
Molds with Advanced Materials for Carbon Fiber Manufacturing with 3D Printing Technology

 , ,
, ,  ,
,  and
and 
Abstract
:
1. Introduction
1.1. 3D Printing for Supporting the Component Manufacturing Process
1.2. Mold to Create Carbon Fiber Components
FDM 3D Printed Mold
2. Materials and Methods
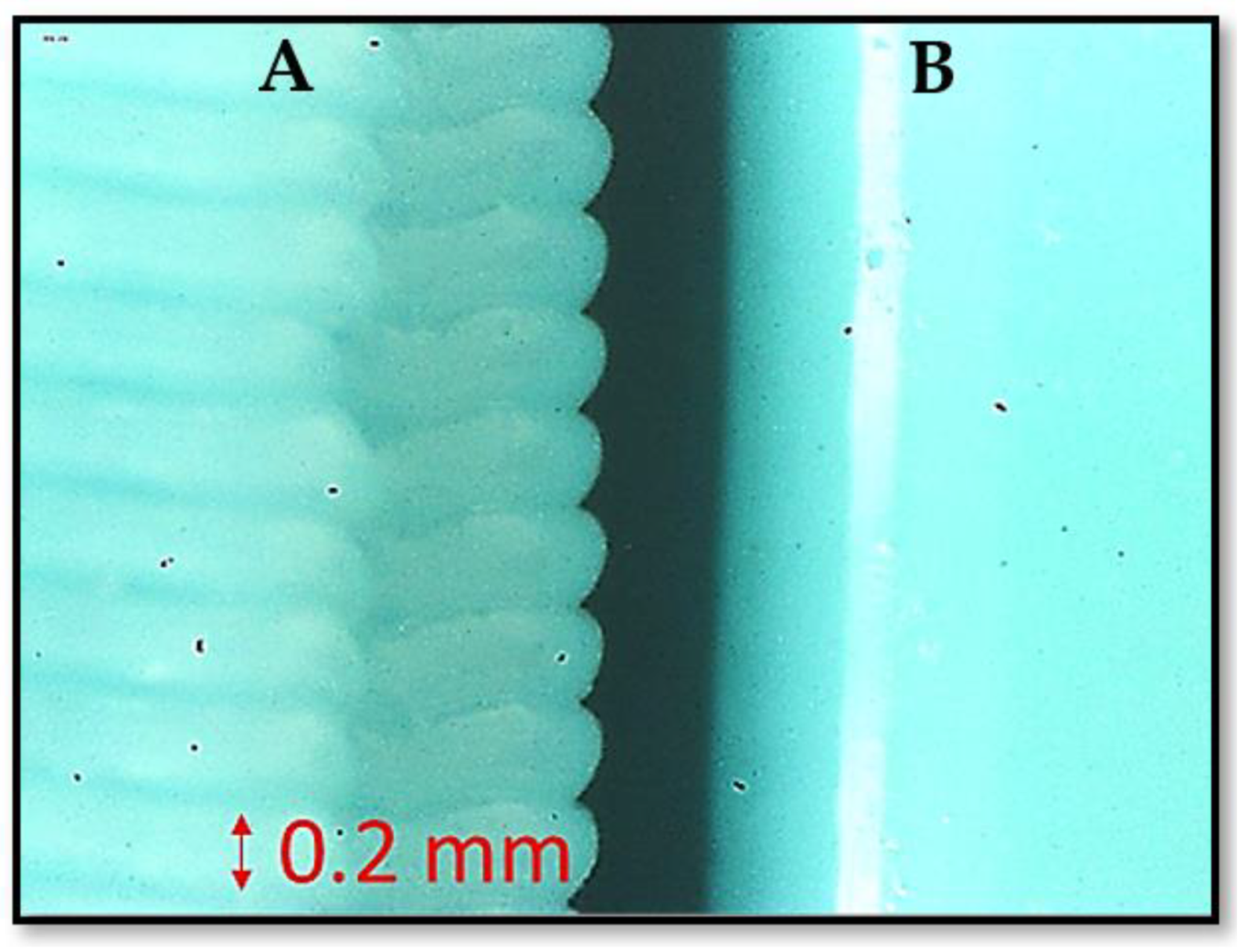
2.1. From Solvent Bonding to Chemical Smoothing
2.2. Material Choice
2.3. Case Study: Manufacturing of a Carbon Fiber Fuel Tap Protection for a Racing Motorbike
2.3.1. Mold Geometry
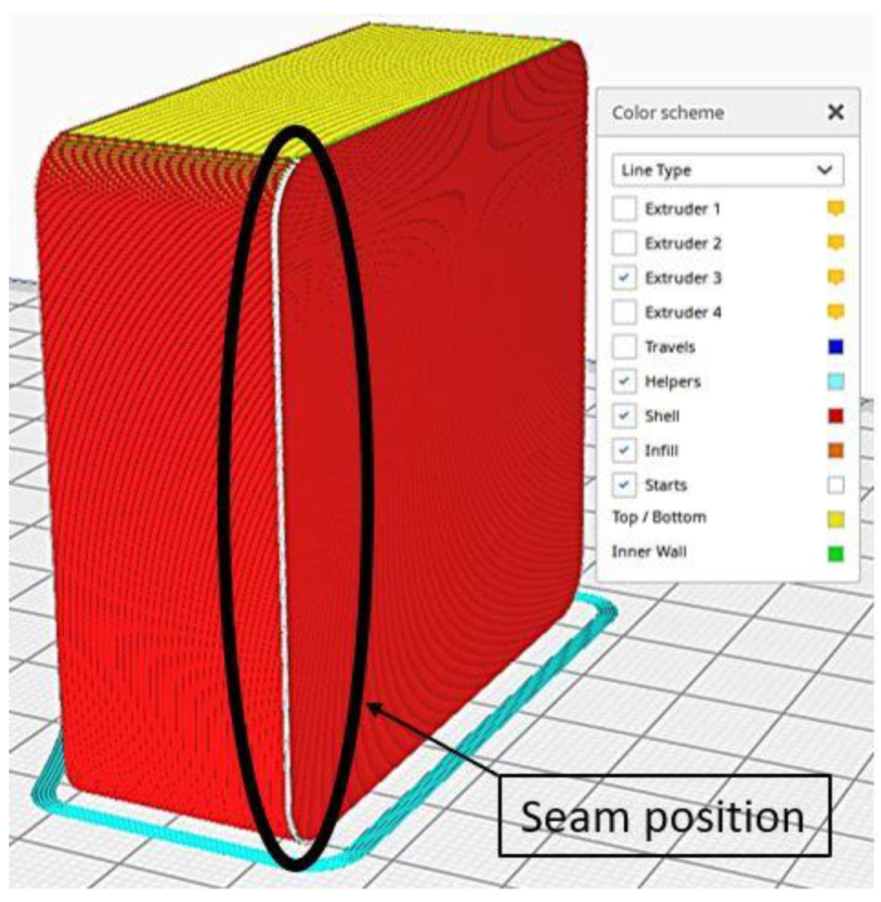
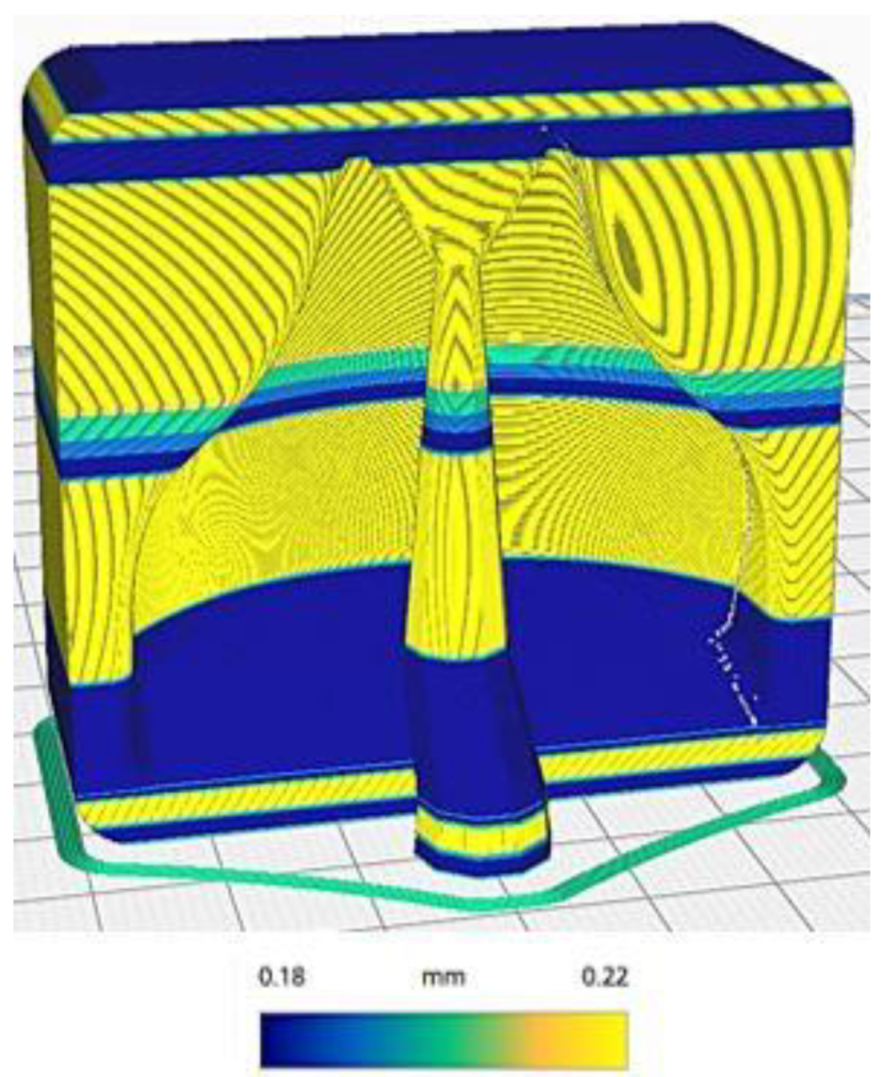
2.3.2. Printing Strategy and Settings
2.3.3. Chemical Smoothing of the Mould Surface
3. Results
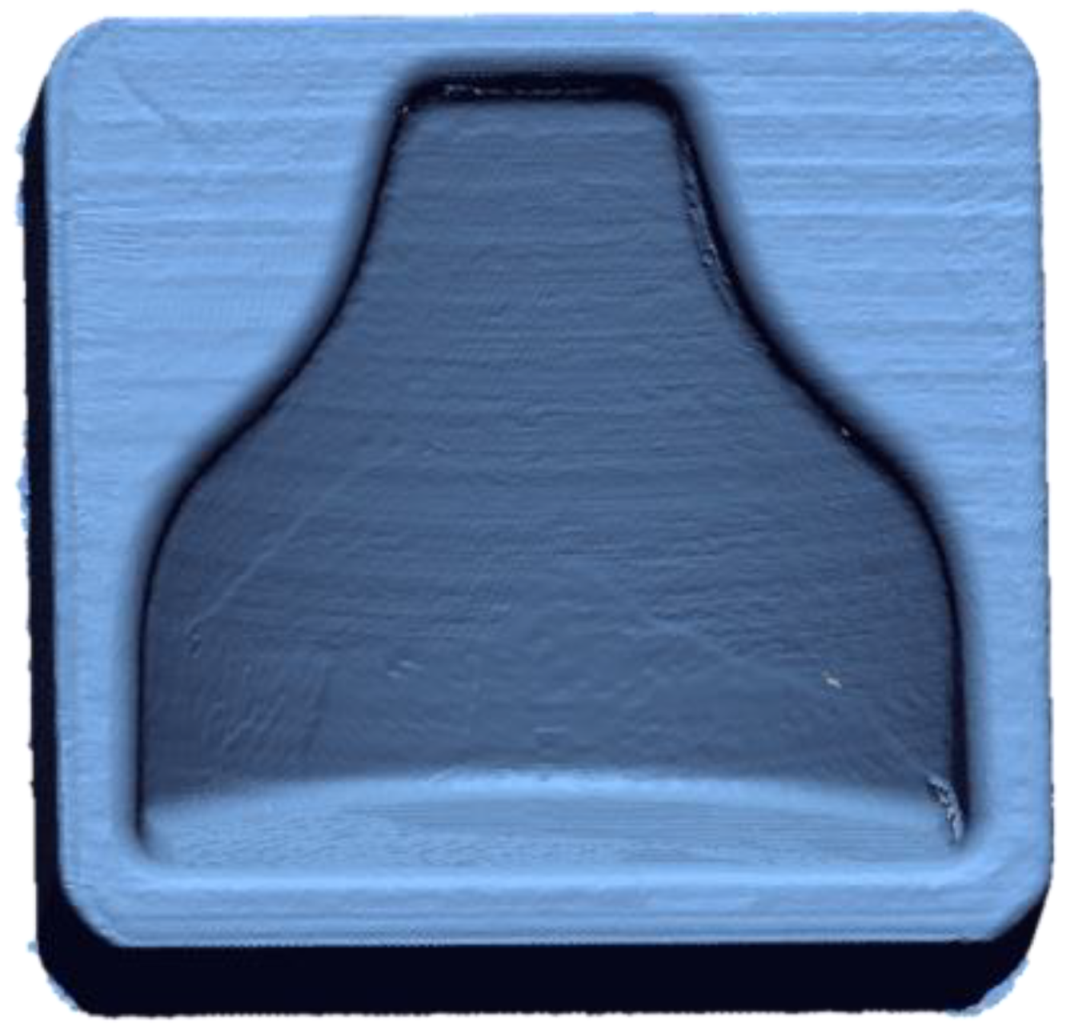
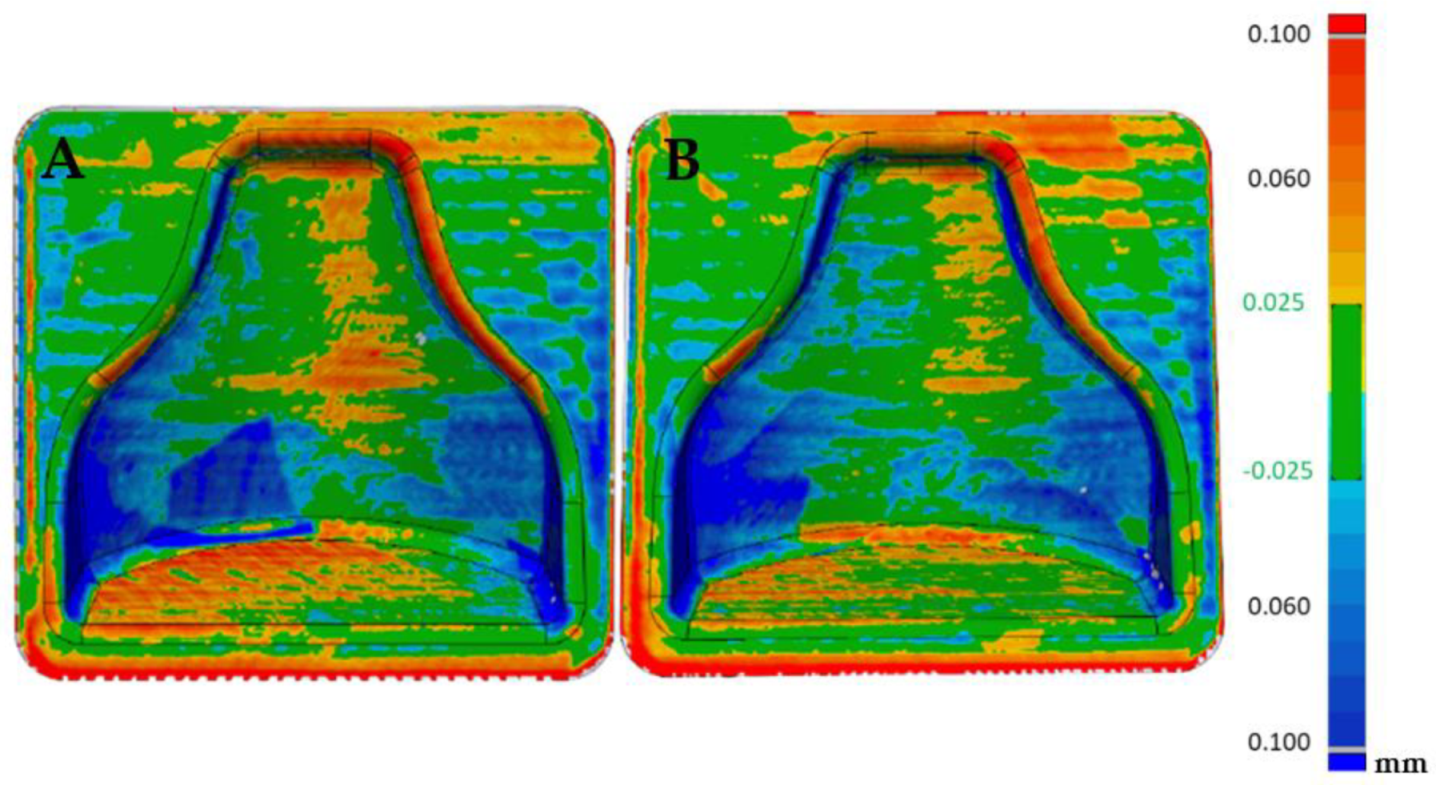
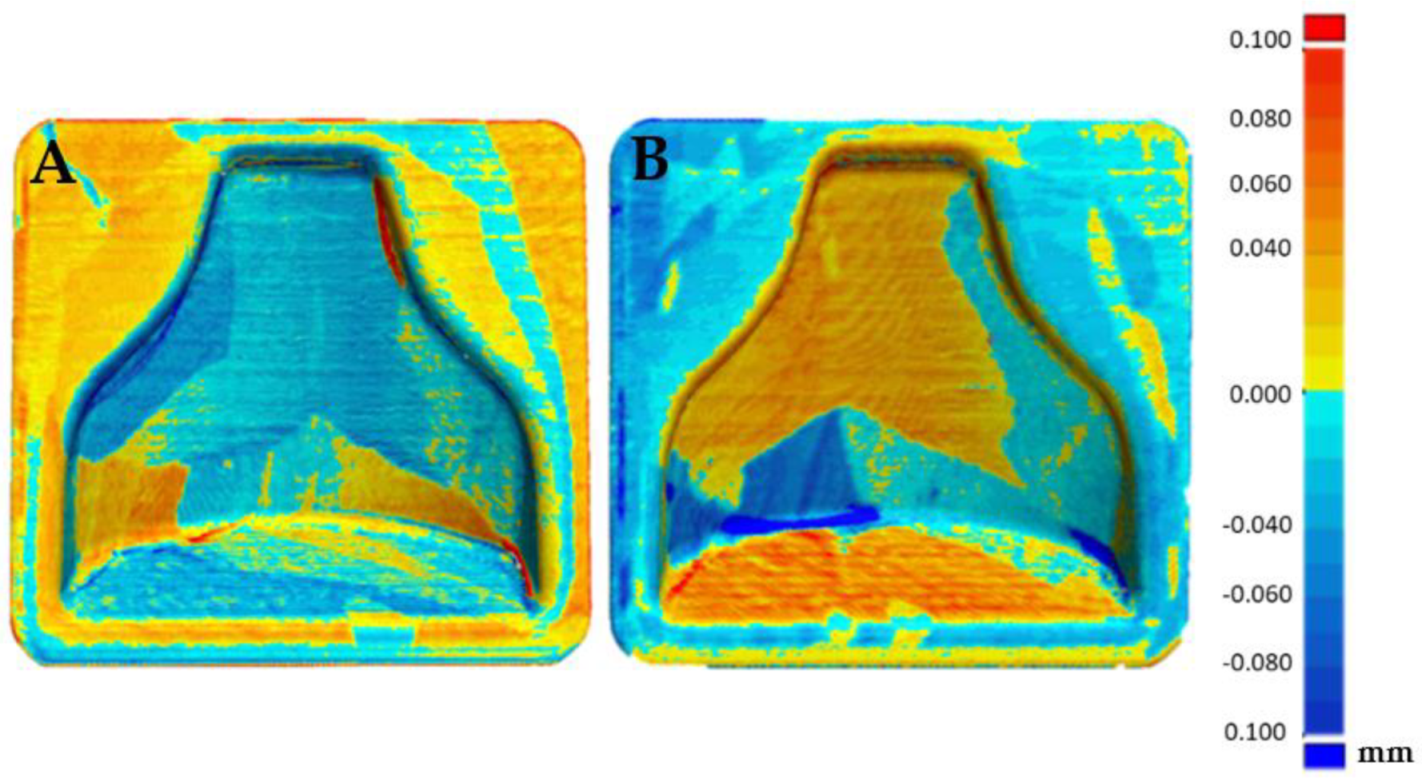
3.1. Dimensional Verification of a 3D-Printed Mold with an Optical 3D Scanner
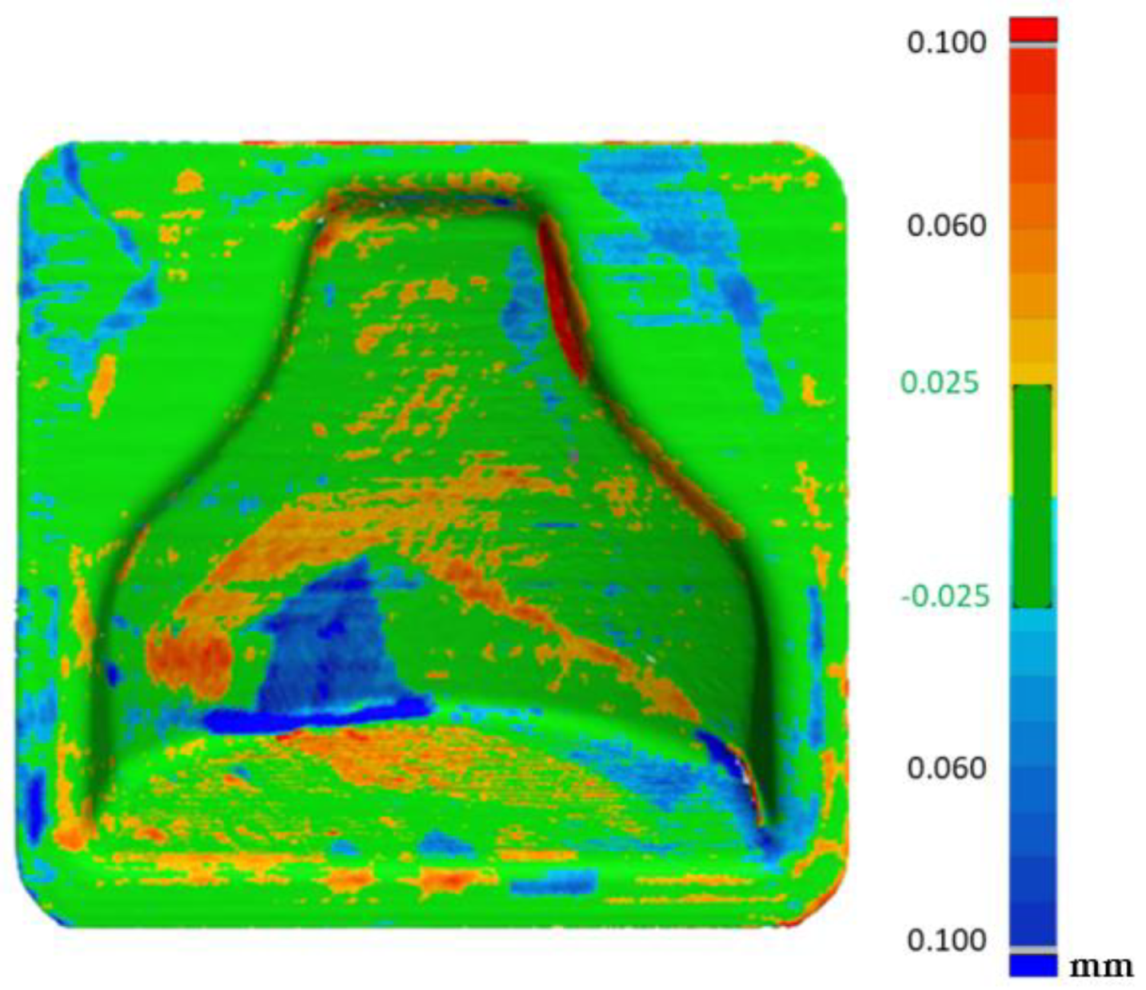
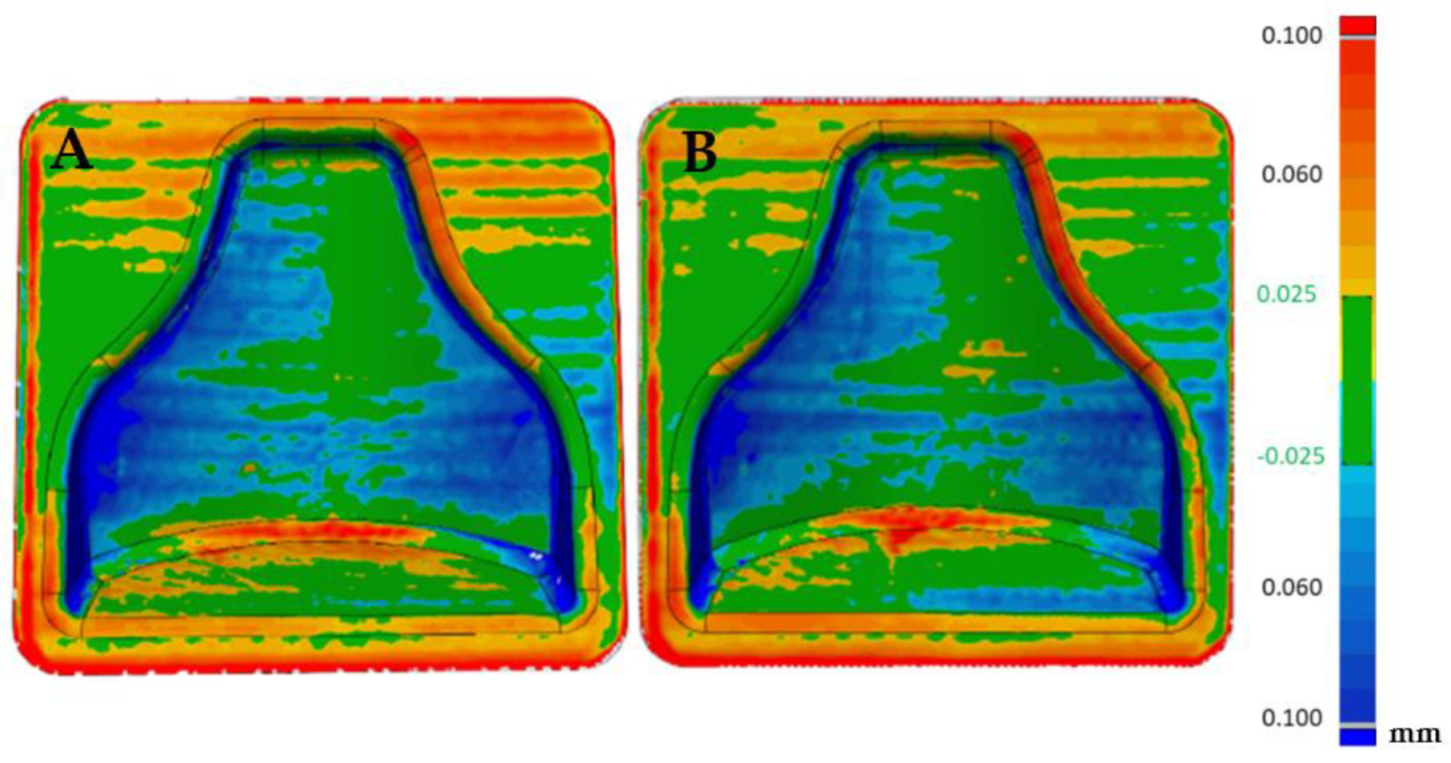
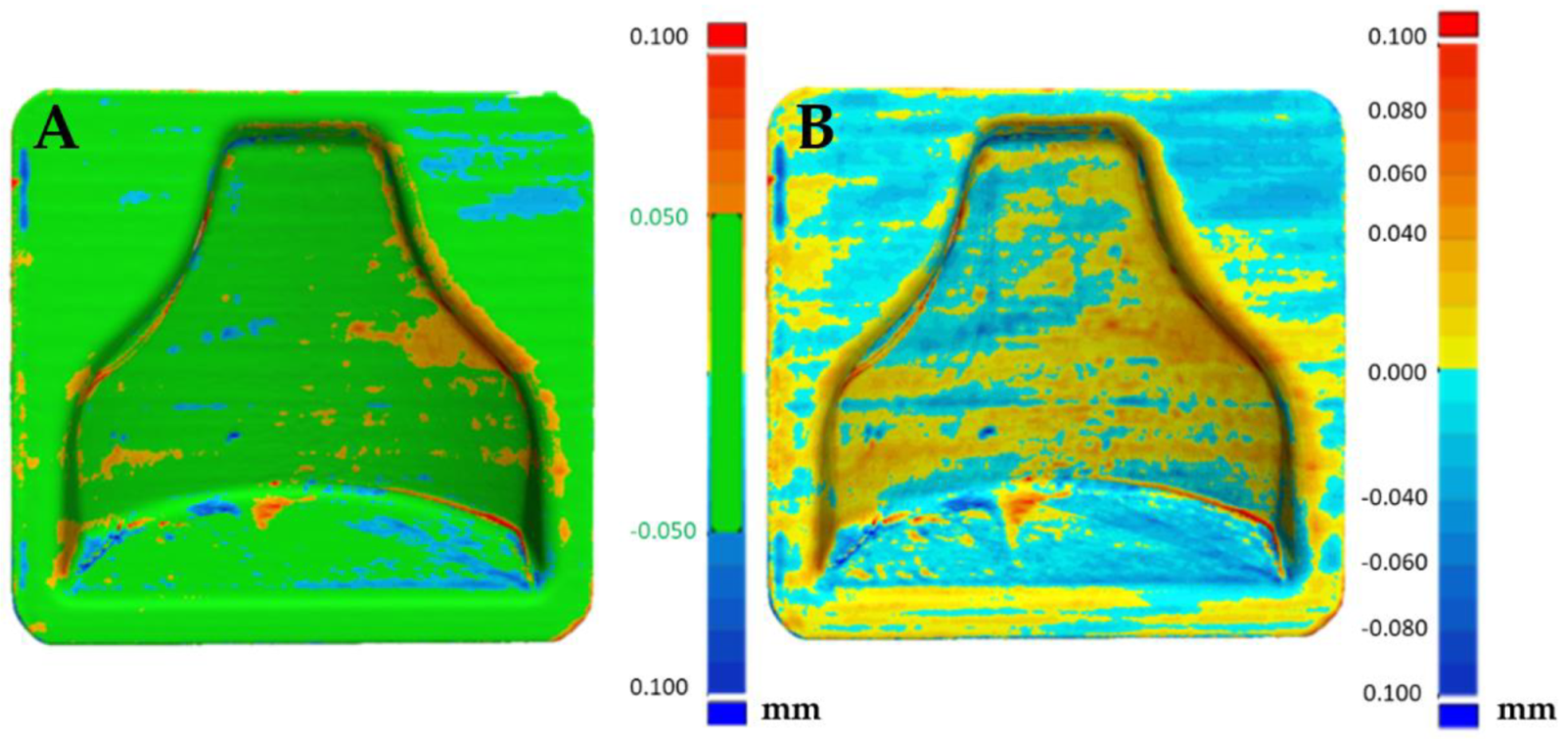
3.2. Dimensional Verification of the 3D-Printed, Chemical-Smoothed Mold with an Optical 3D Scanner
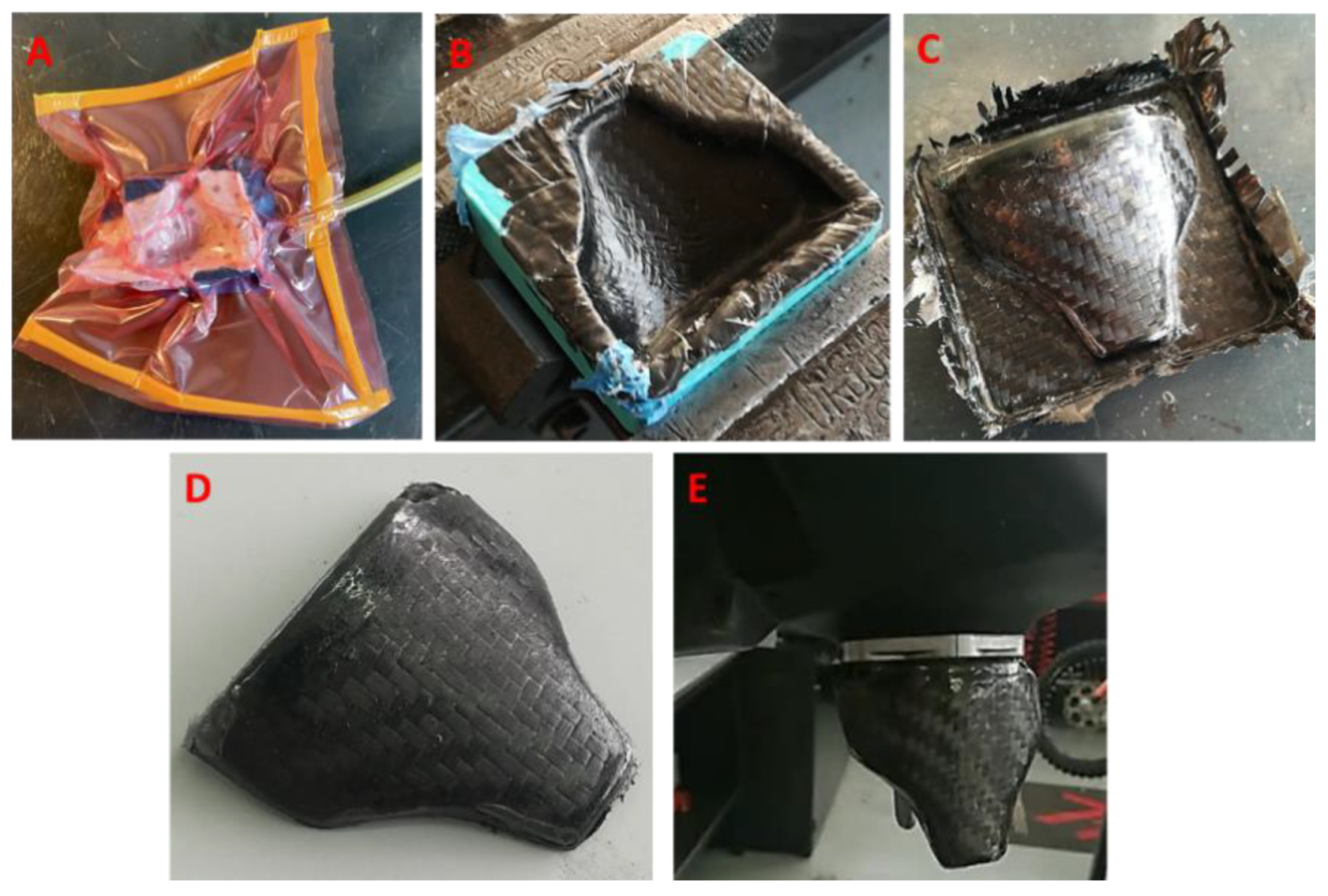
3.3. Carbon Fiber Vacuum Lamination Process
4. Conclusions
5. Future Developments
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Shahrubudin, N.; Lee, T.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Effect of process parameters on tensile strength of FDM printed PLA part. Rapid Prototyp. J. 2018, 24, 1317–1324. [Google Scholar] [CrossRef]
- Guessasma, S.; Belhabib, S.; Nouri, H. Effect of printing temperature on microstructure, thermal behavior and tensile properties of 3D printed nylon using fused deposition modeling. J. Appl. Polym. Sci. 2021, 138, 50162. [Google Scholar] [CrossRef]
- Savu, I.D.; Savu, S.V.; Simion, D.; Sirbu, N.-A.; Ciornei, M.; Ratiu, S.A. PP in 3D Printing—Technical and Economic Aspects. Mater. Plast. 2019, 56, 931–936. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Bikas, H.; Stavropoulos, P.; Chryssolouris, G. Additive manufacturing methods and modelling approaches: A critical review. Int. J. Adv. Manuf. Technol. 2016, 83, 389–405. [Google Scholar] [CrossRef] [Green Version]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Singh, R. Some investigations for small-sized product fabrication with FDM for plastic components. Rapid Prototyp. J. 2013, 19, 58–63. [Google Scholar] [CrossRef]
- Kim, M.K.; Lee, I.H.; Kim, H.-C. Effect of fabrication parameters on surface roughness of FDM parts. Int. J. Precis. Eng. Manuf. 2018, 19, 137–142. [Google Scholar] [CrossRef]
- Frizziero, L.; Donnici, G.; Dhaimini, K.; Liverani, A.; Caligiana, G. Advanced Design Applied to an Original Multi-Purpose Ventilator Achievable by Additive Manufacturing. Appl. Sci. 2018, 8, 2635. [Google Scholar] [CrossRef] [Green Version]
- Bacciaglia, A.; Ceruti, A.; Liverani, A. Surface smoothing for topological optimized 3D models. Struct. Multidiscip. Optim. 2021, 1–20. [Google Scholar] [CrossRef]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettera, G. Residual stress measurement in Fused Deposition Modelling parts. Polym. Test. 2017, 58, 249–255. [Google Scholar] [CrossRef]
- Komineas, G.; Foteinopoulos, P.; Papacharalampopoulos, A.; Stavropoulos, P. Build time estimation models in thermal extru-sion additive manufacturing processes. Procedia Manuf. 2018, 21, 647–654. [Google Scholar] [CrossRef]
- Tiwary, V.; Arunkumar, P.; Deshpande, A.S.; Rangaswamy, N. Surface enhancement of FDM patterns to be used in rapid investment casting for making medical implants. Rapid Prototyp. J. 2019, 25, 904–914. [Google Scholar] [CrossRef]
- Harun, W.S.W.; Sharif, S.; Idris, M.H.; Kadirgama, K. Characteristic studies of collapsibility of ABS patterns produced from FDM for investment casting. Mater. Res. Innov. 2009, 13, 340–343. [Google Scholar] [CrossRef]
- Mukhtarkhanov, M.; Perveen, A.; Talamona, D. Application of Stereolithography Based 3D Printing Technology in Investment Casting. Micromachines 2020, 11, 946. [Google Scholar] [CrossRef]
- Stumpel, L.J. Deformation of Stereolithographically Produced Surgical Guides: An Observational Case Series Report. Clin. Implant. Dent. Relat. Res. 2010, 14, 442–453. [Google Scholar] [CrossRef]
- Guo, H.; Zhou, Y.T. Research on the Impacting Factors of Dimensional Accuracy with Silicone Mold Casting Products Based on FDM. Adv. Mater. Res. 2014, 912–914, 309–313. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Compos. Part B Eng. 2019, 175, 107147. [Google Scholar] [CrossRef]
- Wang, P.H.; Kim, G.; Sterkenburg, R. Investigating the Effectiveness of a 3D Printed Composite Mold. Int. J. Aerosp. Mech. Eng. 2019, 13, 11. [Google Scholar] [CrossRef]
- Sudbury, T.Z.; Springfield, R.; Kunc, V.; Duty, C. An assessment of additive manufactured molds for hand-laid fiber reinforced composites. Int. J. Adv. Manuf. Technol. 2016, 90, 1659–1664. [Google Scholar] [CrossRef]
- Garg, A.; Bhattacharya, A.; Batish, A. Chemical vapor treatment of ABS parts built by FDM: Analysis of surface finish and mechanical strength. Int. J. Adv. Manuf. Technol. 2017, 89, 2175–2191. [Google Scholar] [CrossRef]
- Singh, J.; Singh, R.; Singh, H. Investigations for improving the surface finish of FDM based ABS replicas by chemical vapor smoothing process: A case study. Assem. Autom. 2017, 37, 13–21. [Google Scholar] [CrossRef]
- Kuo, C.C.; Wang, C.W.; Lee, Y.F.; Liu, Y.L.; Qiu, Q.Y. A surface quality improvement apparatus for ABS parts fabricated by ad-ditive manufacturing. Int. J. Adv. Manuf. Technol. 2017, 89, 635–642. [Google Scholar] [CrossRef]
- Iwasaki, R.; Sato, C.; Latailladeand, J.L.; Viot, P. Experimental study on the interface fracture toughness of PVB (polyvinyl butyral)/glass at high strain rates. Int. J. Crashworthiness 2007, 12, 293–298. [Google Scholar] [CrossRef]
- Liu, B.; Sun, Y.; Li, Y.; Wang, Y.; Ge, D.; Xu, J. Systematic experimental study on mechanical behavior of PVB (polyvinyl butyral) material under various loading conditions. Polym. Eng. Sci. 2012, 52, 1137–1147. [Google Scholar] [CrossRef]
- Chen, Y.; Yao, X.; Zhou, X.; Pan, Z.; Gu, Q. Poly(lactic acid)/graphene nanocomposites prepared via solution blending using chloroform as a mutual solvent. J. Nanosci. Nanotechnol. 2011, 11, 7813–7819. [Google Scholar] [CrossRef]
- Colpani, A.; Fiorentino, A.; Ceretti, E. Characterization of chemical surface finishing with cold acetone vapours on ABS parts fabricated by FDM. Prod. Eng. 2019, 13, 437–447. [Google Scholar] [CrossRef]
- Bere, P.; Neamtu, C.; Udroiu, R. Novel Method for the Manufacture of Complex CFRP Parts Using FDM-based Molds. Polymers 2020, 12, 2220. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value | Unit |
|---|---|---|
| Layer Height | 0.22 | mm |
| Line width | 0.4 | mm |
| Wall Line Count | 3 | - |
| Z seam position | Back Left | - |
| Top Layers | 3 | - |
| Bottom Layers | 3 | - |
| Infill Density | 15 | % |
| Infill Patten | Gyroid | - |
| Printing Temperature | 205 | °C |
| Build Plate Temperature | 65 | °C |
| Flow | 100 | % |
| Print Speed | 80 | mm/s |
| Travel Speed | 250 | mm/s |
| Retraction Distance | 4 | mm |
| Fan Speed | 70 | % |
| Regular Fan Speed at Height | 0.2 | mm |
| Support Structure | Tree | - |
| Support Overhang Angle | 60 | ° |
| Adaptative Layers Maximum Variation | 0.02 | mm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferretti, P.; Santi, G.M.; Leon-Cardenas, C.; Freddi, M.; Donnici, G.; Frizziero, L.; Liverani, A. Molds with Advanced Materials for Carbon Fiber Manufacturing with 3D Printing Technology. Polymers 2021, 13, 3700. https://doi.org/10.3390/polym13213700
Ferretti P, Santi GM, Leon-Cardenas C, Freddi M, Donnici G, Frizziero L, Liverani A. Molds with Advanced Materials for Carbon Fiber Manufacturing with 3D Printing Technology. Polymers. 2021; 13(21):3700. https://doi.org/10.3390/polym13213700
Chicago/Turabian StyleFerretti, Patrich, Gian Maria Santi, Christian Leon-Cardenas, Marco Freddi, Giampiero Donnici, Leonardo Frizziero, and Alfredo Liverani. 2021. "Molds with Advanced Materials for Carbon Fiber Manufacturing with 3D Printing Technology" Polymers 13, no. 21: 3700. https://doi.org/10.3390/polym13213700
APA StyleFerretti, P., Santi, G. M., Leon-Cardenas, C., Freddi, M., Donnici, G., Frizziero, L., & Liverani, A. (2021). Molds with Advanced Materials for Carbon Fiber Manufacturing with 3D Printing Technology. Polymers, 13(21), 3700. https://doi.org/10.3390/polym13213700