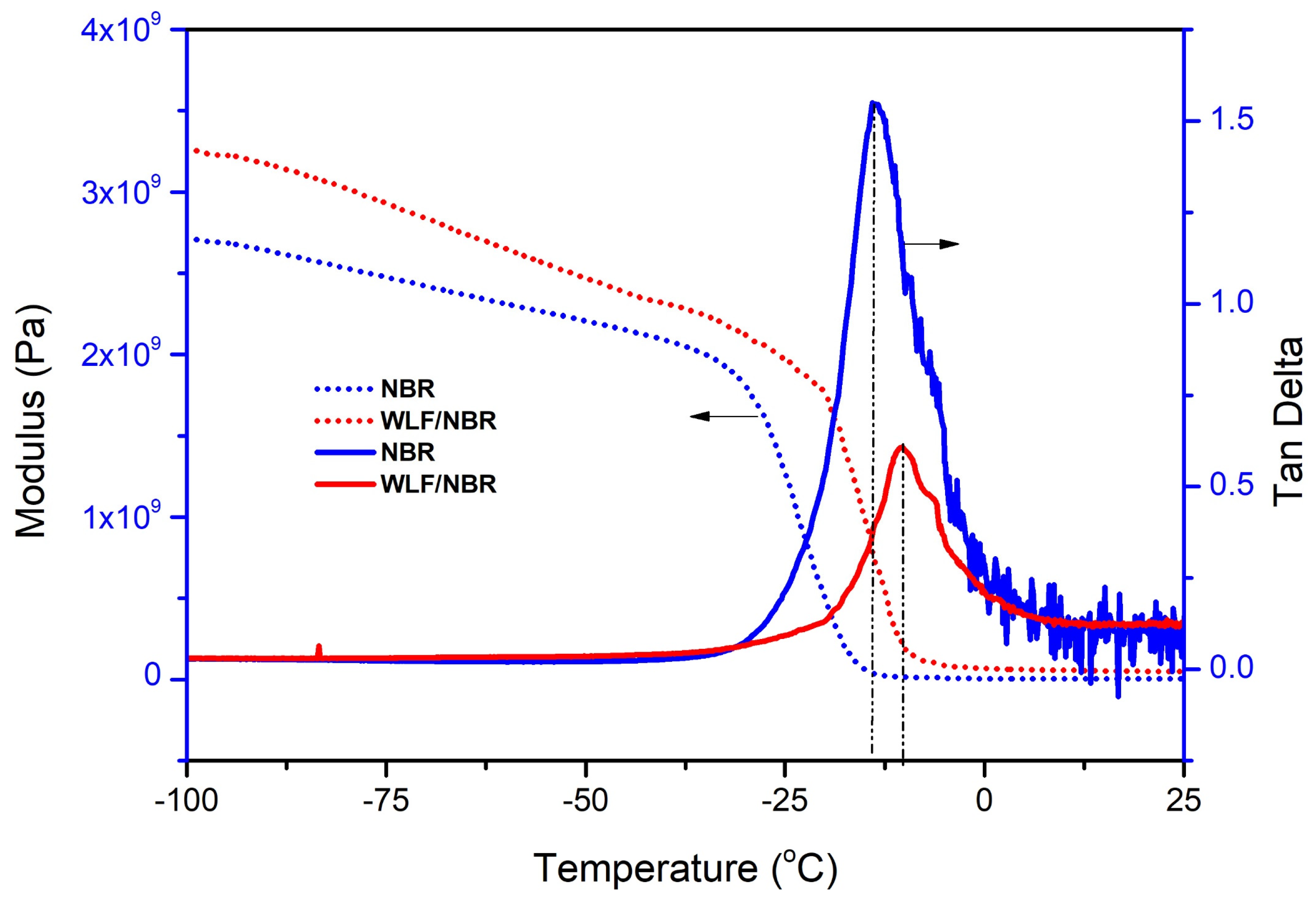
3.4. Effect of WLF on Dynamic Mechanical Properties of WLF/NBR Composite
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Famielec, S.; Wieczorek-Ciurowa, K. Waste from leather industry. Threats to the environment. Tech. Trans. 2011, 8, 44–48. [Google Scholar]
- Kolomaznik, K.; Adamek, M.; Andel, I.; Uhlirova, M. Leather waste—Potential threat to human health, and a new technology of its treatment. J. Hazard. Mater. 2008, 160, 514–520. [Google Scholar] [CrossRef]
- Ferreira, M.J.; Almeida, M.; Freitas, F. Formulation and characterization of leather and rubber wastes composites. Polym. Eng. Sci. 2011, 51, 1418–1427. [Google Scholar] [CrossRef]
- Haines, B.M.; Barlow, J.R. The anatomy of leather. J. Mater. Sci. 1975, 10, 525–538. [Google Scholar] [CrossRef]
- Lodis, H. Collagen: The Fibrous Protein of the Matrix. In Molecular Cell Biology, 4th ed.; W. H. Freeman and Company: New York, NY, USA, 2000. [Google Scholar]
- Ward, J.; Kelly, J.; Wang, W.; Zeugolis, D.I.; Pandit, A. Amine Functionalization of Collagen Matrices with Multifunctional Polyethylene Glycol Systems. Biomacromolecules 2010, 11, 3093–3101. [Google Scholar] [CrossRef] [PubMed]
- Gelse, K.; Poschl, E.; Aigner, T. Collagens—Structure, function, and biosynthesis. Adv. Drug Deliv. Rev. 2003, 55, 1531–1546. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Onem, E.; Yorgancioglu, A.; Karavana, H.A.; Yilmaz, O. Comparison of different tanning agents on the stabilization of col-lagen via differential scanning calorimetry. J. Therm. Anal. Calorim. 2017, 129, 615–622. [Google Scholar] [CrossRef]
- Morton, Rubber Techonology, 2nd ed.; A Nostrand Reinhold Company: New York, NY, USA, 1973.
- Ferreira, M.J.; Freitas, F.; Almeida, M. The Effect of Leather Fibers on the Properties of Rubber-Leather Composites. J. Compos. Mater. 2010, 44, 2801–2817. [Google Scholar] [CrossRef]
- Lopattananon, N.; Panawarangkul, K.; Sahakaro, K.; Ellis, B. Performance of pineapple leaf fiber–natural rubber composites: The effect of fiber surface treatments. J. Appl. Polym. Sci. 2006, 102, 1974–1984. [Google Scholar] [CrossRef]
- Sakmat, J.; Lopattananon, N.; Kaesaman, A. Effect of Fiber Surface Modification on Properties of Artificial Leather from Leather Fiber Filled Natural Rubber Composites. Key Eng. Mater. 2015, 659, 378–382. [Google Scholar] [CrossRef]
- Jacob, M.; Thomas, S.; Varughese, K.T. Novel woven sisal fabric reinforced natural rubber composites: Tensile and swell-ing characteristics. J. Compos. Mater. 2006, 40, 1471–1485. [Google Scholar] [CrossRef]
- Ismail, H.; Rosnah, N.; Ishiaku, U.S. Oil Palm Fibre-reinforced Rubber Composite: Effects of Concentration and Modification of Fibre Surface. Polym. Int. 1997, 43, 223–230. [Google Scholar] [CrossRef]
- Chronska, K.; Przepiorkowska, A. Buffing dust as a filler of carboxylated butadiene-acrylonitrile rubber and butadi-ene-acrylonitrile rubber. J. Hazard. Mater. 2008, 151, 348–355. [Google Scholar] [CrossRef] [PubMed]
- Przepiórkowska, A.; Chrońska, K.; Zaborski, M. Chrome-tanned leather shavings as a filler of butadiene–acrylonitrile rubber. J. Hazard. Mater. 2007, 141, 252–257. [Google Scholar] [CrossRef] [PubMed]
- Mese, P.; Karaagac, B.; Uyanik, N. Investigating effect of chrome tanned leather scraps in ethylene propylene diene mon-omer rubber. Prog. Rubber Plast. Recycl. Technol. 2018, 34, 89–103. [Google Scholar] [CrossRef]
- Ravichandran, K.; Natchimuthu, N. Vulcanization characteristics and mechanical properties of natural rubber-scrap rub-ber compositions filled with leather particles. Polym. Int. 2005, 54, 553–559. [Google Scholar] [CrossRef]
- Shabani, I.; Jalali-Arani, A.; Dakhel, H.R.; Iranmehr, G. Using of leather fibers as an additive in elastomeric compounds: Its effect on curing behavior and physico-mechanical properties. J. Appl. Polym. Sci. 2009, 111, 1670–1675. [Google Scholar] [CrossRef]
- El-Sabbagh, S.H.; Mohamed, O.A. Recycling of chrome-tanned leather waste in acrylonitrile butadiene rubber. J. Appl. Polym. Sci. 2011, 121, 979–988. [Google Scholar] [CrossRef]
- Ambone, T.; Joseph, S.; Deenadayalan, E.; Mishra, S.; Jaisankar, S.; Saravanan, P. Polylactic Acid (PLA) Biocomposites Filled with Waste Leather Buff (WLB). J. Polym. Environ. 2016, 25, 1099–1109. [Google Scholar] [CrossRef]
- Musa, E.; Hamza, A.; Ahmed, A.S. Investigation of the mechanical and morphological properties of high-density polyethylene (Hdpe)/leather waste composites. IOSR J. Appl. Chem. 2017, 10, 48–58. [Google Scholar]
- Nahar, S.; Khan, M.A.; Khan, R.A.; Abdullah, E.C.; Khan, M.J.H.; Islam, R.; Karim, F.; Rahman, M.; Rahman, A.; Mahmood, A.A.; et al. An Approach to Utilize Crust Leather Scrapes, Dumped into the Land, for the Production of Environmental Friendly Leather Composite. Eng. J. 2013, 17, 17–24. [Google Scholar] [CrossRef] [Green Version]
- Sahoo, S.; Maiti, M.; Ganguly, A.; George, J.J.; Bhowmick, A.K. Effect of zinc oxide nanoparticles as cure activator on the prop-erties of natural rubber and nitrile rubber. J. Appl. Polym. Sci. 2007, 105, 2407–2415. [Google Scholar] [CrossRef]
- Rodgers, B. Rubber Compounding, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2004. [Google Scholar]
- Kim, J.K.; Saha, P.; Thomas, S.; Haponiuk, J.T.; Aswathi, M.K. Rubber Recycling; Royal Society of Chemistry: Cambridge, UK, 2018. [Google Scholar]
- Chronska, K.; Przepiorkowska, A. Comparison of the effects of collagen and modified collagen fillers on the properties of XNBR rubber. J. Appl. Polym. Sci. 2009, 114, 1984–1991. [Google Scholar] [CrossRef]
- Mitchell, M.R.; Link, R.E.; Mostafa, A.; Abouel-Kasem, A.; Bayoumi, M.R.; El-Sebaie, M.G. Rubber-Filler Interactions and Its Effect in Rheological and Mechanical Properties of Filled Compounds. J. Test. Eval. 2010, 38, 101942. [Google Scholar] [CrossRef]
- Tang, L.C.; Zhao, L.; Qiang, F.; Wu, Q.; Gong, L.X.; Peng, J.P. Mechanical properties of rubber nanocomposites containing car-bon nanofillers. In Carbon-Based Nanofiller and Their Rubber Nanocomposites; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Şaşmaz, S.; Karaağaç, B.; Uyanık, N. Utilization of chrome-tanned leather wastes in natural rubber and styrene-butadiene rubber blends. J. Mater. Cycles Waste Manag. 2019, 21, 166–175. [Google Scholar] [CrossRef]
- Yepes, W.U.; Cardona, N.; Velasquez, S.M.; Vásquez, D.H.G.; Posada, J.C. Mechanical and rheometric properties of natural rub-ber composites filled with untreated and chemically treated leather wastes. J. Compos. Mater. 2019, 53, 1475–1487. [Google Scholar] [CrossRef]
- Chronska, K.; Przepiórkowska, A. A mixture of buffing dust and chrome shavings as a filler for nitrile rubbers. J. Appl. Polym. Sci. 2011, 122, 2899–2906. [Google Scholar] [CrossRef]
- Mullins, L. Softening of Rubber by Deformation. Rubber Chem. Technol. 2011, 42, 339–362. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredients | Part by Weigh of the Rubber (phr) |
|---|---|
| NBR | 100 |
| Stearic acid | 1 |
| Zinc oxide | 3 |
| TBBS | 0.7 |
| Sulfur | 2.25 |
| WLF/NBR ratio | 0/100; 20/80; 30/70; 40/60; 50/50; 60/40 |
| Composition of WLF/NBR | ||||||
|---|---|---|---|---|---|---|
| NBR | 20/80 | 30/70 | 40/60 | 50/50 | 60/40 | |
| ML (dN.m) | 0.129 | 0.181 | 0.219 | 0.290 | 0.370 | 0.498 |
| MH (dN.m) | 1.049 | 0.935 | 0.839 | 0.785 | 0.683 | 0.611 |
| ts2 (min) | 4.76 | 3.9 | 3.82 | 3.46 | 3.43 | 3.40 |
| tc90 (min) | 9.82 | 8.88 | 8.72 | 7.47 | 6.59 | 6.42 |
| CRI (min−1) | 19.76 | 20.08 | 20.40 | 24.94 | 31.64 | 33.11 |
| Tensile strength (MPa) | 2.18 | 6.7 | 7.6 | 8.38 | 12.9 | 9.5 |
| Elongation at break (%) | 357.2 | 72.9 | 63.3 | 71.8 | 28.6 | 28.4 |
| Area under hysteresis (area unit) | --- | 5.05 | 11.27 | 26.35 | 26.58 | 29.62 |
| Sample | Storage Modulus (Pa) | Maximum Loss Modulus (Pa) |
|---|---|---|
| NBR | 2.72 × 109 | 8.29 × 107 |
| WLF/NBR | 3.28 × 109 | 9.34 × 107 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hang, L.T.; Viet, D.Q.; Linh, N.P.D.; Doan, V.A.; Dang, H.-L.T.; Dao, V.-D.; Tuan, P.A. Utilization of Leather Waste Fibers in Polymer Matrix Composites Based on Acrylonitrile-Butadiene Rubber. Polymers 2021, 13, 117. https://doi.org/10.3390/polym13010117
Hang LT, Viet DQ, Linh NPD, Doan VA, Dang H-LT, Dao V-D, Tuan PA. Utilization of Leather Waste Fibers in Polymer Matrix Composites Based on Acrylonitrile-Butadiene Rubber. Polymers. 2021; 13(1):117. https://doi.org/10.3390/polym13010117
Chicago/Turabian StyleHang, Le Thuy, Do Quoc Viet, Nguyen Pham Duy Linh, Vu Anh Doan, Hai-Linh Thi Dang, Van-Duong Dao, and Pham Anh Tuan. 2021. "Utilization of Leather Waste Fibers in Polymer Matrix Composites Based on Acrylonitrile-Butadiene Rubber" Polymers 13, no. 1: 117. https://doi.org/10.3390/polym13010117
APA StyleHang, L. T., Viet, D. Q., Linh, N. P. D., Doan, V. A., Dang, H.-L. T., Dao, V.-D., & Tuan, P. A. (2021). Utilization of Leather Waste Fibers in Polymer Matrix Composites Based on Acrylonitrile-Butadiene Rubber. Polymers, 13(1), 117. https://doi.org/10.3390/polym13010117