
Preparation and Characterisation of Sustainable Wood Plastic Composites Extracted from Municipal Solid Waste

 and
and 
Abstract
:1. Introduction
2. Composition of Wood Fibres and Polymer Matrix
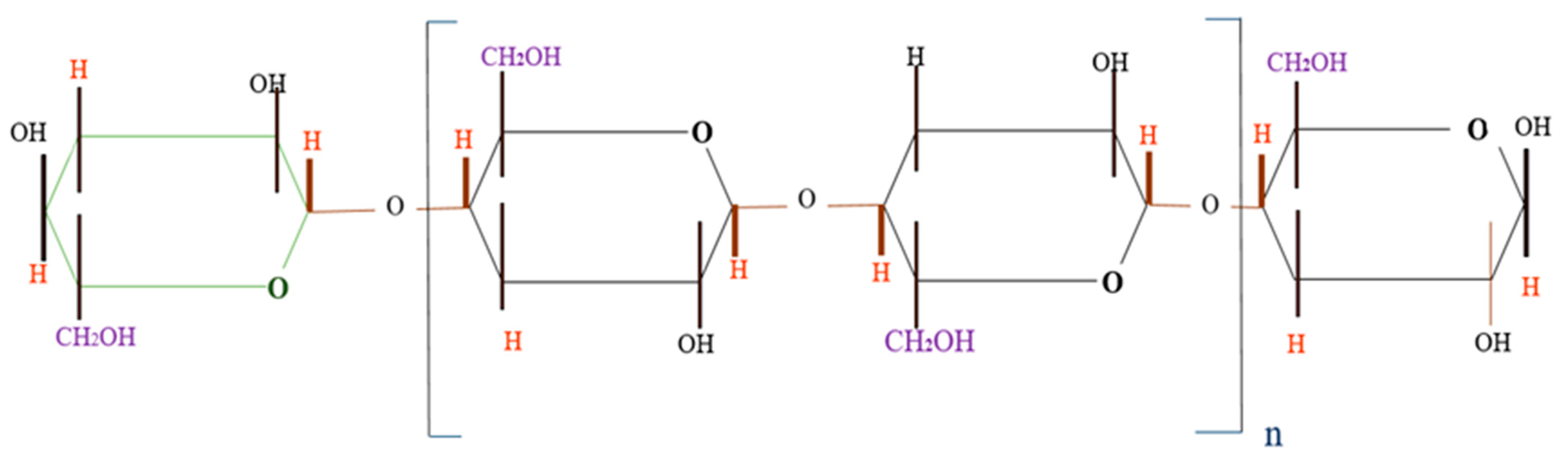
2.1. Wood Fibre
2.2. Polymer Matrix
2.3. Interfacial Bonding between WPC Composites
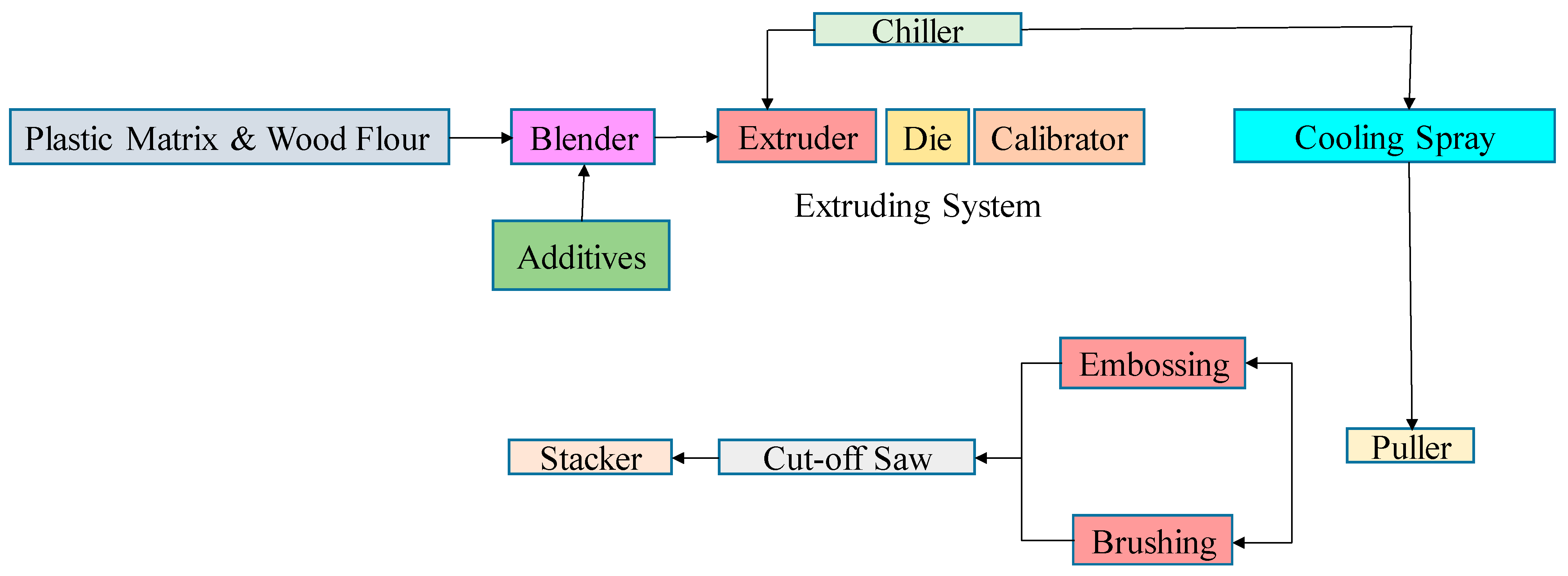
3. Experimental and Machining Processes of WPC
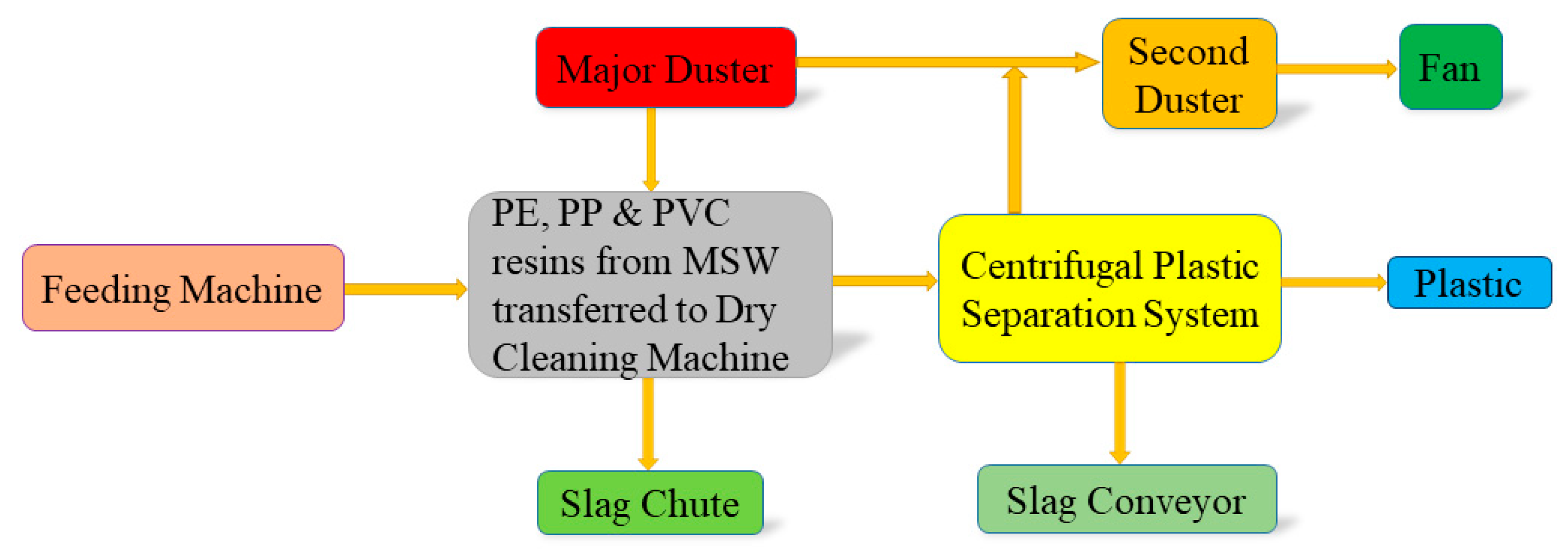
3.1. Compounding and Synthesis of WPC Sample Extraction
3.2. Improvements in Mechanical Properties of WPC
4. Results and Discussion
4.1. Effect on WPC Mechanical Properties
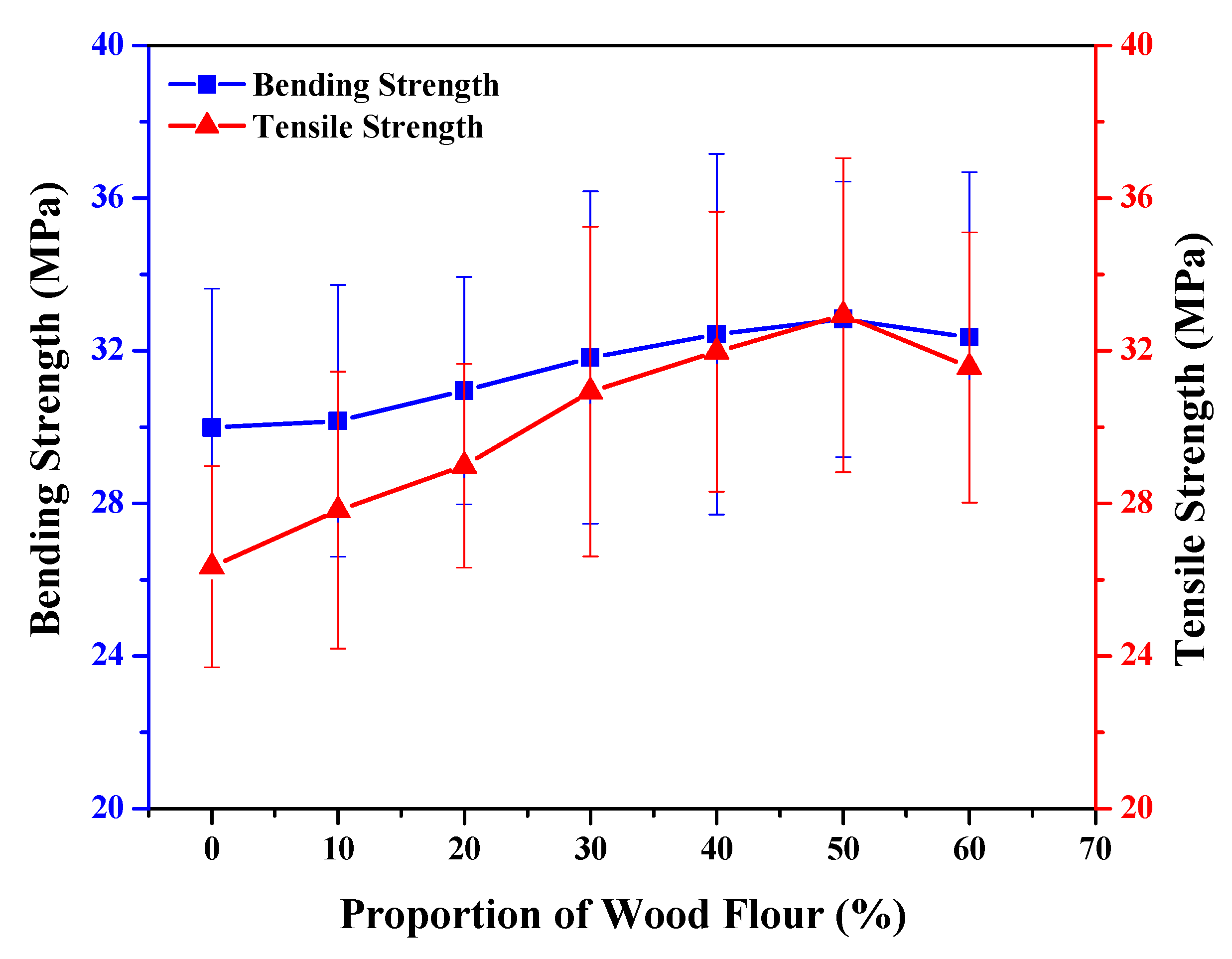
4.2. Effect on Bending/Flexural and Tensile Strength
4.3. Effect on Impact Strength
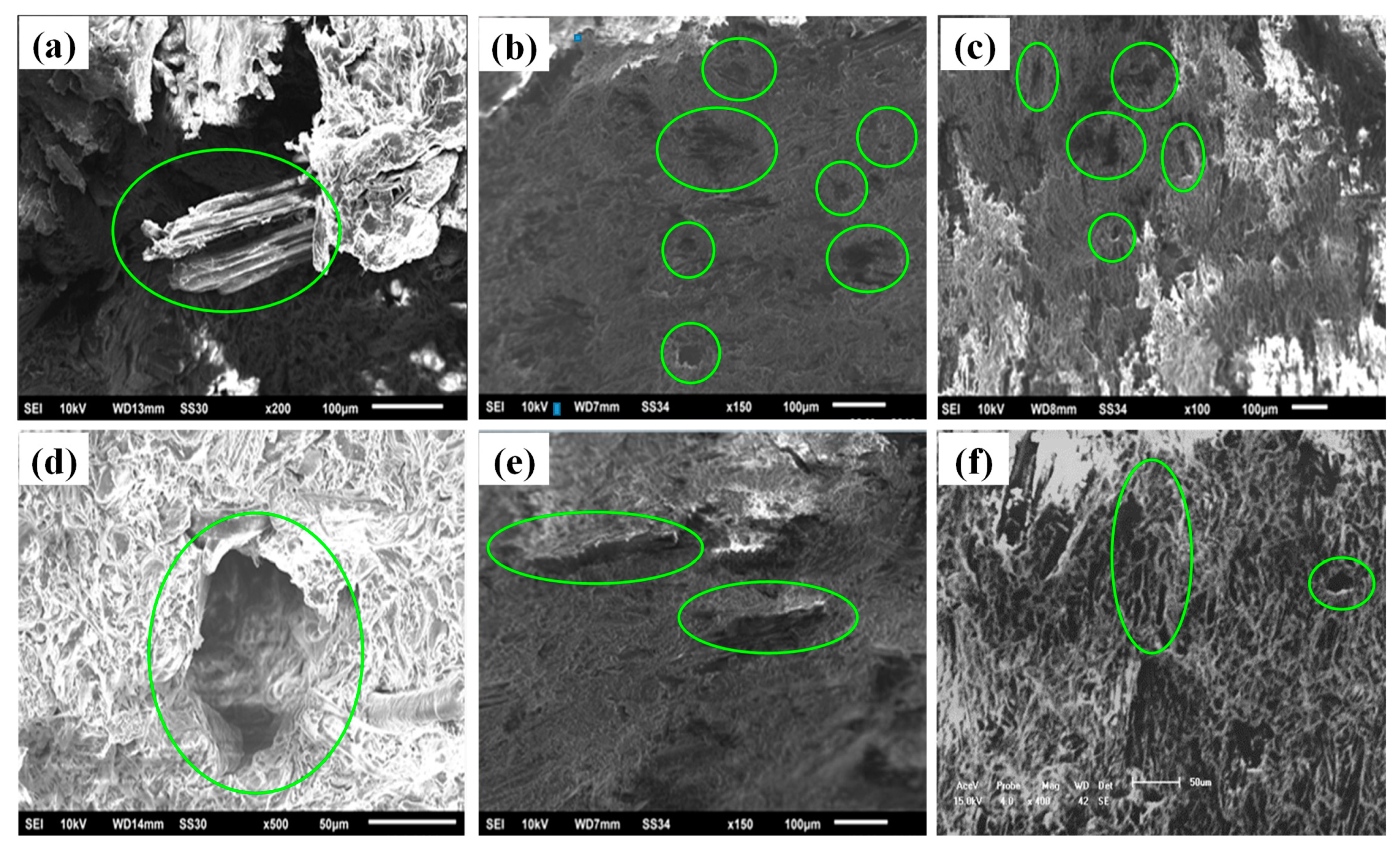
4.4. Micrograph Analysis of WPC Fracture Surface
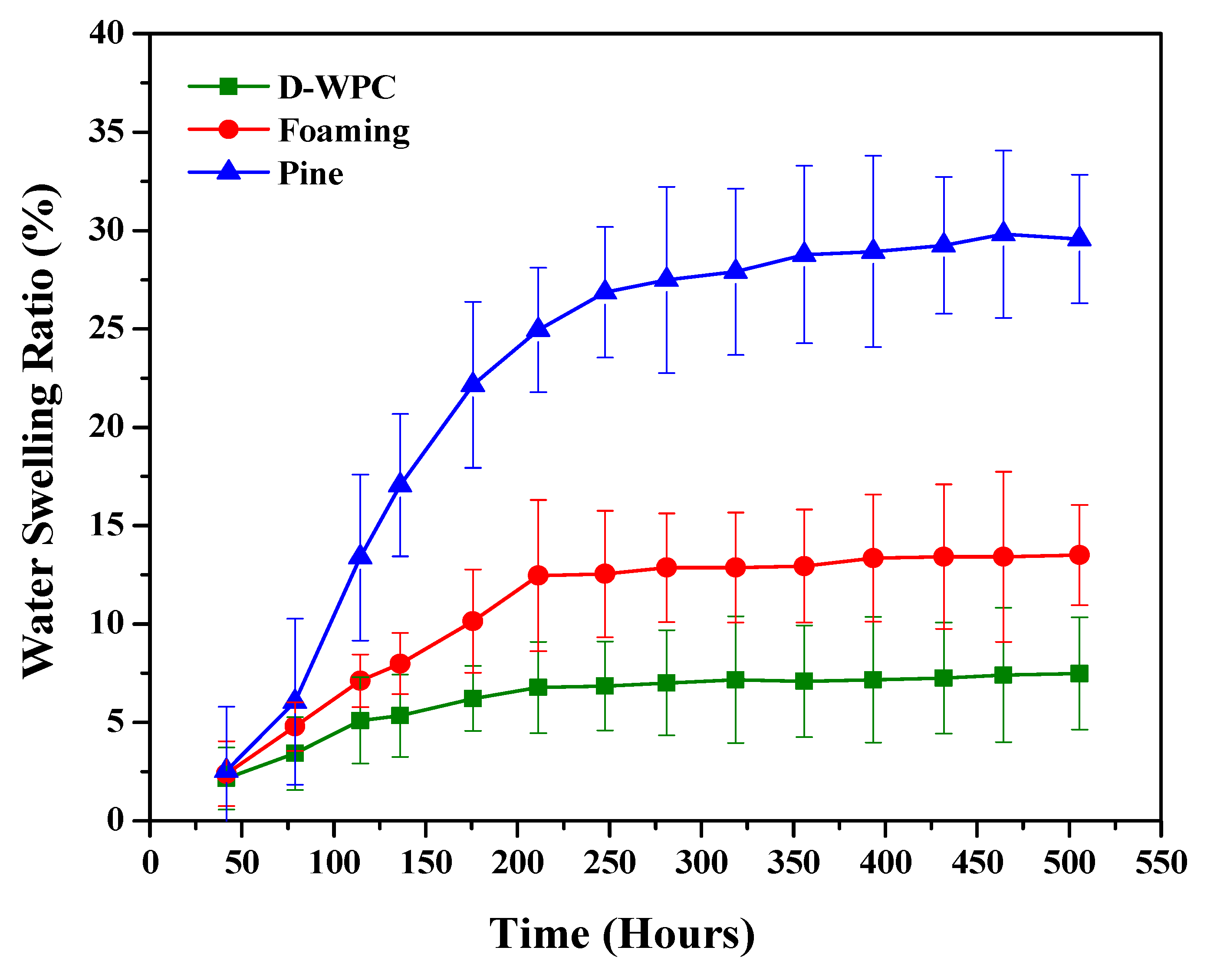
4.5. Water Swelling Ratio Analysis
4.6. Comparison of WPC with Commonly Used Materials
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhaskar, T.; Pandey, A.; Rene, E.; Tsang, D. Waste Bio Refinery Integrating Bio Refineries for Waste Valorization; Elsevier: Amsterdam, The Netherlands, 2020; Volume 53. [Google Scholar]
- Ma, W.; Rajput, G.; Pan, M.; Lin, F.; Zhong, L.; Chen, G. Pyrolysis of typical MSW components by Py-GC/MS and TG-FTIR. Fuel 2019, 251, 693–708. [Google Scholar] [CrossRef]
- Sarbassov, Y.; Sagalova, T.; Tursunov, O.; Venetis, C.; Xenarios, S.; Inglezakis, V.J. Survey on household solid waste sorting at source in developing economies: A case study of Nur-Sultan City in Kazakhstan. Sustainability 2019, 11, 6496. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Ling, T.-C.; Mo, K.H. Functions and impacts of plastic/rubber wastes as eco-friendly aggregate in concrete—A review. Constr. Build. Mater. 2020, 240, 117869. [Google Scholar] [CrossRef]
- Almeshal, I.; Tayeh, B.A.; Alyousef, R.; Alabduljabbar, H.; Mohamed, A.M. Eco-friendly concrete containing recycled plastic as partial replacement for sand. J. Mater. Res. Technol. 2020, 9, 4631–4643. [Google Scholar] [CrossRef]
- Lin, T.A.; Lin, J.-H.; Bao, L. Polypropylene/thermoplastic polyurethane blends: Mechanical characterizations, recyclability and sustainable development of thermoplastic materials. J. Mater. Res. Technol. 2020, 9, 5304–5312. [Google Scholar] [CrossRef]
- Wu, Y.; Ge, S.; Xia, C.; Mei, C.; Kim, K.-H.; Cai, L.; Smith, L.M.; Lee, J.; Shi, S.Q. Application of intermittent ball milling to enzymatic hydrolysis for efficient conversion of lignocellulosic biomass into glucose. Renew. Sustain. Energy Rev. 2021, 136, 110442. [Google Scholar] [CrossRef]
- Wu, Y.; Xia, C.; Cai, L.; Garcia, A.C.; Shi, S.Q. Development of natural fiber-reinforced composite with comparable mechanical properties and reduced energy consumption and environmental impacts for replacing automotive glass-fiber sheet molding compound. J. Clean. Prod. 2018, 184, 92–100. [Google Scholar] [CrossRef]
- Wu, Y.; Xia, C.; Cai, L.; Shi, S.Q.; Cheng, J. Water-resistant hemp fiber-reinforced composites: In-situ surface protection by polyethylene film. Ind. Crop. Prod. 2018, 112, 210–216. [Google Scholar] [CrossRef]
- Xia, C.; Wu, Y.; Qiu, Y.; Cai, L.; Smith, L.M.; Tu, M.; Zhao, W.; Shao, D.; Mei, C.; Nie, X.; et al. Processing high-performance woody materials by means of vacuum-assisted resin infusion technology. J. Clean. Prod. 2019, 241, 118340. [Google Scholar] [CrossRef]
- Ge, S.; Foong, S.Y.; Ma, N.L.; Liew, R.K.; Mahari, W.A.W.; Xia, C.; Yek, P.N.Y.; Peng, W.; Nam, W.L.; Lim, X.Y.; et al. Vacuum pyrolysis incorporating microwave heating and base mixture modification: An integrated approach to transform biowaste into eco-friendly bioenergy products. Renew. Sustain. Energy Rev. 2020, 127, 109871. [Google Scholar] [CrossRef]
- Ge, S.; Wu, Y.; Peng, W.; Xia, C.; Mei, C.; Cai, L.; Shi, S.; Sonne, C.; Lam, S.S.; Tsang, Y.F. High-pressure CO2 hydrothermal pretreatment of peanut shells for enzymatic hydrolysis conversion into glucose. Chem. Eng. J. 2020, 385, 123949. [Google Scholar] [CrossRef]
- Adhikary, K.B.; Pang, S.; Staiger, M. “Dimensional stability and mechanical behaviour of wood–plastic composites based on recycled and virgin high-density polyethylene (HDPE). Compos. Part. B Eng. 2008, 39, 807–815. [Google Scholar] [CrossRef]
- Sanjay, M.R.; Madhu, P.; Mohammad Jawaid, P.; Senthamaraikannan, S.; Pradeep, S. Characterization and properties of natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2018, 172, 566–581. [Google Scholar] [CrossRef]
- Ge, S.; Yek, P.N.Y.; Cheng, Y.W.; Xia, C.; Mahari, W.A.W.; Liew, R.K.; Peng, W.; Yuan, T.-Q.; Tabatabaei, M.; Aghbashlo, M.; et al. Progress in microwave pyrolysis conversion of agricultural waste to value-added biofuels: A batch to continuous approach. Renew. Sustain. Energy Rev. 2021, 135, 110148. [Google Scholar] [CrossRef]
- Najafi, S.K. Use of recycled plastics in wood plastic composites—A review. Waste Manag. 2013, 33, 1898–1905. [Google Scholar] [CrossRef] [PubMed]
- Ayrilmis, N.; Kaymakci, A. Fast growing biomass as reinforcing filler in thermoplastic composites: Paulownia elongata wood. Ind. Crops Prod. 2013, 43, 457–464. [Google Scholar] [CrossRef]
- Ge, S.; Zuo, S.; Zhang, M.; Luo, Y.; Yang, R.; Wu, Y.; Zhang, Y.; Li, J.; Xia, C. Utilization of decayed wood for polyvinyl chloride/wood flour composites. J. Mater. Res. Technol. 2021, 12, 862–869. [Google Scholar] [CrossRef]
- Mirosława, P.; Witczak, M.; Biernacka, A. Drewno jako składnik biokompozytów polimerowych. “Wood as a Component of Polymer Biocomposites.” 2017. Available online: http://repozytorium.p.lodz.pl/bitstream/handle/11652/1564/Drewno_skladnik_biokompozytow_Prochon_Witczak_Biernacka_2017.pdf?sequence=1 (accessed on 1 September 2021).
- Huang, L.; Wu, Q.; Li, S.; Ou, R.; Wang, Q. Toughness and crystallization enhancement in wood fiber-reinforced polypropylene composite through controlling matrix nucleation. J. Mater. Sci. 2018, 53, 6542–6551. [Google Scholar] [CrossRef]
- Sweety, S.; Sharif Ullah, A.M.M. quantifying the uncertainty associated with the material properties of a natural fiber. Procedia Cirp. 2017, 61, 541–546. [Google Scholar]
- Yao, S.-S.; Jin, F.-L.; Rhee, K.Y.; Hui, D.; Park, S.-J. Recent advances in carbon-fiber-reinforced thermoplastic composites: A review. Compos. Part B Eng. 2018, 142, 241–250. [Google Scholar] [CrossRef]
- Petroudy, S.; Djafari, R. Physical and mechanical properties of natural fibers. In Advanced High Strength Natural Fibre Composites in Construction; Woodhead Publishing: London, UK, 2017; pp. 59–83. [Google Scholar]
- Liu, M.; Wang, Y.; Wu, Y.; He, Z.; Wan, H. Greener adhesives composed of urea-formaldehyde resin and cottonseed meal for wood-based composites. J. Clean. Prod. 2018, 187, 361–371. [Google Scholar] [CrossRef]
- Bambach, M.R. Compression strength of natural fibre composite plates and sections of flax, jute and hemp. Thin-Walled Struct. 2017, 119, 103–113. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Santoni, A.; Sbardella, F.; Calzolari, A.; Sarasini, F.; Mollica, F. Correlation between mechanical properties and processing conditions in rubber-toughened wood polymer composites. Polymers 2020, 12, 1170. [Google Scholar] [CrossRef]
- Basalp, D.; Tihminlioglu, F.; Sofuoglu, S.C.; Inal, F.; Sofuoglu, A. Utilization of Municipal Plastic and Wood Waste in Industrial Manufacturing of Wood Plastic Composites. Waste Biomass-Valorization 2020, 11, 5419–5430. [Google Scholar] [CrossRef] [Green Version]
- Balasubramanian, M. Introduction to composite materials. In Fibrous and Textile Materials for Composite Applications; Springer: Singapore, 2016; pp. 1–38. [Google Scholar]
- Ratanawilai, T.; Taneerat, K. Alternative polymeric matrices for wood-plastic composites: Effects on mechanical properties and resistance to natural weathering. Constr. Build. Mater. 2018, 172, 349–357. [Google Scholar] [CrossRef]
- Peng, Y.; Sandeep, S.; Nair, H.; Chen, N.Y.; Jinzhen, C. Effects of lignin content on mechanical and thermal properties of polypropylene composites reinforced with micro particles of spray dried cellulose Nano fibrils. ACS Sustain. Chem. Eng. 2018, 6, 11078–11086. [Google Scholar] [CrossRef]
- Lau, K.-T.; Hung, P.-Y.; Zhu, M.-H.; Hui, D. Properties of natural fibre composites for structural engineering applications. Compos. Part B Eng. 2018, 136, 222–233. [Google Scholar] [CrossRef]
- Xu, Y.; Shen, C.; Xu, S. The effects of coupling/grafting modification of wood fiber on the dimensional stability, mechanical and thermal properties of high density polyethylene/wood fiber composites. Mater. Res. Express 2019, 6, 115328. [Google Scholar]
- Zhang, W.P.; Lu, Y.H.; Khanal, S.; Xu, S.A. Effects of compatibilizers on selected properties of HDPE composites highly filled with bamboo flour. Wood Fiber Sci. 2018, 50, 254–264. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Yao, X.; Khanal, S.; Xu, S. A novel surface treatment for bamboo flour and its effect on the dimensional stability and mechanical properties of high density polyethylene/bamboo flour composites. Constr. Build. Mater. 2018, 186, 1220–1227. [Google Scholar] [CrossRef]
- Braghiroli, F.L.; Passarini, L. Valorization of Biomass Residues from Forest Operations and Wood Manufacturing Presents a Wide Range of Sustainable and Innovative Possibilities. Curr. For. Rep. 2020, 6, 172–183. [Google Scholar]
- Adhikary, K.; Shusheng Pang, B.; Staiger, M.P. Long-term moisture absorption and thickness swelling behavior of recycled thermoplastics reinforced with Pinus radiata sawdust. Chem. Eng. J. 2008, 142, 190–198. [Google Scholar] [CrossRef]
- Lu, J.; Qinglin, W.Z.; McNabb, H.S. Chemical coupling in wood fiber and polymer composites: A review of coupling agents and treatments. Wood Fibre Sci. 2000, 32, 88–104. [Google Scholar]
- Wielage, B.; Lampke, H.; Utschick, T.; Soergel, F. Processing of natural-fibre reinforced polymers and the resulting dynamic–mechanical properties. J. Mater. Process. Technol. 2003, 139, 140–146. [Google Scholar] [CrossRef]
- Liu, Y.-H.; Xu, J.-Q.; Ding, H.-J. Mechanical behavior of a fiber end in short fiber reinforced composites. Int. J. Eng. Sci. 1999, 37, 753–770. [Google Scholar] [CrossRef]
- Stark, N.M.; Berger, M.J. Effect of Particle Size on Properties of Wood-Flour Reinforced Polypropylene Composites. In Proceedings of the Fourth International Conference on Woodfibre–Plastic Composites, Madison, WI, USA, 12–14 May 1997. [Google Scholar]
- Bütün, F.Y.; Sauerbier, P.; Militz, H.; Mai, C. The effect of fibreboard (MDF) disintegration technique on wood polymer composites (WPC) produced with recovered wood particles. Compos. Part A Appl. Sci. Manuf. 2019, 118, 312–316. [Google Scholar] [CrossRef]
- Sohn, J.S.; Cha, S.W. Effect of Chemical Modification on Mechanical Properties of Wood-Plastic Composite Injection-Molded Parts. Polymers 2018, 10, 1391. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Huang, C.-W.; Yang, T.-C.; Wu, T.-L.; Hung, K.-C.; Wu, J.-H. Effects of maleated polypropylene content on the extended creep behavior of wood‒polypropylene composites using the stepped isothermal method and the stepped isostress method. Wood Sci. Technol. 2018, 52, 1313–1330. [Google Scholar] [CrossRef]
- Dikobe, D.G.; Luyt, A.S. Effect of filler content and size on the properties of ethylene vinyl acetate copolymer–wood fiber composites. J. Appl. Polym. Sci. 2006, 103, 3645–3654. [Google Scholar] [CrossRef]
- Jahani, Y. The effect of epoxy-polyester hybrid resin on mechanical properties, rheological behavior, and water absorption of polypropylene wood flour composites. Polym. Eng. Sci. 2007, 47, 2041–2048. [Google Scholar] [CrossRef]
- Friedrich, D.; Luible, A. Supporting the development process for building products by the use of research portfolio analysis: A case study for wood plastics composite materials. Case Stud. Constr. Mater. 2016, 4, 49–54. [Google Scholar] [CrossRef] [Green Version]
- Gacitúa, W.; Wolcott, M. Morphology of wood species affecting wood-thermoplastic interaction: Microstructure and mechanical adhesion. Maderas. Cienc. Tecnol. 2009, 11, 217–231. [Google Scholar] [CrossRef]
- European Committee for Standardization. 1-Actions on Structures, Part 1-1: General Actions-Densities, Self-Weight, Imposed Loads for Buildings; Brussels European Committee for Standardization (CEN): Brussels, Belgium, 2002. [Google Scholar]
- Migneault, S.; Koubaa, A.; Perre, P. Effect of Fiber Origin, Proportion, and Chemical Composition on the Mechanical and Physical Properties of Wood-Plastic Composites. J. Wood Chem. Technol. 2014, 34, 241–261. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymers | Melting Temperature (°C) | Melt Flow Index at 230 °C (g/10 min) |
|---|---|---|
| Polypropylene (PP) Virgin, MH418 | 163 | 4.50 |
| Polyethylene (PE) Virgin, I 668 | 134 | 5.5 (190 °C) |
| Polypropylene (PP)Homo-Polymer Medium MFI | 164 | 7.30 |
| PP Homo-Polymer High MFI | 165 | 22.10 |
| PP Filled Garden Fraction High MFI | 162 | 11 |
| Polyvinyl chloride (PVC) Polystyrene (PS) Polylactic acid (PLA) | 163 240 150–160 | 7.27 2.0–16 4–8 |
| Fibres | Chemical Composition | Physical Properties | Mechanical Properties | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Cellulose (wt.%) | Hemicellulose (wt.%) | Lignin (wt.%) | Moisture Content (wt.%) | Density (g/cm3) | Diameter (µm) | Tensile Strength (MPa) | Young’s Modulus (Gpa) | Elongation at Break (%) | |
| Abaca | 56–63 | 20–25 | 7–9 | 5–10 | 1.5 | 150–180 | 430–980 | 12 | 3–10 |
| Bagasse | 55.2 | 16.8 | 25.3 | 20–28 | 1.2 | 320–400 | 20–290 | 19.7–27.1 | 1.1 |
| Bamboo | 26–43 | 30 | 21–31 | 11–17 | 0.9 | 10–30 | 250–850 | 9.8 | 5.6–8.6 |
| Banana | 63–64 | 17–19 | 3–5 | 8–10 | 1.35 | 160–200 | 355 | 33.8 | 53 |
| Coir | 36–43 | 0.15–0.25 | 40–45 | 8 | 1.15–1.46 | 100–460 | 131–220 | 4–6 | 15–40 |
| Cotton | 82–90 | 5.7 | - | 7.85–8.5 | 1.5–1.6 | 12–38 | 287–800 | 5.5–12.5 | 7–8 |
| Flax | 71 | 18.6–20.6 | 2.2 | 8–12 | 1.5 | 40–600 | 88–1500 | 27.6 | 2.7–3.2 |
| Hemp | 70.4–74.4 | 17.9–22.4 | 3.7–5.7 | 6.2–12 | 1.47 | 25–500 | 550–900 | 70 | 1.6 |
| Henequen | 58–60 | 28–30 | 7–8 | 10–12 | 1.4 | 160–180 | 430–580 | 15–20 | 3–4.7 |
| Jute | 61–71.5 | 13.6–20.4 | 12–13 | 12.5–13.7 | 1.3–1.49 | 25–200 | 393–800 | 13–26.5 | 1.16–1.8 |
| Kapok | 35.5 | 22–45 | 21.5 | 9.86 | 0.29 | 30–36 | 50–90 | 2–5 | 1.8–4.3 |
| Kenaf | 35–57 | 21.5 | 15–19 | 6.2–12 | 1.2 | 30–50 | 295–930 | 53 | 1.6–6.9 |
| Oil Palm | 45–48 | 32–35 | 16–18 | 12–15 | 0.7–1.55 | 150–500 | 248 | 3.2 | 25 |
| Pineapple | 70–82 | - | 5–12 | 14 | 1.5 | 105–300 | 170–1672 | 82 | 1–3 |
| Sisal | 67–78 | 10–14.2 | 8–11 | 10–22 | 1.45 | 50–200 | 468–700 | 9.4–22 | 3–7 |
| Ramie | 68.6–76.2 | 13.1–16.7 | 0.6–0.7 | 7.5–17 | 1.55 | 35–60 | 400–938 | 61.4–128 | 1.2–3.8 |
| Rice | 41–57 | 33 | 8–19 | 14 | 0.9–1.5 | 15–25 | 100–160 | 0.3–2.6 | 5.4–10.6 |
| Wheat | 39–45 | 15–31 | 13–20 | 18–20 | 1.1–1.3 | 20–40 | 90–150 | 0.2–2.2 | 3.5–6.6 |
| Comparison of Materials | Climatic Conditions | Insulation | Lifespan | Installation | Environmental Protection |
|---|---|---|---|---|---|
| Bamboo | Poor | Poor | Vulnerable (1–2 Years) | Difficult | Somehow eco-friendly |
| Cement | Poor | Poor | Ease of loss | Very difficult | Causes pollution |
| WPC | Strong [47] | High | 10 Years or more [48] | Easy installation | renewable and sustainable in nature [49] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shahani, S.; Gao, Z.; Qaisrani, M.A.; Ahmed, N.; Yaqoob, H.; Khoshnaw, F.; Sher, F. Preparation and Characterisation of Sustainable Wood Plastic Composites Extracted from Municipal Solid Waste. Polymers 2021, 13, 3670. https://doi.org/10.3390/polym13213670
Shahani S, Gao Z, Qaisrani MA, Ahmed N, Yaqoob H, Khoshnaw F, Sher F. Preparation and Characterisation of Sustainable Wood Plastic Composites Extracted from Municipal Solid Waste. Polymers. 2021; 13(21):3670. https://doi.org/10.3390/polym13213670
Chicago/Turabian StyleShahani, Shahnaz, Zhongquan Gao, Mumtaz A. Qaisrani, Naveed Ahmed, Haseeb Yaqoob, Fuad Khoshnaw, and Farooq Sher. 2021. "Preparation and Characterisation of Sustainable Wood Plastic Composites Extracted from Municipal Solid Waste" Polymers 13, no. 21: 3670. https://doi.org/10.3390/polym13213670