
Properties and Interfacial Bonding Enhancement of Oil Palm Bio-Ash Nanoparticles Biocomposites

 , ,
, ,  and
and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation and Characterization of Oil Palm Ash Nanoparticles
2.3. Preparation of PF Nanocomposite-Filled OPA Nanoparticles
2.4. Characterisation of PF Nanocomposite
2.4.1. Fourier Transform Infrared (FT-IR) Spectroscopy
2.4.2. Thermogravimetric Analysis (TGA)
2.4.3. X-ray Diffraction Analysis (XRD)
2.4.4. Measurement of Internal Bonding Strength
2.4.5. Field Emission Scanning Electron Microscopy (FESEM) and Energy-Dispersive X-ray Spectroscopy (EDX)
3. Results and Discussion
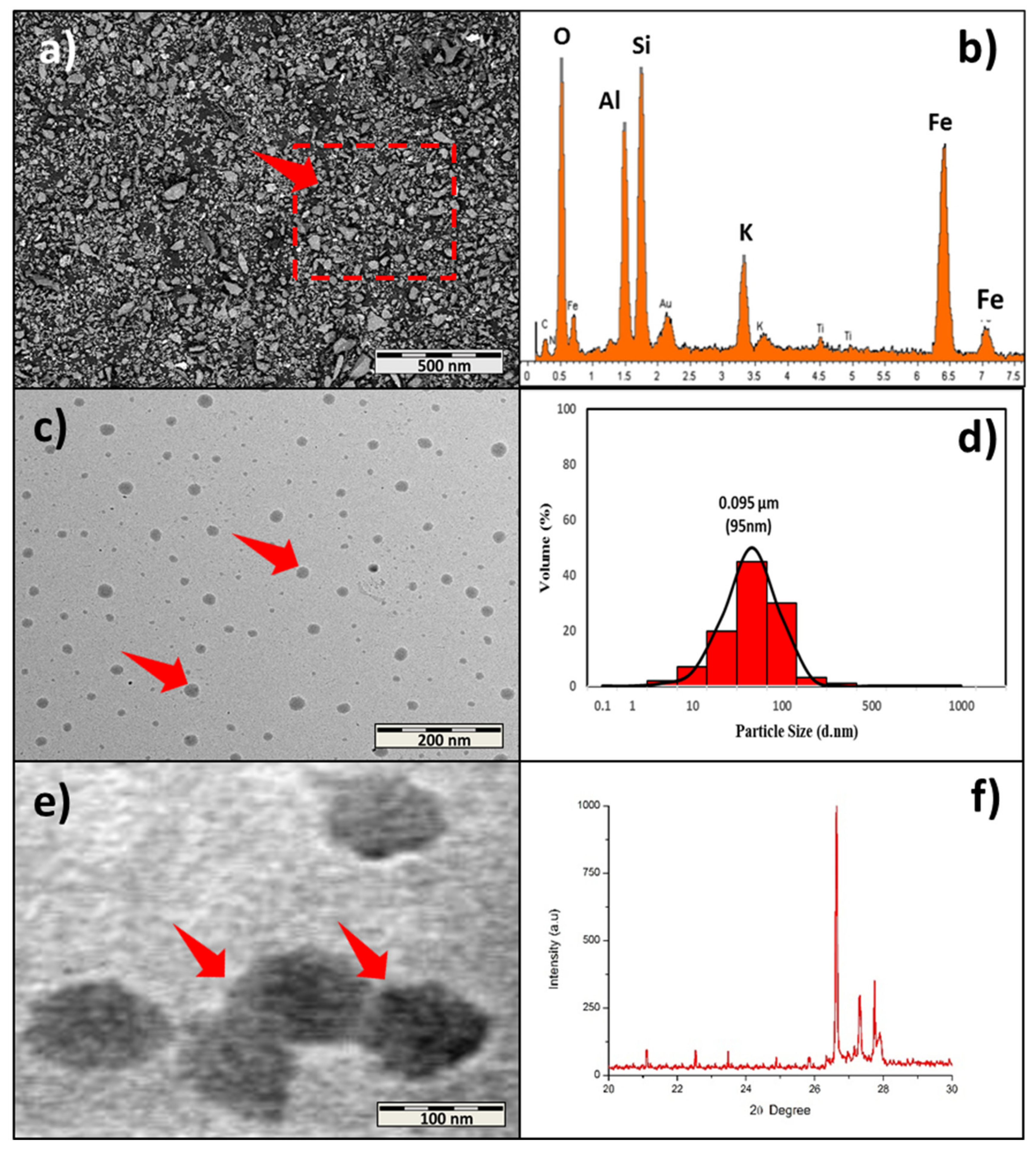
3.1. Characterisation of Raw Oil Palm Bio-Ash (OPB) and Oil Palm Bio-Ash Nanoparticles
3.2. Characterisation of PF Nanocomposites-Filled Oil Palm Bio-Ash Nanoparticles
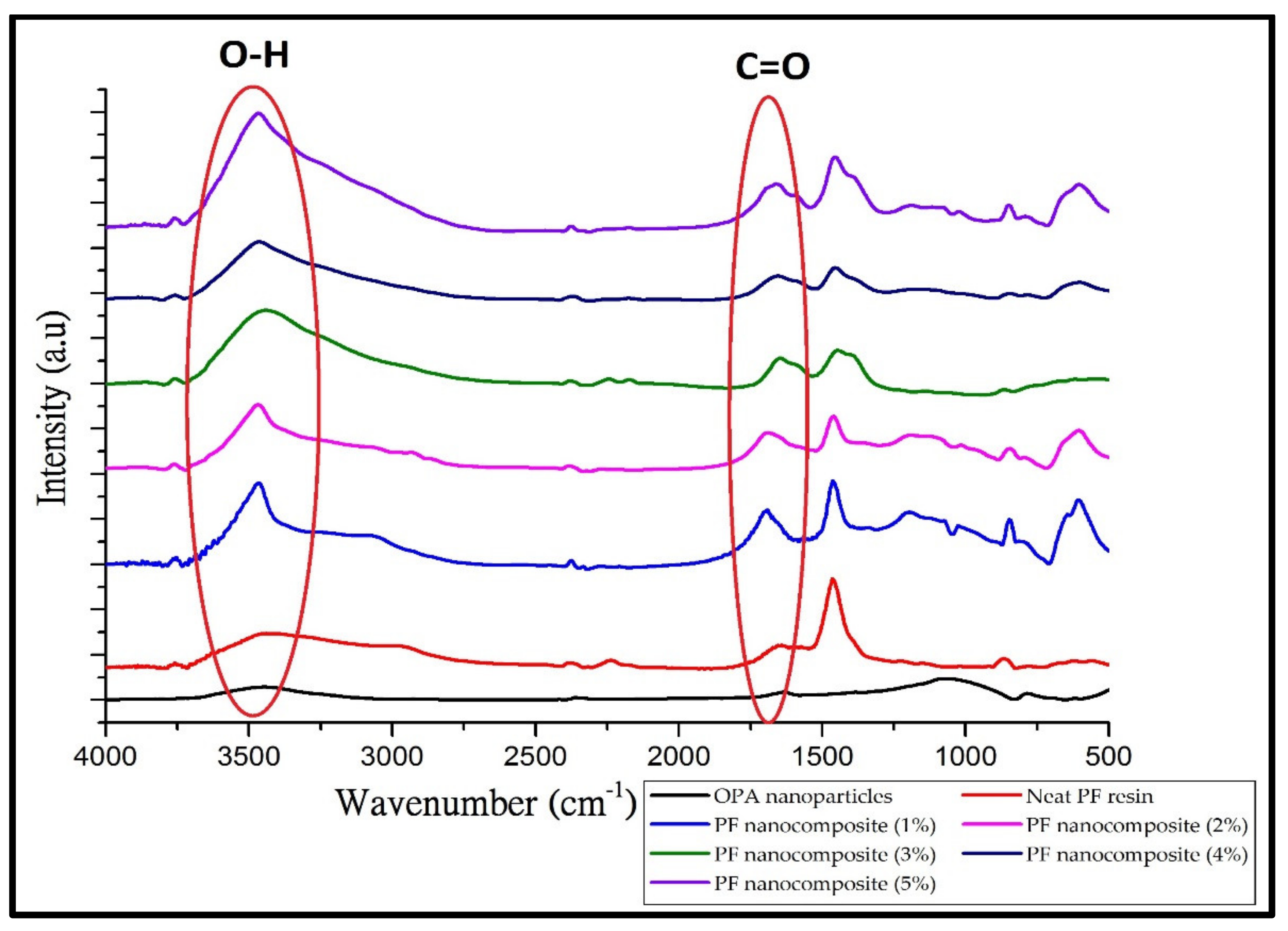
3.2.1. Fourier Transform Infrared Spectroscopy (FT-IR)
3.2.2. Thermogravimetric Analysis (TGA)
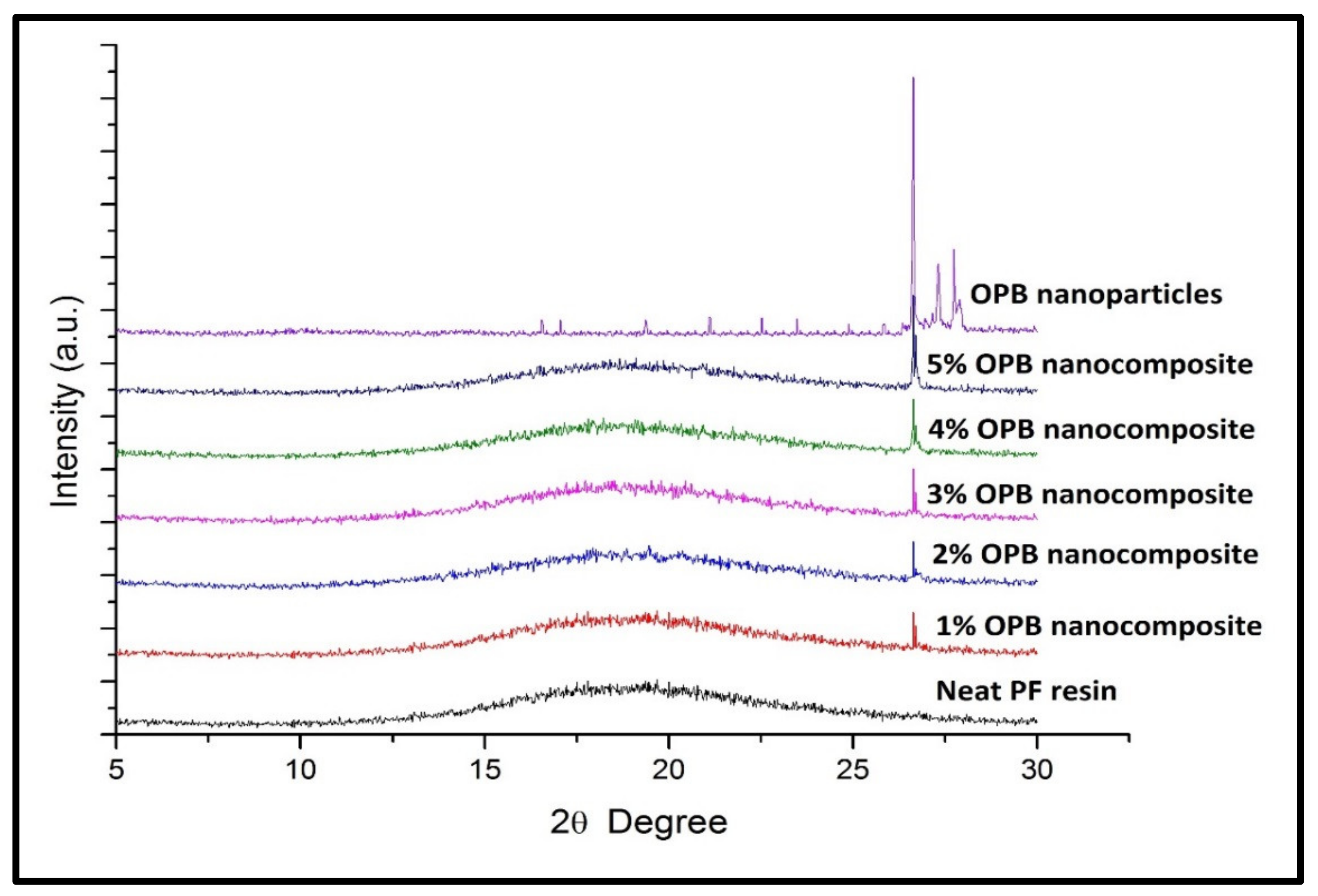
3.2.3. X-ray Diffraction Analysis (XRD)
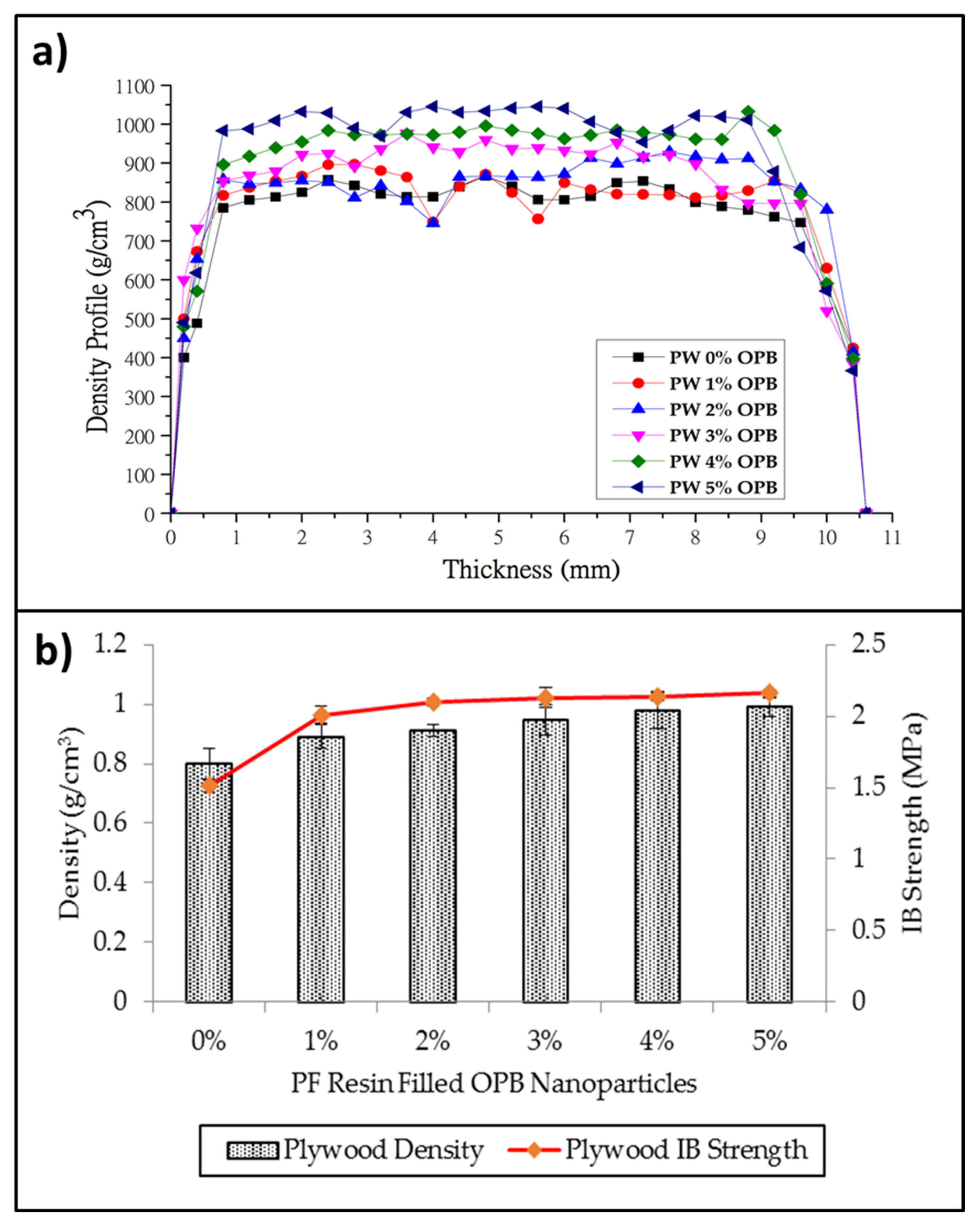
3.2.4. Measurement of Density Profile and Internal Bonding Strength
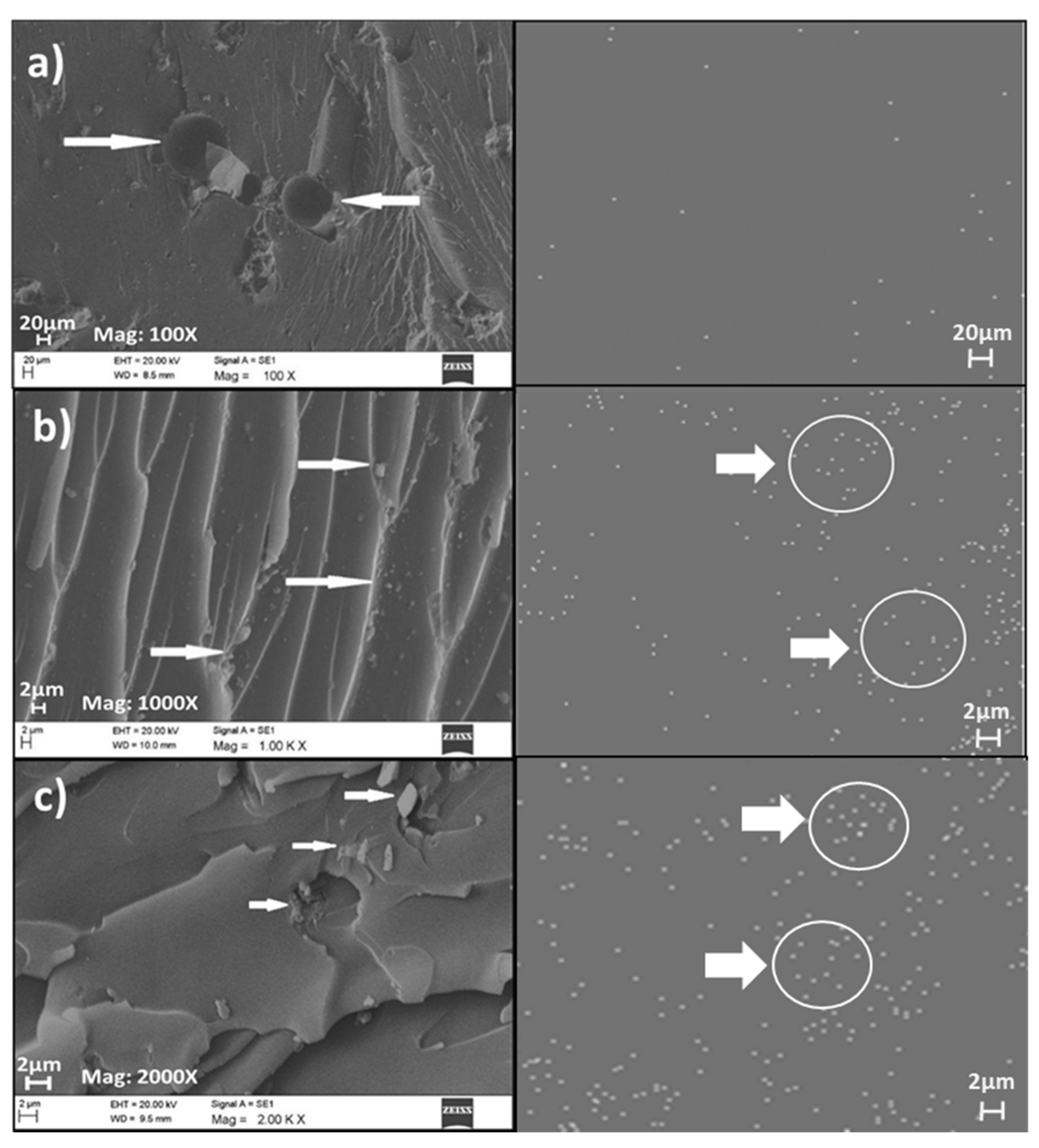
3.2.5. Field Emission Scanning Electron Microscope (FESEM) Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rizal, S.; Abdullah, C.; Olaiya, N.; Sri Aprilia, N.; Zein, I.; Surya, I.; Abdul Khalil, H.P.S. Preparation of Palm Oil Ash Nanoparticles: Taguchi Optimization Method by Particle Size Distribution and Morphological Studies. Appl. Sci. 2020, 10, 985. [Google Scholar] [CrossRef] [Green Version]
- Acquah, C.; Yon, L.S.; Tuah, Z.; Ngee, N.L.; Danquah, M.K. Synthesis and performance analysis of oil palm ash (OPA) based adsorbent as a palm oil bleaching material. J. Clean. Prod. 2016, 139, 1098–1104. [Google Scholar] [CrossRef]
- Okoroigwe, E.; Ofomatah, A.; Oparaku, N.; Unachukwu, G. Production and evaluation of activated carbon from palm kernel shells (PKS) for economic and environmental sustainability. Int. J. Phys. Sci. 2013, 8, 1036–1041. [Google Scholar] [CrossRef] [Green Version]
- Sulaiman, M.; Muthusamy, K.; Aris, S.M.; Rasid, M.M.; Paramasivam, R.; Othman, R. Effect of unground oil palm ash as mixing ingredient towards properties of concrete. In IOP Conference Series: Earth and Environmental Science, Proceedings of the 4th International Conference on Civil and Environmental Engineering for Sustainability (IConCEES 2017), Langkawi, Malaysia, 4–5 December 2017; IOP Publishing Ltd: Bristol, UK, 2018; Volume 140, p. 012150. [Google Scholar]
- Aldalbahi, A.; El-Naggar, M.E.; Ahmed, M.; Periyasami, G.; Rahaman, M.; Menazea, A. Core–shell Au@ Se nanoparticles embedded in cellulose acetate/polyvinylidene fluoride scaffold for wound healing. J. Mater. Res. Technol. 2020, 9, 15045–15056. [Google Scholar] [CrossRef]
- Amirsardari, Z.; Aghdam, R.M.; Salavati-Niasari, M.; Shakhesi, S. Enhanced thermal resistance of GO/C/phenolic nanocomposite by introducing ZrB2 nanoparticles. Compos. Part B Eng. 2015, 76, 174–179. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Mahayuni, A.R.; Rudi, D.; Almulali, M.; Abdullah, C. Characterization of various organic waste nanofillers obtained from oil palm ash. BioResources 2012, 7, 5771–5780. [Google Scholar]
- Lau, S.Y.; Phuan, S.L.; Danquah, M.K.; Acquah, C. Sustainable palm oil refining using pelletized and surface-modified oil palm boiler ash (OPBA) biosorbent. J. Clean. Prod. 2019, 230, 527–535. [Google Scholar] [CrossRef]
- Blaisi, N.I. Environmental assessment of utilizing date palm ash as partial replacement of cement in mortar. J. Hazard. Mater. 2018, 357, 175–179. [Google Scholar] [CrossRef] [PubMed]
- Nuryawan, A.; Abdullah, C.; Hazwan, C.M.; Olaiya, N.; Yahya, E.B.; Risnasari, I.; Masruchin, N.; Baharudin, M.; Khalid, H.; Abdul Khalil, H.P.S. Enhancement of oil palm waste nanoparticles on the properties and characterization of hybrid plywood biocomposites. Polymers 2020, 12, 1007. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Fizree, H.; Bhat, A.; Jawaid, M.; Abdullah, C. Development and characterization of epoxy nanocomposites based on nano-structured oil palm ash. Compos. Part B Eng. 2013, 53, 324–333. [Google Scholar] [CrossRef]
- Saba, N.; Paridah, M.; Abdan, K.; Ibrahim, N.A. Dynamic mechanical properties of oil palm nano filler/kenaf/epoxy hybrid nanocomposites. Constr. Build. Mater. 2016, 124, 133–138. [Google Scholar] [CrossRef]
- Yusof, M.S.M.; Othman, M.H.D.; Wahab, R.A.; Jumbri, K.; Razak, F.I.A.; Kurniawan, T.A.; Samah, R.A.; Mustafa, A.; Rahman, M.A.; Jaafar, J. Arsenic adsorption mechanism on palm oil fuel ash (POFA) powder suspension. J. Hazard. Mater. 2020, 383, 121214. [Google Scholar] [CrossRef]
- Manikam, M.K.; Halim, A.A.; Hanafiah, M.M.; Krishnamoorthy, R.R. Removal of ammonia nitrogen, nitrate, phosphorus and COD from sewage wastewater using palm oil boiler ash composite adsorbent. Desalin. Water Treat 2019, 149, 23–30. [Google Scholar] [CrossRef] [Green Version]
- Islam, M.M.U.; Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z. Mechanical and fresh properties of sustainable oil palm shell lightweight concrete incorporating palm oil fuel ash. J. Clean. Prod. 2016, 115, 307–314. [Google Scholar] [CrossRef]
- Pattanashetty, B.; Bheemappa, S.; Rajashekaraiah, H. Effect of Filler-Filler Interactions on Mechanical Properties of Phenol Formaldehyde Based Hybrid Composites. Int. J. Eng. Technol. 2017, 13, 24–38. [Google Scholar]
- Park, B.-D.; Kadla, J.F. Thermal degradation kinetics of resole phenol-formaldehyde resin/multi-walled carbon nanotube/cellulose nanocomposite. Thermochim. Acta 2012, 540, 107–115. [Google Scholar] [CrossRef]
- Qiao, W.; Li, S.; Guo, G.; Han, S.; Ren, S.; Ma, Y. Synthesis and characterization of phenol-formaldehyde resin using enzymatic hydrolysis lignin. J. Ind. Eng. Chem. 2015, 21, 1417–1422. [Google Scholar] [CrossRef]
- Eesaee, M.; Shojaei, A. Effect of nanoclays on the mechanical properties and durability of novolac phenolic resin/woven glass fiber composite at various chemical environments. Compos. Part A Appl. Sci. Manuf. 2014, 63, 149–158. [Google Scholar] [CrossRef]
- Siddiqui, H.; Mahmood, N.; Yuan, Z.; Crapulli, F.; Dessbesell, L.; Rizkalla, A.; Ray, A.; Xu, C.C. Sustainable bio-based phenol-formaldehyde resoles using hydrolytically depolymerized kraft lignin. Molecules 2017, 22, 1850. [Google Scholar] [CrossRef] [Green Version]
- Khankhaje, E.; Salim, M.R.; Mirza, J.; Hussin, M.W.; Rafieizonooz, M. Properties of sustainable lightweight pervious concrete containing oil palm kernel shell as coarse aggregate. Constr. Build. Mater. 2016, 126, 1054–1065. [Google Scholar] [CrossRef]
- Abdul Khalil, H.P.S.; Nurul Fazita, M.R.; Bhat, A.H.; Jawaid, M.; Nik Fuad, N.A. Development and material properties of new hybrid plywood from oil palm biomass. Mater. Des. 2010, 31, 417–424. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S.; Abu Bakar, A. Mechanical performance of oil palm empty fruit bunches/jute fibres reinforced epoxy hybrid composites. Mater. Sci. Eng. A 2010, 527, 7944–7949. [Google Scholar] [CrossRef]
- Md. Din, M.F.; Ponraj, M.; Van Loosdrecht, M.; Ujang, Z.; Chelliapan, S.; Zambare, V. Utilization of palm oil mill effluent for polyhydroxyalkanoate production and nutrient removal using statistical design. Int. J. Environ. Sci. Technol. 2014, 11, 671–684. [Google Scholar] [CrossRef] [Green Version]
- Hamzah, N.; Tokimatsu, K.; Yoshikawa, K. Solid fuel from oil palm biomass residues and municipal solid waste by hydrothermal treatment for electrical power generation in Malaysia: A review. Sustainability 2019, 11, 1060. [Google Scholar] [CrossRef] [Green Version]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.; Hassan, A. Recent advances in epoxy resin, natural fiber-reinforced epoxy composites and their applications. J. Reinf. Plast. Compos. 2016, 35, 447–470. [Google Scholar] [CrossRef]
- Wang, D.-C.; Chang, G.-W.; Chen, Y. Preparation and thermal stability of boron-containing phenolic resin/clay nanocomposites. Polym. Degrad. Stab. 2008, 93, 125–133. [Google Scholar] [CrossRef]
- Lin, R.; Fang, L.; Li, X.; Xi, Y.; Zhang, S.; Sun, P. Study on phenolic resins modified by copper nanoparticles. Polym. J. 2006, 38, 178–183. [Google Scholar] [CrossRef] [Green Version]
- Alonso, M.; Oliet, M.; Dominguez, J.; Rojo, E.; Rodriguez, F. Thermal degradation of lignin–phenol–formaldehyde and phenol–formaldehyde resol resins: Structural changes, thermal stability, and kinetics. J. Therm. Anal. Calorim. 2011, 105, 349–356. [Google Scholar] [CrossRef]
- Lin, J.-M.; Ma, C.-C.M. Thermal degradation of phenolic resin/silica hybrid ceramers. Polym. Degrad. Stab. 2000, 69, 229–235. [Google Scholar] [CrossRef]
- Pa, F.C.; Chik, A.; Bari, M.F. Palm ash as an alternative source for silica production. In Proceedings of the MATEC Web of Conferences, Phuket, Thailand, 1–2 May 2016; p. 01062. [Google Scholar]
- Abdul Khalil, H.P.S.; Fizree, H.; Jawaid, M.; Alattas, O.S. Preparation and characterization of nano structured materials from oil palm ash: A bio-agricultural waste from oil palm mill. BioResources 2011, 6, 4537–4546. [Google Scholar]
- Tasnim, S.; Du, Y.; Rahman, M.E.; Ahmadi, R.B.; Doh, S.I. Effect of using palm oil fuel ash on the durability of cement paste in ammonium nitrate solution. Constr. Build. Mater. 2020, 257, 119597. [Google Scholar] [CrossRef]
- Rizal, S.; Fizree, H.; Owolabi, F.; Gopakumar, D.A.; Paridah, M.; Haafiz, M.K.M.; Fazita, M.; Syakir, M.I.; Abdul Khalil, H.P.S. Utilization of Agrowaste-derived Nanoparticles as Reinforcement in Microfilled Epoxy Composites. BioResources 2019, 14, 5365–5379. [Google Scholar]
- Nagaratnam, B.H.; Mannan, M.A.; Rahman, M.E.; Mirasa, A.K.; Richardson, A.; Nabinejad, O. Strength and microstructural characteristics of palm oil fuel ash and fly ash as binary and ternary blends in Self-Compacting concrete. Constr. Build. Mater. 2019, 202, 103–120. [Google Scholar] [CrossRef]
- Mostaghni, F.; Abed, Y. Structural determination of Co/TiO2 nanocomposite: XRD technique and simulation analysis. Mater. Sci. Pol. 2016, 34, 534–539. [Google Scholar] [CrossRef] [Green Version]
- Omar, H.D. The analysis of copper-iron metallic mixture by means of XRD and XRF. Int. Lett. Chem. Phys. Astron. 2016, 64, 131. [Google Scholar] [CrossRef] [Green Version]
- Alsubari, B.; Shafigh, P.; Jumaat, M.Z. Utilization of high-volume treated palm oil fuel ash to produce sustainable self-compacting concrete. J. Clean. Prod. 2016, 137, 982–996. [Google Scholar] [CrossRef]
- Ismail, H.; Shaari, S. Curing characteristics, tensile properties and morphology of palm ash/halloysite nanotubes/ethylene-propylene-diene monomer (EPDM) hybrid composites. Polym. Test. 2010, 29, 872–878. [Google Scholar] [CrossRef]
- Ooi, Z.X.; Ismail, H.; Bakar, A.A. Characterization of oil palm ash (OPA) and thermal properties of OPA-filled natural rubber compounds. J. Elastom. Plast. 2015, 47, 13–27. [Google Scholar] [CrossRef]
- Paul, K.T.; Satpathy, S.; Manna, I.; Chakraborty, K.; Nando, G. Preparation and characterization of nano structured materials from fly ash: A waste from thermal power stations, by high energy ball milling. Nanoscale Res. Lett. 2007, 2, 397–404. [Google Scholar] [CrossRef] [Green Version]
- Coates, J. Interpretation of infrared spectra, a practical approach. In Encyclopedia of Analytical Chemistry: Applications, Theory and Instrumentation; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2006. [Google Scholar]
- Li, Q.; Chen, L.; Zhang, J.; Zheng, K.; Zhang, X.; Fang, F.; Tian, X. Enhanced mechanical properties, thermal stability of phenolic-formaldehyde foam/silica nanocomposites via in situ polymerization. Polym. Eng. Sci. 2015, 55, 2783–2793. [Google Scholar] [CrossRef]
- Periadurai, T.; Vijayakumar, C.; Balasubramanian, M. Thermal decomposition and flame retardant behaviour of SiO2-phenolic nanocomposite. J. Anal. Appl. Pyrolysis 2010, 89, 244–249. [Google Scholar] [CrossRef]
- Somna, K.; Jaturapitakkul, C.; Kajitvichyanukul, P.; Chindaprasirt, P. NaOH-activated ground fly ash geopolymer cured at ambient temperature. Fuel 2011, 90, 2118–2124. [Google Scholar] [CrossRef]
- Sun, J.; Lin, R.H.; Wang, X.B.; Zhu, X.F.; Gao, Z.Z. Sodium silicate as catalyst and modifier for phenol-formaldehyde resin. Appl. Mech. Mater. 2012, 184–185, 1198–1206. [Google Scholar] [CrossRef]
- Lele, S. Thermal Characterisation of the Influence of Additives on the Curing of Phenolic Novolak Composites. Master’s Thesis, Universitaria, RMIT University, Melbourne, Australia, 2006. [Google Scholar]
- Ooi, Z.X.; Ismail, H.; Bakar, A.A. A comparative study of aging characteristics and thermal stability of oil palm ash, silica, and carbon black filled natural rubber vulcanizates. J. Appl. Polym. Sci. 2013, 130, 4474–4481. [Google Scholar] [CrossRef]
- Solyman, W.S.; Nagiub, H.M.; Alian, N.A.; Shaker, N.O.; Kandil, U.F. Synthesis and characterization of phenol/formaldehyde nanocomposites: Studying the effect of incorporating reactive rubber nanoparticles or Cloisite-30B nanoclay on the mechanical properties, morphology and thermal stability. J. Radiat. Res. Appl. Sci. 2017, 10, 72–79. [Google Scholar] [CrossRef]
- Peng, Z.; Kong, L.X. A thermal degradation mechanism of polyvinyl alcohol/silica nanocomposites. Polym. Degrad. Stab. 2007, 92, 1061–1071. [Google Scholar] [CrossRef]
- Syabani, M.W.; Perdana, I. Thermal Degradation of Modified Phenol-Formaldehyde Resin with Sodium Silicate. In Proceedings of the ICoChEA (International Conference On Chemistry And Engineering In Agroindustry), Padang, Indonesia, 26–27 October 2017; pp. 37–40. [Google Scholar]
- Etemadi, H.; Shojaei, A. Characterization of reinforcing effect of alumina nanoparticles on the novolac phenolic resin. Polym. Compos. 2014, 35, 1285–1293. [Google Scholar] [CrossRef]
- Khankrua, R.; Pivsa-Art, S.; Hiroyuki, H.; Suttiruengwong, S. Thermal and mechanical properties of biodegradable polyester/silica nanocomposites. Energy Procedia 2013, 34, 705–713. [Google Scholar] [CrossRef] [Green Version]
- Zhu, J.; Uhl, F.M.; Morgan, A.B.; Wilkie, C.A. Studies on the mechanism by which the formation of nanocomposites enhances thermal stability. Chem. Mater. 2001, 13, 4649–4654. [Google Scholar] [CrossRef]
- Corcione, C.E.; Frigione, M. Characterization of nanocomposites by thermal analysis. Materials 2012, 5, 2960–2980. [Google Scholar] [CrossRef] [Green Version]
- Kaushik, A.; Singh, P.; Verma, G.; Rekha. Morphology, X-ray diffraction and mechanical properties of resol-montmorillonite clay composites. J. Thermoplast. Compos. Mater. 2010, 23, 79–97. [Google Scholar] [CrossRef]
- Scardi, P.; Leoni, M. Diffraction line profiles from polydisperse crystalline systems. Acta Crystallogr. Sect. A Found. Crystallogr. 2001, 57, 604–613. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, A.; Gupta, A.; Sharma, K.V.; Gazali, S.B. Influence of aluminum oxide nanoparticles on the physical and mechanical properties of wood composites. BioResources 2013, 8, 6231–6241. [Google Scholar] [CrossRef]
- Gul, W.; Alrobei, H.; Shah, S.R.A.; Khan, A.; Hussain, A.; Asiri, A.M.; Kim, J. Effect of Embedment of MWCNTs for Enhancement of Physical and Mechanical Performance of Medium Density Fiberboard. Nanomaterials 2021, 11, 29. [Google Scholar] [CrossRef] [PubMed]
- Ku, H.; Yap, Y.; Lee, T.; Trada, M. Tensile properties of phenol–formaldehyde nanoclay reinforced composites: A pilot study. J. Appl. Polym. Sci. 2012, 126, E142–E150. [Google Scholar] [CrossRef]
- Kιzιlcan, N.; Özkaraman, G. In situ preparation of resol/clay nanocomposites. J. Appl. Polym. Sci. 2013, 129, 2966–2976. [Google Scholar] [CrossRef]
- Lai, J.C.H.; Rahman, M.R.; Hamdan, S. Impact of nanoclay dispersed phenol formaldehyde/fumed silica nanocomposites on physico-mechanical and thermal properties. Appl. Phys. A 2017, 123, 1–8. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nanocomposite-Filled OPA Nanoparticles | Initial Degradation Temperature (IDT) | Final Degradation Temperature (FDT) | The Residue (%) |
|---|---|---|---|
| Neat PF Resin | 265.06 | 396.14 | 42.79 |
| 1% OPB Nanocomposite | 321.32 | 516.60 | 51.49 |
| 2% OPB Nanocomposite | 301.91 | 495.61 | 51.78 |
| 3% OPB Nanocomposite | 299.69 | 483.05 | 52.41 |
| 4% OPB Nanocomposite | 302.57 | 503.41 | 52.11 |
| 5% OPB Nanocomposite | 302.66 | 474.31 | 53.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abdullah, C.K.; Ismail, I.; Nurul Fazita, M.R.; Olaiya, N.G.; Nasution, H.; Oyekanmi, A.A.; Nuryawan, A.; H. P. S., A.K. Properties and Interfacial Bonding Enhancement of Oil Palm Bio-Ash Nanoparticles Biocomposites. Polymers 2021, 13, 1615. https://doi.org/10.3390/polym13101615
Abdullah CK, Ismail I, Nurul Fazita MR, Olaiya NG, Nasution H, Oyekanmi AA, Nuryawan A, H. P. S. AK. Properties and Interfacial Bonding Enhancement of Oil Palm Bio-Ash Nanoparticles Biocomposites. Polymers. 2021; 13(10):1615. https://doi.org/10.3390/polym13101615
Chicago/Turabian StyleAbdullah, C. K., I. Ismail, M. R. Nurul Fazita, N. G. Olaiya, H. Nasution, A. A. Oyekanmi, Arif Nuryawan, and Abdul Khalil H. P. S. 2021. "Properties and Interfacial Bonding Enhancement of Oil Palm Bio-Ash Nanoparticles Biocomposites" Polymers 13, no. 10: 1615. https://doi.org/10.3390/polym13101615