
A Methodology to Predict and Optimize Ease of Assembly for Injected Parts in a Family-Mold System



Abstract
:
1. Introduction
2. Theory and Assumption
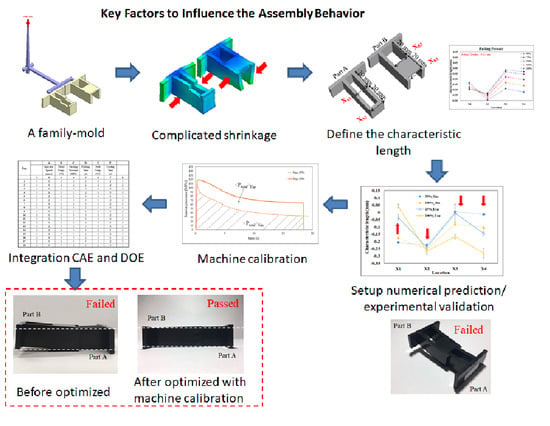
3. Methodology and Materials
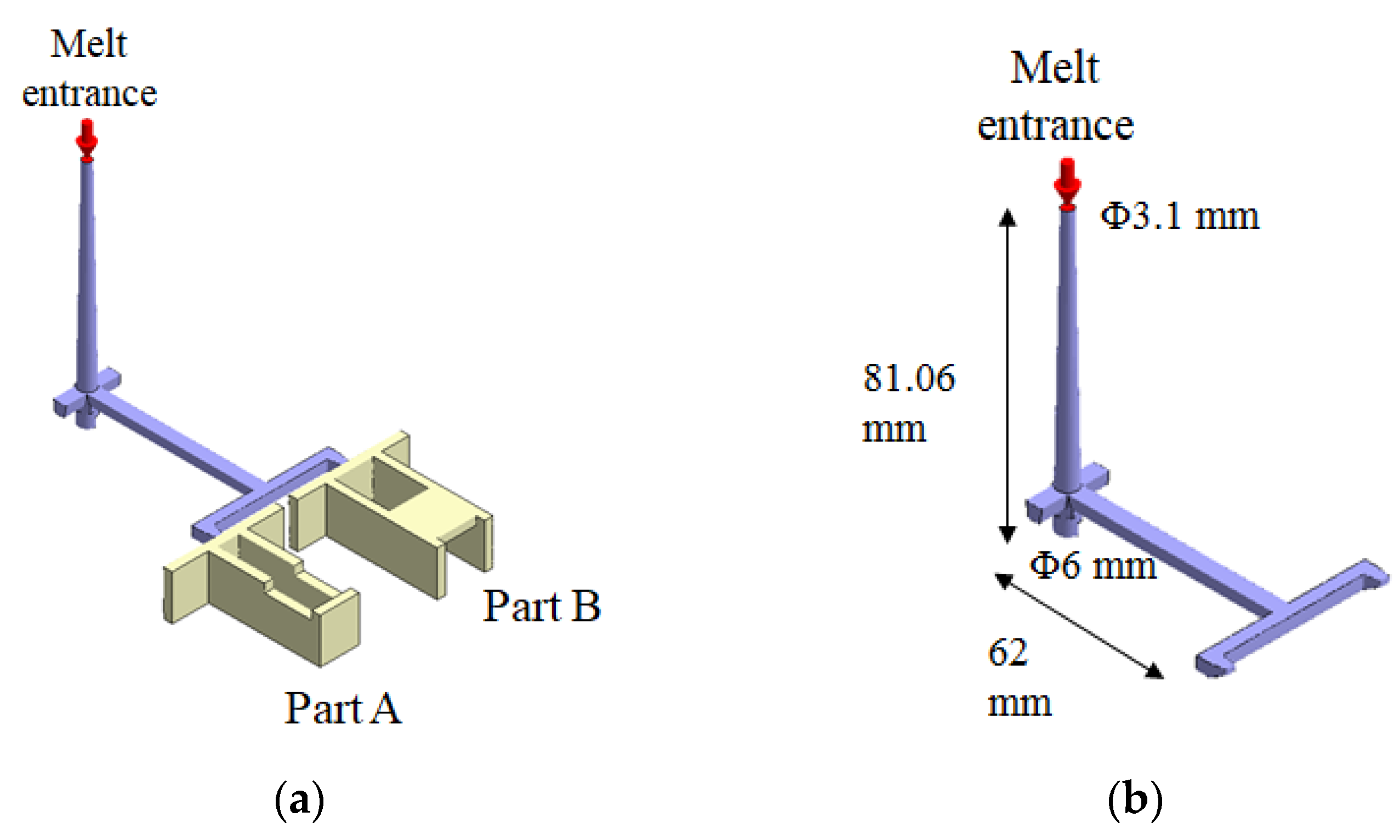
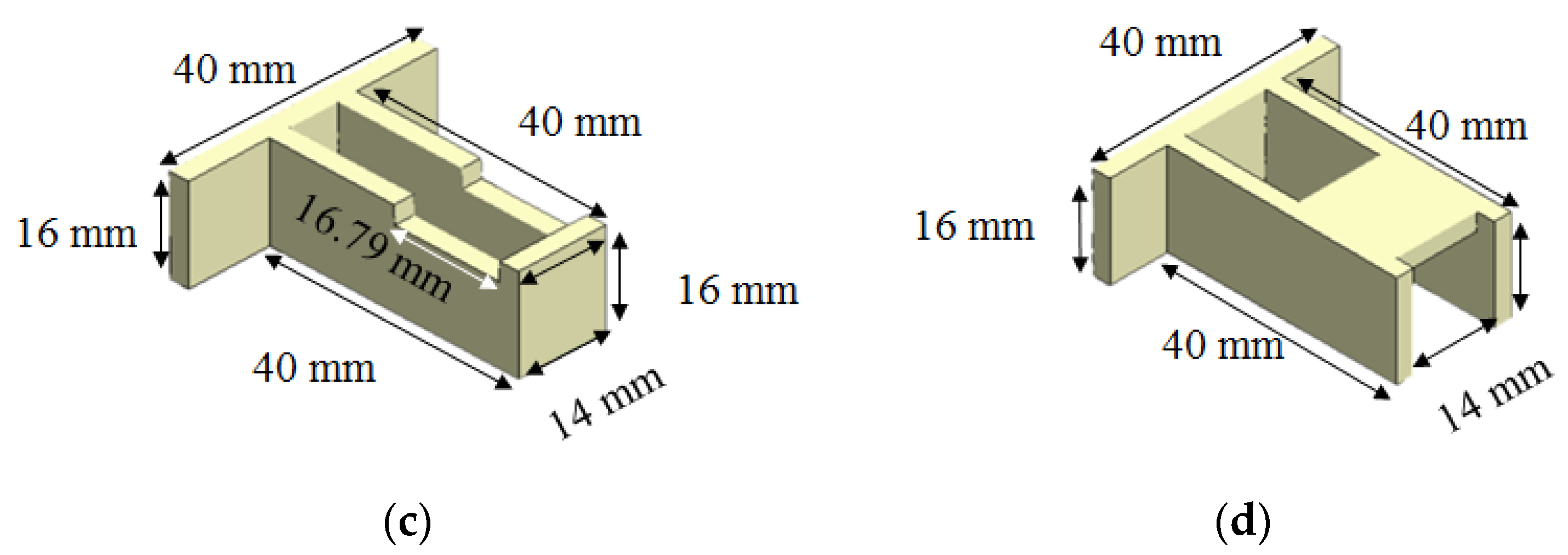
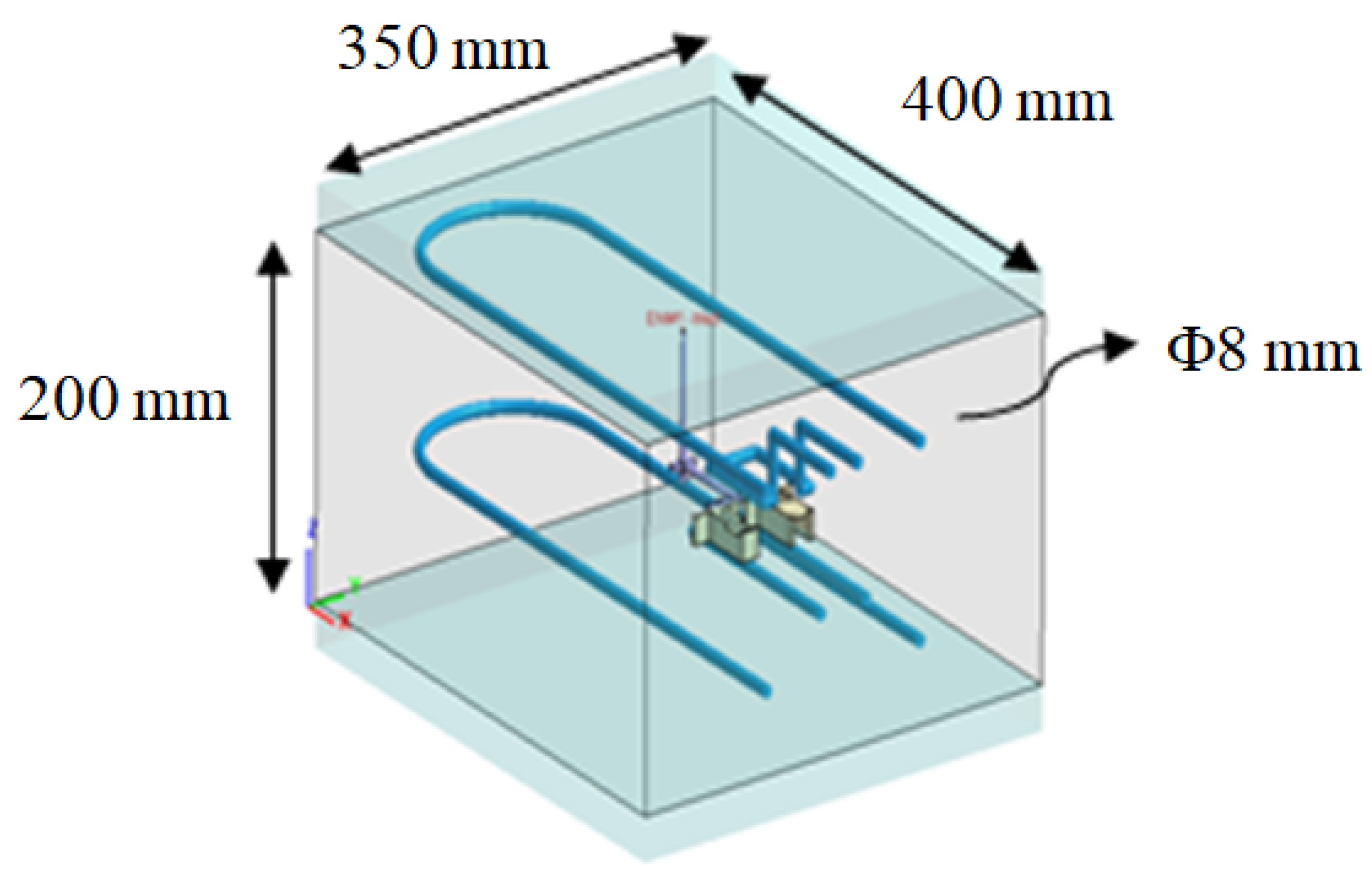
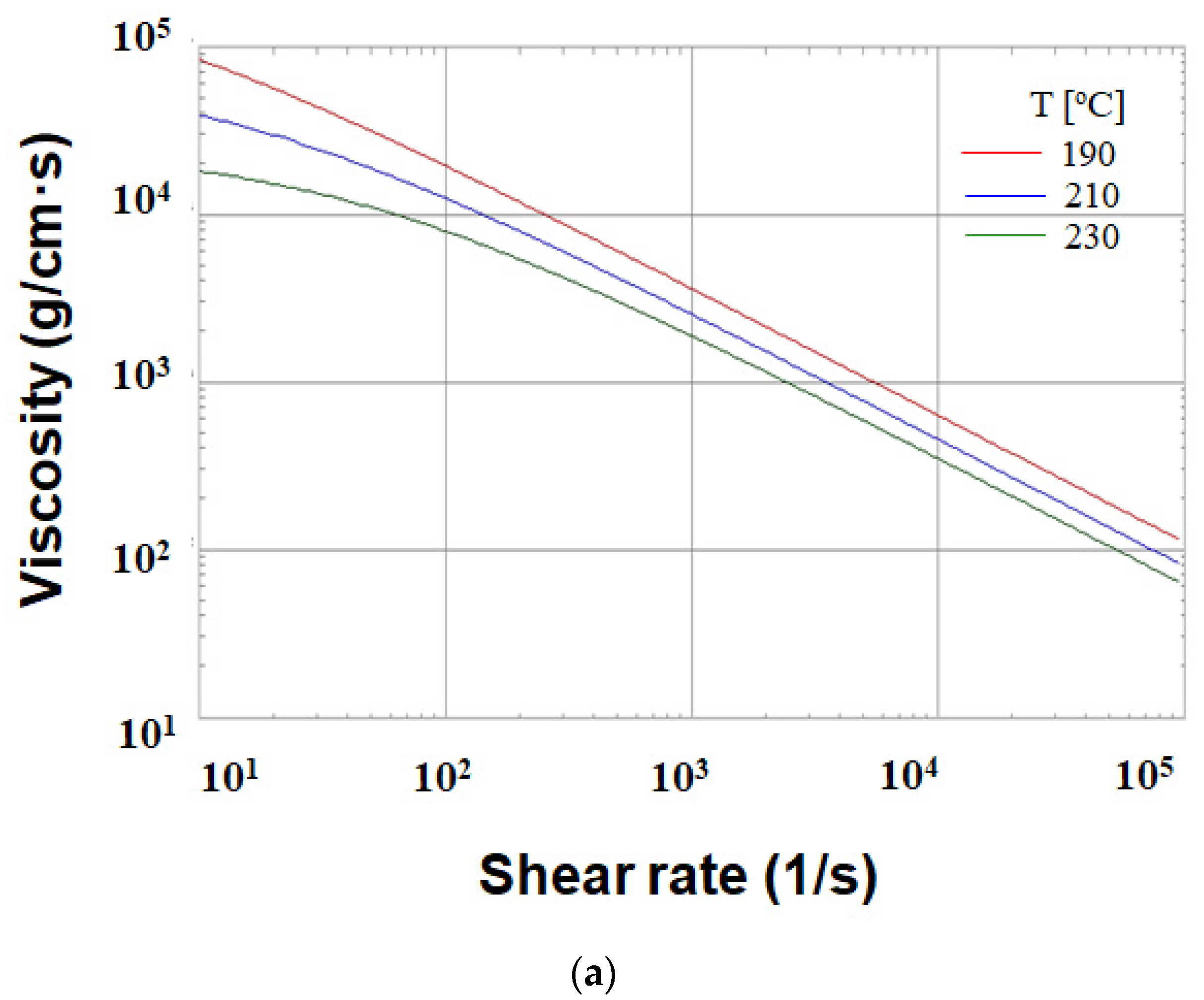
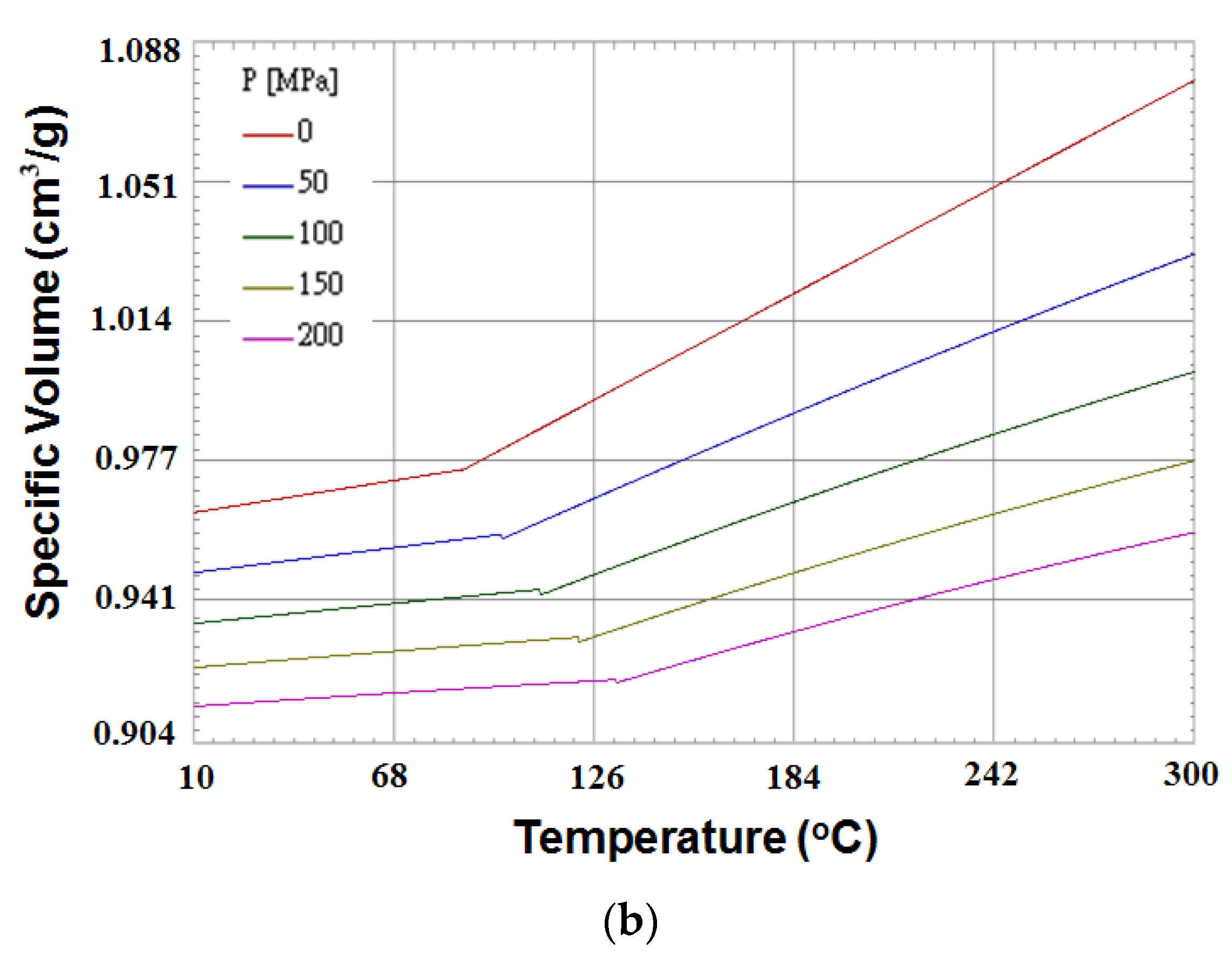
3.1. Numerical Simulation System
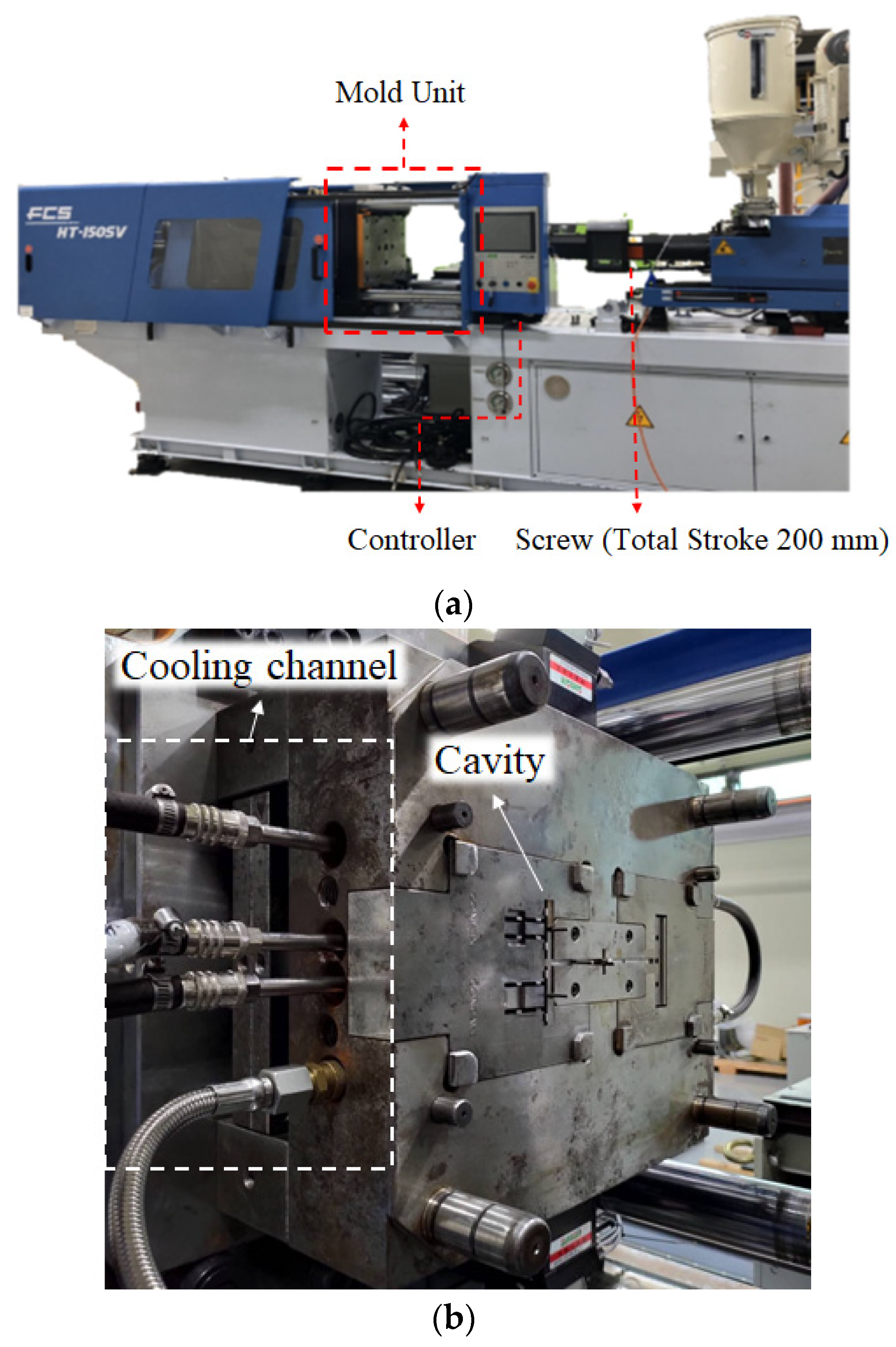
3.2. Experimental Equipment
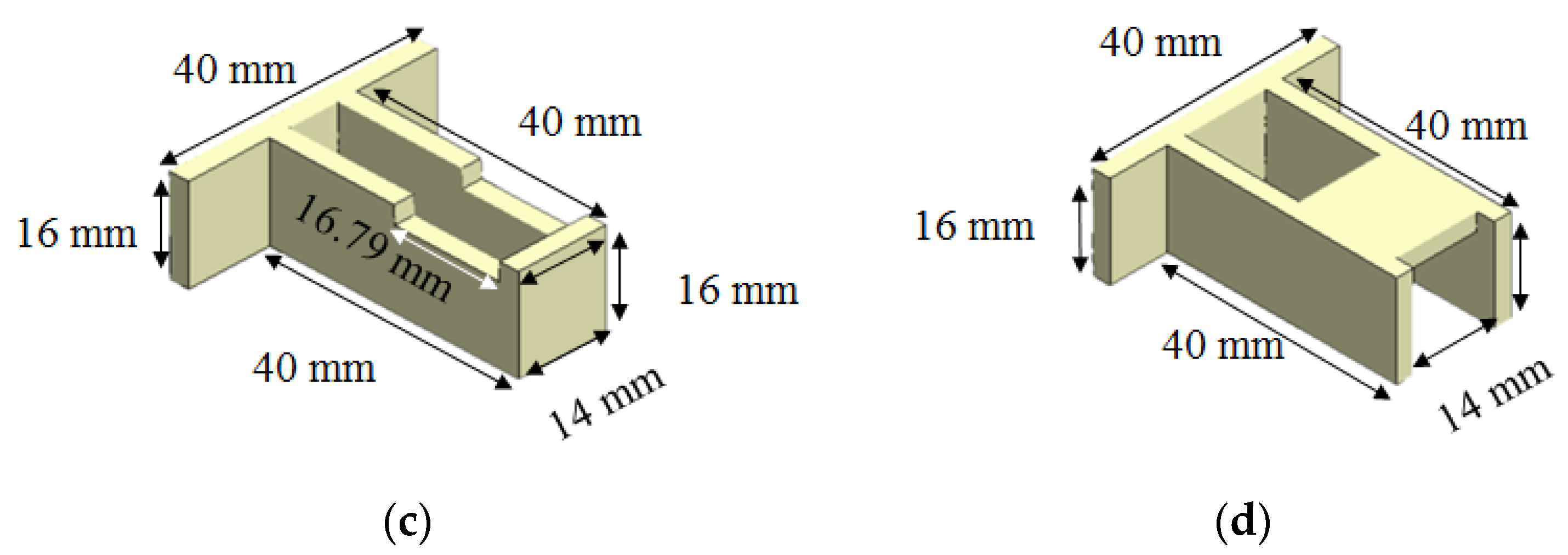
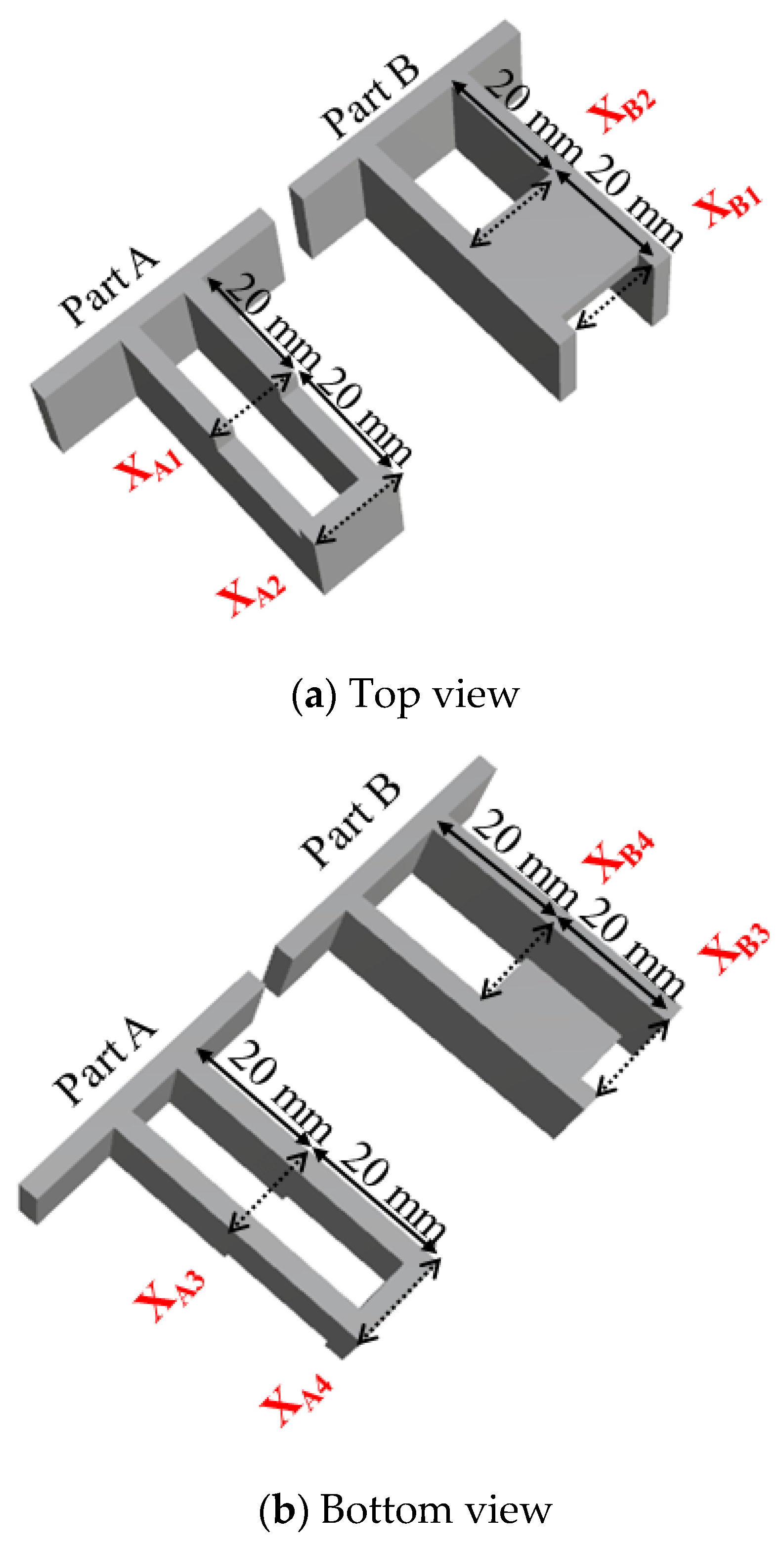
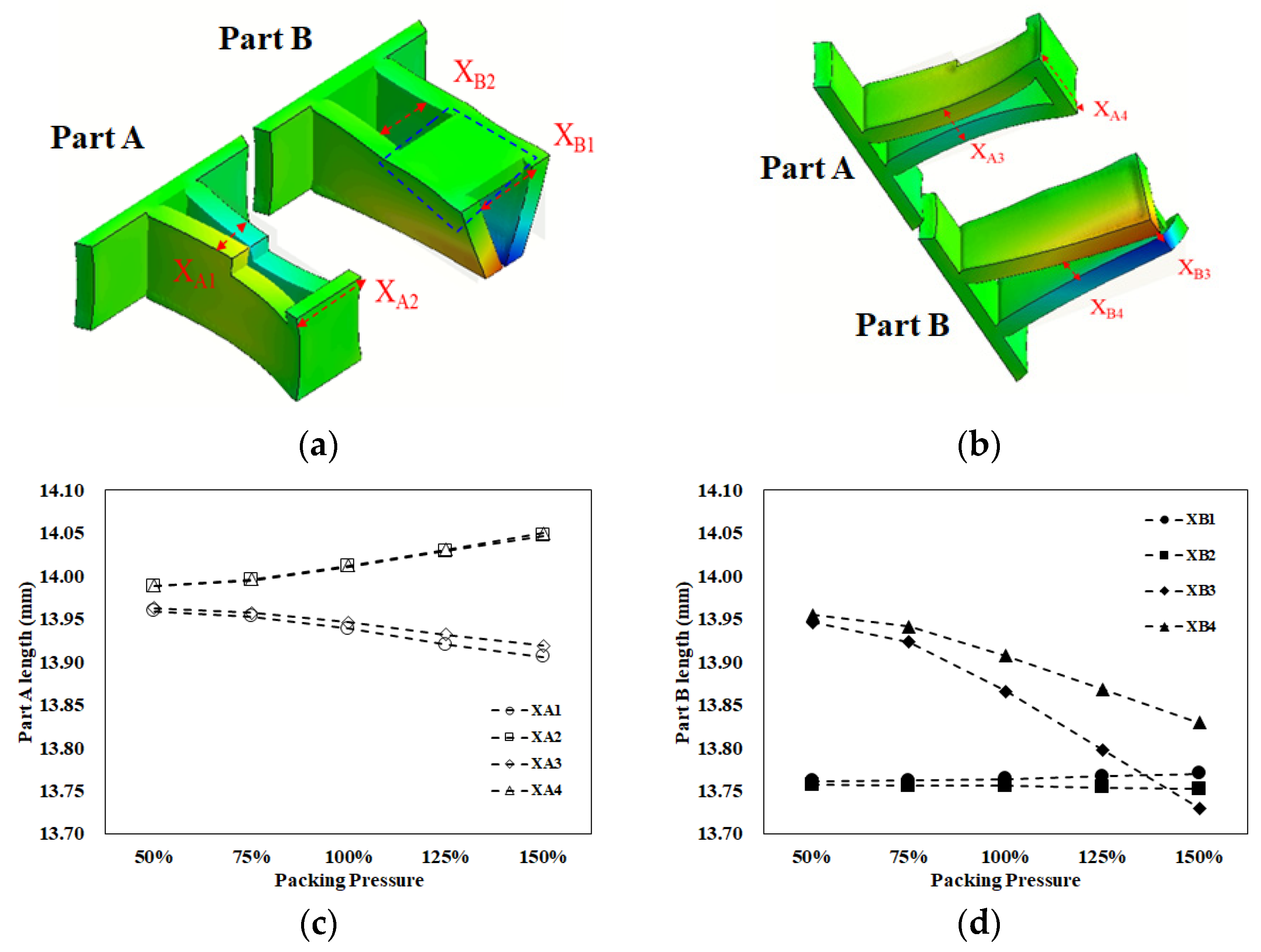
3.3. Define the Characteristic Length as Product Index
3.4. Integrate CAE and Design of Experiments (DOE) to Optimize the Key Factors in the Assembly Behavior
4. Results and Discussion
4.1. Single Factor Test and Basic Test for Assembly Behavior
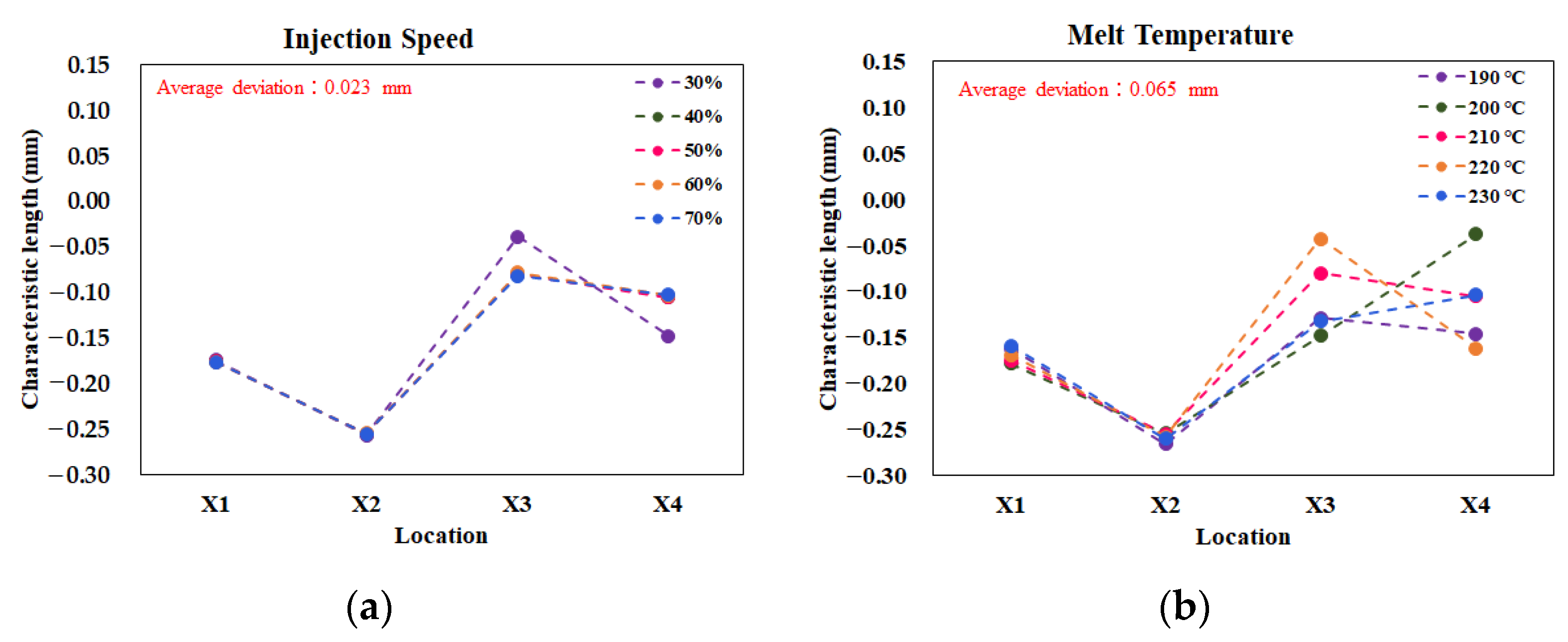
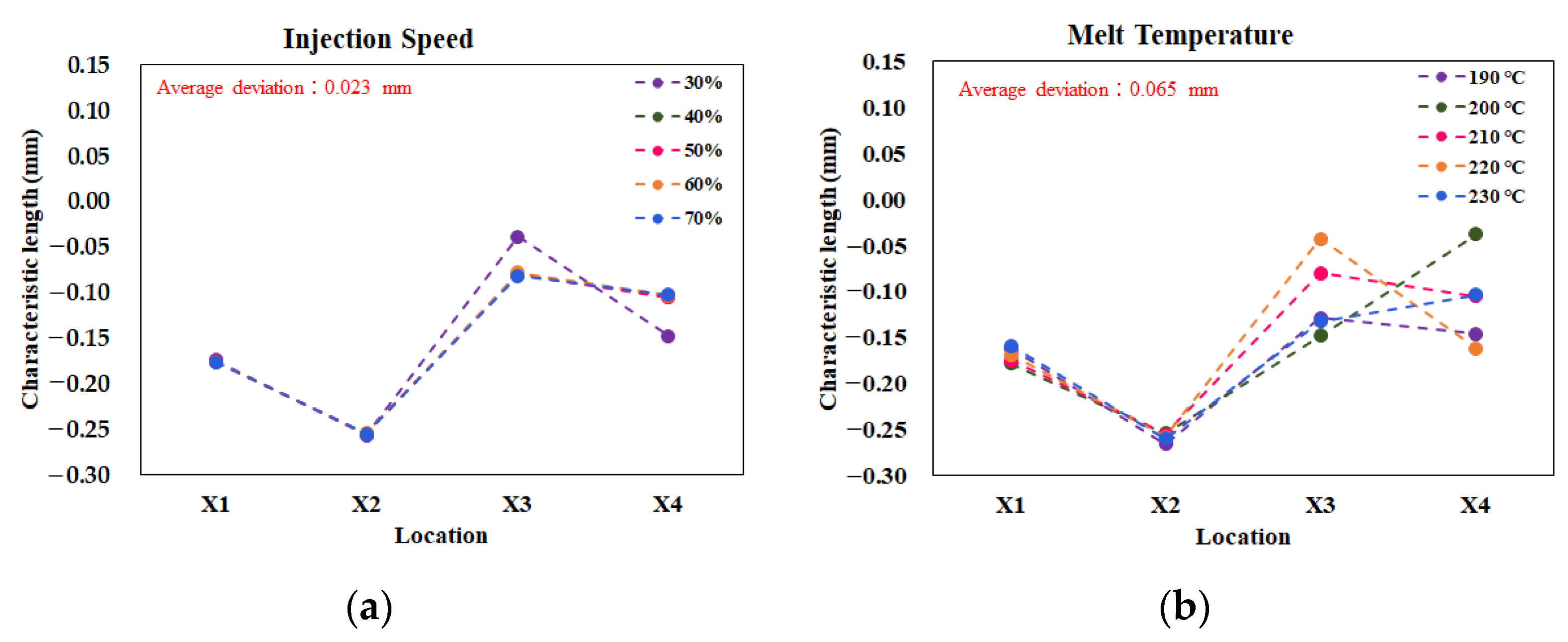
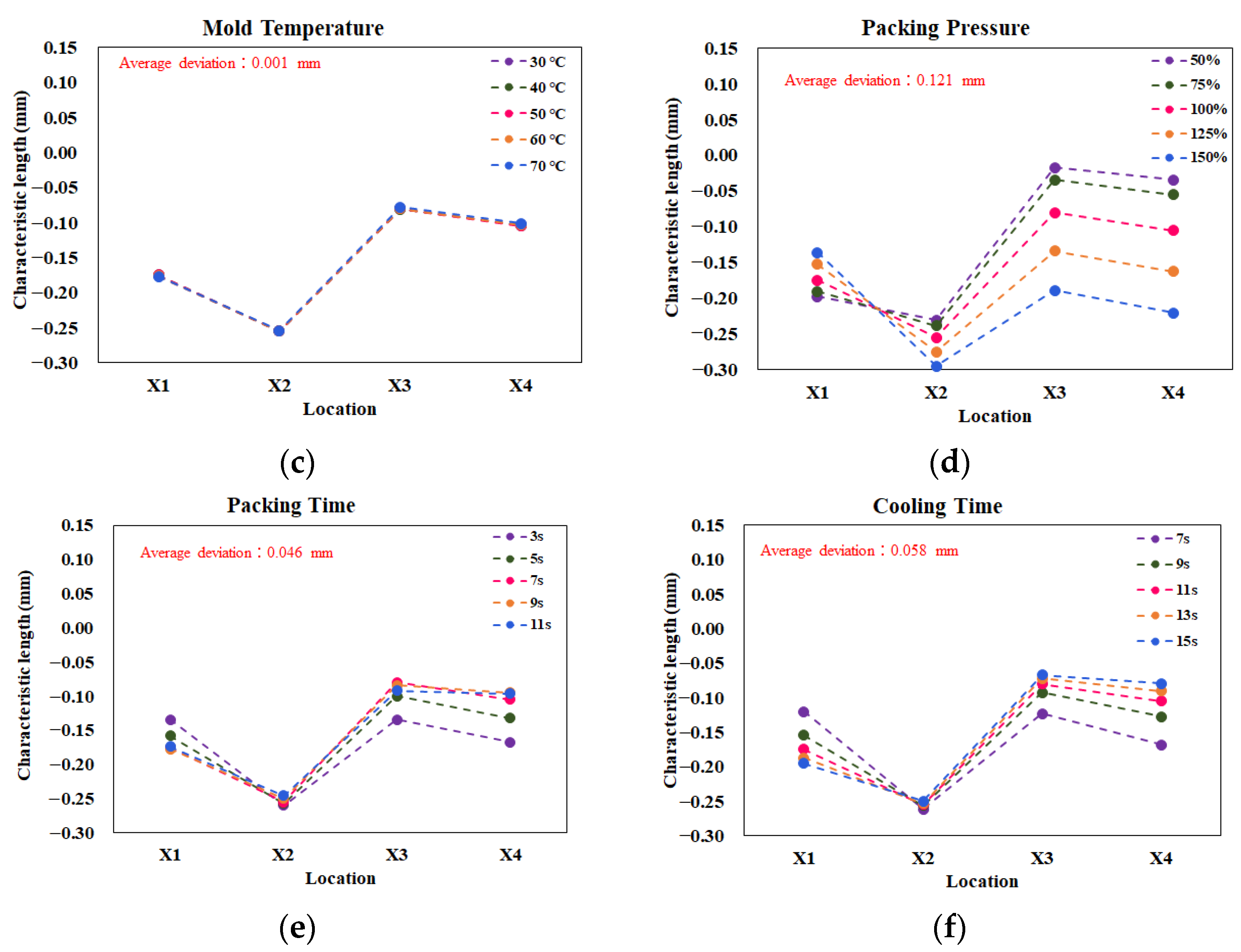
4.1.1. Perform a Single Factor Test
4.1.2. Perform a Basic Test
4.1.3. Correlation between Characteristic Length and Assembly Behavior
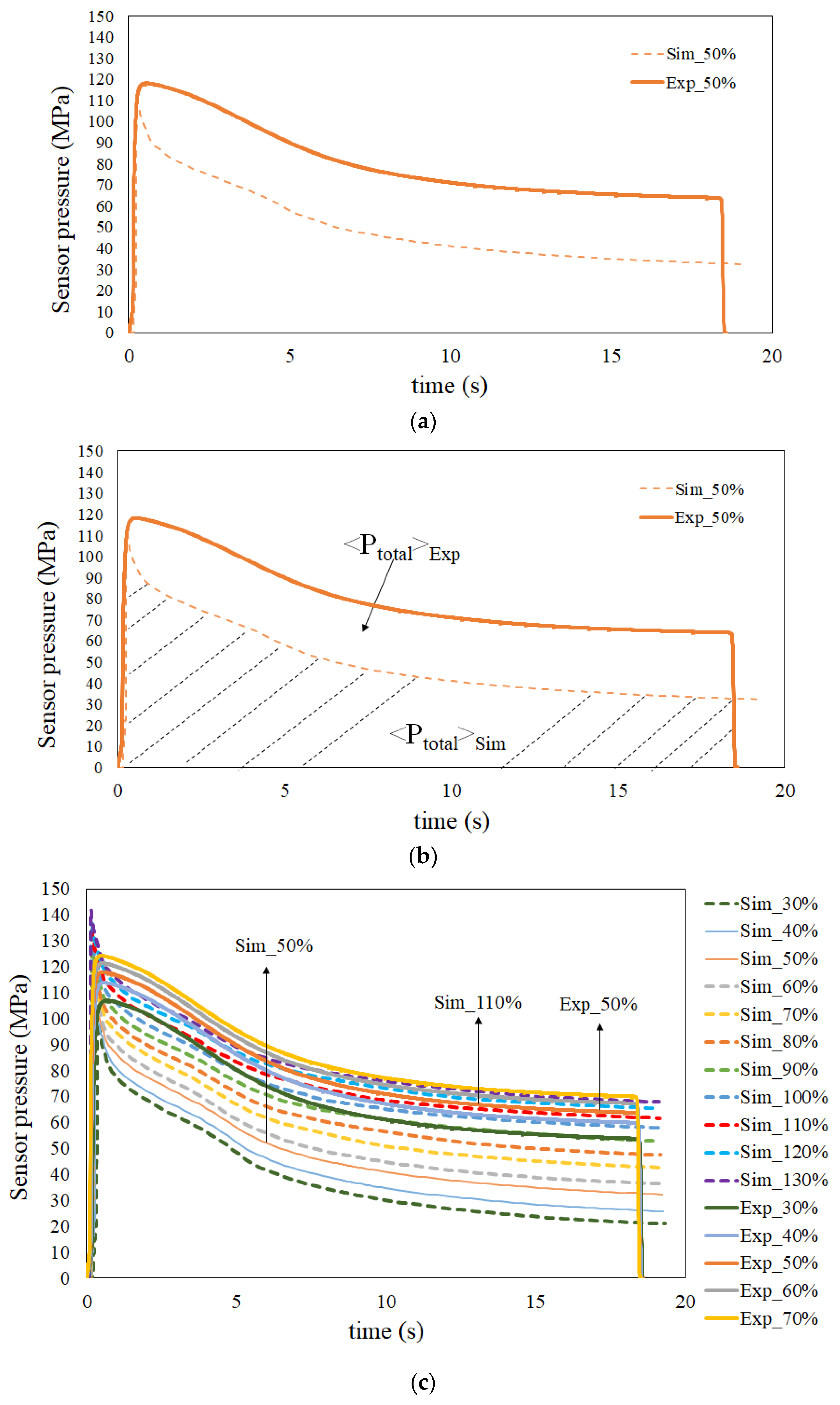
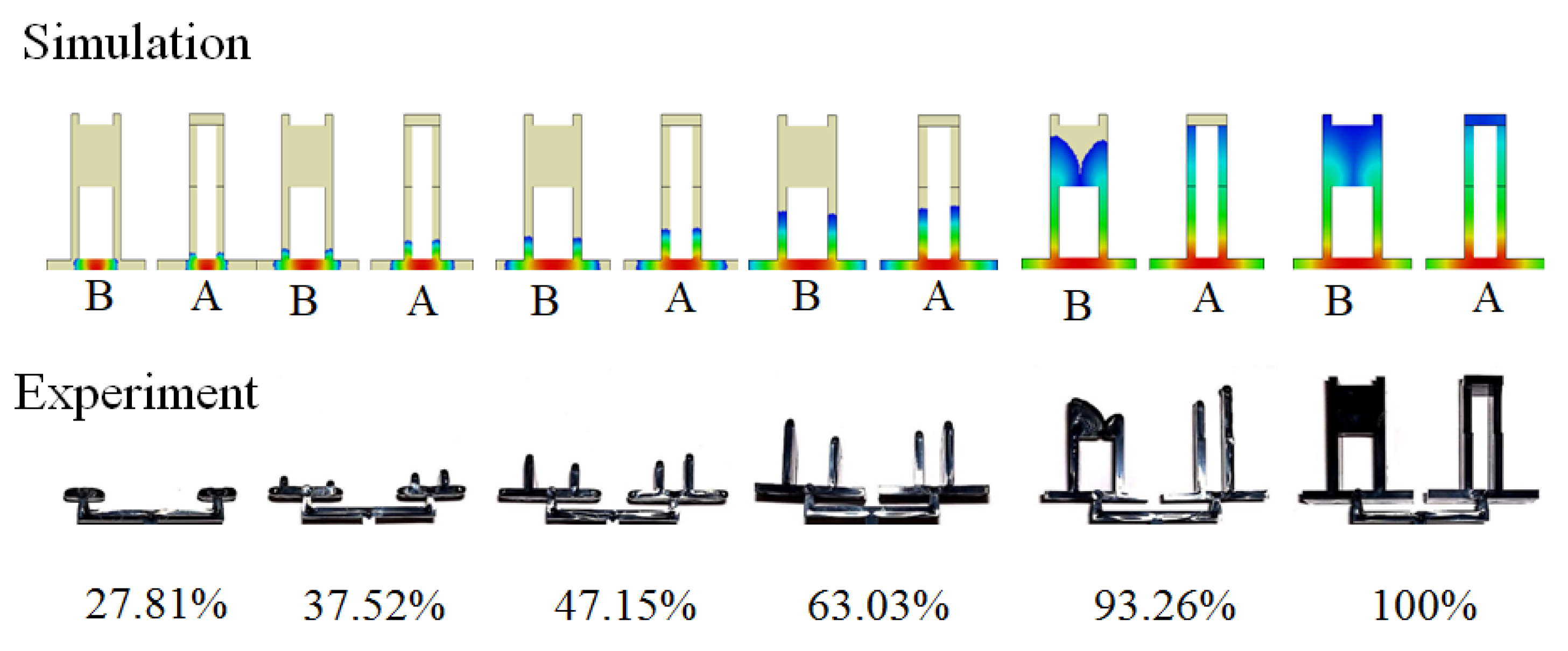
4.2. Discover the Reason for the Difference between Simulation and Experiment for the Assembly Behavior
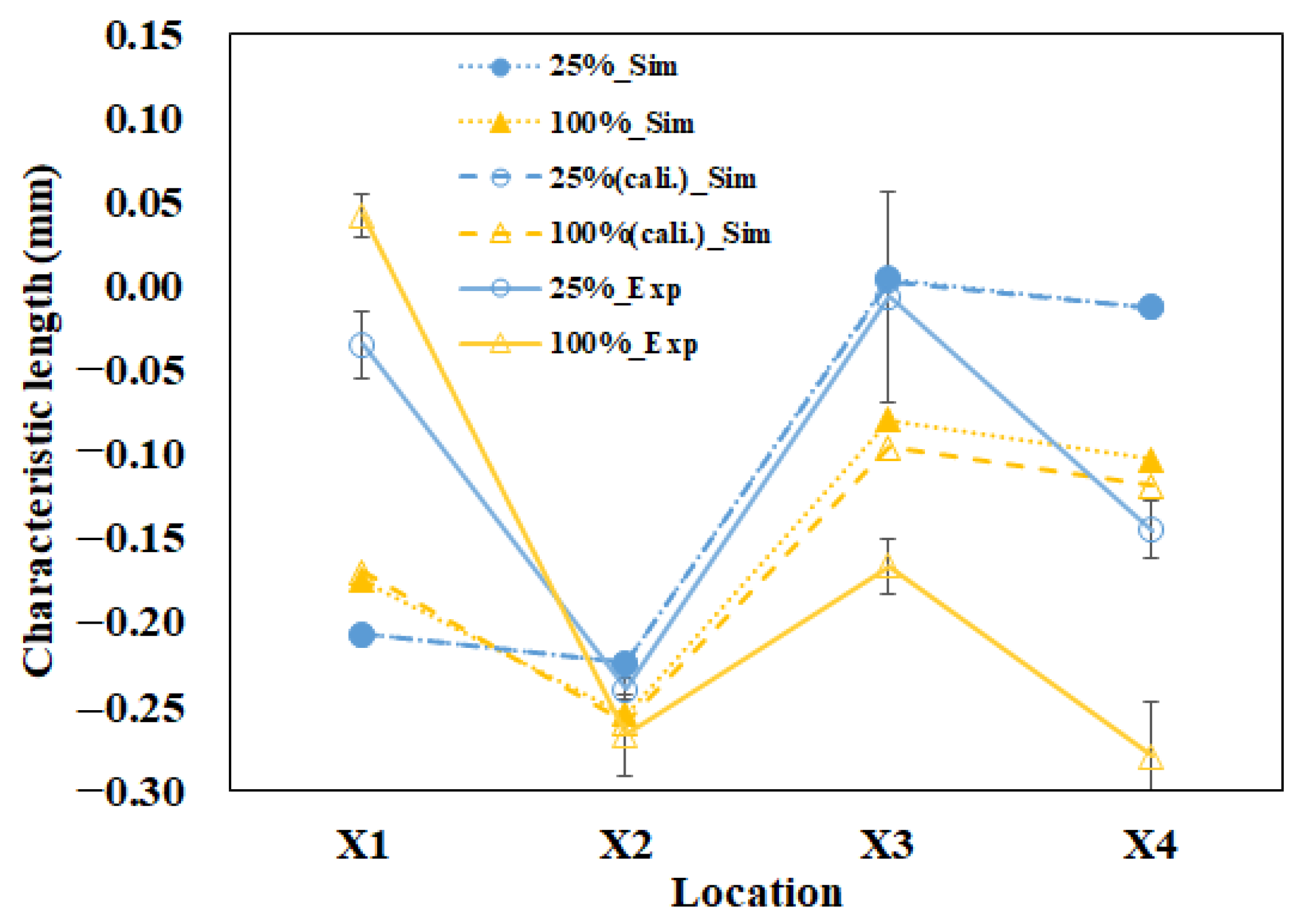
4.3. Machine Calibration Effects on Assembly Behavior
4.3.1. Perform Machine Calibration
4.3.2. Evaluate Calibration Effect on Assembly Behavior
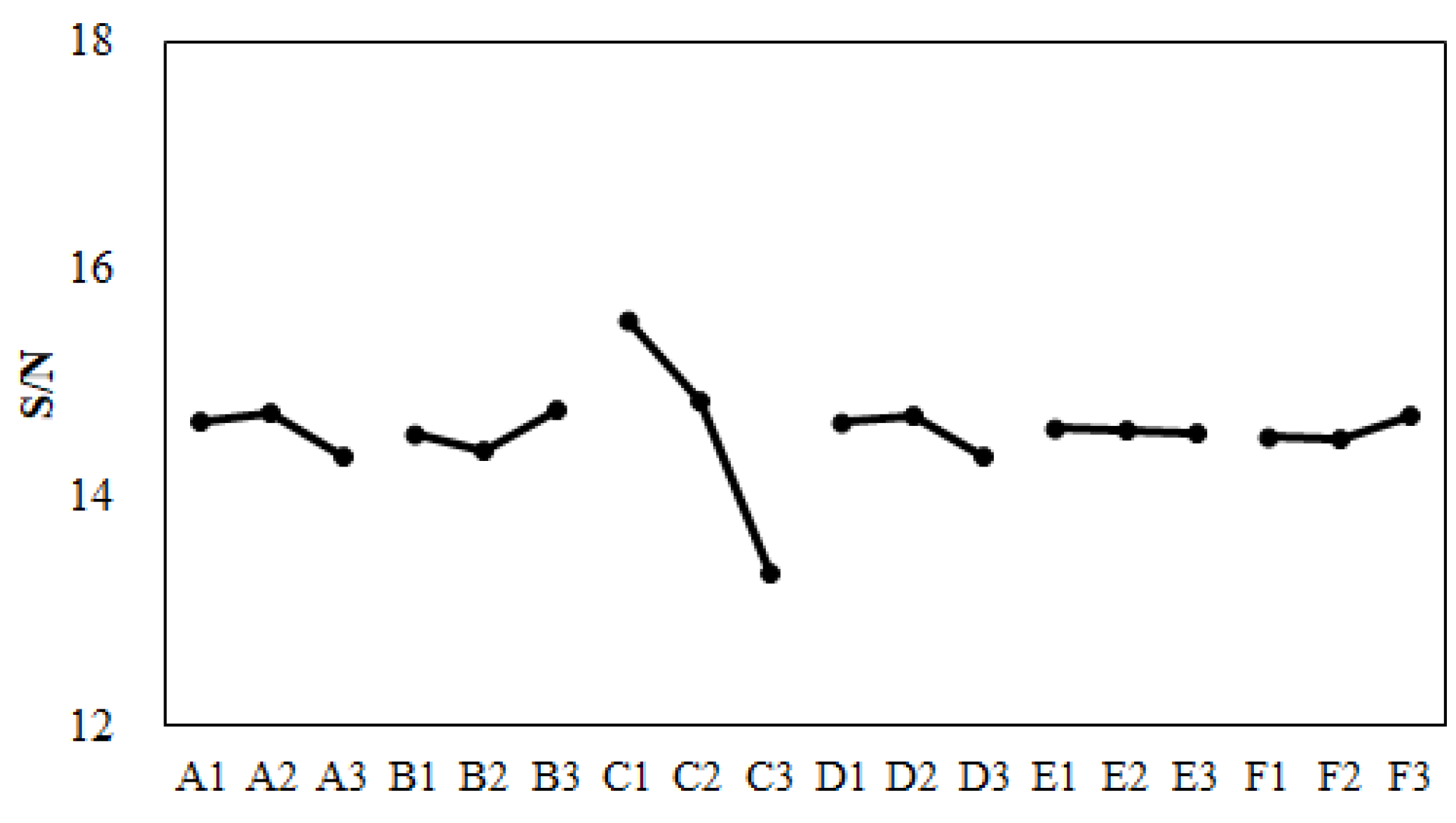
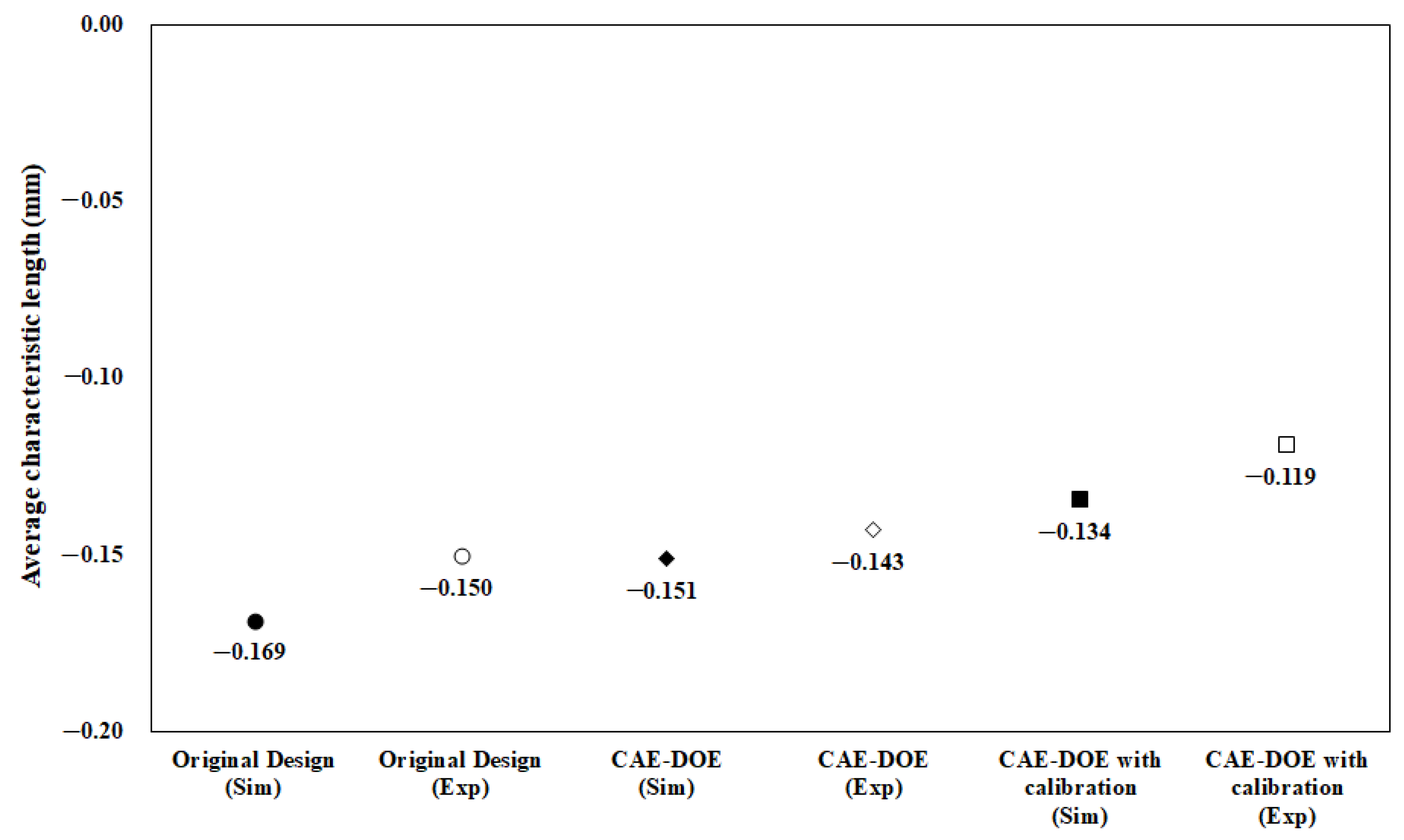
4.4. Optimize the Assembly Behavior Using CAE-DOE
4.4.1. Optimization before the Machine Calibration
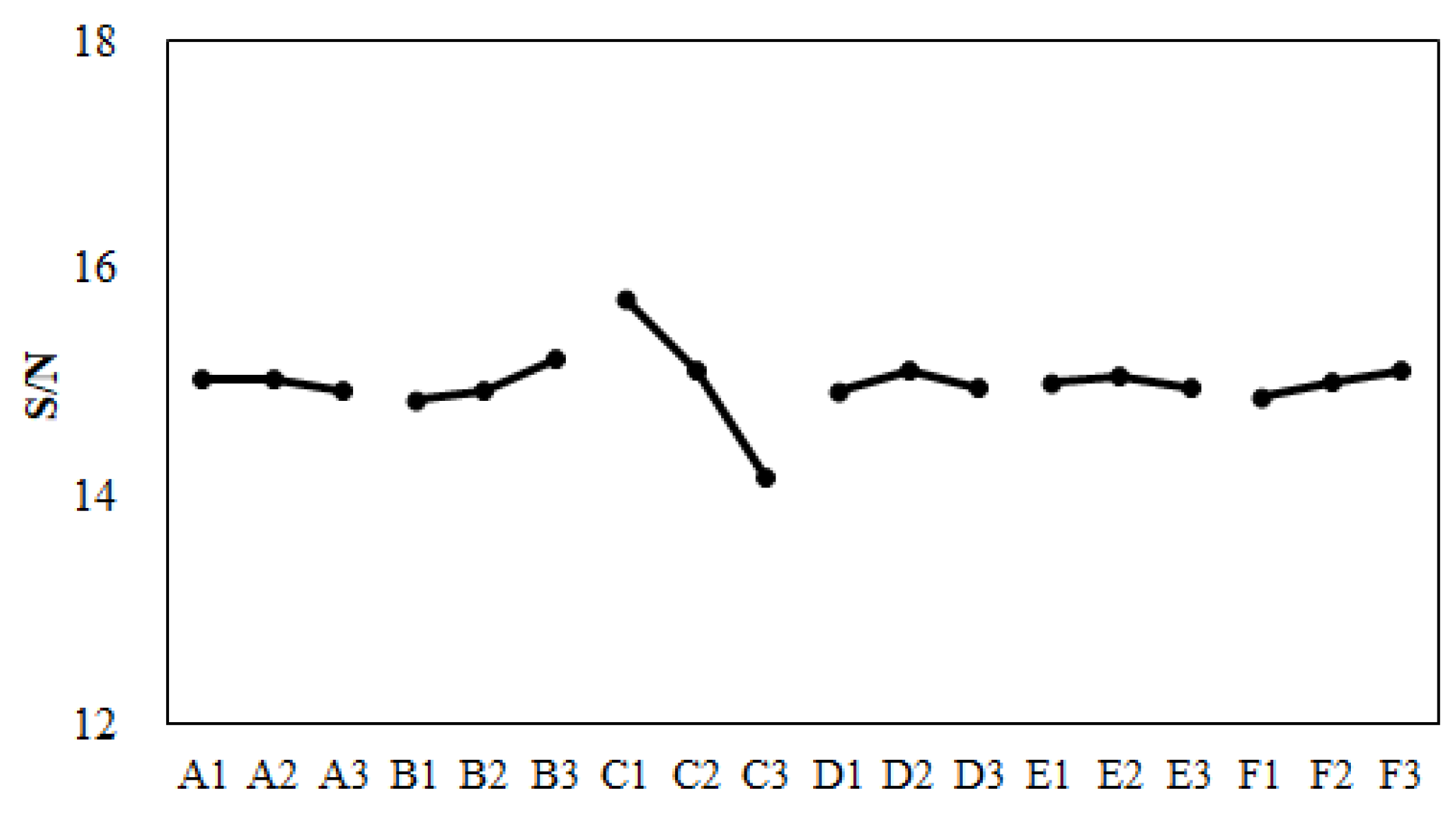
4.4.2. Optimization after the Machine Calibration
5. Conclusions
- (1)
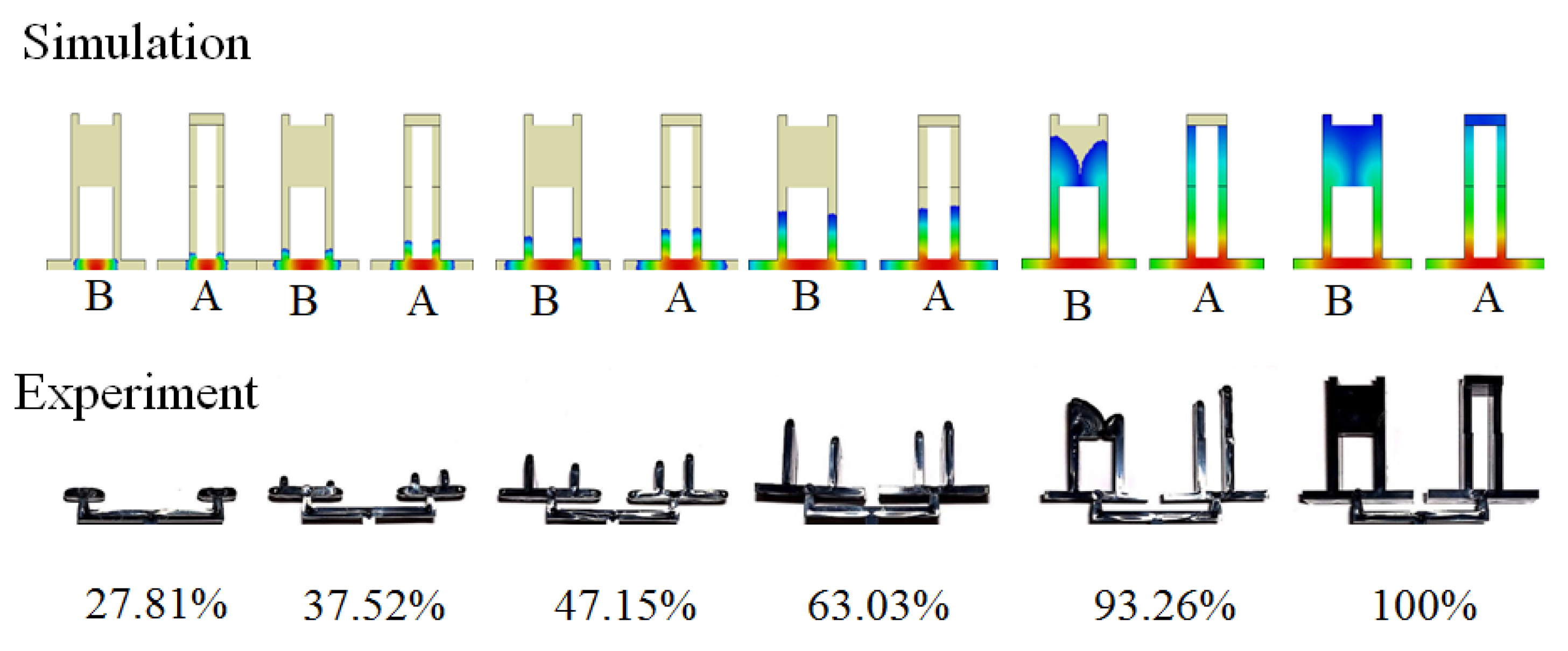
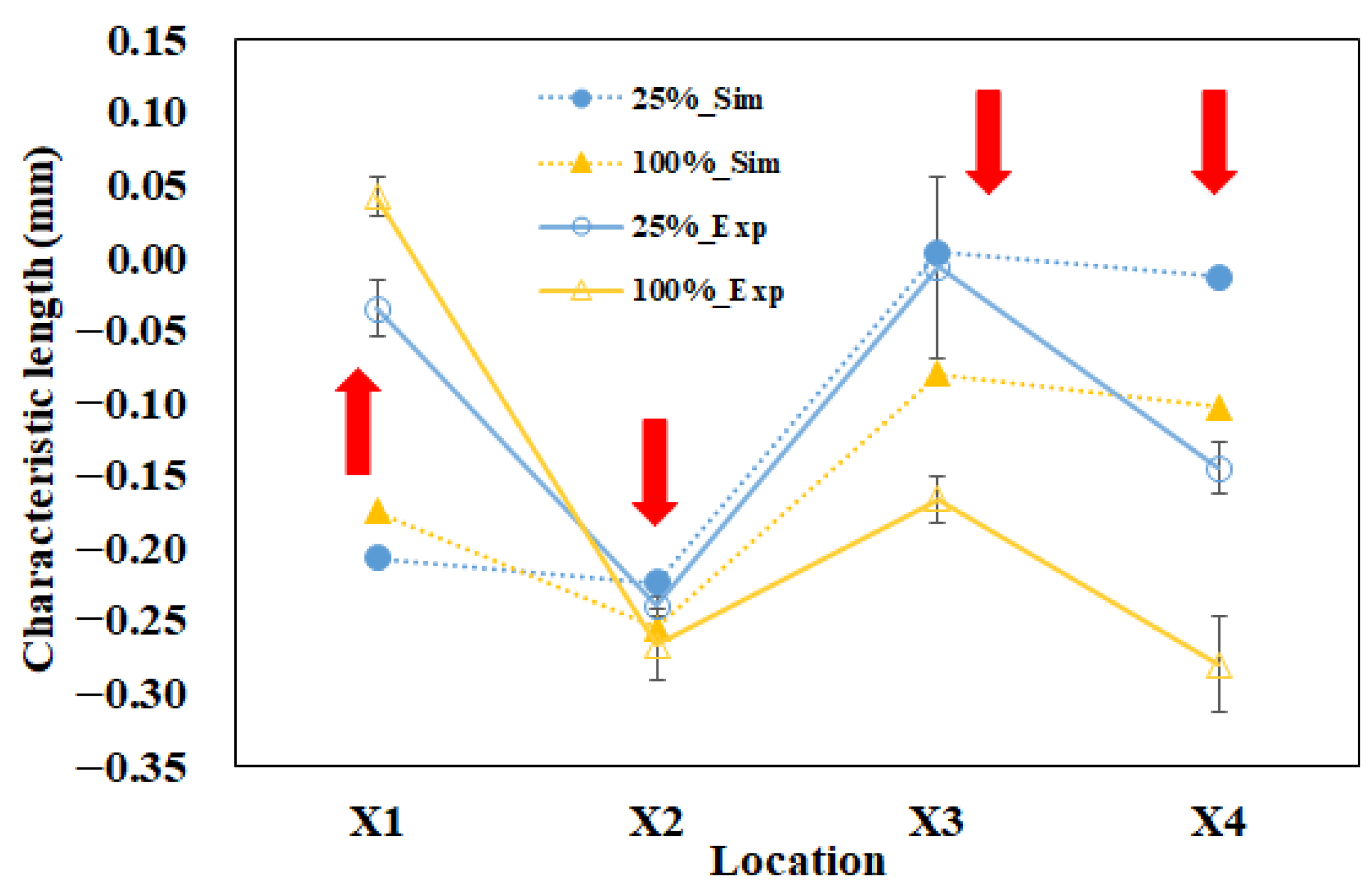
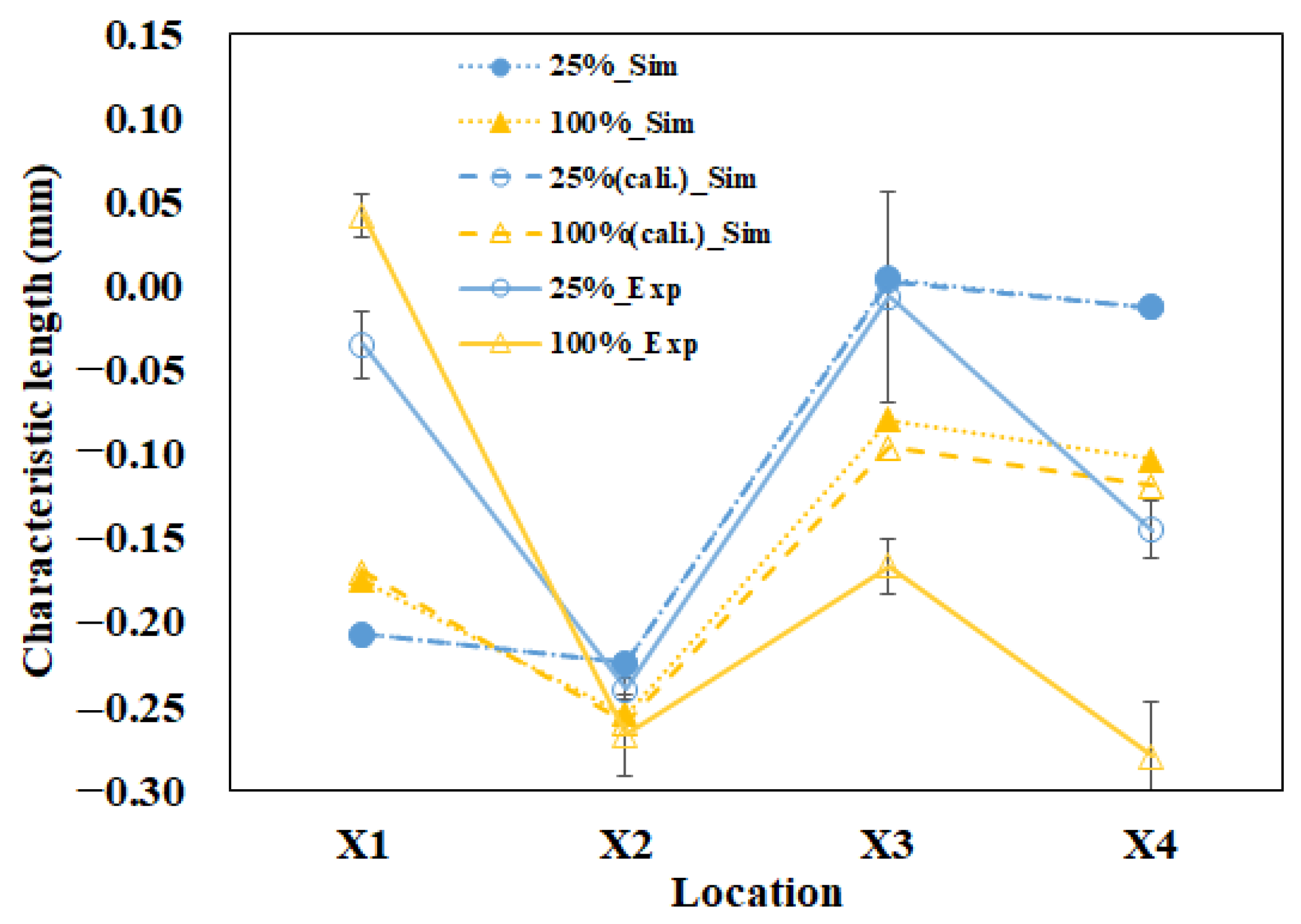
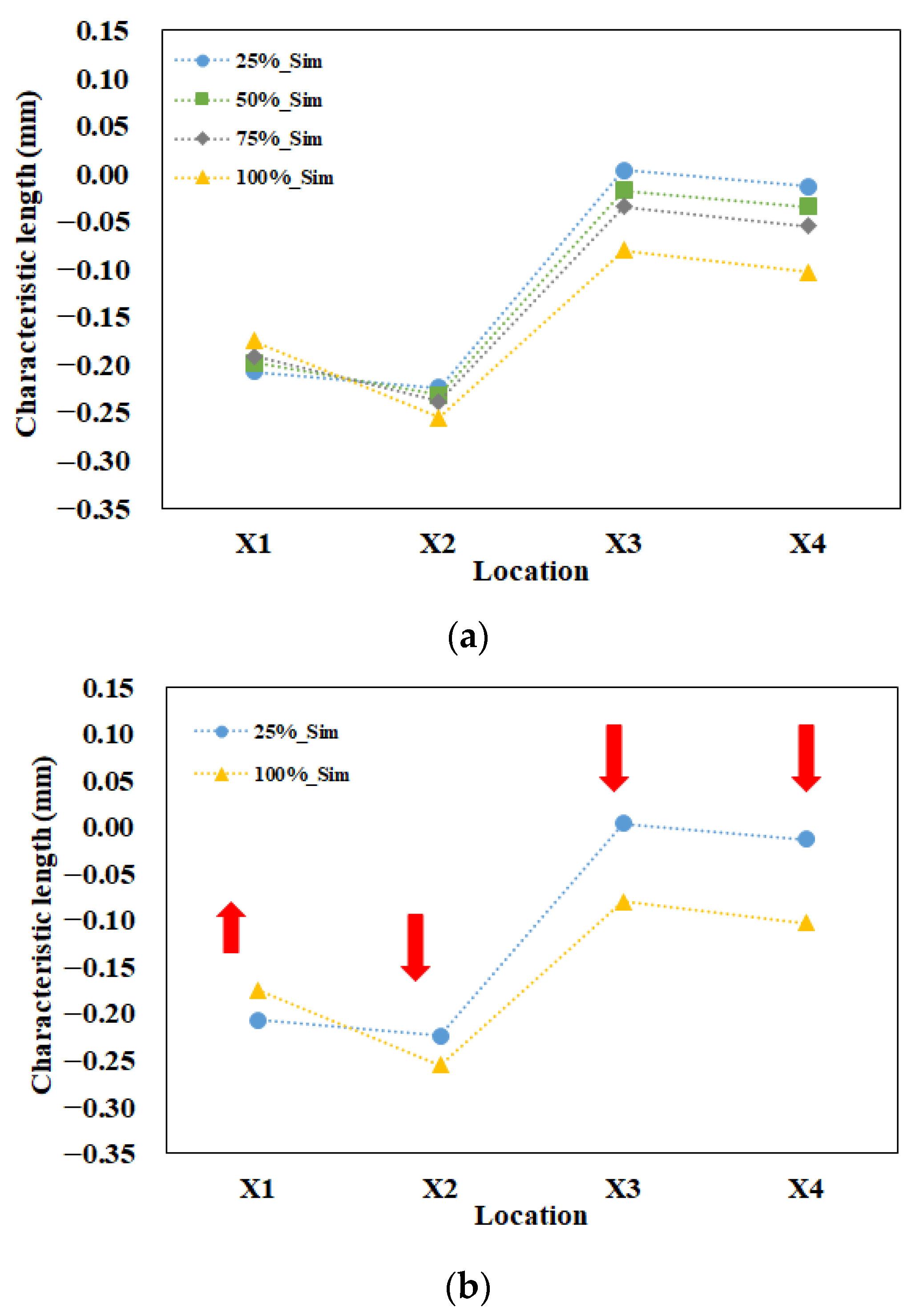
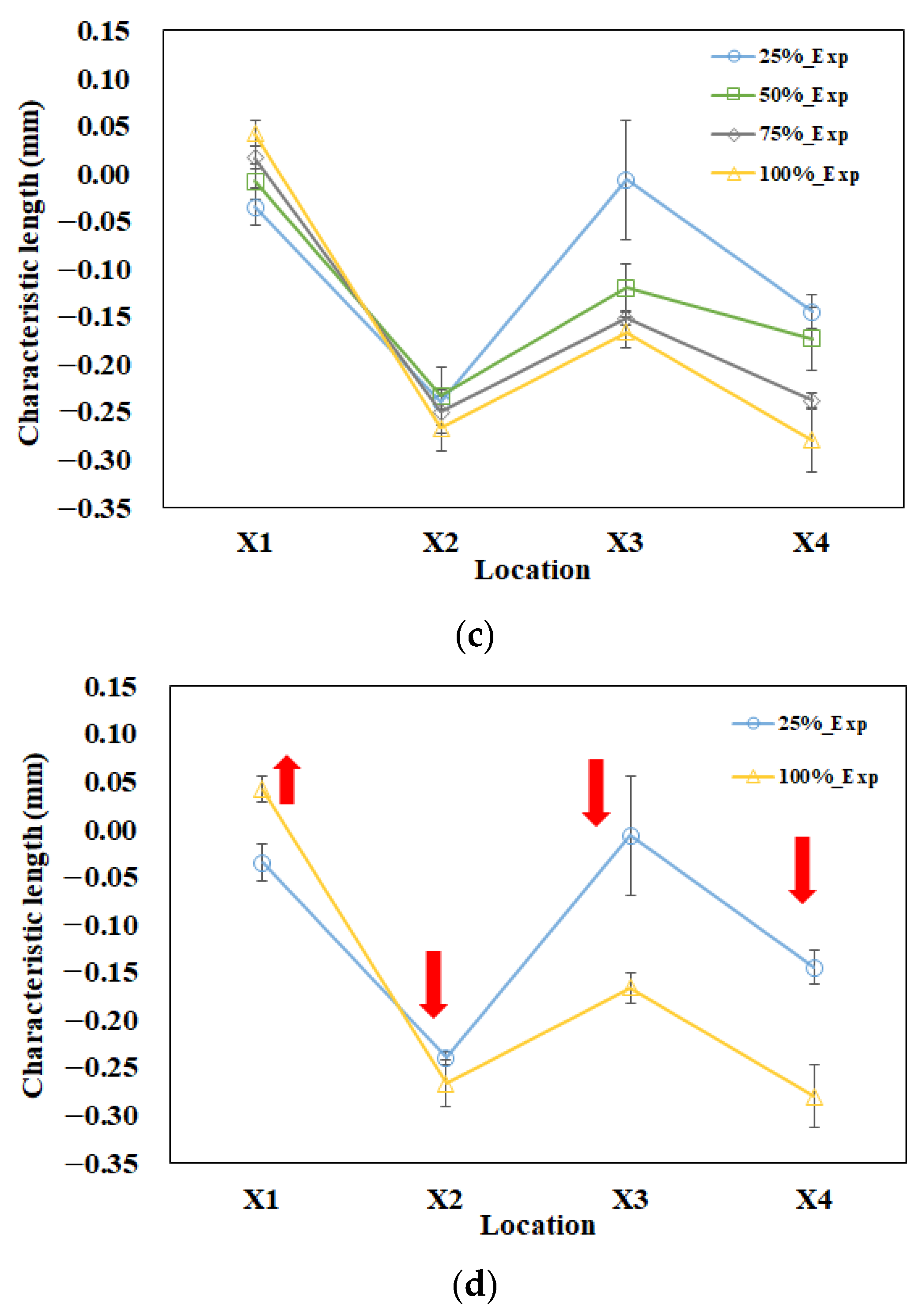
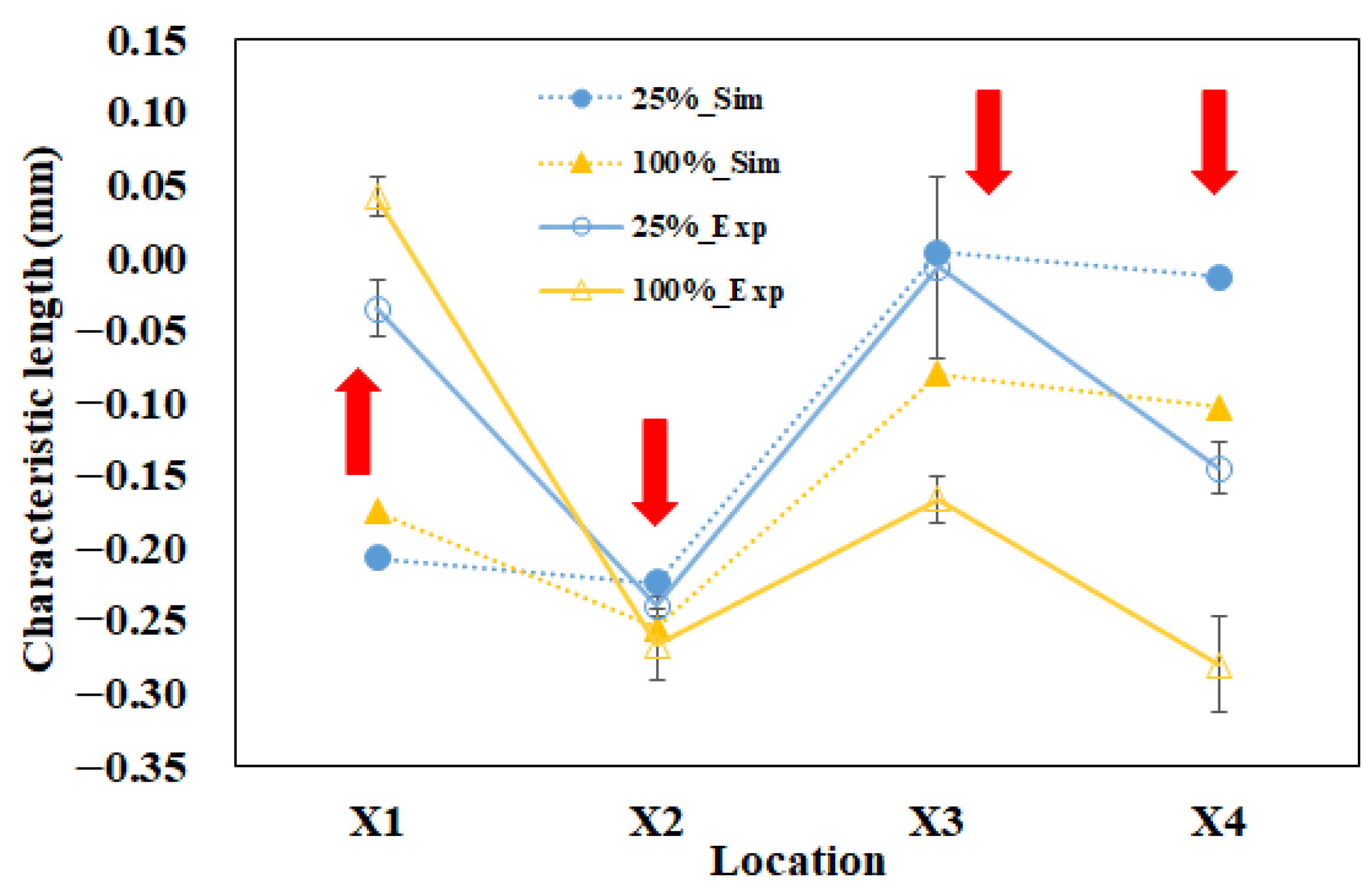
- For the same operation condition settings of simulation and experimental systems, as the packing pressure is higher, the assembly behavior based on the characteristic lengths becomes poorer. The trend is consistent for both simulations and experiments, but there is some difference between the simulation and experimental results.
- (2)
- Based on the characteristic length variation (product index difference) investigation, under the same operation condition setting, the product index difference of the experimental observation was 1.65 times over that of the simulation prediction. Through the DFI investigation, the internal driving force of the experimental system was 1.59 times over that of the simulation one. This shows the internal driving force is quite matched with the product quality index. It also demonstrates that the simulation and experimental systems are not the same. Hence, the injection machine needs to be calibrated.
- (3)
- After the injection machine was calibrated, the criteria for good assembly based on the integration test could be constructed. Specifically, the individual characteristic lengths should be not smaller than −0.250 mm in the real system (or not smaller than −0.243 mm in the virtual simulation system). The consistency was good.
- (4)
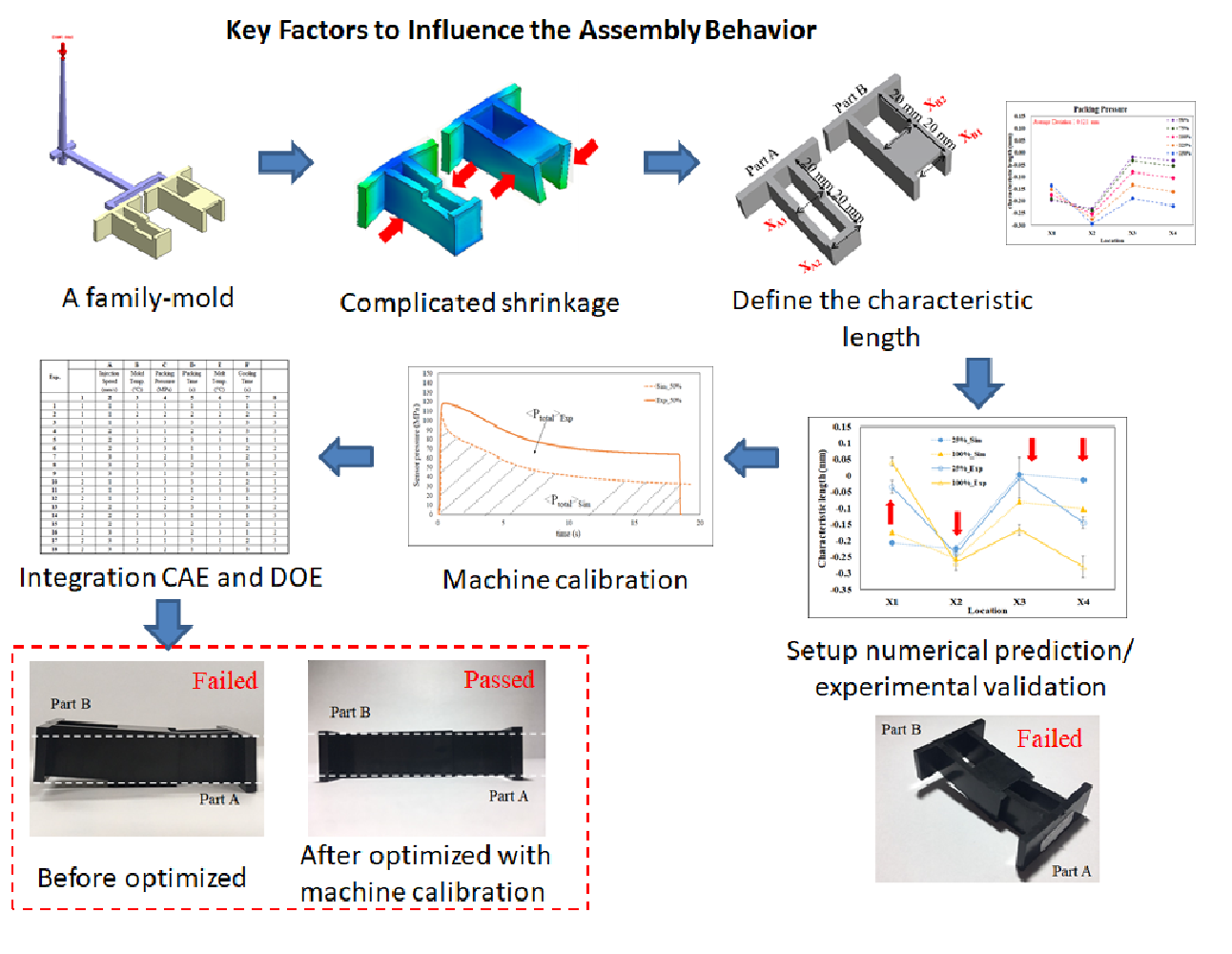
- To handle complex injection molding processing, the CAE-DOE optimization method was verified with high efficiency in ease of assembly improvement. Moreover, after finishing the machine calibration, the improvement of the CAE-DOE optimization method could approach 20%. In addition, the driving forces to improve the assembly behavior were quite consistent for both the simulation prediction and the experimental observation. To handle the huge parameter operation window and optimize the assembly behavior, the CAE-DOE optimization strategy was applied. After finishing the machine calibration, the CAE-DOE strategy could optimize the ease of assembly up to 20%. The result is validated by experimental observation.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Barkan, E.; Drzymala, M.; Li, Y. Hand-Held Bar Code Reader with Single Printed Circuit Board. US Patent No. 6,817,529, 16 November 2004. [Google Scholar]
- Horton, T.; Saroken, J.; Sparks, D.; Brant, A.; Mally, T. Vehicle Console Assembly. US Patent No. 8,915,531, 23 December 2014. [Google Scholar]
- Springer, G. Smart Phone Lens Assembly. US Patent No. 9,001,176, 7 April 2015. [Google Scholar]
- Oh, S. Luggage Having an Integrated Structure and Method of Manufacturing the Same. US Patent No. 9,854,884, 2 January 2018. [Google Scholar]
- Darling, J. Personal Watercraft Fabrication Using Thermoforming. US Patent No.10,391,702, 27 August 2019. [Google Scholar]
- Tokyo Tower and Osaka Temple Toys. Available online: https://www.toy-people.com/?p=44377 (accessed on 1 June 2021).
- Boothroyd, G.; Alting, L. Design for Assembly and Disassembly. CIRP Annals 1992, 41, 625–636. [Google Scholar] [CrossRef]
- Azri, N.M.; Effendi, M.S.M.; Rosli, M.F. Preliminary studies on DFMA and sustainable design approach: A case study on a cordless drill. AIP Conf. Proc. 2018, 2030, 020069. [Google Scholar] [CrossRef]
- Zhafri, Z.M.; Effendi, M.S.M.; Rosli, M.F. A Review on Sustainable Design and Optimum Assembly Process: A Case Study on a Drone. AIP Conf. Proc. 2018, 2030, 020071. [Google Scholar] [CrossRef]
- Hamzah, N.S.M.; Rosli, F.; Effendi, M.S.M. Analysis on Laser jet Printer Using Design for Manufacture and Assembly. AIP Conf. Proc. 2018, 2030, 020137. [Google Scholar] [CrossRef]
- Matthias, W. Rechargeable Battery for Hand-Guided Electromechanical Tools. US Patent 8,652,677, 18 February 2014. [Google Scholar]
- Peirsman, D.; Vandekerckhove, S. Beverage Dispensing Apparatus Comprising an Integrated Pressure Reducing Channel. US Patent 9,016,528, 28 April 2015. [Google Scholar]
- Schlittmeier, T.; Sauer, G.; Brunhofer, A. Optical Waveguide System for a Display Device and a Display Device. US Patent 9,071,369 B2, 30 June 2015. [Google Scholar]
- Lee, B.H.; Kim, B.H. Optimization of Part Wall Thicknesses to Reduce Warpage of Injection-Molded Parts Based on The Modified Complex Method. Polym.-Plast. Technol. Eng. 1995, 34, 793–811. [Google Scholar] [CrossRef]
- Leo, V.; Cuvelliez, C.H. The effect of the packing parameters, gate geometry, and mold elasticity on the final dimensions of a molded part. Polym. Eng. Sci. 1996, 35, 1961–1971. [Google Scholar] [CrossRef] [Green Version]
- Yen, C.; Lin, J.C.; Li, W.J.; Huang, M.F. An abductive neural network approach to the design of runner dimensions for the minimization of warpage in injection mouldings. J. Mater. Process. Technol. 2006, 174, 22–28. [Google Scholar] [CrossRef]
- Zhai, M.; Lam, Y.C.; Au, C.K. Runner sizing in multiple cavity injection mould by non-dominated sorting genetic algorithm. Eng. Comput. 2009, 25, 237–245. [Google Scholar] [CrossRef]
- Othman, M.H.; Hassan, S.; Ibrahim, M.Z.; Li, L. The Effects of Mould Design on Shrinkage and Warpage of Polypropylene Integral Hinges. In Proceedings of the 3rd International Conference on Trends in Mechanical and Industrial Engineering (3rd ICTMIE), Kuala Lumpur, Malaysia, 8–9 January 2013. [Google Scholar]
- Thomason, J.L.; Vlug, M.A. Influence of fiber length and concentration on the properties of glass fiber-reinforced polypropylene: Part 1-Tensile and flexural modulus. Composites 1996, 27A, 477–484. [Google Scholar] [CrossRef]
- Thomason, J.L. The influence of fibre length and concentration on the properties of glass fibre reinforced polypropylene: Interface strength and fibre strain in injection moulded long fibre PP at high fibre content. Compost. Part A Appl. Sci. Manuf. 2007, 38, 210–216. [Google Scholar] [CrossRef] [Green Version]
- Kovacs, J.G.; Solymossy, B. Effect of glass bead content and diameter on shrinkage and warpage of injection-molded PA6. Polym. Eng. Sci. 2009, 49, 2218–2224. [Google Scholar] [CrossRef]
- Hakimian, E.; Sulong, A.B. Analysis of warpage and shrinkage properties of injection-molded micro gears polymer composites using numerical simulations assisted by the Taguchi method. Materials Design 2012, 42, 62–71. [Google Scholar] [CrossRef]
- Ozcelik, B.; Erzurumlu, T. Comparison of the warpage optimization in the plastic injection molding using ANOVA, neural network model and genetic algorithm. J. Mater. Process. Technol. 2006, 171, 437–445. [Google Scholar] [CrossRef]
- Zhai, M.; Xie, Y. A study of gate location optimization of plastic injection molding using sequential linear programming. Int. J. Adv. Manuf. Technol. 2010, 49, 97–103. [Google Scholar] [CrossRef]
- Chiang, K.T.; Chang, F.P. Analysis of shrinkage and warpage in an injection-molded part with a thin shell feature using the response surface methodology. Int. J. Adv. Manuf. Technol. 2007, 35, 468–479. [Google Scholar] [CrossRef]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Gaspar-Cunha, A. Using Multi-objective Evolutionary Algorithms for Optimization of the Cooling System in Polymer Injection Molding. Int. Polym. Process. 2012, 27, 213–223. [Google Scholar] [CrossRef] [Green Version]
- Tsai, K.M.; Tang, B.H. Determination of injection molding process window based on form accuracy of lens using response surface methodology. Int. J. Adv. Manuf. Technol. 2014, 75, 947–958. [Google Scholar] [CrossRef]
- Xu, G.; Yang, Z. Multiobjective optimization of process parameters for plastic injection molding via soft computing and grey correlation analysis. Int. J. Adv. Manuf. Technol. 2015, 78, 525–536. [Google Scholar] [CrossRef]
- Kitayama, S.; Tamada, K.; Takano, M.; Aiba, S. Numerical and experimental investigation on process parameters optimization in plastic injection molding for weldlines reduction and clamping force minimization. Int. J. Adv. Manuf. Technol. 2018, 97, 2087–2098. [Google Scholar] [CrossRef]
- Hentati, F.; Hadriche, I.; Masmoudi, N.; Bradai, C. Optimization of the injection molding process for the PC/ABS parts by integrating Taguchi approach and CAE simulation. Int. J. Adv. Manuf. Technol. 2019, 104, 4353–4363. [Google Scholar] [CrossRef]
- Huang, C.T.; Xu, R.T.; Chen, P.H.; Jong, W.R.; Chen, S.C. Investigation on the Machine Calibration Effect on the Optimization through Design of experiments (DOE) in Injection Molding Parts. Polym. Test. 2020, 90, 106703. [Google Scholar] [CrossRef]
- Fernandes, C.; Pontes, A.J.; Viana, J.C.; Gaspar-Cunha, A. Modeling and Optimization of the Injection-Molding Process: A Review. Adv. Polym. Technol. 2018, 37, 429–449. [Google Scholar] [CrossRef]
- Huang, C.T.; Hsu, Y.H.; Chen, B.H. Investigation on the internal mechanism of the deviation between numerical simulation and experiments in injection molding product development. Polym. Test. 2019, 75, 327–336. [Google Scholar] [CrossRef]
- Chen, J.Y.; Yang, K.Y.; Huang, M.S. Online Quality Monitoring of Molten Resin in Injection Molding. Int. J. Heat Mass Transf. 2018, 122, 681–693. [Google Scholar] [CrossRef]
- Chen, J.Y.; Tseng, C.C.; Huang, M.S. Quality Indexes Design for Online Monitoring Polymer Injection Molding. Adv. Polym. Technol. 2019, 2019, 3720127. [Google Scholar] [CrossRef] [Green Version]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 |
|---|---|---|---|---|---|
| Injection speed a (%) | 30 | 40 | 50 | 60 | 70 |
| Melt temperature (°C) | 190 | 200 | 210 | 220 | 230 |
| Mold temperature (°C) | 30 | 40 | 50 | 60 | 70 |
| Packing time (s) | 3 | 5 | 7 | 9 | 11 |
| Packing pressure b (%) | 50 | 75 | 100 | 125 | 150 |
| Cooling time (s) | 7 | 9 | 11 | 13 | 15 |
| Ref. | Authors | Year | Key Operation Parameters | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Mold Temp. | Melt Temp. | Injection Speed/Time | Injection Pressure | Packing Pressure | Packing Time | Cooling Temp. | Cooling Time | |||
| 14 | Lee and Kim | 1995 | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| 15 | Leo and Cuvelliez | 1996 | ✓ | |||||||
| 16 | Yen et al. | 2006 | ||||||||
| 17 | Zhai et al. | 2009 | ✓ | ✓ | ✓ | |||||
| 18 | Othman et al. | 2013 | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| 21 | Kova and Solymossy | 2009 | ✓ | ✓ | ||||||
| 22 | Hakimian and Sulong | 2012 | ✓ | ✓ | ✓ | ✓ | ||||
| 23 | Ozcelik and Erzurumlu | 2006 | ✓ | ✓ | ✓ | ✓ | ✓ | |||
| 24 | Zhai and Xie | 2010 | ||||||||
| 25 | Chiang and Chang | 2007 | ✓ | ✓ | ✓ | ✓ | ||||
| 27 | Tsai and Tang | 2014 | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ||
| 28 | Xu and Yang | 2015 | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ||
| 29 | Kitayama et al. | 2018 | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ||
| 30 | Hentati | 2019 | ✓ | ✓ | ✓ | ✓ | ||||
| 31 | Huang et al. | 2020 | ✓ | ✓ | ✓ | ✓ | ✓ | ✓ | ||
| Factor | Operation Conditions |
|---|---|
| Injection speed (%) | 50 |
| Melt temperature (°C) | 210 |
| Mold temperature (°C) | 50 |
| Packing time (s) | 7 |
| Packing pressure (%) | 25; 50; 75; 100 |
| Cooling time (s) | 11 |
| Control Factor | Level 1 | Level 2 | Level 3 | |
|---|---|---|---|---|
| A | Injection Speed (mm/s) | 25 (20%) | 75 (60%) | 125 (100%) |
| B | Mold Temperature (°C) | 30 | 50 | 70 |
| C | Packing Pressure (MPa) | 95 | 126 | 158 |
| D | Packing Time (s) | 5 | 7 | 9 |
| E | Melt Temperature (°C) | 200 | 210 | 220 |
| F | Cooling Time (s) | 9 | 11 | 13 |
| Exp | A | B | C | D | E | F | ||
|---|---|---|---|---|---|---|---|---|
| Injection Speed (mm/s) | Mold Temp. (°C) | Packing Pressure (MPa) | Packing Time (s) | Melt Temp. (°C) | Cooling Time (s) | |||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| 2 | 1 | 1 | 2 | 2 | 2 | 2 | 2 | 2 |
| 3 | 1 | 1 | 3 | 3 | 3 | 3 | 3 | 3 |
| 4 | 1 | 2 | 1 | 1 | 2 | 2 | 3 | 3 |
| 5 | 1 | 2 | 2 | 2 | 3 | 3 | 1 | 1 |
| 6 | 1 | 2 | 3 | 3 | 1 | 1 | 2 | 2 |
| 7 | 1 | 3 | 1 | 2 | 1 | 3 | 2 | 3 |
| 8 | 1 | 3 | 2 | 3 | 2 | 1 | 3 | 1 |
| 9 | 1 | 3 | 3 | 1 | 3 | 2 | 1 | 2 |
| 10 | 2 | 1 | 1 | 3 | 3 | 2 | 2 | 1 |
| 11 | 2 | 1 | 2 | 1 | 1 | 3 | 3 | 2 |
| 12 | 2 | 1 | 3 | 2 | 2 | 1 | 1 | 3 |
| 13 | 2 | 2 | 1 | 2 | 3 | 1 | 3 | 2 |
| 14 | 2 | 2 | 2 | 3 | 1 | 2 | 1 | 3 |
| 15 | 2 | 2 | 3 | 1 | 2 | 3 | 2 | 1 |
| 16 | 2 | 3 | 1 | 3 | 2 | 3 | 1 | 2 |
| 17 | 2 | 3 | 2 | 1 | 3 | 1 | 2 | 3 |
| 18 | 2 | 3 | 3 | 2 | 1 | 2 | 3 | 1 |
| ΔX1 | ΔX2 | ΔX3 | ΔX4 | Ave ΔX | |
|---|---|---|---|---|---|
| Simulation | 0.032 | −0.031 | −0.065 | −0.084 | −0.037 |
| Experiment | 0.077 | −0.027 | −0.160 | −0.135 | −0.061 |
| Simulation | Simulation Injection Speed Setting (mm/s) | Experiment Injection Speed Setting a |
|---|---|---|
| 90% | 67.0 | 30% |
| 100% | 73.4 | 40% |
| 110% | 79.5 | 50% |
| 120% | 85.8 | 60% |
| 130% | 92.0 | 70% |
| before Calibration | after Calibration | Calibration Rate (%) | |||||
|---|---|---|---|---|---|---|---|
| Character. Length | Sim | Exp | ΔL | (Sim)cal | (Exp)cal | (ΔL)cal | |
| X1 | −0.175 | 0.042 | 0.217 | −0.170 | 0.042 | 0.212 | 2 |
| X2 | −0.255 | −0.267 | −0.012 | −0.260 | −0.267 | −0.007 | 42 |
| X3 | −0.080 | −0.167 | −0.087 | −0.096 | −0.167 | −0.071 | 18 |
| X4 | −0.103 | −0.280 | −0.177 | −0.119 | −0.280 | −0.161 | 9 |
| Average calibration rate | 18 | ||||||
| Machine Calibration Rate (%) | |||||
|---|---|---|---|---|---|
| Packing Pressure Setting (%) | X1 | X2 | X3 | X4 | Average |
| 25 | 0 | 0 | 9 | 0 | 2 |
| 50 | 1 | 0 | 11 | 8 | 5 |
| 75 | 2 | 42 | 14 | 8 | 17 |
| 100 | 2 | 42 | 18 | 9 | 18 |
| Total average calibration rate | 10 | ||||
| Packing Pressure (%) | X1 | X2 | X3 | X4 | Integration Test |
|---|---|---|---|---|---|
| 25 | −0.035 | −0.240 | −0.007 | −0.145 | passed |
| 50 | −0.008 | −0.233 | −0.120 | −0.173 | passed |
| 75 | 0.017 | −0.250 | −0.152 | −0.238 | passed |
| 100 | 0.042 | −0.267 | −0.167 | −0.280 | failed |
| Packing Pressure (%) | X1 | X2 | X3 | X4 | Integration Test |
|---|---|---|---|---|---|
| 25 | −0.207 | −0.224 | 0.003 | −0.013 | passed |
| 50 | −0196 | −0.235 | −0.028 | −0.045 | passed |
| 75 | −0.187 | −0.243 | −0.050 | −0.069 | passed |
| 100 | −0.170 | −0.260 | −0.096 | −0.119 | failed |
| Exp | Characteristic Lengths (mm) | Average | Sn | S/N | |||
|---|---|---|---|---|---|---|---|
| X1 | X2 | X3 | X4 | ||||
| 1 | −0.15 | −0.25 | −0.08 | −0.12 | −0.15 | 0.06 | 15.82 |
| 2 | −0.16 | −0.27 | −0.11 | −0.14 | −0.17 | 0.06 | 14.93 |
| 3 | −0.13 | −0.29 | −0.20 | −0.22 | −0.21 | 0.06 | 13.27 |
| 4 | −0.20 | −0.24 | −0.04 | −0.06 | −0.14 | 0.09 | 15.88 |
| 5 | −0.15 | −0.27 | −0.13 | −0.15 | −0.17 | 0.05 | 14.80 |
| 6 | −0.15 | −0.28 | −0.15 | −0.19 | −0.19 | 0.05 | 13.95 |
| 7 | −0.15 | −0.27 | −0.14 | −0.17 | −0.18 | 0.05 | 14.52 |
| 8 | −0.14 | −0.28 | −0.19 | −0.20 | −0.20 | 0.05 | 13.53 |
| 9 | −0.17 | −0.25 | −0.09 | −0.11 | −0.15 | 0.06 | 15.54 |
| 10 | −0.12 | −0.29 | −0.21 | −0.23 | −0.21 | 0.06 | 13.22 |
| 11 | −0.18 | −0.25 | −0.07 | −0.09 | −0.15 | 0.07 | 15.74 |
| 12 | −0.15 | −0.26 | −0.11 | −0.15 | −0.17 | 0.06 | 14.99 |
| 13 | −0.16 | −0.26 | −0.14 | −0.14 | −0.17 | 0.05 | 14.88 |
| 14 | −0.11 | −0.29 | −0.21 | −0.25 | −0.21 | 0.07 | 12.99 |
| 15 | −0.18 | −0.24 | −0.06 | −0.08 | −0.14 | 0.08 | 15.93 |
| 16 | −0.12 | −0.29 | −0.20 | −0.24 | −0.21 | 0.06 | 13.09 |
| 17 | −0.15 | −0.26 | −0.16 | −0.16 | −0.18 | 0.05 | 14.50 |
| 18 | −0.18 | −0.26 | −0.10 | −0.13 | −0.17 | 0.06 | 15.00 |
| A | B | C | D | E | F | |
|---|---|---|---|---|---|---|
| Level 1 | 14.66 | 14.57 | 15.57 | 14.67 | 14.61 | 14.54 |
| Level 2 | 14.74 | 14.42 | 14.85 | 14.72 | 14.60 | 14.51 |
| Level 3 | 14.36 | 14.78 | 13.34 | 14.37 | 14.56 | 14.72 |
| Ei1−2 | 0.08 | −0.15 | −0.72 | 0.05 | −0.02 | −0.03 |
| Ei2−3 | −0.37 | 0.36 | −1.51 | −0.36 | −0.04 | 0.21 |
| Range | 0.37 | 0.36 | 2.23 | 0.36 | 0.05 | 0.21 |
| Rank | 2 | 3 | 1 | 4 | 6 | 5 |
| Control Factor | Level 1 | Level 2 | Level 3 | |
|---|---|---|---|---|
| A | Injection Speed (mm/s) | 67 | 79.5 | 92 |
| B | Mold Temperature (°C) | 30 | 50 | 70 |
| C | Packing Pressure (MPa) | 90 | 120 | 140 |
| D | Packing Time (s) | 5 | 7 | 9 |
| E | Melt Temperature (°C) | 200 | 210 | 220 |
| F | Cooling Time (s) | 9 | 11 | 13 |
| Exp | Characteristic Lengths (mm) | Average | Sn | S/N | |||
|---|---|---|---|---|---|---|---|
| X1 | X2 | X3 | X4 | ||||
| 1 | −0.14 | −0.26 | −0.10 | −0.14 | −0.16 | 0.06 | 15.41 |
| 2 | −0.17 | −0.26 | −0.10 | −0.12 | −0.16 | 0.06 | 15.20 |
| 3 | −0.15 | −0.27 | −0.16 | −0.17 | −0.19 | 0.05 | 14.19 |
| 4 | −0.20 | −0.24 | −0.04 | −0.05 | −0.13 | 0.09 | 15.94 |
| 5 | −0.15 | −0.26 | −0.11 | −0.14 | −0.17 | 0.06 | 15.08 |
| 6 | −0.16 | −0.27 | −0.12 | −0.16 | −0.18 | 0.06 | 14.62 |
| 7 | −0.15 | −0.27 | −0.13 | −0.16 | −0.18 | 0.05 | 14.73 |
| 8 | −0.16 | −0.27 | −0.14 | −0.16 | −0.18 | 0.05 | 14.46 |
| 9 | −0.18 | −0.24 | −0.06 | −0.07 | −0.14 | 0.08 | 16.01 |
| 10 | −0.14 | −0.27 | −0.16 | −0.18 | −0.19 | 0.05 | 14.21 |
| 11 | −0.19 | −0.24 | −0.05 | −0.08 | −0.14 | 0.08 | 15.88 |
| 12 | −0.17 | −0.25 | −0.10 | −0.13 | −0.16 | 0.06 | 15.33 |
| 13 | −0.16 | −0.26 | −0.13 | −0.13 | −0.17 | 0.05 | 15.01 |
| 14 | −0.12 | −0.28 | −0.18 | −0.22 | −0.20 | 0.06 | 13.68 |
| 15 | −0.18 | −0.24 | −0.10 | −0.02 | −0.14 | 0.08 | 15.94 |
| 16 | −0.12 | −0.28 | −0.17 | −0.21 | −0.19 | 0.06 | 13.85 |
| 17 | −0.17 | −0.25 | −0.11 | −0.11 | −0.16 | 0.06 | 15.30 |
| 18 | −0.18 | −0.26 | −0.09 | −0.11 | −0.16 | 0.07 | 15.25 |
| A | B | C | D | E | F | |
|---|---|---|---|---|---|---|
| Level 1 | 15.04 | 14.86 | 15.75 | 14.93 | 15.02 | 14.89 |
| Level 2 | 15.04 | 14.93 | 15.10 | 15.12 | 15.05 | 15.00 |
| Level 3 | 14.94 | 15.22 | 14.17 | 14.97 | 14.95 | 15.12 |
| Ei1−2 | 0.00 | 0.08 | −0.65 | 0.19 | 0.03 | 0.10 |
| Ei2−3 | −0.11 | 0.29 | −0.93 | −0.15 | −0.10 | 0.12 |
| Range | 0.11 | 0.36 | 1.58 | 0.19 | 0.10 | 0.23 |
| Rank | 5 | 2 | 1 | 4 | 6 | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, C.-T.; Lin, T.-W.; Jong, W.-R.; Chen, S.-C. A Methodology to Predict and Optimize Ease of Assembly for Injected Parts in a Family-Mold System. Polymers 2021, 13, 3065. https://doi.org/10.3390/polym13183065
Huang C-T, Lin T-W, Jong W-R, Chen S-C. A Methodology to Predict and Optimize Ease of Assembly for Injected Parts in a Family-Mold System. Polymers. 2021; 13(18):3065. https://doi.org/10.3390/polym13183065
Chicago/Turabian StyleHuang, Chao-Tsai, Tsai-Wen Lin, Wen-Ren Jong, and Shia-Chung Chen. 2021. "A Methodology to Predict and Optimize Ease of Assembly for Injected Parts in a Family-Mold System" Polymers 13, no. 18: 3065. https://doi.org/10.3390/polym13183065
APA StyleHuang, C.-T., Lin, T.-W., Jong, W.-R., & Chen, S.-C. (2021). A Methodology to Predict and Optimize Ease of Assembly for Injected Parts in a Family-Mold System. Polymers, 13(18), 3065. https://doi.org/10.3390/polym13183065