
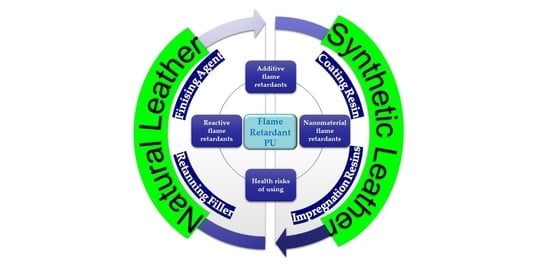
Preparation of Flame-Retardant Polyurethane and Its Applications in the Leather Industry




Abstract
:
1. Introduction
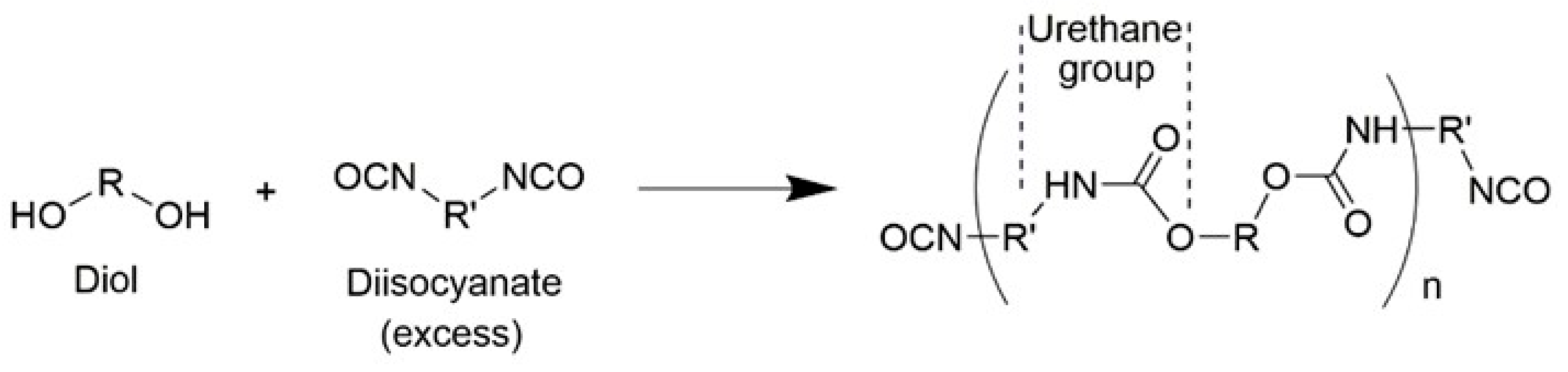
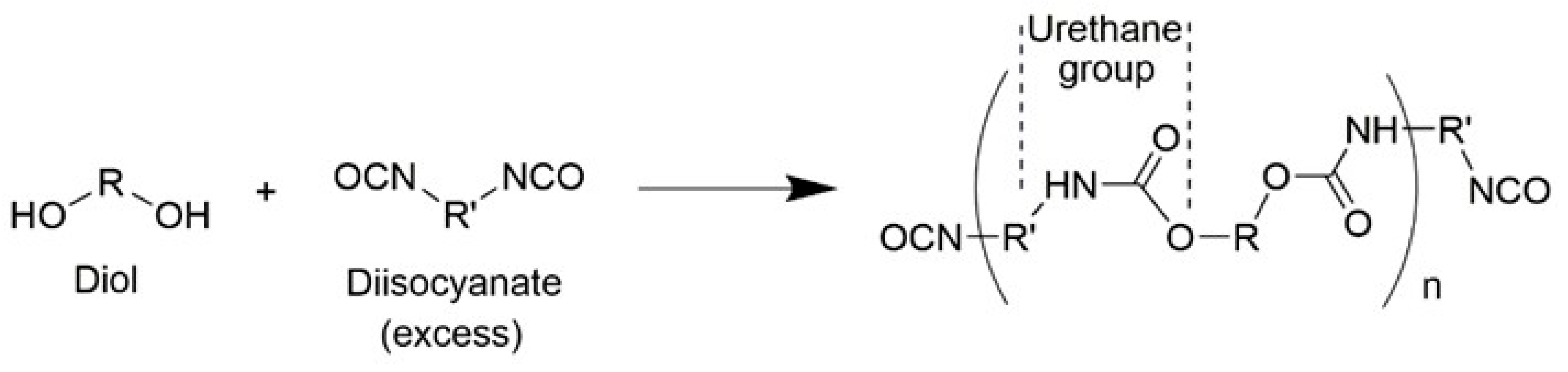
2. Synthesis and Structural Characteristics of PU
3. Progress of Flame-Retardant PU
3.1. Additive Flame-Retardant PU
3.2. Reactive Flame-Retardant PU
3.2.1. Halogen Reactive Flame-Retardant PU
3.2.2. Nitrogen Reactive Flame-Retardant PU
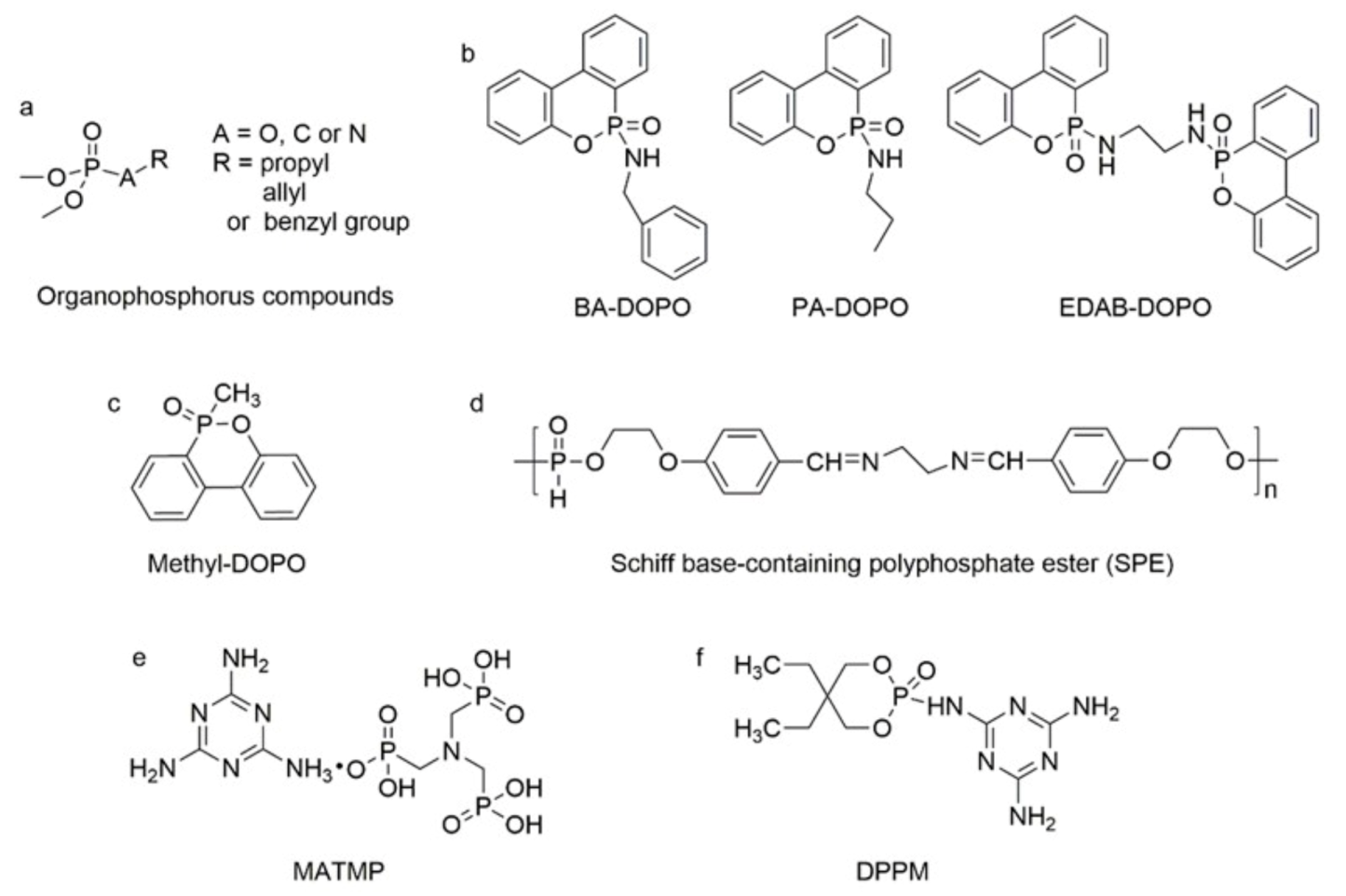
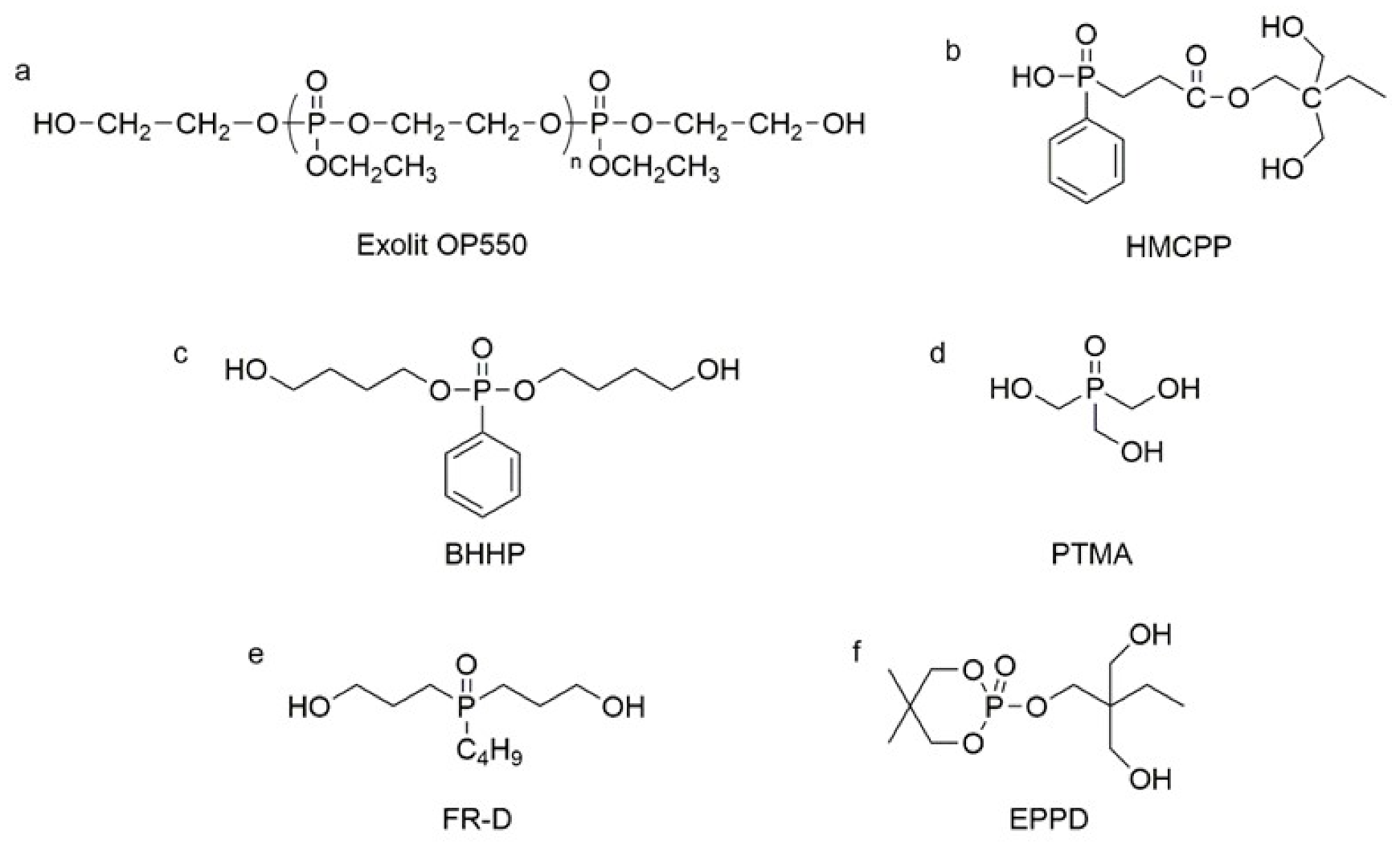
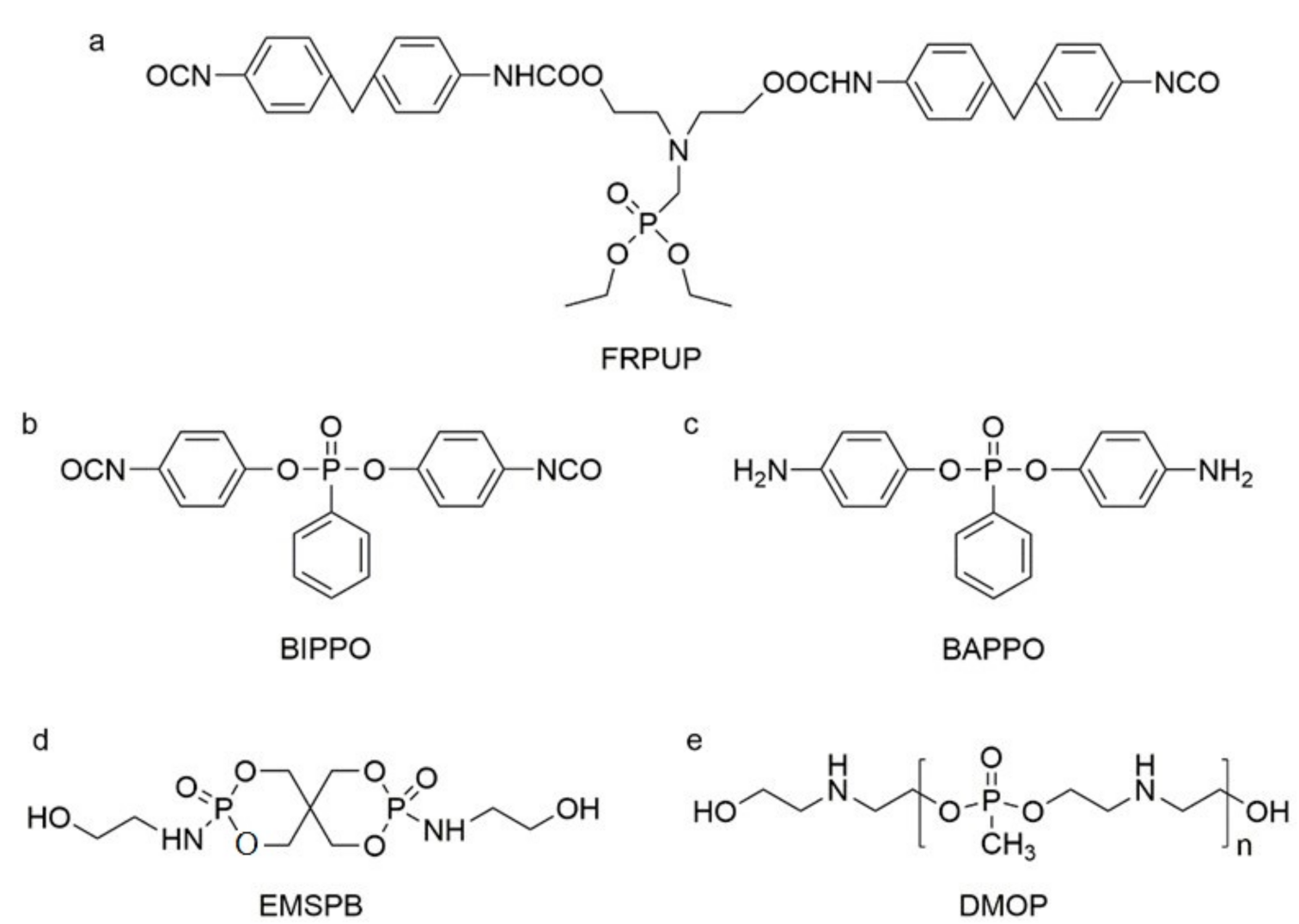
3.2.3. Phosphorus Reactive Flame-Retardant PU
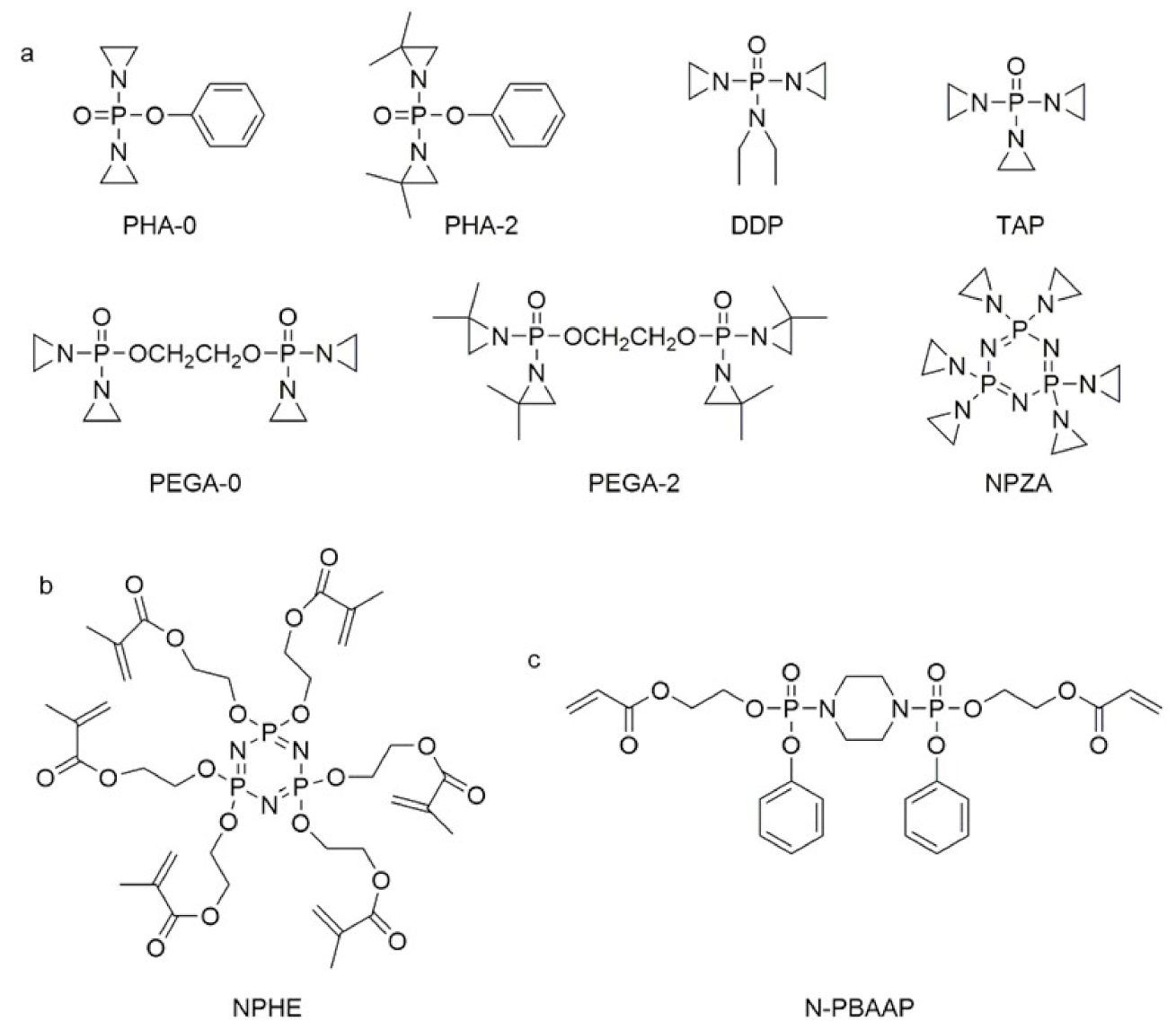
3.2.4. P–N Reactive Flame-Retardant PU
3.3. Flame-Retardant PU Nano-Composites
3.4. Discussion about the Health Risks of Using Flame-Retardant Polyurethanes
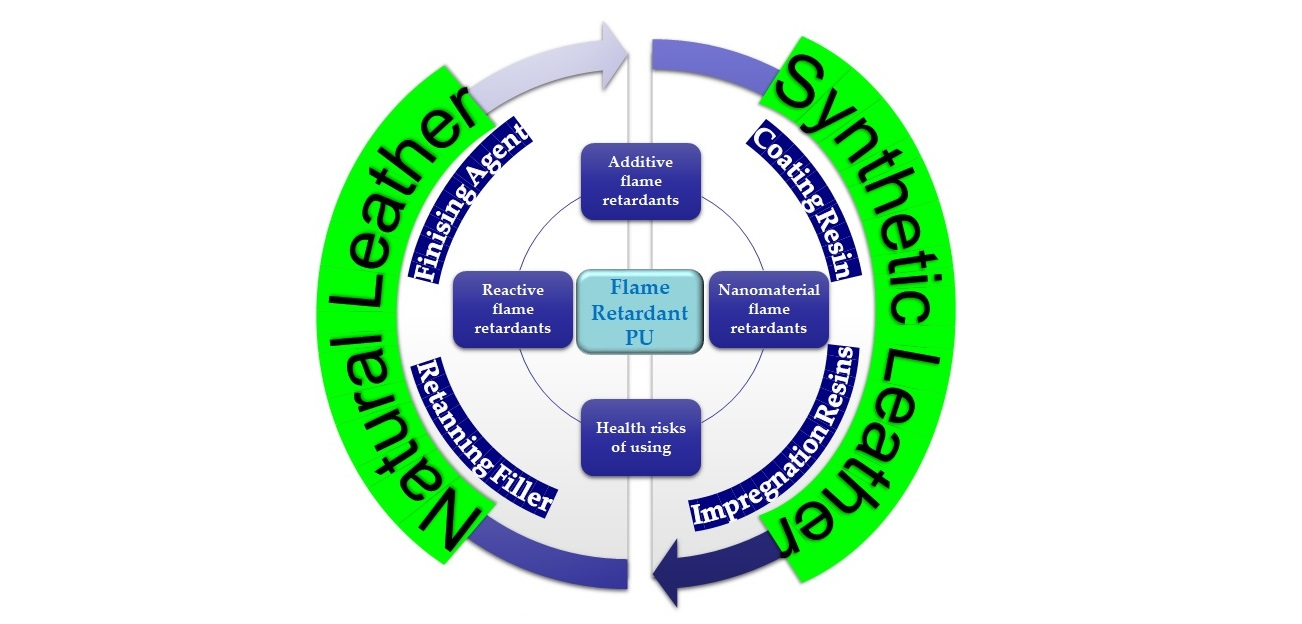
4. Applications of PU in Leather/Synthetic Leather
4.1. Applications of PU in Leather Fabrication
4.1.1. Retanning Filler
4.1.2. Finishing Agent
4.2. Applications of PU in Synthetic Leather Fabrication
4.2.1. PU Synthetic Leather Coating Resin
4.2.2. Impregnation Resins for Ultra-Fine Fiber Synthetic Leather Substrates
5. Studies of Flame Retardancy of Leather/Synthetic Leather
5.1. Flame-Retardant Leather
5.2. Flame-Retardant Synthetic Leather
5.2.1. Flame-Retardant Substrate
5.2.2. Flame-Retardant PU Resin
6. Conclusions and Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gunteroertel, D.; Abeleetal, W. Polyurethane Handbook: Chemistry, raw Materials, Processing, Application, Properties; Hanser Publishers: New York, NY, USA, 1985. [Google Scholar]
- Bayer, O.; Siefken, W.; Rinke, H.; Orthner, L.; Schild, H. A process for the Production of Polyurethanes and Polyureas. German Patent DRP 728981, 13 November 1937. [Google Scholar]
- Jeong, J.; Park, J.; Lim, Y. Development of styrene-grafted polyurethane by radiation-based techniques. Materials 2016, 9, 441. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, Q.; Huang, W.; Wang, Y.; Li, X.; Zhang, Y. Functionalization of polyurethane based on copper-catalyzed azide-alkyne cycloaddition reaction. Prog. Chem. 2020, 32, 147–161. [Google Scholar]
- Wang, C.; Mu, C.; Lin, W.; Xiao, H. Functional-modified polyurethanes for rendering surfaces antimicrobial: An overview. Adv. Colloid Interfac. 2020, 283, 102235. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Hong, W.; Chen, X. Continuous production of water-borne polyurethanes: A review. Polymers 2020, 12, 2875. [Google Scholar] [CrossRef] [PubMed]
- Engels, H.; Pirkl, H.; Albers, R.; Albach, R.-W.; Krause, J.; Hoffmann, A.; Casselmann, H.; Dormish, J. Polyurethanes: Versatile materials and sustainable problem solvers for today’s challenges. Angew. Chem. Int. Ed. 2013, 52, 9422–9441. [Google Scholar] [CrossRef] [PubMed]
- Sinha Ray, S.; Okamoto, M. Polymer/layered silicate nanocomposites: A review from preparation to processing. Prog. Polym. Sci. 2003, 28, 1539–1641. [Google Scholar] [CrossRef]
- Delebecq, E.; Pascault, J.; Boutevin, B.; Ganachaud, F. On the versatility of urethane/urea bonds: Reversibility, blocked isocyanate, and non-isocyanate polyurethane. Chem. Rev. 2012, 113, 80–118. [Google Scholar] [CrossRef]
- Chattopadhyay, D.-K.; Raju, K.-V.-S.-N. Structural engineering of polyurethane coatings for high performance applications. Prog. Polym. Sci. 2007, 32, 352–418. [Google Scholar] [CrossRef]
- Sonnenschein, M.-F. Polyurethanes: Science, Technology, Markets, and Trends; Wiley: Hoboken, NJ, USA, 2014. [Google Scholar]
- Li, Z.; Jiang, W.; Wang, L.; Meng, W.; Qing, F. Synthesis and application of novel aqueous anionic polyurethane as a durable press finishing agent of cotton fabrics. Text. Res. J. 2007, 77, 227–232. [Google Scholar] [CrossRef]
- Tang, K.; Zhu, B.; Zheng, X.; Shelly, D.-C. Preparation and properties of polyurethane finishing agent using butylamine as chain-extension agent. J. Am. Leather Chem. Assoc. 2009, 104, 295–301. [Google Scholar]
- Li, C.; Qiang, T.; Li, X.; Zhao, J.; Ren, L.; Wang, X. Preparation and application of collagen-based waterborne polyurethane retanning agent. J. Soc. Leather Technol. Chem. 2017, 101, 149–154. [Google Scholar]
- Wang, X.; Yan, Z.; Liu, X.; Qiang, T.; Chen, L.; Guo, P.; Yue, O. An environmental polyurethane retanning agent with the function of reducing free formaldehyde in leather. J. Clean. Prod. 2019, 207, 679–688. [Google Scholar] [CrossRef]
- Singh, H.; Jain, A.-K. Ignition, combustion, toxicity, and fire retardancy of polyurethane foams: A comprehensive review. J. Appl. Polym. Sci. 2008, 111, 1115–1143. [Google Scholar] [CrossRef]
- Kim, B.-K.; Lee, J.-C. Waterborne polyurethanes and their properties. J. Polym. Sci. Pol. Chem. 1996, 34, 1095–1104. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Z.; Wang, Q. Effects of magnesium hydroxide and its synergistic systems on the flame retardance of polyformaldehyde. J. Appl. Polym. Sci. 2012, 125, 968–974. [Google Scholar] [CrossRef]
- Velencoso, M.-M.; Battig, A.; Markwart, J.-C.; Schartel, B.; Wurm, F.-R. Molecular firefighting—How modern phosphorus chemistry can help solve the challenge of flame retardancy. Angew. Chem. Int. Ed. 2018, 130, 10608–10626. [Google Scholar] [CrossRef] [Green Version]
- Lu, S.; Hong, W.; Chen, X. Nanoreinforcements of two-dimensional nanomaterials for flame retardant polymeric composites: An overview. Adv. Polym. Technol. 2019, 2019, 1–25. [Google Scholar] [CrossRef] [Green Version]
- Shi, Y.; Luo, Z.; He, M.; Gu, X. Effects of phosphonic flame-retardant additives on burning. Polyurethane Ind. 2009, 24, 23–25. [Google Scholar]
- Price, D.; Liu, Y.; Milnes, G.-J.; Hull, R.; Kandola, B.-K.; Horrocks, A.-R. An investigation into the mechanism of flame retardancy and smoke suppression by melamine in flexible polyurethane foam. Fire Mater. 2002, 26, 201–206. [Google Scholar] [CrossRef]
- Chen, X.; Jiang, Y.; Jiao, C. Smoke suppression properties of ferrite yellow on flame retardant thermoplastic polyurethane based on ammonium polyphosphate. J. Hazard. Mater. 2014, 266, 114–121. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Wang, F.; Dong, Q.; Xie, M.; Liu, P.; Ding, Y.; Zhang, S.; Yang, M.; Zheng, G. Core-shell expandable graphite @ aluminum hydroxide as a flame-retardant for rigid polyurethane foams. Polym. Degrad. Stabil. 2017, 146, 267–276. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, F.; Dong, Q.; Yuan, W.; Liu, P.; Ding, Y.; Zhang, S.; Yang, M.; Zheng, G. Expandable graphite encapsulated by magnesium hydroxide nanosheets as an intumescent flame retardant for rigid polyurethane foams. J. Appl. Polym. Sci. 2018, 135, 46749. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, F. Brief introduction of flame retardants for polyurethane foam. Polyurethane Ind. 2001, 16, 6–9. [Google Scholar]
- Larsen Eric, R.; Ecker Ernest, L. Thermal stability of fire retardants:* v. Decomposition of haloalkyl phosphates under polyurethane processing conditions. J. Fire Sci. 1988, 6, 363–379. [Google Scholar] [CrossRef]
- Zhang, A.; Zhang, Y.; Lv, F.; Chu, P.-K. Synergistic effects of hydroxides and dimethyl methylphosphonate on rigid halogen-free and flame-retarding polyurethane foams. J. Appl. Polym. Sci. 2013, 128, 347–353. [Google Scholar] [CrossRef]
- Khaled, A.; Richard, C.; Redin, L.; Niinipuu, M.; Jansson, S.; Jaber, F.; Sleiman, M. Characterization and photodegradation of polybrominated diphenyl ethers in car seat fabrics from end-of-life vehicles. Environ. Sci. Technol. 2018, 52, 1216–1224. [Google Scholar] [CrossRef]
- Sut, A.; Metzsch-Zilligen, E.; Großhauser, M.; Pfaendner, R.; Schartel, B. Synergy between melamine cyanurate, melamine polyphosphate and aluminum diethylphosphinate in flame retarded thermoplastic polyurethane. Polym. Test. 2019, 74, 196–204. [Google Scholar] [CrossRef]
- Tang, G.; Liu, X.; Zhou, L.; Zhang, P.; Deng, D.; Jiang, H. Steel slag waste combined with melamine pyrophosphate as a flame retardant for rigid polyurethane foams. Adv. Powder Technol. 2020, 31, 279–286. [Google Scholar] [CrossRef]
- Chattopadhyay, D.-K.; Webster, D.-C. Thermal stability and flame retardancy of polyurethanes. Prog. Polym. Sci. 2009, 34, 1068–1133. [Google Scholar] [CrossRef]
- Liang, S.; Neisius, M.; Mispreuve, H.; Naescher, R.; Gaan, S. Flame retardancy and thermal decomposition of flexible polyurethane foams: Structural influence of organophosphorus compounds. Polym. Degrad. Stabil. 2012, 97, 2428–2440. [Google Scholar] [CrossRef]
- Neisius, M.; Liang, S.; Mispreuve, H.; Gaan, S. Phosphoramidate-containing flame-retardant flexible polyurethane foams. Ind. Eng. Chem. Res. 2013, 52, 9752–9762. [Google Scholar] [CrossRef]
- Gaan, S.; Liang, S.; Mispreuve, H.; Perler, H.; Naescher, R.; Neisius, M. Flame retardant flexible polyurethane foams from novel dopo-phosphonamidate additives. Polym. Degrad. Stabil. 2015, 113, 180–188. [Google Scholar] [CrossRef]
- König, A.; Kroke, E. Methyl-dopo-a new flame retardant for flexible polyurethane foam. Polym. Adv. Technol. 2011, 22, 5–13. [Google Scholar] [CrossRef]
- Yang, A.; Deng, C.; Chen, H.; Wei, Y.; Wang, Y. A novel schiff-base polyphosphate ester: Highly-efficient flame retardant for polyurethane elastomer. Polym. Degrad. Stabil. 2017, 144, 70–82. [Google Scholar] [CrossRef]
- Liu, L.; Wang, Z.; Xu, X. Melamine amino trimethylene phosphate as a novel flame retardant for rigid polyurethane foams with improved flame retardant, mechanical and thermal properties. J. Appl. Polym. Sci. 2017, 134, 45234. [Google Scholar] [CrossRef]
- Wang, C.; Wu, Y.; Li, Y.; Shao, Q.; Yan, X.; Han, C.; Wang, Z.; Liu, Z.; Guo, Z. Flame-retardant rigid polyurethane foam with a phosphorus-nitrogen single intumescent flame retardant. Polym. Adv. Technol. 2018, 29, 668–676. [Google Scholar] [CrossRef]
- Wang, L.; Tawiah, B.; Shi, Y.; Cai, S.; Rao, X.; Liu, C.; Yang, Y.; Yang, F.; Yu, B.; Liang, Y.; et al. Highly effective flame-retardant rigid polyurethane foams: Fabrication and applications in inhibition of coal combustion. Polymers 2019, 11, 1776. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Luo, Y.; Guo, X.; Chen, L.; Xu, T.; Jia, D. Structure and flame-retardant actions of rigid polyurethane foams with expandable graphite. Polymers 2019, 11, 686. [Google Scholar] [CrossRef] [Green Version]
- Chen, Y.; Li, L.; Wu, X. Construction of an efficient ternary flame retardant system for rigid polyurethane foam based on bi-phase flame retardant effect. Polym. Adv. Technol. 2020, 31, 3202–3210. [Google Scholar] [CrossRef]
- Chen, Y.; Luo, Y.; Guo, X.; Chen, L.; Jia, D. The synergistic effect of ionic liquid-modified expandable graphite and intumescent flame-retardant on flame-retardant rigid polyurethane foams. Materials 2020, 13, 3095. [Google Scholar] [CrossRef]
- Ma, H.; Fang, Z. Synthesis and carbonization chemistry of a phosphorous–nitrogen based intumescent flame retardant. Thermochim. Acta 2012, 543, 130–136. [Google Scholar] [CrossRef]
- Wu, D.; Zhao, P.; Liu, Y.; Liu, X.; Wang, X. Halogen free flame retardant rigid polyurethane foam with a novel phosphorus−nitrogen intumescent flame retardant. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Zhang, M.; Luo, Z.; Zhang, J.; Chen, S.; Zhou, Y. Effects of a novel phosphorus–nitrogen flame retardant on rosin-based rigid polyurethane foams. Polym. Degrad. Stabil. 2015, 120, 427–434. [Google Scholar] [CrossRef]
- Laoutid, F.; Bonnaud, L.; Alexandre, M.; Lopez-Cuesta, J.-M.; Dubois, P. New prospects in flame retardant polymer materials: From fundamentals to nanocomposites. Mat. Sci. Eng. R 2009, 63, 100–125. [Google Scholar] [CrossRef]
- Boulet, J.-C.; Walraevens, R.; Bonnety, G.; Lolivier, J.; Trouillet, P. Halogenated Polyether Polyols and Polyurethane Foams Produced Therefrom. U.S. Patent 4,173,710, 7 February 1978. [Google Scholar]
- Walch, P. Halogenated Polyetherpolyol Ixol® for Rigid Cellular Pur Materials with Improved Flame Retardancy in Fire and Cellular Polymers; Springer: Dordrecht, The Netherlands, 1986. [Google Scholar]
- Park, H.-S.; Hahm, H.-S.; Park, E.-K. Preparation and characteristics of two-component polyurethane flame retardant coatings using 2,3-dibromo modified polyesters. J. Appl. Polym. Sci. 1996, 61, 421–429. [Google Scholar] [CrossRef]
- Park, H.; Keun, J.; Lee, K. Syntheses and physical properties of two-component polyurethane flame-retardant coatings using chlorine-containing modified polyesters. J. Polym. Sci. Pol. Chem. 1996, 34, 1455–1464. [Google Scholar] [CrossRef]
- Papaspyrides, C.-D.; Kiliaris, P. Polymer Green Flame Retardants; Newnes: London, UK, 2014. [Google Scholar]
- Iolanda, R.; Ionescu, M.; Donescu, D.; Vuluga, D.-M. Synthesis of a new mannich polyether polyol with isocyanuric structure. Mater. Plast. 2008, 45, 23–28. [Google Scholar]
- Zhang, M.; Zhang, J.; Chen, S.; Zhou, Y. Synthesis and fire properties of rigid polyurethane foams made from a polyol derived from melamine and cardanol. Polym. Degrad. Stabil. 2014, 110, 27–34. [Google Scholar] [CrossRef]
- Yuan, Y.; Ma, C.; Shi, Y.; Song, L.; Hu, Y.; Hu, W. Highly-efficient reinforcement and flame retardancy of rigid polyurethane foam with phosphorus-containing additive and nitrogen-containing compound. Mater. Chem. Phys. 2018, 211, 42–53. [Google Scholar] [CrossRef]
- Levchik, S.-V.; Weil, E.-D. Thermal decomposition, combustion and fire-retardancy of polyurethanes—A review of the recent literature. Polym. Int. 2004, 53, 1585–1610. [Google Scholar] [CrossRef]
- Van der Veen, I.; de Boer, J. Phosphorus flame retardants: Properties, production, environmental occurrence, toxicity and analysis. Chemosphere 2012, 88, 1119–1153. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Luo, Y.; Chai, C.; Wang, J.; Li, J.; Xia, M. Synthesis and characterization of phosphorus-containing waterborne polyurethanes: Effects of the organophosphonate content on the flame retardancy, morphology, and film properties. J. Appl. Polym. Sci. 2008, 110, 3107–3115. [Google Scholar] [CrossRef]
- Troev, K.; Tsevi, R.; Bourova, T.; Kobayashi, S.; Uayama, H.; Roundhill, D. Synthesis of phosphorus-containing polyurethanes without use of isocyanates. J. Polym. Sci. Pol. Chem. 1996, 34, 621–631. [Google Scholar] [CrossRef]
- Maiti, S.; Banerjee, S.; Palit, S.-K. Phosphorus-containing polymers. Prog. Polym. Sci. 1993, 18, 227–261. [Google Scholar] [CrossRef]
- Chiu, S.; Wu, C.; Lee, H.; Gu, J.; Suen, M. Synthesis and characterisation of novel flame retardant polyurethanes containing designed phosphorus units. J. Polym. Res. 2016, 23, 1–10. [Google Scholar] [CrossRef]
- Yuan, Y.; Yang, H.; Yu, B.; Shi, Y.; Wang, W.; Song, L.; Hu, Y.; Zhang, Y. Phosphorus and nitrogen-containing polyols: Synergistic effect on the thermal property and flame retardancy of rigid polyurethane foam composites. Ind. Eng. Chem. Res. 2016, 55, 10813–10822. [Google Scholar] [CrossRef]
- Witte, A.; Krieger, W. Halogen-Free, Water-Blown, Flame-Retardant Rigid Polyurethane Foam and a Process for Its Production. U.S. Patent 6,518,325, 2 November 2003. [Google Scholar]
- Witte, A.; Krieger, W. Halogen-Free, Pentane-Blown, Flame-Retardant Rigid Polyurethane Foam and a Process for Its Production. U.S. Patent 6,593,385, 15 July 2003. [Google Scholar]
- Eilbracht, C.; Sicken, M. Process for Producing Flame-Retardant Flexible Polyurethane Foams. U.S. Patent 6,380,273, 30 April 2002. [Google Scholar]
- Chen, M.; Chen, C.; Tan, Y.; Huang, J.; Wang, X.; Chen, L.; Wang, Y. Inherently flame-retardant flexible polyurethane foam with low content of phosphorus-containing cross-linking agent. Ind. Eng. Chem. Res. 2013, 53, 1160–1171. [Google Scholar] [CrossRef]
- Lee, F.-T.; Nicholson, P.; Green, J. New reactive phosphorus flame retardant for rigid polyurethane application, part I. J. Fire Retard. Chem. 1982, 9, 194–205. [Google Scholar]
- Siu, P.-W.; Serin, S.-C.; Krummenacher, I.; Hey, T.-W.; Gates, D.-P. Isomerization polymerization of the phosphaalkene mesp=cph2: An alternative microstructure for poly(methylenephosphine)s. Angew. Chem. Int. Ed. 2013, 52, 6967–6970. [Google Scholar] [CrossRef] [PubMed]
- Sato, M.; Endo, S.; Araki, Y.; Matsuoka, G.; Gyobu, S.; Takeuchi, H. The flame-retardant polyester fiber: Improvement of hydrolysis resistance. J. Appl. Polym. Sci. 2000, 78, 1134–1138. [Google Scholar] [CrossRef]
- Zhang, P.; Tian, S.; Fan, H.; Chen, Y.; Yan, J. Flame retardancy and hydrolysis resistance of waterborne polyurethane bearing organophosphate moieties lateral chain. Prog. Org. Coat. 2015, 89, 170–180. [Google Scholar] [CrossRef]
- Lu, S.; Hamerton, I. Recent developments in the chemistry of halogen-free flame retardant polymers. Prog. Polym. Sci. 2002, 27, 1661–1712. [Google Scholar] [CrossRef]
- Wang, T.-Z.; Chen, K.-N. Introduction of covalently bonded phosphorus into aqueous—Based polyurethane system via postcuring reaction. J. Appl. Polym. Sci. 1999, 74, 2499–2509. [Google Scholar] [CrossRef]
- Shao, C.; Huang, J.; Chen, G.; Yeh, J.; Chen, K. Thermal and combustion behaviors of aqueous-based polyurethane system with phosphorus and nitrogen containing curing agent. Polym. Degrad. Stabil. 1999, 65, 359–371. [Google Scholar] [CrossRef]
- Shao, C.; Wang, T.; Chen, G.; Chen, K.; Yeh, J.; Chen, K. Aqueous-based polyurethane with dual-functional curing agent. J. Polym. Res. 2000, 7, 41–49. [Google Scholar] [CrossRef]
- Huang, W.; Yeh, J.; Chen, K.; Chen, K. Flame retardation improvement of aqueous-based polyurethane with aziridinyl phosphazene curing system. J. Appl. Polym. Sci. 2001, 79, 662–673. [Google Scholar] [CrossRef]
- Huang, W.-K.; Chen, K.-J.; Yeh, J.-T.; Chen, K.-N. Curing and combustion properties of a pu—Coating system with uv—Reactive phosphazene. J. Appl. Polym. Sci. 2002, 85, 1980–1991. [Google Scholar] [CrossRef]
- Chen, L.-J.; Tai, Q.-L.; Song, L.; Xing, W.-Y.; Jie, G.-X.; Hu, Y. Thermal properties and flame retardancy of an ether-type uv-cured polyurethane coating. Express Polym. Lett. 2010, 4, 539–550. [Google Scholar] [CrossRef]
- Ding, H.; Xia, C.; Wang, J.; Wang, C.; Chu, F. Inherently flame-retardant flexible bio-based polyurethane sealant with phosphorus and nitrogen-containing polyurethane prepolymer. J. Mater. Sci. 2016, 51, 5008–5018. [Google Scholar] [CrossRef]
- Liu, Y.-L.; Hsiue, G.-H.; Lan, C.-W.; Chiu, Y.-S. Flame-retardant polyurethanes from phosphorus-containing isocyanates. J. Polym. Sci. Pol. Chem. 1997, 35, 1769–1780. [Google Scholar] [CrossRef]
- ÇElebi, F.; Polat, O.; Aras, L.; Gungor, G.; Akhmedov, I.-M. Synthesis and characterization of water-dispersed flame-retardant polyurethane resin using phosphorus-containing chain extender. J. Appl. Polym. Sci. 2004, 91, 1314–1321. [Google Scholar] [CrossRef]
- Wu, D.; Zhao, P.; Zhang, M.; Liu, Y. Preparation and properties of flame retardant rigid polyurethane foam with phosphorus–nitrogen intumescent flame retardant. High Perform. Polym. 2013, 25, 868–875. [Google Scholar] [CrossRef]
- Rao, W.; Xu, H.; Xu, Y.; Qi, M.; Liao, W.; Xu, S.; Wang, Y. Persistently flame-retardant flexible polyurethane foams by a novel phosphorus-containing polyol. Chem. Eng. J. 2018, 343, 198–206. [Google Scholar] [CrossRef]
- Yang, R.; Hu, W.; Xu, L.; Song, Y.; Li, J. Synthesis, mechanical properties and fire behaviors of rigid polyurethane foam with a reactive flame retardant containing phosphazene and phosphate. Polym. Degrad. Stabil. 2015, 122, 102–109. [Google Scholar] [CrossRef]
- Lu, Z.; Xue, W.; Zeng, Z.; Zhou, Z. Synthesis and properties of reactive polyurethane hot melt adhesive based on a novel phosphorus-nitrogen-containing polyol. J. Adhes. Sci. Technol. 2020, 35, 1–14. [Google Scholar] [CrossRef]
- Özşeker, A.; Karadeniz, K.; Fikret Yılmaz, R. Intrinsically flame retardant polyurethane prepared with epoxidized soybean oil and vinylphosphonic acid. Croat. Chem. Acta 2018, 91, 589–597. [Google Scholar] [CrossRef]
- Cuicui, W.; Dai, Z.; Huang, Y.; Xu, G. Waterborne polyurethane modified with organic phosphorus of flame retardant. J. Funct. Polym. 2010, 23, 285–290. [Google Scholar]
- Gu, L.; Ge, Z.; Huang, M.; Luo, Y. Halogen-free flame-retardant waterborne polyurethane with a novel cyclic structure of phosphorus−nitrogen synergistic flame retardant. J. Appl. Polym. Sci. 2015, 132, 41288. [Google Scholar] [CrossRef]
- Zhang, P.; He, Y.; Tian, S.; Fan, H.; Chen, Y.; Yan, J. Flame retardancy, mechanical, and thermal properties of waterborne polyurethane conjugated with a novel phosphorous-nitrogen intumescent flame retardant. Polym. Compos. 2017, 38, 452–462. [Google Scholar] [CrossRef]
- Wazarkar, K.; Kathalewar, M.; Sabnis, A. Improvement in flame retardancy of polyurethane dispersions by newer reactive flame retardant. Prog. Org. Coat. 2015, 87, 75–82. [Google Scholar] [CrossRef]
- Wu, G.; Li, J.; Luo, Y. Flame retardancy and thermal degradation mechanism of a novel post-chain extension flame retardant waterborne polyurethane. Polym. Degrad. Stabil. 2016, 123, 36–46. [Google Scholar] [CrossRef]
- Wang, S.; Du, Z.; Cheng, X.; Liu, Y.; Wang, H. Synthesis of a phosphorus- and nitrogen-containing flame retardant and evaluation of its application in waterborne polyurethane. J. Appl. Polym. Sci. 2018, 135, 46093. [Google Scholar] [CrossRef]
- Yan, D.; Xu, L.; Chen, C.; Tang, J.; Ji, X.; Li, Z. Enhanced mechanical and thermal properties of rigid polyurethane foam composites containing graphene nanosheets and carbon nanotubes. Polym. Int. 2012, 61, 1107–1114. [Google Scholar] [CrossRef]
- Kausar, A. Estimation of thermo-mechanical and fire resistance profile of epoxy coated polyurethane/fullerene composite films. Fuller. Nanotub. Carbon Nanostruct. 2016, 24, 391–399. [Google Scholar] [CrossRef]
- Huang, G.; Gao, J.; Li, Y.; Han, L.; Wang, X. Functionalizing nano-montmorillonites by modified with intumescent flame retardant: Preparation and application in polyurethane. Polym. Degrad. Stabil. 2010, 95, 245–253. [Google Scholar] [CrossRef]
- Kotal, M.; Kuila, T.; Srivastava, S.-K.; Bhowmick, A.-K. Synthesis and characterization of polyurethane/Mg-Al layered double hydroxide nanocomposites. J. Appl. Polym. Sci. 2009, 114, 2691–2699. [Google Scholar] [CrossRef]
- Berta, M.; Lindsay, C.; Pans, G.; Camino, G. Effect of chemical structure on combustion and thermal behaviour of polyurethane elastomer layered silicate nanocomposites. Polym. Degrad. Stabil. 2006, 91, 1179–1191. [Google Scholar] [CrossRef]
- Lu, S.; Zhou, W.; Yang, M.; Chen, G.; Hong, W.; Yu, D.; Zheng, Z.; Chen, X. Preparation and flame-retardant mechanism of polyheptazine/pa6 nanocmposites. Polymer 2019, 182, 121810. [Google Scholar] [CrossRef]
- Shi, Y.; Yu, B.; Duan, L.; Gui, Z.; Wang, B.; Hu, Y.; Yuen, R.-K.-K. Graphitic carbon nitride/phosphorus-rich aluminum phosphinates hybrids as smoke suppressants and flame retardants for polystyrene. J. Hazard. Mater. 2017, 332, 87–96. [Google Scholar] [CrossRef]
- Devaux, E.; Rochery, M.; Bourbigot, S. Polyurethane/clay and polyurethane/poss nanocomposites as flame retarded coating for polyester and cotton fabrics. Fire Mater. 2002, 26, 149–154. [Google Scholar] [CrossRef]
- Novoselov, K.-S.; Geim, A.-K.; Morozov, S.-V.; Jiang, D.; Zhang, Y.; Dubonos, S.-V.; Grigorieva, I.-V.; Firsov, A.-A. Electric field effect in atomically thin carbon films. Science 2004, 306, 666–669. [Google Scholar] [CrossRef] [Green Version]
- Stankovich, S.; Dikin, D.-A.; Dommett, G.-H.-B.; Kohlhaas, K.-M.; Zimney, E.-J.; Stach, E.-A.; Piner, R.-D.; Nguyen, S.-T.; Ruoff, R.-S. Graphene-based composite materials. Nature 2006, 442, 282–286. [Google Scholar] [CrossRef] [PubMed]
- Huang, X.; Qi, X.; Boey, F.; Zhang, H. Graphene-based composites. Chem. Soc. Rev. 2012, 41, 666–686. [Google Scholar] [CrossRef]
- Sang, B.; Li, Z.; Li, X.; Yu, L.; Zhang, Z. Graphene-based flame retardants: A review. J. Mater. Sci. 2016, 51, 8271–8295. [Google Scholar] [CrossRef]
- Shi, Y.; Li, L. Chemically modified graphene: Flame retardant or fuel for combustion? J. Mater. Chem. 2011, 21, 3277–3279. [Google Scholar] [CrossRef]
- Wang, X.; Kalali, E.-N.; Wan, J.; Wang, D. Carbon-family materials for flame retardant polymeric materials. Prog. Polym. Sci. 2017, 69, 22–46. [Google Scholar] [CrossRef]
- Bao, C.; Guo, Y.; Yuan, B.; Hu, Y.; Song, L. Functionalized graphene oxide for fire safety applications of polymers: A combination of condensed phase flame retardant strategies. J. Mater. Chem. 2012, 22, 23057. [Google Scholar] [CrossRef]
- Chen, X.; Ma, C.; Jiao, C. Synergistic effects between iron-graphene and ammonium polyphosphate in flame-retardant thermoplastic polyurethane. J. Therm. Anal. Calorim. 2016, 126, 633–642. [Google Scholar] [CrossRef]
- Chen, X.; Ma, C.; Jiao, C. Synergistic effects between iron-graphene and melamine salt of pentaerythritol phosphate on flame retardant thermoplastic polyurethane. Polym. Advan. Technol. 2016, 27, 1508–1516. [Google Scholar] [CrossRef]
- Gavgani, J.-N.; Adelnia, H.; Gudarzi, M.-M. Intumescent flame retardant polyurethane/reduced graphene oxide composites with improved mechanical, thermal, and barrier properties. J. Mater. Sci. 2014, 49, 243–254. [Google Scholar] [CrossRef] [Green Version]
- Xu, W.; Liu, L.; Zhang, B.; Hu, Y.; Xu, B. Effect of molybdenum trioxide-loaded graphene and cuprous oxide-loaded graphene on flame retardancy and smoke suppression of polyurethane elastomer. Ind. Eng. Chem. Res. 2016, 55, 4930–4941. [Google Scholar] [CrossRef]
- Zhou, K.; Gui, Z.; Hu, Y.; Jiang, S.; Tang, G. The influence of cobalt oxide-graphene hybrids on thermal degradation, fire hazards and mechanical properties of thermoplastic polyurethane composites. Compos. Part A Appl. Sci. 2016, 88, 10–18. [Google Scholar] [CrossRef]
- Cai, W.; Feng, X.; Hu, W.; Pan, Y.; Hu, Y.; Gong, X. Functionalized graphene from electrochemical exfoliation for thermoplastic polyurethane: Thermal stability, mechanical properties, and flame retardancy. Ind. Eng. Chem. Res. 2016, 55, 10681–10689. [Google Scholar] [CrossRef]
- Cai, W.; Feng, X.; Wang, B.; Hu, W.; Yuan, B.; Hong, N.; Hu, Y. A novel strategy to simultaneously electrochemically prepare and functionalize graphene with a multifunctional flame retardant. Chem. Eng. J. 2017, 316, 514–524. [Google Scholar] [CrossRef]
- Huang, G.; Song, P.; Liu, L.; Han, D.; Ge, C.; Li, R.; Guo, Q. Fabrication of multifunctional graphene decorated with bromine and nano-Sb2O3 towards high-performance polymer nanocomposites. Carbon 2016, 98, 689–701. [Google Scholar] [CrossRef]
- Jin, Y.; Huang, G.; Han, D.; Song, P.; Tang, W.; Bao, J.; Li, R.; Liu, Y. Functionalizing graphene decorated with phosphorus-nitrogen containing dendrimer for high-performance polymer nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 86, 9–18. [Google Scholar] [CrossRef] [Green Version]
- Yu, B.; Shi, Y.; Yuan, B.; Qiu, S.; Xing, W.; Hu, W.; Song, L.; Lo, S.; Hu, Y. Enhanced thermal and flame retardant properties of flame-retardant-wrapped graphene/epoxy resin nanocomposites. J. Mater. Chem. A 2015, 3, 834–844. [Google Scholar] [CrossRef]
- Jiang, S.; Bai, Z.; Tang, G.; Hu, Y.; Song, L. Fabrication and characterization of graphene oxide-reinforced poly (vinyl alcohol)-based hybrid composites by the sol–gel method. Compos. Sci. Technol. 2014, 102, 51–58. [Google Scholar] [CrossRef]
- Hu, W.; Zhan, J.; Wang, X.; Hong, N.; Wang, B.; Song, L.; Stec, A.-A.; Hull, T.-R.; Wang, J.; Hu, Y. Effect of functionalized graphene oxide with hyper-branched flame retardant on flammability and thermal stability of cross-linked polyethylene. Ind. Eng. Chem. Res. 2014, 53, 3073–3083. [Google Scholar] [CrossRef]
- Naldzhiev, D.; Mumovic, D.; Strlic, M. Polyurethane insulation and household products—A systematic review of their impact on indoor environmental quality. Build. Environ. 2020, 169, 106559. [Google Scholar] [CrossRef]
- Bohlin, P.; Audy, O.; Škrdlíková, L.; Kukučka, P.; Vojta, S.; Přibylová, P.; Prokeš, R.; Čupr, P.; Klánová, J. Evaluation and guidelines for using polyurethane foam (puf) passive air samplers in double-dome chambers to assess semi-volatile organic compounds (svocs) in non-industrial indoor environments. Environ. Sci. Process. Impacts 2014, 16, 2617–2626. [Google Scholar] [CrossRef] [PubMed]
- Lounis, M.; Leconte, S.; Rousselle, C.; Belzunces, L.-P.; Desauziers, V.; Lopez-Cuesta, J.; Julien, J.-M.; Guenot, D.; Bourgeois, D. Fireproofing of domestic upholstered furniture: Migration of flame retardants and potential risks. J. Hazard. Mater. 2019, 366, 556–562. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Stapleton, H.-M.; Sjödin, A.; Jones, R.-S.; Niehüser, S.; Zhang, Y.; Patterson, D.-G. Serum levels of polybrominated diphenyl ethers (pbdes) in foam recyclers and carpet installers working in the united states. Environ. Sci. Technol. 2008, 42, 3453–3458. [Google Scholar] [CrossRef] [PubMed]
- La Guardia, M.-J.; Hale, R.-C. Halogenated flame-retardant concentrations in settled dust, respirable and inhalable particulates and polyurethane foam at gymnastic training facilities and residences. Environ. Int. 2015, 79, 106–114. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Yang, Y.; Zhang, Y.; Tan, F.; Li, Q.; Zhao, H.; Xie, Q.; Chen, J. Polyurethane heat preservation materials: The significant sources of organophosphorus flame retardants. Chemosphere 2019, 227, 409–415. [Google Scholar] [CrossRef] [PubMed]
- de la Peña-Salcedo, J.-A.; Soto-Miranda, M.-A.; Lopez-Salguero, J.-F. Back to the future: A 15-year experience with polyurethane foam-covered breast implants using the partial-subfascial technique. Aesthet. Plast. Surg. 2012, 36, 331–338. [Google Scholar] [CrossRef] [PubMed]
- Liu, C.; Yin, Q.; Li, X.; Hao, L.; Zhang, W.; Bao, Y.; Ma, J. A waterborne polyurethane–based leather finishing agent with excellent room temperature self-healing properties and wear-resistance. Adv. Compos. Hybrid. Mater. 2021, 4, 138–149. [Google Scholar] [CrossRef]
- Li, M.; Qiang, X.; Xu, W.; Zhang, H. Synthesis, characterization and application of afc-based waterborne polyurethane. Prog. Org. Coat. 2015, 84, 35–41. [Google Scholar] [CrossRef]
- Ma, C.; Jin, Y.; Zhang, B. Progress of aqueous polyurethane retanning filling agent. China Leather 2011, 40, 34–36. [Google Scholar]
- Roh, E.-K.; Oh, K.-W.; Kim, S.-H. Classification of synthetic polyurethane leather by mechanical properties according to consumers’ preference for fashion items. Fiber. Polym. 2013, 14, 1731–1738. [Google Scholar] [CrossRef]
- Li, J.; Zheng, W.; Zeng, W.; Zhang, D.; Peng, X. Structure, properties and application of a novel low-glossed waterborne polyurethane. Appl. Surf. Sci. 2014, 307, 255–262. [Google Scholar] [CrossRef]
- Kanigel, R. Faux Real: Genuine Leather and 200 Years of Inspired Fakes; University of Pennsylvania Press: Philadelphia, PA, USA, 2011. [Google Scholar]
- Chen, Y.; Liu, Y.; Fan, H.; Li, H.; Shi, B.; Zhou, H.; Peng, B. The polyurethane membranes with temperature sensitivity for water vapor permeation. J. Membr. Sci. 2007, 287, 192–197. [Google Scholar] [CrossRef]
- Zhao, B.; Qian, X.; Qian, Y.; Fan, J.; Feng, Y.; Duo, Y.; Zhang, H. Preparation of high-performance microfiber synthetic leather base using thermoplastic polyurethane/sulfonated polysulfone electrospun nanofibers. Text. Res. J. 2018, 89, 2813–2820. [Google Scholar] [CrossRef]
- Wang, Y.; Jin, L. Preparation and characterization of self-colored waterborne polyurethane and its application in eco-friendly manufacturing of microfiber synthetic leather base. Polymers 2018, 10, 289. [Google Scholar] [CrossRef] [Green Version]
- Zhao, B.; Qian, Y.; Qian, X.; Fan, J.; Song, B. Preparation of waterborne polyurethane membrane and its applications in microfiber synthetic leather. Polym. Mater. Sci. Eng. 2017, 33, 135–140. [Google Scholar]
- Duo, Y.; Qian, X.; Zhao, B.; Qian, Y.; Xu, P. Improving hygiene performance of microfiber synthetic leather base by mixing polyhydroxybutyrate nanofiber. J. Eng. Fiber. Fabr. 2019, 14, 1925958661. [Google Scholar] [CrossRef]
- Qu, J.; Zhang, C.; Feng, J.; Gao, F. Natural and synthetic leather: A microstructural comparison. J. Soc. Leather Technol. Chem. 2008, 92, 8–13. [Google Scholar]
- Zhang, X.; Chen, Y.; Fan, H.; Shi, B. Waterborne polyurethane/o-mmt nanocomposites for flame retardant leather finishing. J. Soc. Leather Technol. Chem. 2010, 94, 77–83. [Google Scholar]
- Donmez, K.; Kallenbzrger, W.-E. Flame resistance of leather. J. Am. Leather Chem. Assoc. 1992, 87, 1–85. [Google Scholar]
- Huang, Z.; Li, L.; Chen, W.; Gui, H. Influence of fatliquoring on flammability of leather. J. Soc. Leather Technol. Chem. 2006, 90, 155–158. [Google Scholar]
- Chen, W.; Liu, C.; Gong, Y.; Huang, Z. Influence of tanning on the flammability of leather. J. Soc. Leather Technol. Chem. 2007, 91, 159–161. [Google Scholar]
- Huang, Z.; Li, L.; Wang, Y.; Lin, Y.; Chen, W. Performance of flame retardants on leather. J. Soc. Leather Technol. Chem. 2005, 89, 225–231. [Google Scholar]
- Duan, B.; Wang, Q.; Wang, X.; Li, Y.; Zhang, M.; Diao, S. Flame retardance of leather with flame retardant added in retanning process. Results Phys. 2019, 15, 102717. [Google Scholar] [CrossRef]
- Li, B.; Li, J.; Li, L.; Jiangi, Y.; Li, Z. Synthesis and application of a novel functional material as leather flame retardant. J. Am. Leather Chem. Assoc. 2014, 109, 239–245. [Google Scholar]
- Sanchez-Olivares, G.; Sanchez-Solis, A.; Calderas, F.; Medina-Torres, L.; Manero, O.; Di Blasio, A.; Alongi, J. Sodium montmorillonite effect on the morphology, thermal, flame retardant and mechanical properties of semi-finished leather. Appl. Clay Sci. 2014, 102, 254–260. [Google Scholar] [CrossRef]
- Lyu, B.; Gao, J.; Ma, J.; Gao, D.; Wang, H.; Han, X. Nanocomposite based on erucic acid modified montmorillonite/sulfited rapeseed oil: Preparation and application in leather. Appl. Clay Sci. 2016, 121–122, 36–45. [Google Scholar] [CrossRef]
- Liu, W.; Zhang, S.; Chen, X.; Yu, L.; Zhu, X.; Feng, Q. Thermal behavior and fire performance of nylon-6,6 fabric modified with acrylamide by photografting. Polym. Degrad. Stabil. 2010, 95, 1842–1848. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Abbreviation | Molecular Weight (g/mol) | Chemical Structure |
|---|---|---|---|
| Aluminum hydroxide | ATH [24] | 78 |  |
| Magnesium hydroxide | MTH [25] | 58.3 |  |
| Ammonium polyphosphate | APP [23] | - |  |
| Tris(2-chloroethyl)phosphite | TCEP [21] | 285.5 |  |
| Tris(chlorisopropyl)phosphate | TCPP [21] | 327.5 |  |
| Tris(1,3-dichloro-2-propyl) Phosphate | TDCP [21] | 430.9 | 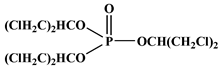 |
| CR-505 flame-retardant | CR-505 [26] | 516 |  |
| Tri(2,3-dibromopropyl) phosphate | TDBPP [27] | 697.5 | 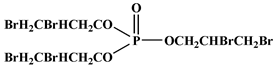 |
| Dimethyl methylphosphonate | DMMP [28] | 124.1 | 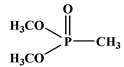 |
| Decabromodiphenyl ether | DBDPO [29] | 959.2 | 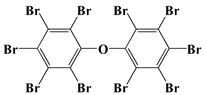 |
| Melamine | MA [22] | 126.1 |  |
| Melamine cyanurate | MC [30] | 255.2 | 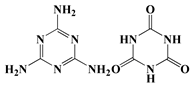 |
| Melamine pyrophosphate | MPP [31] | 304.1 | 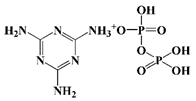 |
| Reference | Chemical Structure | Abbreviation | Content of Flame Retardant % | LOI Values % | UL-94 Ratings |
|---|---|---|---|---|---|
| [81] |  | EMSPB | 25 | 27.5 | V-0 |
| [82] | 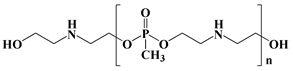 | DMOP | 6.3 | 22.1 | - |
| [83] |  | HPHPCP | 20 | 26 | HF-1 |
| [84] |  | BHAPE | 6 | 28.1 | - |
| [85] |  | PoIP | - | 26.4 | - |
| Reference | Chemical Structure | Abbreviation | Amount (%) | Flame Retardancy |
|---|---|---|---|---|
| [86] | 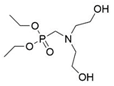 | Fyrol-6 | 19.0 | LOI is 29%, UL-94 V-2 rating |
| [87] |  | ODDP | 15.0 | LOI is 30.6%, UL-94 V-0 rating |
| [88] |  | BSBP | 8.0 | LOI is 27.3%, UL-94 V-0 rating |
| [89] |  | FROH | 8.2 | LOI is 33%, UL-94 V-0 rating |
| [90] |  | BPPO | - | LOI is 30.1%, 57.1% reduction in peak heat release rate |
| [91] |  | PDNP | 9.0 | LOI is 26% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, S.; Feng, Y.; Zhang, P.; Hong, W.; Chen, Y.; Fan, H.; Yu, D.; Chen, X. Preparation of Flame-Retardant Polyurethane and Its Applications in the Leather Industry. Polymers 2021, 13, 1730. https://doi.org/10.3390/polym13111730
Lu S, Feng Y, Zhang P, Hong W, Chen Y, Fan H, Yu D, Chen X. Preparation of Flame-Retardant Polyurethane and Its Applications in the Leather Industry. Polymers. 2021; 13(11):1730. https://doi.org/10.3390/polym13111730
Chicago/Turabian StyleLu, Shaolin, Yechang Feng, Peikun Zhang, Wei Hong, Yi Chen, Haojun Fan, Dingshan Yu, and Xudong Chen. 2021. "Preparation of Flame-Retardant Polyurethane and Its Applications in the Leather Industry" Polymers 13, no. 11: 1730. https://doi.org/10.3390/polym13111730
APA StyleLu, S., Feng, Y., Zhang, P., Hong, W., Chen, Y., Fan, H., Yu, D., & Chen, X. (2021). Preparation of Flame-Retardant Polyurethane and Its Applications in the Leather Industry. Polymers, 13(11), 1730. https://doi.org/10.3390/polym13111730