Rotational Molding of Poly(Lactic Acid)/Polyethylene Blends: Effects of the Mixing Strategy on the Physical and Mechanical Properties


 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Blend Preparation
2.3. Rheological Characterization
2.4. Morphology
2.5. Density
2.6. Thermal Properties
2.6.1. Differential Scanning Calorimetry (DSC)
2.6.2. Thermogravimetric Analysis (TGA)
2.7. Mechanical Properties
3. Results and Discussion
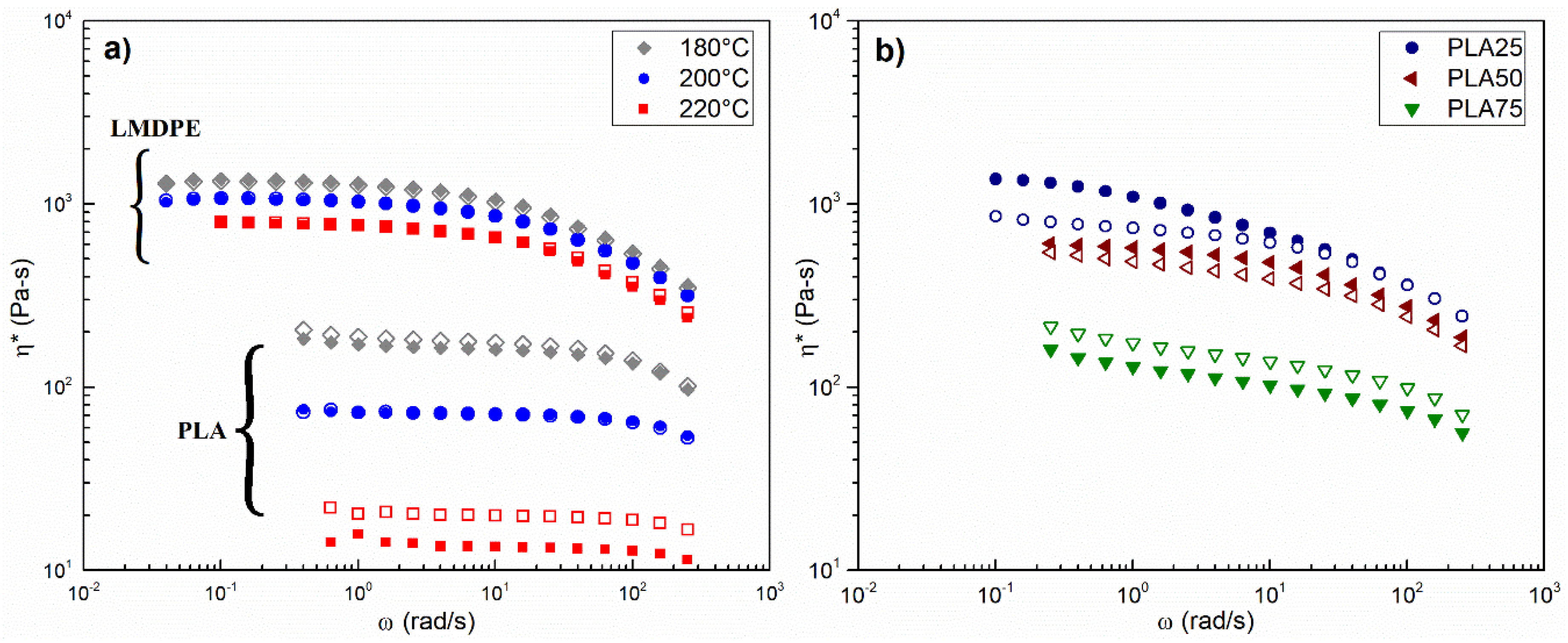
3.1. Rheological Properties
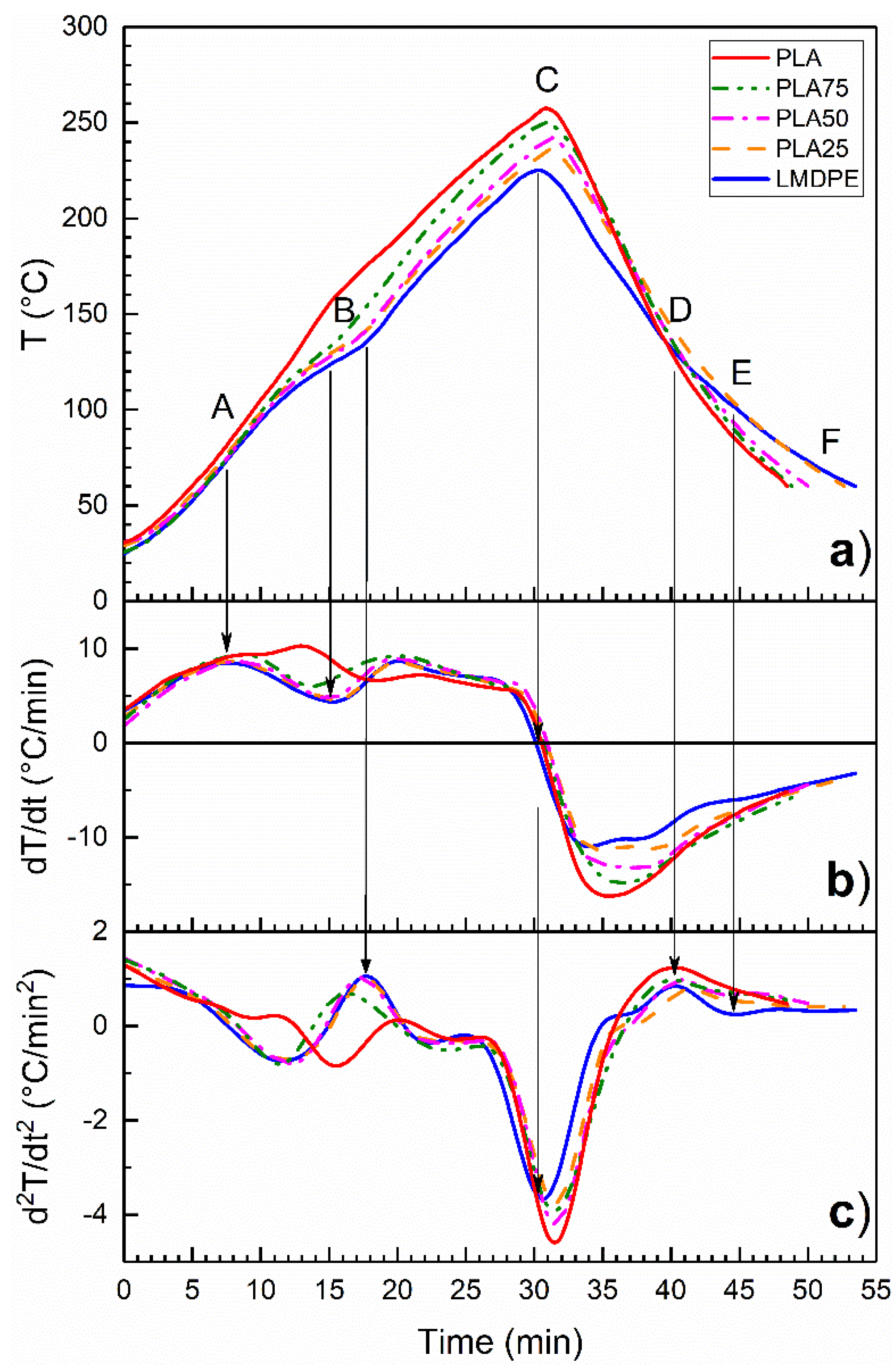
3.2. Internal Air Temperature Profiles
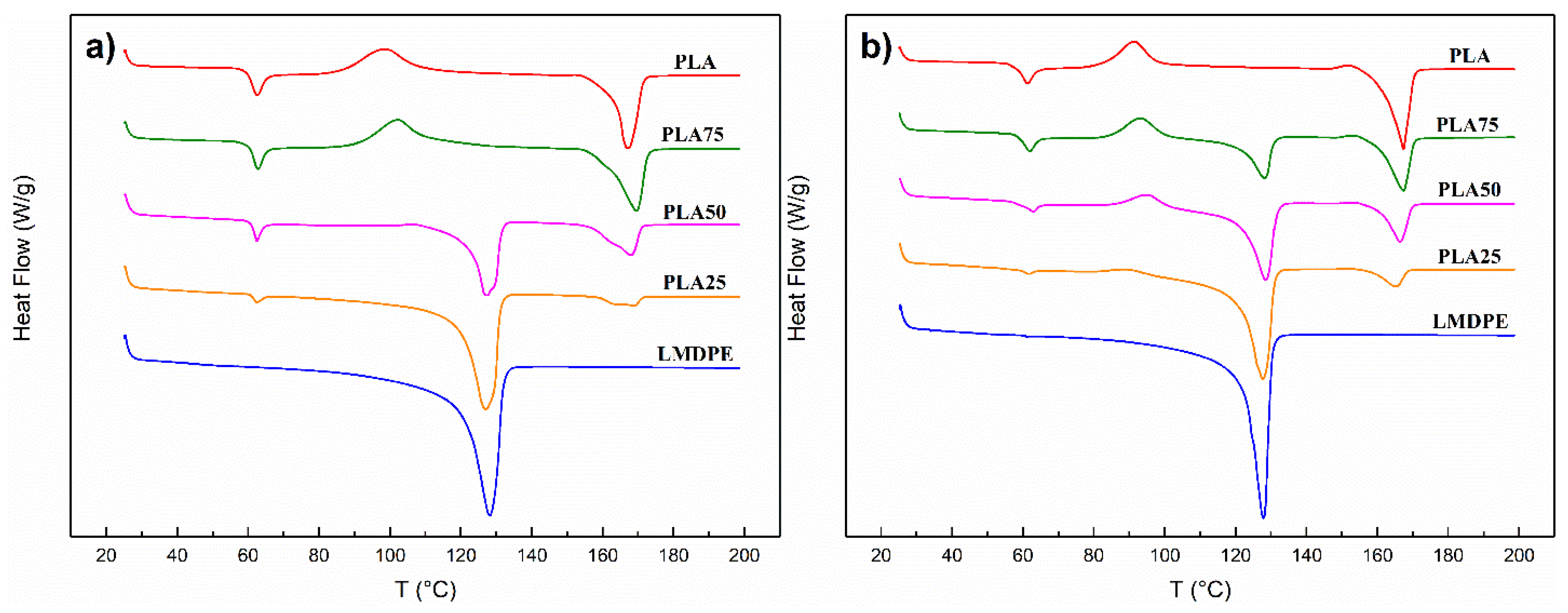
3.3. Differential Scanning Calorimetry
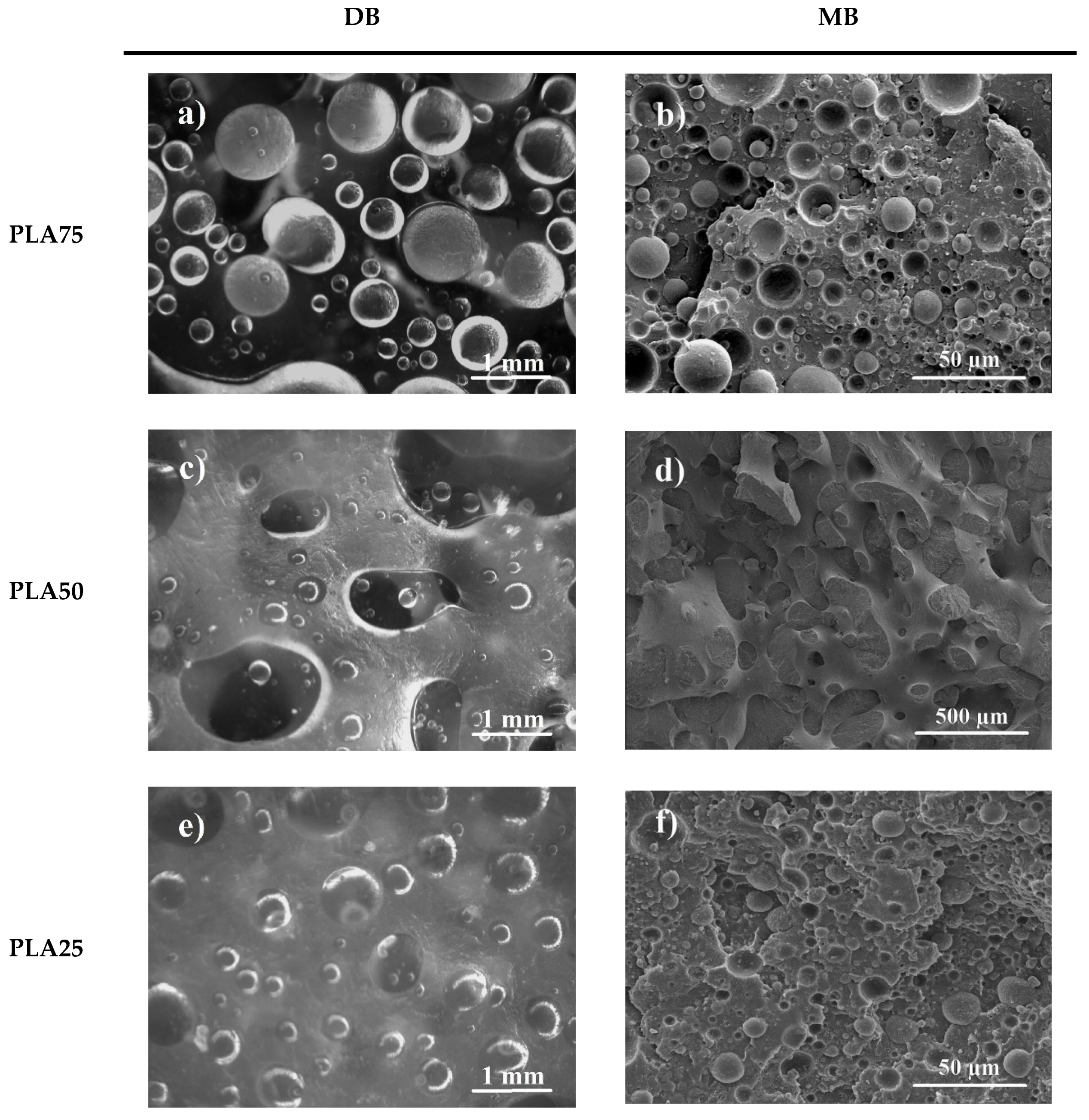
3.4. Morphology
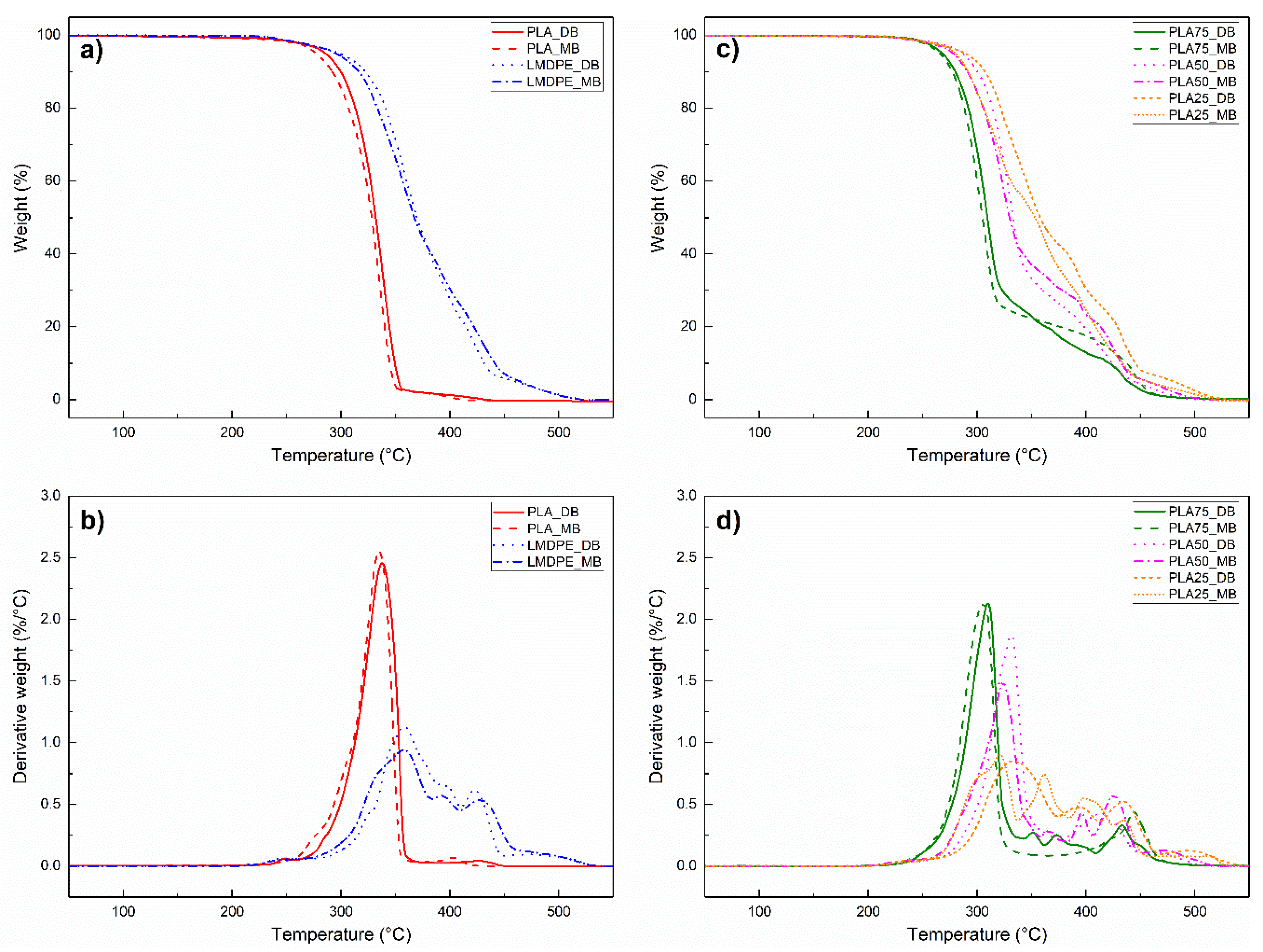
3.5. Thermal Degradation and Stability
3.6. Mechanical Properties
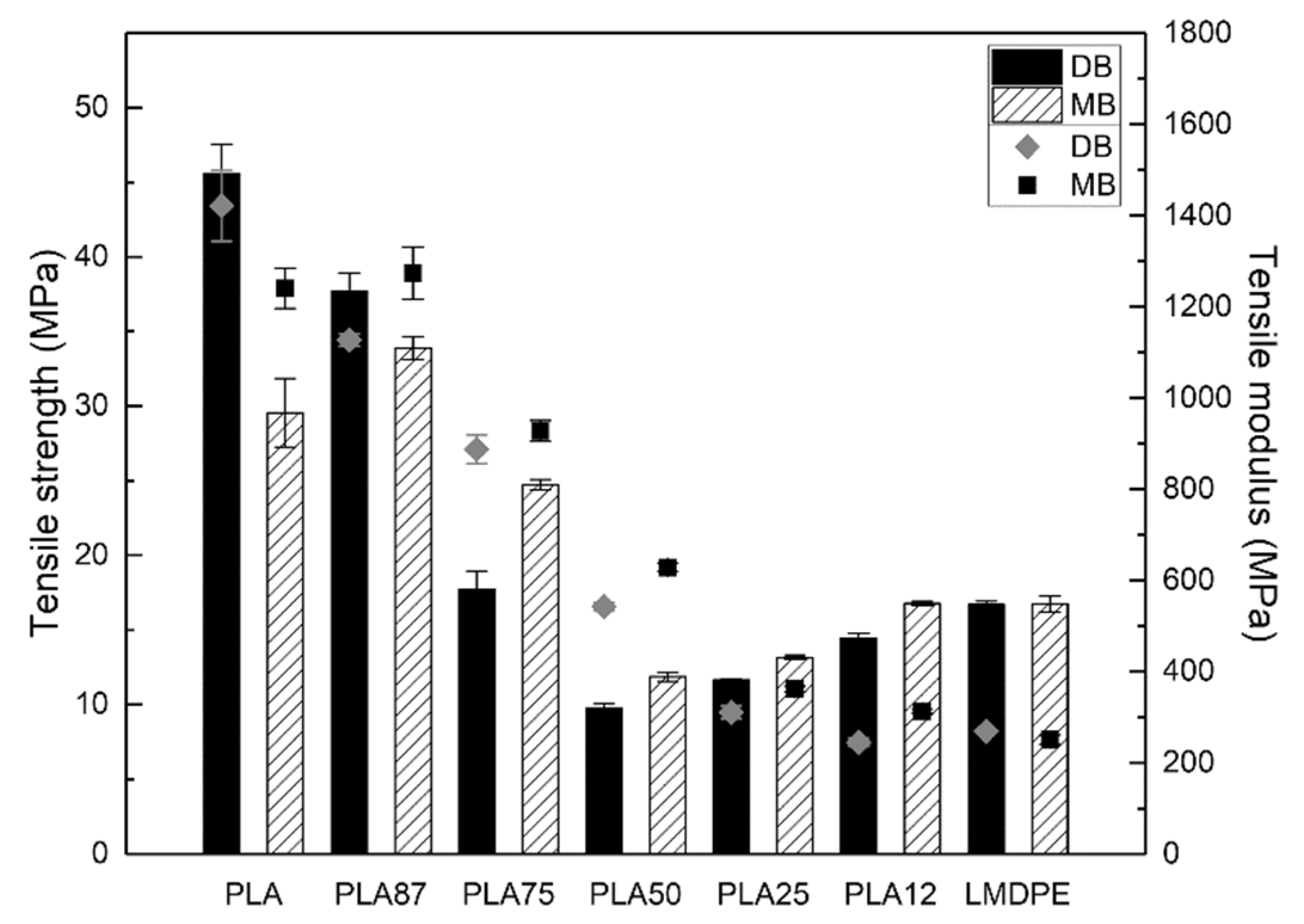
3.6.1. Tensile Properties
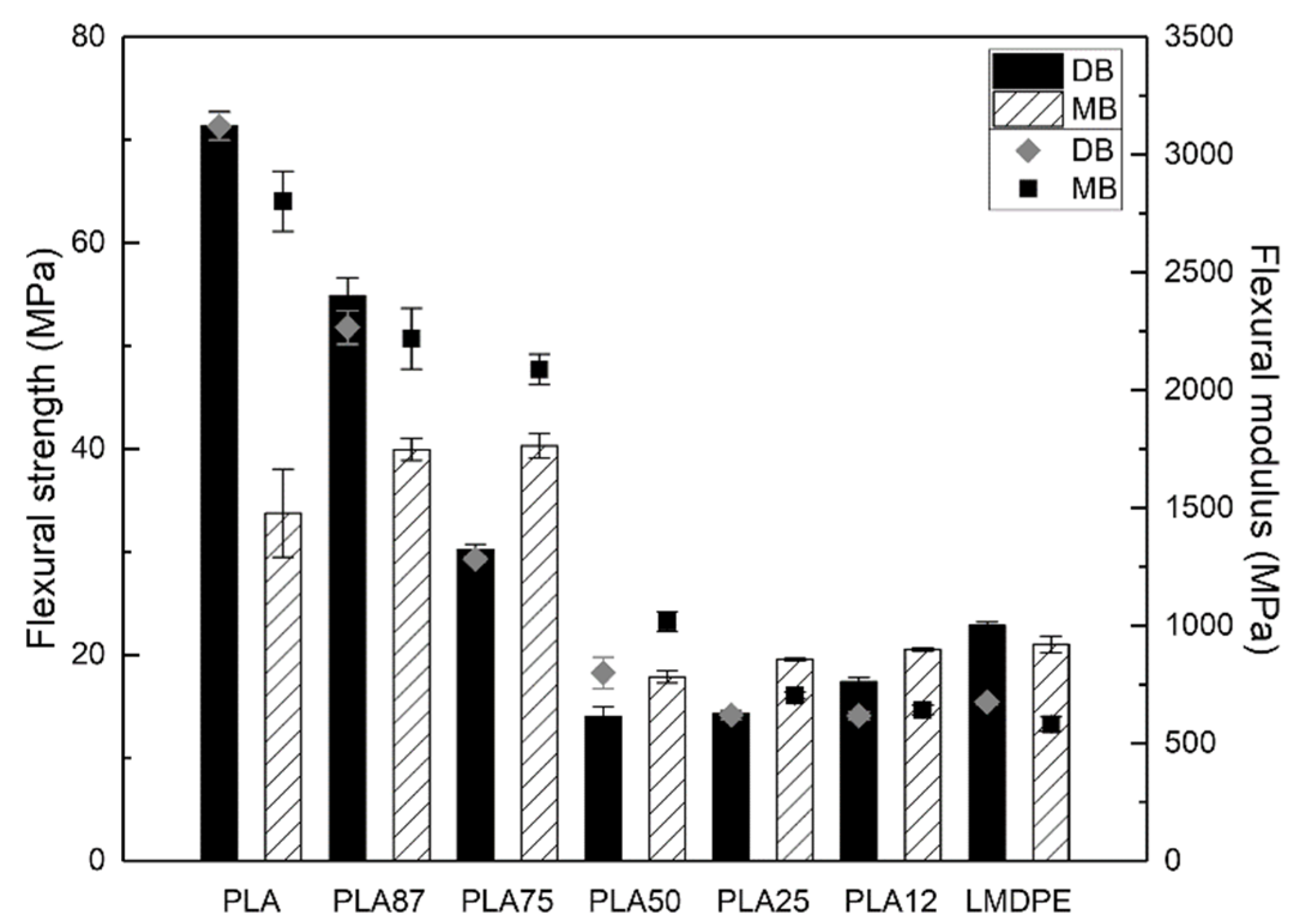
3.6.2. Flexural Properties
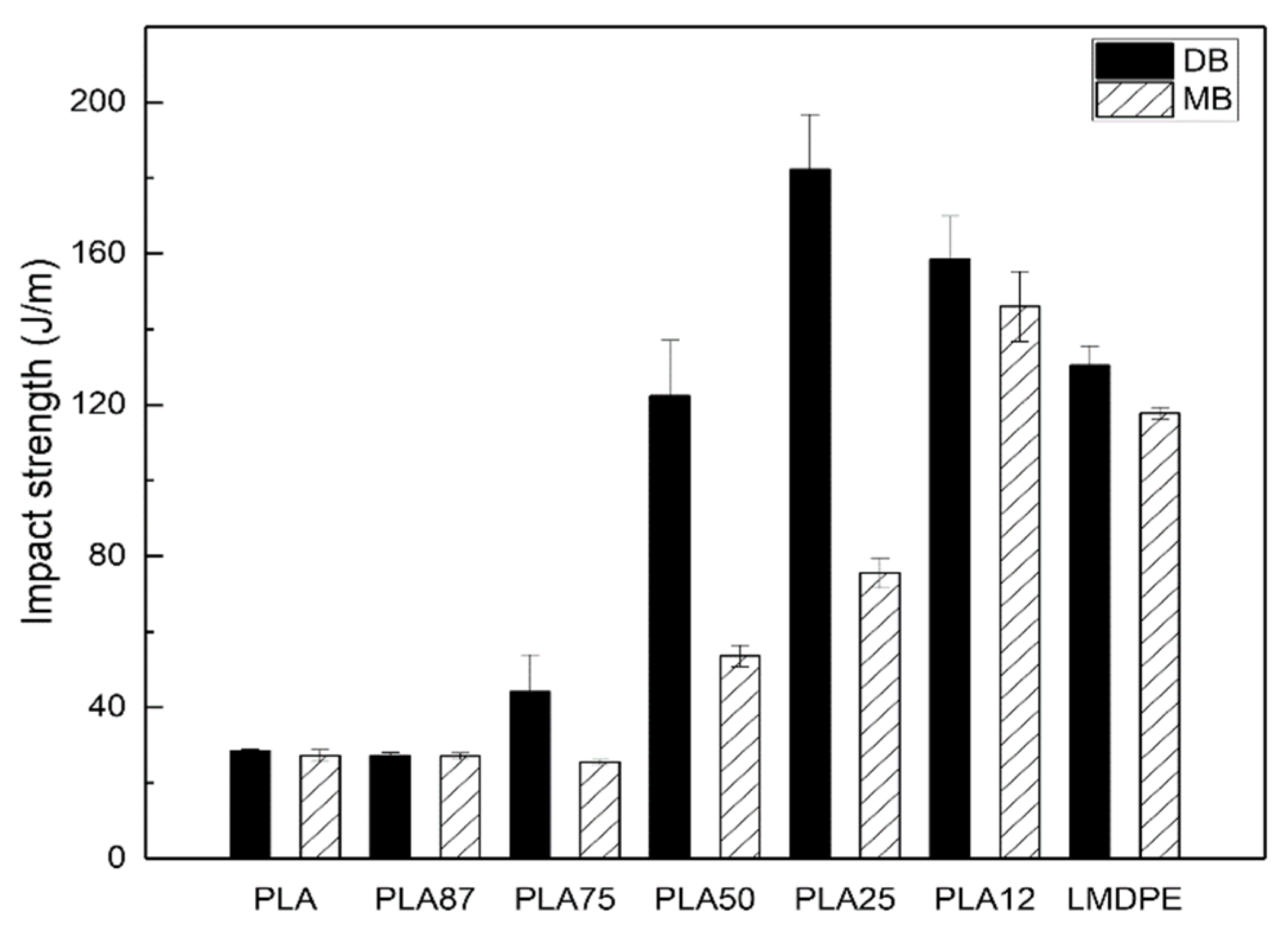
3.6.3. Impact Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Crawford, R.J.; Throne, J.L. Rotational Molding Technology, 1st ed.; William Andrew Publishing: Norwich, NY, USA, 2002; Volume 1, pp. 19–25. [Google Scholar]
- López-Bañuelo, R.H.; Moscoso-Sánchez, F.J.; Ortega-Gudiño, P.; Mendizábal, E.; Rodrigue, D.; González-Núñez, R. Rotational molding of polyethylene composites based on agave fibers. Polym. Eng. Sci. 2012, 52, 2489–2497. [Google Scholar] [CrossRef]
- Nugent, P. Rotational Molding Industry Overview–RotoWorld®, (s/f). Available online: https://rotoworldmag.com/rotational-molding-industry-overview/ (accessed on 20 March 2020).
- Ogila, K.O.; Shao, M.; Yang, W.; Tan, J. Rotational molding: A review of the models and materials. EXPRESS Polym. Lett. 2017, 11, 778–798. [Google Scholar] [CrossRef]
- Zhao, X.; Hu, H.; Wang, X.; Yu, X.; Zhou, W.; Peng, S. Super tough poly(lactic acid) blends: A comprehensive review. RSC Adv. 2020, 10, 13316–13368. [Google Scholar] [CrossRef] [Green Version]
- Carus, M. Growth in PLA Bioplastics: Bio-based News. 7 August 2012. Available online: https://news.bio-based.eu (accessed on 1 November 2020).
- Castro-Aguirre, E.; Íñiguez-Franco, F.; Samsudin, H.; Fang, X.; Auras, R. Poly(lactic acid)-Mass production, processing, industrial applications, and end of life. Adv. Drug Deliv. Rev. 2016, 107, 13316–13368. [Google Scholar] [CrossRef] [Green Version]
- Farah, S.H.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications: A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [Green Version]
- Hamad, K.; Kaseem, M.; Deri, F. Poly(lactic acid)/low density polyethylene polymer blends: Preparation and characterization. Asia-Pacific J. Chem. Eng. 2012, 7, S310–S316. [Google Scholar] [CrossRef]
- Zeng, J.B.; Li, K.A.; Du, A.K. Compatibilization strategies in poly(lactic acid)-based blends. RSC Adv. 2015, 5, 32546–32565. [Google Scholar] [CrossRef]
- Hwang, S.W.; Lee, S.B.; Lee, C.K.; Lee, J.Y.; Shim, J.K.; Selke, S.E. Grafting of maleic anhydride on poly(L-lactic acid). Effects on physical and mechanical properties. Polym. Test. 2012, 31, 333–344. [Google Scholar] [CrossRef]
- Wang, M.; Wu, Y.; Li, Y.D.; Zeng, J.B. Progress in toughening poly(lactic acid) with renewable polymers. Polym. Rev. 2017, 57, 557–593. [Google Scholar] [CrossRef]
- Pérez-Fonseca, A.A.; Robledo-Ortíz, J.R.; González-Núñez, R.; Rodrigu, D. Effect of thermal annealing on the mechanical and thermal properties of polylactic acid-cellulosic fiber biocomposites. J. Appl. Polym. Sci. 2016, 133, 1–9. [Google Scholar] [CrossRef]
- Yuan, H.; Liu, Z.; Ren, J. Preparation, characterization, and foaming behavior of poly(lactic acid)/poly(butylene adipate-co-butylene terephthalate) blend. Polym. Eng. Sci. 2009, 49, 1004–1012. [Google Scholar] [CrossRef]
- Orozco, V.H.; Brostow, W.; Chonkaew, W.; López, B.L. Preparation and characterization of poly(lactic acid)-g-maleic anhydride + starch blends. Macromol. Symp. 2009, 277, 69–80. [Google Scholar] [CrossRef]
- Madhu, G.; Bhunia, H.; Bajpai, P.K.; Nando, G.B. Physico-mechanical properties and biodegradation of oxo-degradable HDPE/PLA blends. Polym. Sci. Ser. A 2016, 58, 57–75. [Google Scholar] [CrossRef]
- Singh, G.; Bhunia, H.; Rajor, A.; Jana, R.N.; Choudhary, V. Mechanical properties and morphology of polylactide, linear low-density polyethylene, and their blends. J. Appl. Polym. Sci. 2010, 118, 496–502. [Google Scholar] [CrossRef]
- Zeng, Q.; Feng, Y.; Wang, R.; Ma, P. Fracture behavior of highly toughened poly(lactic acid)/ethylene-co-vinyl acetate blends. E-Polymers 2018, 18, 153–162. [Google Scholar] [CrossRef]
- Ferri, J.M.; Garcia-Garcia, D.; Rayón, M.D.S.; Balart, R. Compatibilization and characterization of polylactide and biopolyethylene binary blends by non-reactive and reactive compatibilization approaches. Polymers 2020, 12, 1344. [Google Scholar] [CrossRef]
- Wang, Y.; Hillmyer, M.A. Polyethylene-poly(L-lactide) diblock copolymers: Synthesis and compatibilization of poly(L-lactide)/polyethylene blends. J. Polym. Sci. 2001, 39, 2755–2766. [Google Scholar] [CrossRef]
- Anderson, K.S.; Hillmyer, M.A. The influence of block copolymer microstructure on the toughness of compatibilized polylactide/polyethylene blends. Polymer 2004, 45, 8809–8823. [Google Scholar] [CrossRef]
- Kim, Y.F.; Choi, C.N.; Kim, Y.D.; Lee, K.Y.; Lee, M.S. Compatibilization of immiscible poly(l-lactide) and low density polyethylene blends. Fibers Polym. 2004, 5, 270–274. [Google Scholar] [CrossRef]
- Lim, T.; Auras, R.; Rubino, M. Processing technology for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Greco, A.; Maffezzoli, A. Analysis of the suitability of poly(lactic acid) in rotational molding process. Adv. Polym. Technol. 2015, 34, 1–8. [Google Scholar] [CrossRef]
- Greco, A.; Maffezzoli, A. Rotational molding of biodegradable composites with PLA reinforced by the wooden backbone of opuntia ficus indica cladodes. J. Appl. Polym. Sci. 2015, 132, 1–8. [Google Scholar] [CrossRef]
- Greco, A.; Maffezzoli, A. Rotational molding of poly(lactic acid): Effect of polymer grade and granulometry. Adv. Polym. Technol. 2017, 36, 477–482. [Google Scholar] [CrossRef]
- Cisneros-López, E.O.; Pérez-Fonseca, A.A.; González-García, Y.; Ramírez-Arreola, D.E.; González-Núñez, R.; Rodrigue, D.; Robledo-Ortíz, J.R. Polylactic acid-agave fiber biocomposites produced by rotational molding: A comparative study with compression molding. Adv. Polym. Technol. 2018, 37, 2528–2540. [Google Scholar] [CrossRef]
- Zhao, H.; Cui, Z.; Sun, X.; Turng, L.S.; Peng, X. Morphology and properties of injection molded solid and microcellular Polylactic Acid/Polyhydroxybutyrate-Valerate (PLA/PHBV) blends. Ind. Eng. Chem. Res. 2013, 52, 2569–2581. [Google Scholar] [CrossRef]
- Taubner, V.; Shishoo, R. Influence of processing parameters on the degradation of poly(L-lactide) during extrusion. J. Appl. Polym. Sci. 2001, 79, 2128–2135. [Google Scholar] [CrossRef]
- Carrasco, F.; Pagès, P.; Gámez-Pérez, J.; Santana, O.O.; Maspoch, M.L. Processing of poly(lactic acid): Characterization of chemical structure, thermal stability and mechanical properties. Polym. Degrad. Stab. 2010, 95, 116–125. [Google Scholar] [CrossRef]
- Cuadri, A.A.; Martín-Alfonso, J.E. Thermal, thermo-oxidative and thermomechanical degradation of PLA: A comparative study based on rheological, chemical and thermal properties. Polym. Degrad. Stab. 2018, 150, 37–45. [Google Scholar] [CrossRef]
- Loultcheva, M.K.; Proietto, M.; Jilov, N.; La Mantia, F.P. Recycling of high density polyethylene containers. Polym. Degrad. Stab. 1997, 57, 77–81. [Google Scholar] [CrossRef]
- Zhou, H.; Zhao, M.; Qu, Z.; Mi, J.; Wang, X.; Deng, Y. Thermal and rheological properties of poly(lactic acid)/low-density polyethylene blends and their supercritical CO2 foaming behavior. J. Polym. Environ. 2018, 26, 3564–3573. [Google Scholar] [CrossRef]
- Moscoso-Sánchez, F.J.; Mendizábal, E.; Jasso-Gastinel, C.F.; Ortega-Gudiño, P.; Robledo-Ortíz, J.R.; González-Núñez, R.; Rodrigue, D. Morphological and mechanical characterization of foamed polyethylene via biaxial rotational molding. J. Cell. Plast. 2015, 51, 489–503. [Google Scholar] [CrossRef]
- González-Núñez, R.; Moscoso-Sánchez, F.J.; Aguilar, J.; López-GonzálezNúñez, R.G.; Robledo-Ortíz, J.R.; Rodrigue, D. Thermal analysis of foamed polyethylene rotational molding followed by internal air temperature profiles. Polym. Eng. Sci. 2018, 58, E235–E241. [Google Scholar] [CrossRef]
- Banerjee, S.; Yan, W.; Bhattacharyya, D. Modeling of Heat transfer in rotational molding. Polym. Eng. Sci. 2008, 48, 2188–2197. [Google Scholar] [CrossRef]
- Shyang, C.W.; Kuen, L.S. Flexural, morphological and thermal properties of polylactic acid/organo-montmorillonite nanocomposites. Polym. Polym. Compos. 2008, 16, 263–270. [Google Scholar] [CrossRef]
- Balakrishnan, H.; Hassan, A.; Wahit, M.U. Mechanical, thermal, and morphological properties of Polylactic acid/linear low density polyethylene blends. J. Elastomers Plast. 2010, 42, 223–239. [Google Scholar] [CrossRef]
- Feng, Y.; Zhao, G.; Yin, J.; Jiang, W. Reactive compatibilization of high-impact poly(lactic acid)/ethylene copolymer blends catalyzed by N, N-dimethylstearylamine. Polym. Int. 2014, 63, 1263–1269. [Google Scholar] [CrossRef]
- Simões, C.L.; Viana, J.C.; Cunha, A.M. Mechanical properties of poly(ε-caprolactone) and poly(lactic acid) blends. J. Appl. Polym. Sci. 2009, 112, 345–352. [Google Scholar] [CrossRef]
- Riahipour, R.; Sahraei, A.A.; van de Werken, N.; Tehrani, M.; Abrinia, K.; Baniassadi, M. Improving flame-retardant, thermal, and mechanical properties of an epoxy using halogen-free fillers. Sci. Eng. Compos. Mater. 2018, 25, 939–946. [Google Scholar] [CrossRef]
- Dillon, B.; Doran, P.; Fuenmayor, E.; Healy, A.V.; Gately, N.M.; Major, I.; Lyons, J.G. The influence of low shear microbore extrusion on the properties of high molecular weight poly(L-lactic acid) for medical tubing applications. Polymers 2019, 11, 710. [Google Scholar] [CrossRef] [Green Version]
- Boric, A.; Kalendová, A.; Urbanek, M.; Pepelnjak, T. Characterisation of polyamide (PA)12 nanocomposites with Montmorillonite (MMT) filler clay used for the incremental forming of sheets. Polymers 2019, 11, 1248. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size (µm) | 850–425 | 425–300 | 300–212 | 212–150 | 150–75 |
|---|---|---|---|---|---|
| PLA (%) | 74.6 | 25.4 | — | — | — |
| LMDPE (%) | 12.4 | 40.4 | 25.2 | 16.9 | 5.1 |
| Sample | PLA | PLA75 | PLA50 | PLA25 | LMDPE |
|---|---|---|---|---|---|
| PLA (wt. %) | 100 | 75 | 50 | 25 | 0 |
| LMDPE (wt. %) | 0 | 25 | 50 | 75 | 100 |
| Sample | Average Thickness (mm) | |||
|---|---|---|---|---|
| DB | MB | DB | MB | |
| PLA | 1.23 ± 0.04 | 1.24 ± 0.03 | 2.48 ± 0.41 | 2.42 ± 0.61 |
| PLA75 | 1.20 ± 0.05 | 1.11 ± 0.01 | 2.31 ± 0.17 | 2.54 ± 0.07 |
| PLA50 | 1.04 ± 0.02 | 1.03 ± 0.01 | 2.64 ± 0.15 | 2.68 ± 0.20 |
| PLA25 | 0.98 ± 0.02 | 0.96 ± 0.01 | 2.89 ± 0.12 | 3.02 ± 0.12 |
| LMDPE | 0.93 ± 0.01 | 0.92 ± 0.01 | 3.08 ± 0.01 | 3.27 ± 0.18 |
| Sample | Cold Crystallization a | Melting | Crystallinity (%) | |||
|---|---|---|---|---|---|---|
| DB | ||||||
| PLA | 59.4 | 98.9 | 33.4 | 166.9 | 41.8 | 8.9 |
| PLA75 | 60.2 | 102.4 | 36.8 | 169.5 a | 42.2 a | 7.7 a |
| PLA50 | 60.8 | — | — | 168.0 a/127.7 b | 21.9 a/51.9 b | 46.7 a/36.0 b |
| PLA25 | 60.6 | — | — | 169.0 a/126.9 b | 7.8 a/99.8 b | 33.3 a/46.2 b |
| LMDPE | — | — | — | 128.2 | 130.8 | 45.4 a |
| MB | ||||||
| PLA | 58.5 | 91.3 | 29.0 | 167.4 | 44.2 | 16.2 |
| PLA75 | 58.8 | 93.2 | 20.3 | 167.4 a/128.1 b | 32.0 a/26.8 b | 16.6 a/37.2 b |
| PLA50 | 58.2 | 95.3 | 10.9 | 166.4 a/128.5 b | 21.3 a/55.2 b | 22.2 a/38.3 b |
| PLA25 | 58.8 | — | — | 165.2 a/127.6 b | 10.4 a/104.5 b | 44.4 a/48.4 b |
| LMDPE | — | — | — | 127.9 | 153.2 | 53.2 |
| Sample | (°C) | (°C) | (°C) | |||
|---|---|---|---|---|---|---|
| DB | MB | DB | MB | DB | MB | |
| PLA | 286 | 277 | 300 | 292 | 338 | 335 |
| PLA75 | 268 | 266 | 280 | 277 | 310 | 306 |
| LA50 | 286 | 278 | 300 | 291 | 331 | 324 |
| PLA25 | 289 | 280 | 307 | 292 | 333 | 321 |
| LMDPE | 299 | 296 | 322 | 316 | 358 | 358 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ruiz-Silva, E.; Rodríguez-Ortega, M.; Rosales-Rivera, L.C.; Moscoso-Sánchez, F.J.; Rodrigue, D.; González-Núñez, R. Rotational Molding of Poly(Lactic Acid)/Polyethylene Blends: Effects of the Mixing Strategy on the Physical and Mechanical Properties. Polymers 2021, 13, 217. https://doi.org/10.3390/polym13020217
Ruiz-Silva E, Rodríguez-Ortega M, Rosales-Rivera LC, Moscoso-Sánchez FJ, Rodrigue D, González-Núñez R. Rotational Molding of Poly(Lactic Acid)/Polyethylene Blends: Effects of the Mixing Strategy on the Physical and Mechanical Properties. Polymers. 2021; 13(2):217. https://doi.org/10.3390/polym13020217
Chicago/Turabian StyleRuiz-Silva, Eduardo, Mirleth Rodríguez-Ortega, Luis Carlos Rosales-Rivera, Francisco Javier Moscoso-Sánchez, Denis Rodrigue, and Rubén González-Núñez. 2021. "Rotational Molding of Poly(Lactic Acid)/Polyethylene Blends: Effects of the Mixing Strategy on the Physical and Mechanical Properties" Polymers 13, no. 2: 217. https://doi.org/10.3390/polym13020217
APA StyleRuiz-Silva, E., Rodríguez-Ortega, M., Rosales-Rivera, L. C., Moscoso-Sánchez, F. J., Rodrigue, D., & González-Núñez, R. (2021). Rotational Molding of Poly(Lactic Acid)/Polyethylene Blends: Effects of the Mixing Strategy on the Physical and Mechanical Properties. Polymers, 13(2), 217. https://doi.org/10.3390/polym13020217