
FFF 3D Printing in Electronic Applications: Dielectric and Thermal Properties of Selected Polymers

 ,
,  ,
,  ,
,  , ,
, ,
Abstract
: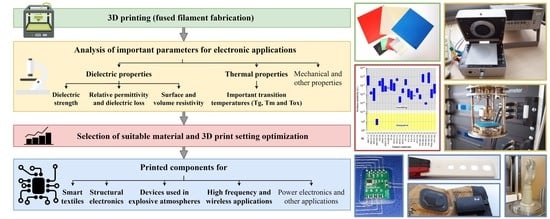
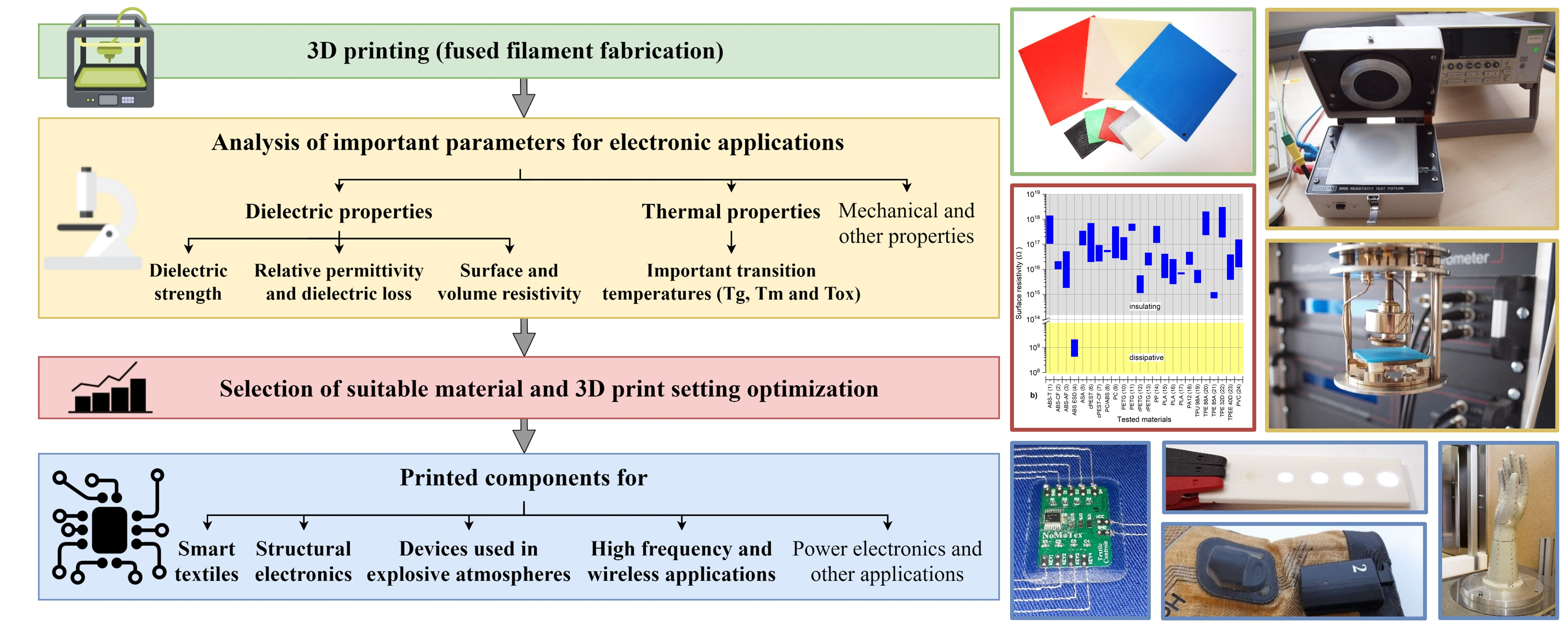
1. Introduction
2. Emerging Applications of FFF 3D Printing for Electronics
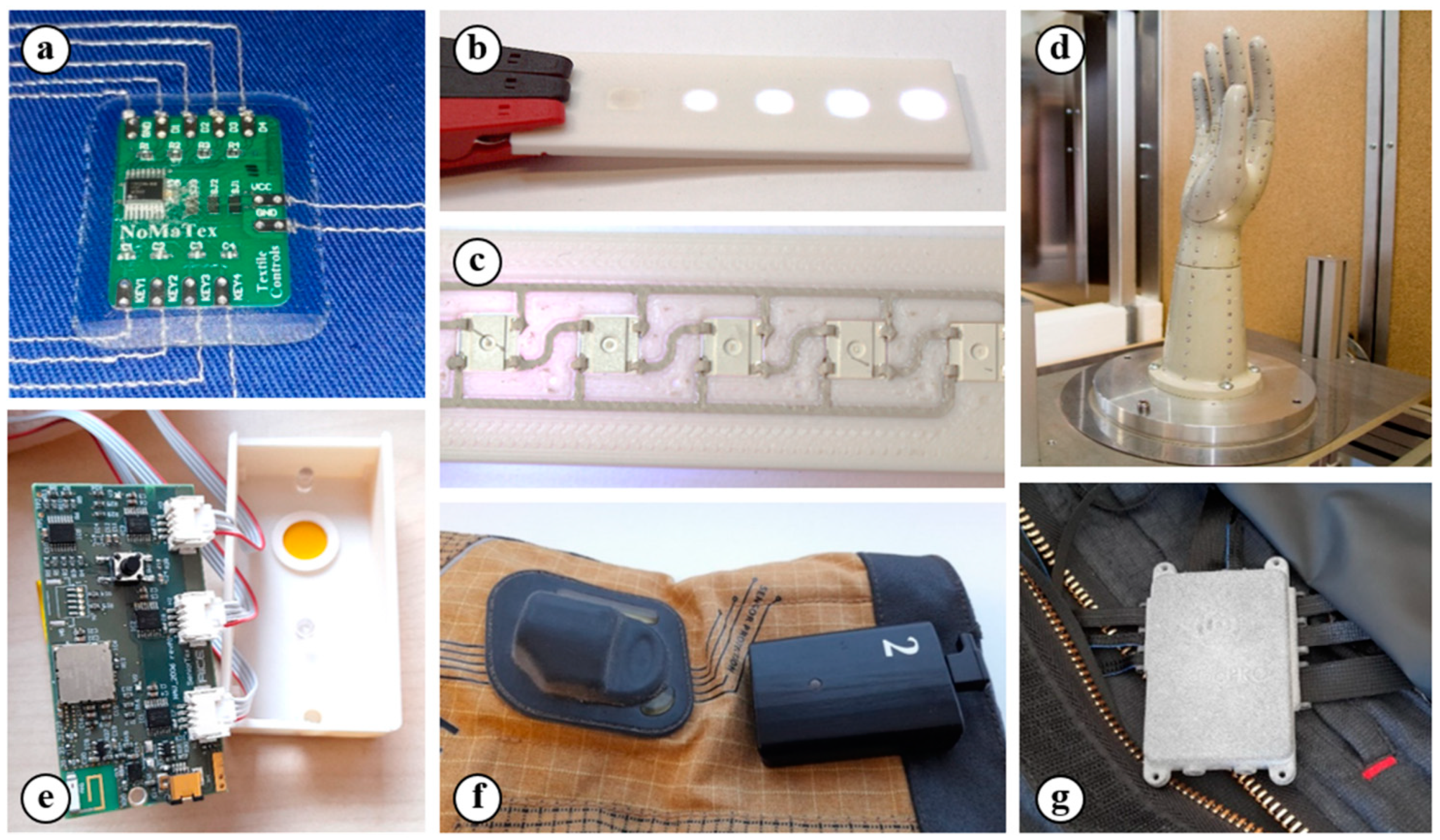
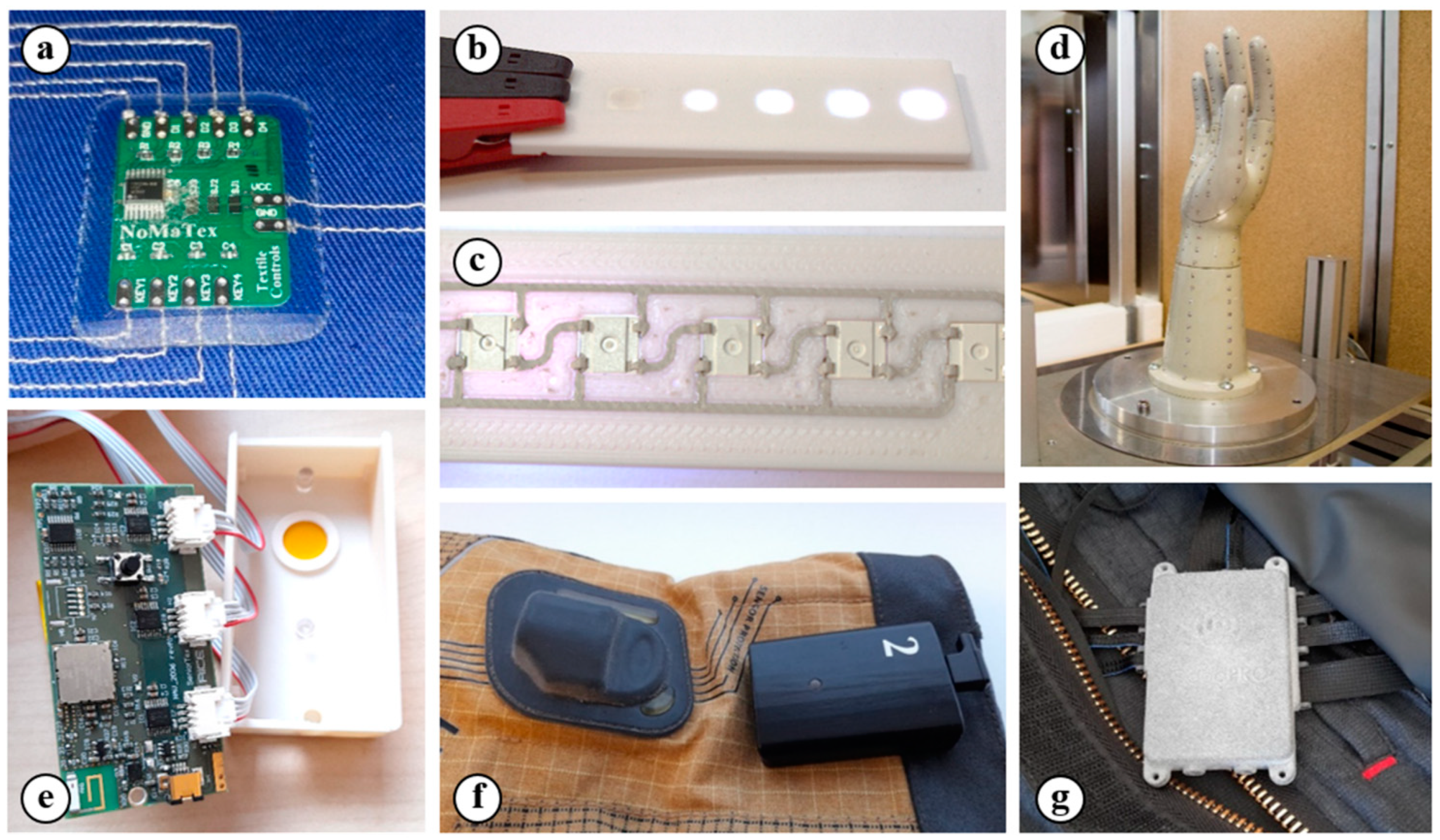
2.1. Smart Textiles
2.2. Structural Electronics
2.3. Devices for Wireless Communication and High-Frequency Circuits
2.4. Devices with Intended Usage in Explosive Atmospheress
3. Materials and Methods
3.1. Materials
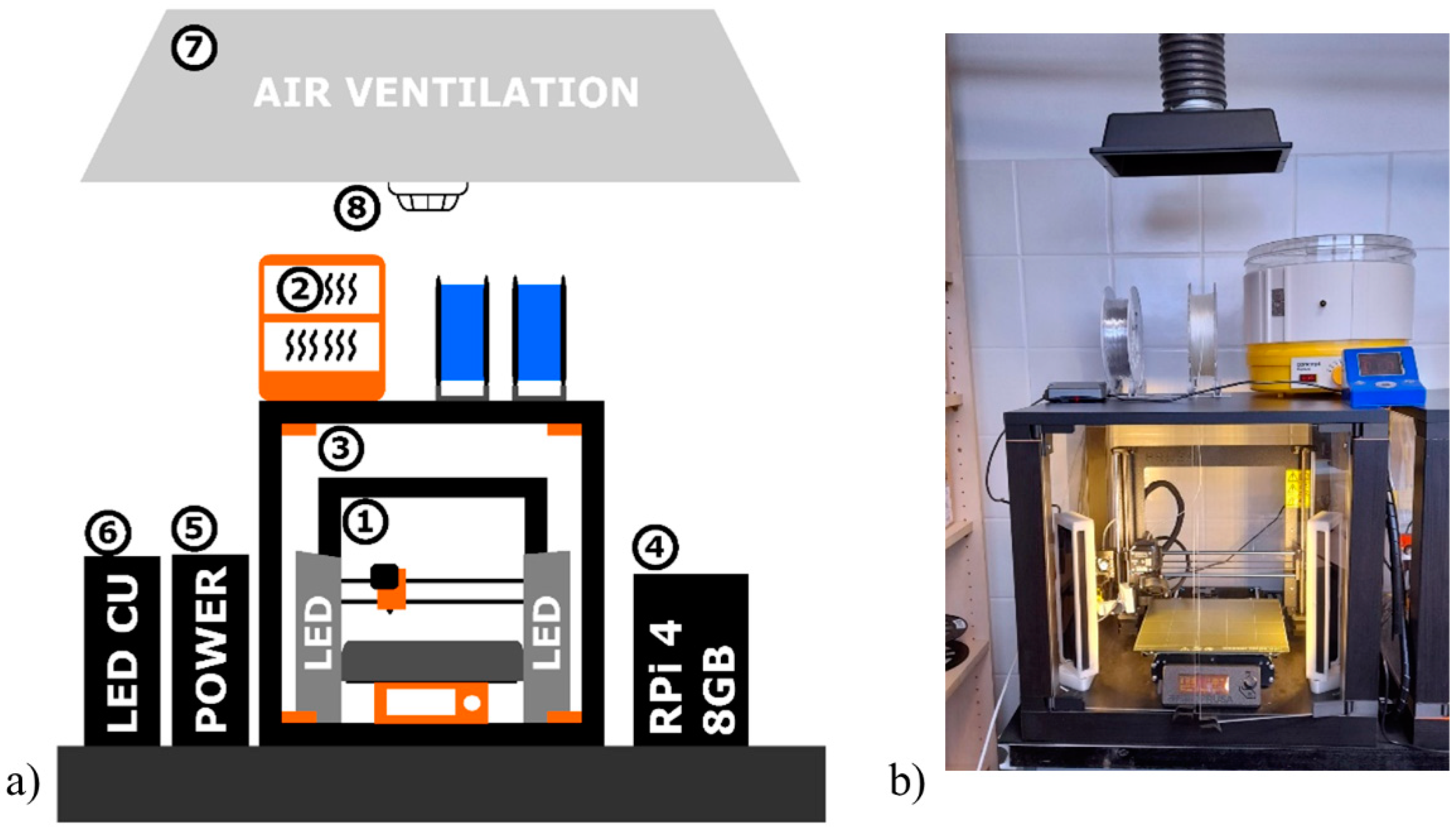
3.2. 3D Printing
3.3. Simultaneous Thermal Analysis
3.4. Differential Scanning Calorimetry
3.5. Measurement of Dielectric Strength
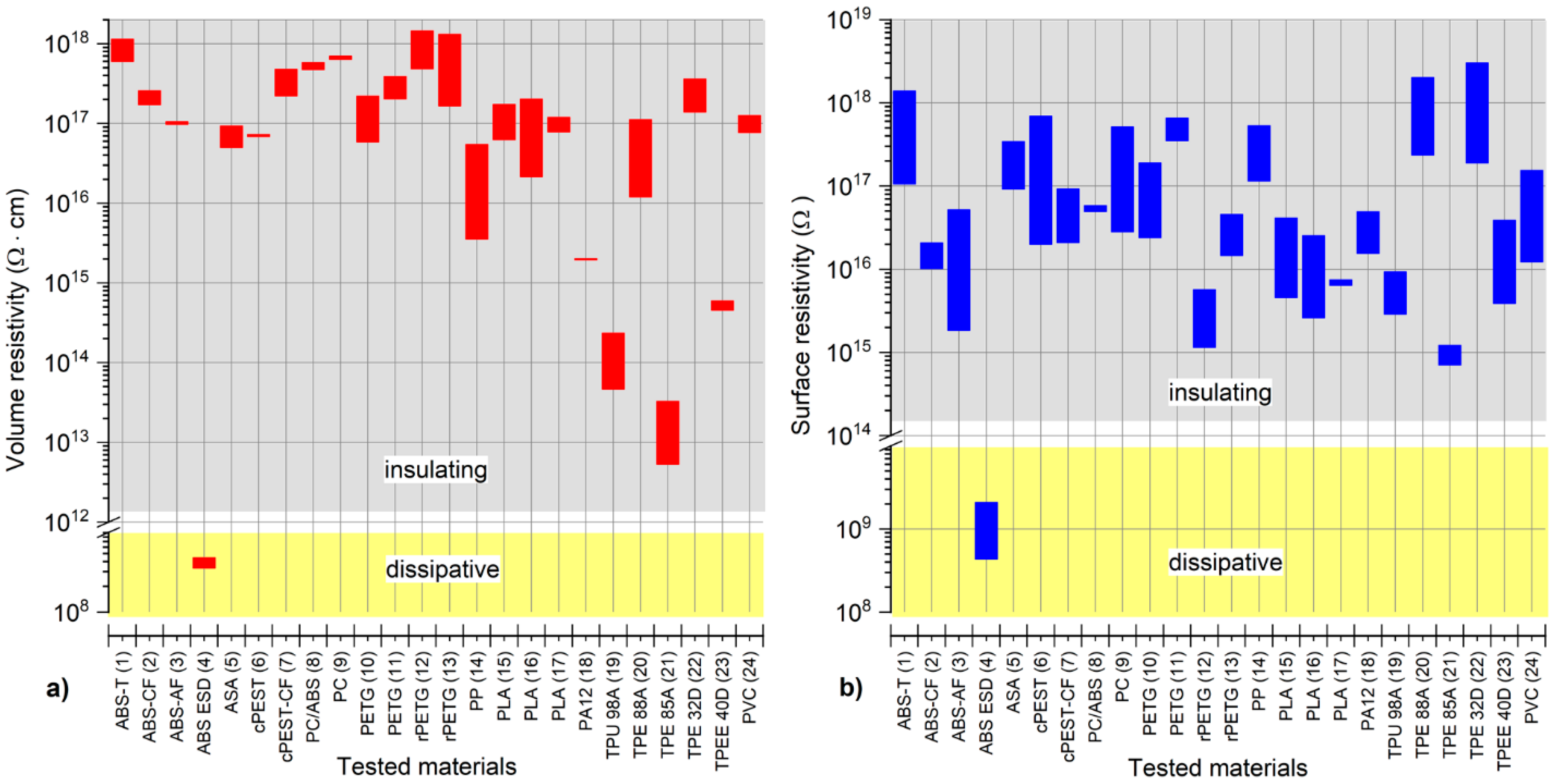
3.6. Measurement of Resistivity
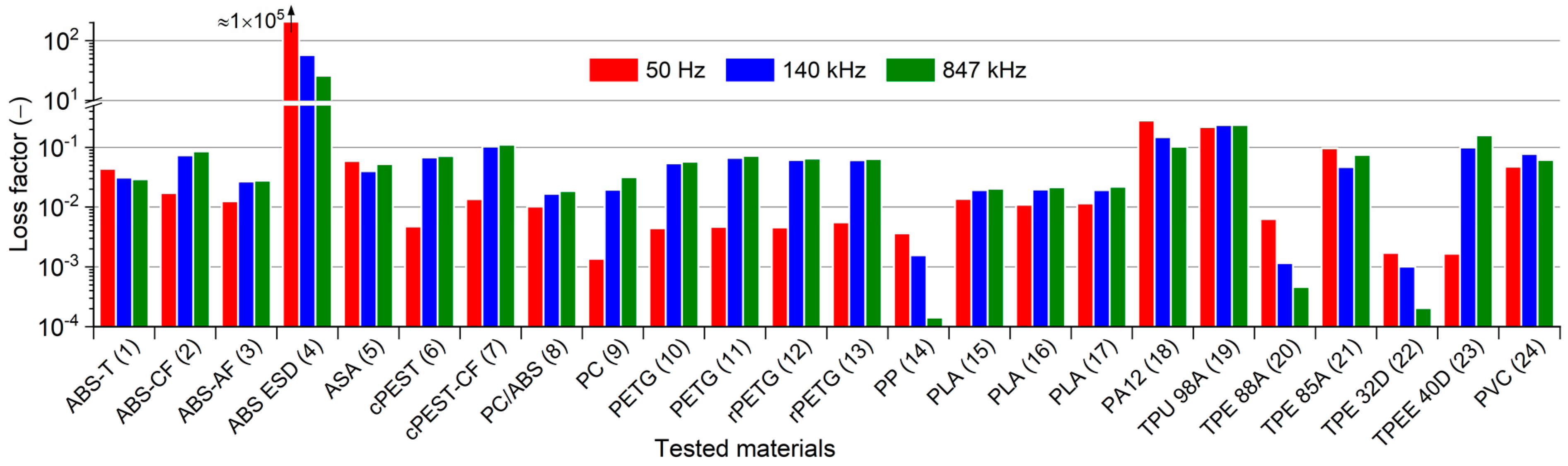
3.7. Broadband Dielectric Spectroscopy
4. Results and Discussion
4.1. Analysis of Thermal Properties
4.2. Standardized Tests of Dielectric Properties
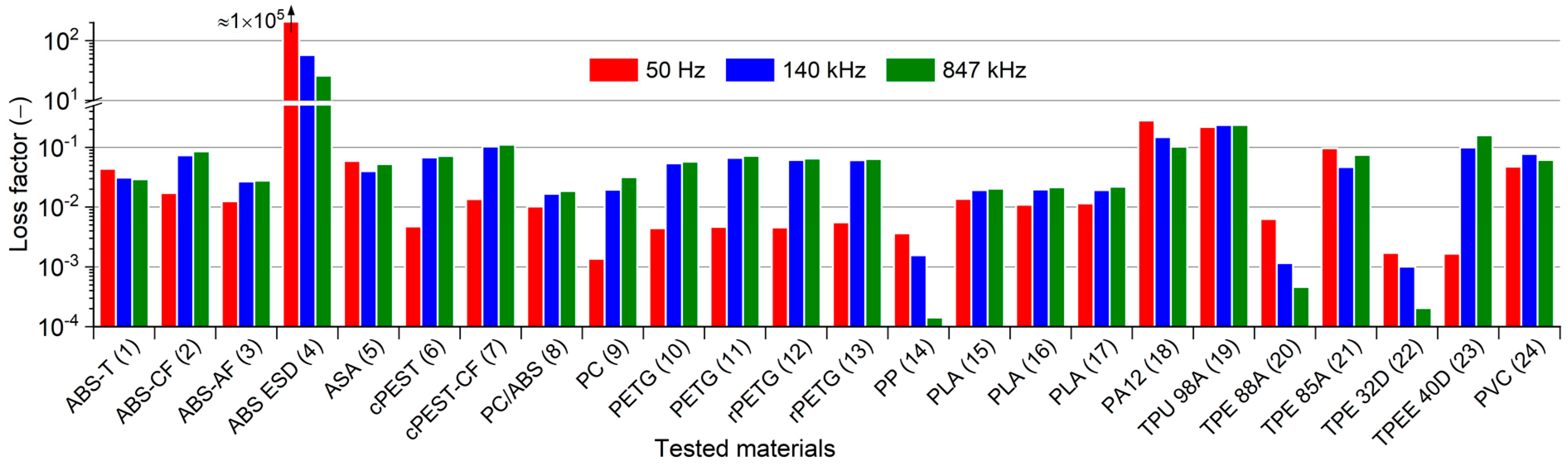
4.3. Broadband Dielectric Spectroscopy
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zaldivar, R.J.; Mclouth, T.D.; Ferrelli, G.L.; Patel, D.N.; Hopkins, A.R.; Witkin, D. Effect of initial filament moisture content on the microstructure and mechanical performance of ULTEM® 9085 3D printed parts. Addit. Manuf. 2018, 24, 457–466. [Google Scholar] [CrossRef]
- Kalas, D.; Suchy, S.; Kalcik, J.; Reboun, J.; Soukup, R.; Hamacek, A. Contacting of SMD Components on the textile substrates. In Proceedings of the 2020 43rd International Spring Seminar on Electronics Technology (ISSE), Demanovska Valley, Slovakia, 14–15 May 2020; pp. 1–6. [Google Scholar] [CrossRef]
- Macdonald, E.; Salas, R.; Espalin, D.; Perez, M.; Aguilera, E.; Muse, D.; Wicker, R.B. 3D printing for the rapid prototyping of structural electronics. IEEE Access 2014, 2, 234–242. [Google Scholar] [CrossRef]
- Espalin, D.; Muse, D.W.; MacDonald, E.; Wicker, R.B. 3D printing multifunctionality: Structures with electronics. Int. J. Adv. Manuf. Technol. 2014, 72, 963–978. [Google Scholar] [CrossRef]
- Soukup, R.; Blecha, T.; Hamacek, A.; Reboun, J. Smart textile-based protective system for firefighters. In Proceedings of the 5th Electronics System-integration Technology Conference (ESTC), Helsinki, Finland, 16–18 September 2014; IEEE: Piscataway, NJ, USA, 2014; pp. 1–5. [Google Scholar] [CrossRef]
- Pizarro, F.; Salazar, R.; Rajo-Iglesias, E.; Rodriguez, M.; Fingerhuth, S.; Hermosilla, G. Parametric study of 3D additive printing parameters using conductive filaments on microwave topologies. IEEE Access 2019, 7, 106814–106823. [Google Scholar] [CrossRef]
- Colella, R.; Chietera, F.P.; Catarinucci, L. Analysis of FDM and DLP 3D-printing technologies to prototype electromagnetic devices for RFID applications. Sensors 2021, 21, 897. [Google Scholar] [CrossRef] [PubMed]
- Liu, Z.; Li, W.-D.; Wang, Y.-B.; Su, G.-Q.; Zhang, G.-J.; Cao, Y.; Li, D.-C. Topology optimization and 3D-printing fabrication feasibility of high voltage FGM insulator. In Proceedings of the 2016 IEEE International Conference on High Voltage Engineering and Application (ICHVE), Chengdu, China, 19–22 September 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 1–4. [Google Scholar] [CrossRef]
- Veselý, P.; Tichý, T.; Šefl, O.; Horynová, E. Evaluation of dielectric properties of 3D printed objects based on printing resolution. IOP Conf. Ser. Mater. Sci. Eng. 2018, 461, 012091. [Google Scholar] [CrossRef]
- Shinyama, K. Mechanical and electrical properties of polylactic acid with aliphatic-aromatic polyester. J. Eng. 2018, 2018, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Nampoothiri, K.M.; Nair, N.R.; John, R.P. An overview of the recent developments in polylactide (PLA) research. Bioresour. Technol. 2010, 101, 8493–8501. [Google Scholar] [CrossRef]
- Prusa Knowledge Base. Available online: https://help.prusa3d.com/en/materials (accessed on 15 February 2021).
- Santana, H.A.; Neto, J.S.A.; Ribeiro, D.V.; Cilla, M.S.; Dias, C.M.R. Accelerated alkaline attack of 3D printing polymers to assess their durability in geopolymer-based matrices. J. Mater. Civ. Eng. 2021, 33, 4021327. [Google Scholar] [CrossRef]
- Compatible Material List. Available online: https://airwolf3d.com/?ddownload=41151 (accessed on 30 April 2021).
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM Process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Shanmugam, V.; Rajendran, D.J.J.; Babu, K.; Rajendran, S.; Veerasimman, A.; Marimuthu, U.; Singh, S.; Das, O.; Neisiany, R.E.; Hedenqvist, M.S.; et al. The mechanical testing and performance analysis of polymer-fibre composites prepared through the additive manufacturing. Polym. Test. 2021, 93, 106925. [Google Scholar] [CrossRef]
- Padzi, M.M.; Bazin, M.M.; Muhamad, W.M.W. Fatigue characteristics of 3D printed acrylonitrile butadiene styrene (ABS). IOP Conf. Ser. Mater. Sci. Eng. 2017, 269, 12060. [Google Scholar] [CrossRef]
- Cantrell, J.T.; Rohde, S.; Damiani, D.; Gurnani, R.; DiSandro, L.; Anton, J.; Young, A.; Jerez, A.; Steinbach, D.; Kroese, C.; et al. Experimental characterization of the mechanical properties of 3D-printed ABS and polycarbonate parts. Rapid Prototyp. J. 2017, 23, 811–824. [Google Scholar] [CrossRef]
- Christiyan, K.G.J.; Chandrasekhar, U.; Venkateswarlu, K. A study on the influence of process parameters on the mechanical properties of 3D printed ABS composite. IOP Conf. Ser. Mater. Sci. Eng. 2016, 114, 012109. [Google Scholar] [CrossRef]
- Türk, D.-A.; Brenni, F.; Zogg, M.; Meboldt, M. Mechanical characterization of 3D printed polymers for fiber reinforced polymers processing. Mater. Des. 2017, 118, 256–265. [Google Scholar] [CrossRef]
- Oviedo, A.M.; Puente, A.H.; Bernal, C.; Pérez, E. Mechanical evaluation of polymeric filaments and their corresponding 3D printed samples. Polym. Test. 2020, 88, 106561. [Google Scholar] [CrossRef]
- Naveed, N. Investigating the material properties and microstructural changes of fused filament fabricated PLA and tough-PLA parts. Polymers 2021, 13, 1487. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Chen, Y.; Zhou, Y. Novel mechanical models of tensile strength and elastic property of FDM AM PLA materials: Experimental and theoretical analyses. Mater. Des. 2019, 181, 108089. [Google Scholar] [CrossRef]
- Zakaria, H.; Khan, S.F.; Sabtu, S.N.; Ibrahim, M. Mechanical properties of commercial PLA filament as 3D printed parts utilizing fused filament fabrication. IOP Conf. Ser. Mater. Sci. Eng. 2019, 670, 012068. [Google Scholar] [CrossRef] [Green Version]
- Bhandari, S.; Lopez-Anido, R.A.; Gardner, D.J. Enhancing the interlayer tensile strength of 3D printed short carbon fiber reinforced PETG and PLA composites via annealing. Addit. Manuf. 2019, 30, 100922. [Google Scholar] [CrossRef]
- Yu, N.; Sun, X.; Wang, Z.; Zhang, D.; Li, J. Effects of auxiliary heat on warpage and mechanical properties in carbon fiber/ABS composite manufactured by fused deposition modeling. Mater. Des. 2020, 195, 108978. [Google Scholar] [CrossRef]
- Arefin, A.M.E.; Khatri, N.R.; Kulkarni, N.; Egan, P.F. Polymer 3D printing review: Materials, process, and design strategies for medical applications. Polymers 2021, 13, 1499. [Google Scholar] [CrossRef]
- Aloyaydi, B.; Sivasankaran, S.; Mustafa, A. Investigation of infill-patterns on mechanical response of 3D printed poly-lactic-acid. Polym. Test. 2020, 87, 106557. [Google Scholar] [CrossRef]
- Kucewicz, M.; Baranowski, P.; Małachowski, J.; Popławski, A.; Płatek, P. Modelling, and characterization of 3D printed cellular structures. Mater. Des. 2018, 142, 177–189. [Google Scholar] [CrossRef]
- Lee, J.; Lee, H.; Cheon, K.-H.; Park, C.; Jang, T.-S.; Kim, H.-E.; Jung, H.-D. Fabrication of poly(lactic acid)/Ti composite scaffolds with enhanced mechanical properties and biocompatibility via fused filament fabrication (FFF)–based 3D printing. Addit. Manuf. 2019, 30, 100883. [Google Scholar] [CrossRef]
- Huber, E.; Mirzaee, M.; Bjorgaard, J.; Hoyack, M.; Noghanian, S.; Chang, I. Dielectric property measurement of PLA. In Proceedings of the 2016 IEEE International Conference on Electro Information Technology (EIT), Grand Forks, ND, USA, 19–21 May 2016; IEEE: Piscataway, NJ, USA, 2016; pp. 0788–0792. [Google Scholar] [CrossRef]
- Barker-Jarvis, J.; Janezic, M.D.; Paulter, N.G.; Blendell, J.E. Dielectric and conductor-loss characterization and measurements on electronic packaging materials. Citeseer 2001, 1520, 3–19. [Google Scholar] [CrossRef]
- Kalas, D.; Pretl, S.; Reboun, J.; Soukup, R.; Hamacek, A. Towards hand model with integrated multichannel sensor system for thermal testing of protective gloves. Period. Polytech. Electr. Eng. Comput. Sci. 2018, 62, 165–171. [Google Scholar] [CrossRef] [Green Version]
- Pekar, T.; Mlckov, M.; Ponizilova, C.; Blecha, T.; Hamacek, A.; Kaspar, P.; Reboun, J.; Soukup, R.; Baxa, M.; Brasna, V. Protective glove, Especially for Firefighters. 26 October 2016.
- Kim, C.; Espalin, D.; Liang, M.; Xin, H.; Cuaron, A.; Varela, I.; Macdonald, E.; Wicker, R.B. 3D printed electronics with high performance, multi-layered electrical interconnect. IEEE Access 2017, 5, 25286–25294. [Google Scholar] [CrossRef]
- Skarżyński, K.; Krzemiński, J.; Jakubowska, M.; Słoma, M. Highly conductive electronics circuits from aerosol jet printed silver inks. Sci. Rep. 2021, 11, 18141. [Google Scholar] [CrossRef]
- Kim, S. Inkjet-printed electronics on paper for RF identification (RFID) and sensing. Electronics 2020, 9, 1636. [Google Scholar] [CrossRef]
- West, J.; Sears, J.W.; Smith, S.; Carter, M. Photonic sintering—An example: Photonic curing of silver nanoparticles. In Sintering of Advanced Materials; Fang, Z.Z., Ed.; Elsevier: Amsterdam, The Netherlands, 2010; pp. 275–288. [Google Scholar] [CrossRef]
- Croquesel, J.; Meunier, C.; Petit, C.; Valdivieso, F.; Pillon, S.; Robisson, A.C.; Martinez, J.; Lemont, F. Design of an instrumented microwave multimode cavity for sintering of nuclear ceramics. Mater. Des. 2021, 204, 109638. [Google Scholar] [CrossRef]
- Gnanasekaran, K.; Heijmans, T.; van Bennekom, S.; Woldhuis, H.; Wijnia, S.; de With, G.; Friedrich, H. 3D printing of CNT- and graphene-based conductive polymer nanocomposites by fused deposition modeling. Appl. Mater. Today 2017, 9, 21–28. [Google Scholar] [CrossRef]
- Flowers, P.F.; Reyes, C.; Ye, S.; Kim, M.J.; Wiley, B.J. 3D printing electronic components and circuits with conductive thermoplastic filament. Addit. Manuf. 2017, 18, 156–163. [Google Scholar] [CrossRef]
- Postiglione, G.; Natale, G.; Griffini, G.; Levi, M.; Turri, S. Conductive 3D microstructures by direct 3D printing of polymer/carbon nanotube nanocomposites via liquid deposition modeling. Compos. Part A Appl. Sci. Manuf. 2015, 76, 110–114. [Google Scholar] [CrossRef]
- Angel, K.; Tsang, H.H.; Bedair, S.S.; Smith, G.L.; Lazarus, N. Selective electroplating of 3D printed parts. Addit. Manuf. 2018, 20, 164–172. [Google Scholar] [CrossRef]
- Luigi, M.S.; Matteo, C.; Valentina, B.; Francesco, P.; Alessio, T.; Sergio, F.; Luciano, S.; Fabrizio, P.C. PLA conductive filament for 3D printed smart sensing applications. Rapid Prototyp. J. 2018, 24, 739–743. [Google Scholar] [CrossRef]
- Kwok, S.W.; Goh, K.H.H.; Tan, Z.D.; Tan, S.T.M.; Tjiu, W.W.; Soh, J.Y.; Ng, Z.J.G.; Chan, Y.Z.; Hui, H.K.; Goh, K.E.J. Electrically conductive filament for 3D-printed circuits and sensors. Appl. Mater. Today 2017, 9, 167–175. [Google Scholar] [CrossRef]
- Leigh, S.J.; Bradley, R.J.; Purssell, C.P.; Billson, D.R.; Hutchins, D.A. A simple, low-cost conductive composite material for 3D printing of electronic sensors. PLoS ONE 2012, 7, e49365. [Google Scholar] [CrossRef]
- Kalas, D.; Pretl, S.; Reboun, J.; Soukup, R.; Hamacek, A. Towards hand model with integrated multichannel sensor system for thermal testing of protective gloves. Period. Polytech. Electr. Eng. Comput. Sci. 2018, 62, 165–171. [Google Scholar] [CrossRef] [Green Version]
- European Parliament. Equipment Used in Potentially Explosive Atmospheres (ATEX). Available online: https://eur-lex.eu-ropa.eu/legal-content/EN/TXT/HTML/?uri=LEGISSUM:2403020202_2 (accessed on 14 May 2021).
- Twede, D.; Fowler, S.; Havens, M.; Raymond, M.; Selke, S.; Cascio, J.; Raymond, M.; Yam, K.L.; Rossi, L.; Green, F.W.; et al. The wiley encyclopedia of packaging technology: Chapter E. In The Wiley Encyclopedia of Packaging Technology; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2009; pp. 383–444. [Google Scholar] [CrossRef]
- Zicheng, W.; Nouri, M. Investigation on Filament Extrusion of Thermoplastic Elastomer (TPE) for Fused Deposition Modeling; Halmstad University: Halmstad, Sweden, 2019; p. 52. [Google Scholar]
- Barone, S.; Neri, P.; Orsi, S.; Paoli, A.; Razionale, A.V.; Tamburrino, F. Two coatings that enhance mechanical properties of fused filament-fabricated carbon-fiber reinforced composites. Addit. Manuf. 2020, 32, 101105. [Google Scholar] [CrossRef]
- Ehrenstein, G.W.; Riedel, G.; Trawie, P. Thermal Analysis of Plastics: Theory and Practice; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2004. [Google Scholar]
- Wagner, M. Thermal Analysis in Practice: Fundamental Aspects; Carl Hanser Verlag GmbH & Co. KG: Munich, Germany, 2018. [Google Scholar]
- PerkinElmer. Polymer Charaterization. Available online: https://labsense.fi/uploads/7/1/9/5/71957143/polymer_characterization_technical_poster.pdf (accessed on 9 June 2021).
- Inductive Versus Resonant Wireless Charging: A Truce May Be a Designer’s Best Choice. Available online: https://www.digikey.com/en/articles/inductive-versus-resonant-wireless-charging (accessed on 20 April 2021).
- ISO/IEC 15693-2. Identification Cards—Contactless Integrated Circuit Cards—Vicinity Cards: Part 2: Air Interface and Initialization. Available online: www.iso.org/standard/31427.html (accessed on 14 May 2021).
- ISO/IEC 18092. Information Technology—Telecommunications and Information Exchange between Systems—Near Field Communication—Interface and Protocol (NFCIP-1). Available online: www.iso.org/standard/38578.html (accessed on 14 May 2021).
- SpecialChem, S.A. Dielectric Constant. Available online: https://omnexus.specialchem.com/polymer-properties/properties/dielectric-constant#A-C (accessed on 27 May 2021).
- Osswald, T.A.; Menges, G. Materials Science of Polymers for Engineers; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2012. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Material | Color | Manufacturer | Price per 1 kg (USD) 1 | Print Temperatures (°C) 1st Layer/Subsequent Layers | |
|---|---|---|---|---|---|---|
| Hotend | Bed | |||||
| 1 | ABS-T | Transparent | Filament PM (Chudobin, CZ) | 27 | 255/255 | 100/110 |
| 2 | ABS with carbon fibers (ABS-CF) | Black | Kimya (Nantes, FR) | 135 | 260/260 | 100/100 |
| 3 | ABS with aramid fibers (ABS-AF) | Black | Kimya | 135 | 260/260 | 100/100 |
| 4 | ABS ESD | Black | Smartfil (Alcalá la Real, ES) | 70 | 260/260 | 100/100 |
| 5 | ASA | Galaxy black | Prusa polymers (Prusa Research, Prague, CZ) | 38 | 260/260 | 105/110 |
| 6 | Copolyester XT (cPEST) | Black | ColorFabb (Belfeld, NL) | 63 | 260/270 | 90/90 |
| 7 | Copolyester with carbon fibers XT-CF20 (cPEST-CF) | Black | ColorFabb | 79 | 260/260 | 90/90 |
| 8 | PC/ABS | White | Fillamentum (Hulin, CZ) | 74 | 275/275 | 110/115 |
| 9 | PC | Natural | Prusa polymers | 63 | 275/275 | 110/115 |
| 10 | PETG | Transparent | Filament PM | 27 | 230/240 | 85/90 |
| 11 | PETG | Urban gray | Prusa polymers | 32 | 240/250 | 85/90 |
| 12 | Recycled PETG (rPETG) | Blue | EkoMB (Tabor, CZ) | 20 | 240/250 | 85/90 |
| 13 | Recycled PETG | Milk white | EkoMB | 20 | 240/250 | 85/90 |
| 14 | PP 2320 (PP) | White | Fillamentum | 84 | 235/235 | 60/60 |
| 15 | PLA | Azure blue | Prusa polymers | 27 | 210/215 | 60/60 |
| 16 | PLA | Galaxy black | Prusa polymers | 27 | 210/215 | 60/60 |
| 17 | PLA | Red | Creality (Hong Kong, CN) | 18 | 210/210 | 60/60 |
| 18 | Nylon FX256 (PA12) | Blue | Fillamentum | 82 | 250/250 | 90/90 |
| 19 | TPU 98A | Luminous green | Fillamentum | 81 | 240/240 | 50/50 |
| 20 | TPE 88A | Transparent | Filament PM | 78 | 230/230 | 60/60 |
| 21 | TPE 85A | White | Verbatim (Charlotte, NC, USA) | 99 | 240/240 | 50/50 |
| 22 | TPE 32D | Nature | Filament PM | 78 | 220/220 | 65/65 |
| 23 | TPEE 40D | White | Filatech (Al Hamra Island, RAK, UAE) | 52 | 230/230 | 50/50 |
| 24 | Vinyl 303 (PVC) | Natural | Fillamentum | 66 | 230/230 | 80/80 |
| No. | Material | Tg (°C) | Tm (°C) | Tox (°C) | No. | Material | Tg (°C) | Tm (°C) | Tox (°C) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | ABS-T | 107.5 | - | 351 | 13 | rPETG | 78.9 | - | 353 |
| 2 | ABS-CF | 100.2/110.3 | - | 302 | 14 | PP | - | 165.5 | 239 |
| 3 | ABS-AF | 100.1/111.2 | - | 336 | 15 | PLA | 59.7 | 150.6 | 267 |
| 4 | ABS ESD | 109.1/125.8 | - | 384 | 16 | PLA | 60.0 | 149.6 | 257 |
| 5 | ASA | 103.7 | - | 332 | 17 | PLA | 60.5 | 164.6 | 263 |
| 6 | cPEST | 80.9 | - | 341 | 18 | PA12 | - | 178.0 | 327 |
| 7 | cPEST-CF | 81.4 | - | 356 | 19 | TPU 98A | - | 195.8 | 322 |
| 8 | PC/ABS | 117.1/143.3 | - | 337 | 20 | TPE 88A | - | 155.2 | 238 |
| 9 | PC | 147.5 | - | 324 | 21 | TPE 85A | - | 184.5 | 226 |
| 10 | PETG | 81.2 | - | 376 | 22 | TPE 32D | - | 157.1 | 249 |
| 11 | PETG | 78.7 | - | 368 | 23 | TPEE 40D | - | 158.8 | 224 |
| 12 | rPETG | 78.1 | - | 347 | 24 | PVC | 75.7 | - | 265 |
| No. | Material | Ep (kV/mm) | ρv (Ω.cm) | ρs (Ω) | |||
|---|---|---|---|---|---|---|---|
| Average | Standard Deviation | Minimum | Maximum | Minimum | Maximum | ||
| 1 | ABS-T | 18.37 | 4.05 | 6.02 × 1017 | 1.14 × 1018 | 1.06 × 1017 | 1.38 × 1018 |
| 2 | ABS-CF | 9.32 | 1.59 | 1.71 × 1017 | 2.57 × 1017 | 1.02 × 1016 | 2.07 × 1016 |
| 3 | ABS-AF | 12.16 | 2.09 | 9.76 × 1016 | 1.05 × 1017 | 1.84 × 1015 | 5.17 × 1016 |
| 4 | ABS ESD | N/A 2 | N/A 2 | 3.58 × 108 | 4.80 × 108 | 4.38 × 108 | 2.07 × 109 |
| 5 | ASA | 11.51 | 2.04 | 5.03 × 1016 | 9.27 × 1016 | 9.22 × 1016 | 3.42 × 1017 |
| 6 | cPEST | 22.73 | 2.08 | 6.85 × 1016 | 7.25 × 1016 | 1.99 × 1016 | 6.90 × 1017 |
| 7 | cPEST-CF | 6.75 | 0.67 | 2.21 × 1017 | 4.79 × 1017 | 2.10 × 1016 | 9.20 × 1016 |
| 8 | PC/ABS | 20.67 | 4.85 | 4.74 × 1017 | 5.78 × 1017 | 4.94 × 1016 | 5.80 × 1016 |
| 9 | PC | 14.78 | 2.54 | 6.40 × 1017 | 6.97 × 1017 | 2.82 × 1016 | 5.10 × 1017 |
| 10 | PETG | 13.49 | 4.43 | 5.89 × 1016 | 2.19 × 1017 | 2.40 × 1016 | 1.89 × 1017 |
| 11 | PETG | 15.18 | 1.66 | 2.03 × 1017 | 3.86 × 1017 | 3.51 × 1017 | 6.50 × 1017 |
| 12 | rPETG | 19.76 | 2.65 | 4.85 × 1017 | 1.45 × 1018 | 1.15 × 1015 | 5.64 × 1015 |
| 13 | rPETG | 13.91 | 2.52 | 1.67 × 1017 | 1.31 × 1018 | 1.46 × 1016 | 4.55 × 1016 |
| 14 | PP | 17.68 | 0.78 | 3.56 × 1015 | 5.43 × 1016 | 1.15 × 1017 | 5.31 × 1017 |
| 15 | PLA | 13.38 | 1.24 | 6.25 × 1016 | 1.73 × 1017 | 4.55 × 1015 | 4.12 × 1016 |
| 16 | PLA | 7.70 | 1.26 | 2.15 × 1016 | 2.01 × 1017 | 2.60 × 1015 | 2.52 × 1016 |
| 17 | PLA | 9.61 | 0.77 | 7.86 × 1016 | 1.19 × 1017 | 6.40 × 1015 | 7.42 × 1015 |
| 18 | PA12 | 32.61 | 1.53 | 1.96 × 1015 | 2.02 × 1015 | 1.55 × 1016 | 4.90 × 1016 |
| 19 | TPU 98A | 23.13 | 1.50 | 4.66 × 1013 | 2.34 × 1014 | 2.88 × 1015 | 9.27 × 1015 |
| 20 | TPE 88A | 41.52 | 2.22 | 1.20 × 1016 | 1.12 × 1017 | 2.36 × 1017 | 2.01 × 1018 |
| 21 | TPE 85A | 22.30 | 1.67 | 5.34 × 1012 | 3.27 × 1013 | 7.08 × 1014 | 1.21 × 1015 |
| 22 | TPE 32D | 36.09 | 2.17 | 1.39 × 1017 | 3.60 × 1017 | 1.91 × 1017 | 3.03 × 1018 |
| 23 | TPEE 40D | 22.32 | 1.65 | 4.57 × 1014 | 5.92 × 1014 | 3.87 × 1015 | 3.88 × 1016 |
| 24 | PVC | 22.98 | 3.76 | 7.72 × 1016 | 1.25 × 1017 | 1.23 × 1016 | 1.54 × 1017 |
| No. | Material | ε’ (-) | ε” (-) | ||||
|---|---|---|---|---|---|---|---|
| 50 Hz | 140 kHz | 847 kHz | 50 Hz | 140 kHz | 847 kHz | ||
| 1 | ABS-T | 2.65 | 2.47 | 2.44 | 4.38 × 10−2 | 3.10 × 10−2 | 2.91 × 10−2 |
| 2 | ABS-CF | 3.00 | 2.83 | 2.73 | 1.71 × 10−2 | 7.32 × 10−2 | 8.51 × 10−2 |
| 3 | ABS-AF | 2.61 | 2.52 | 2.49 | 1.25 × 10−2 | 2.67 × 10−2 | 2.75 × 10−2 |
| 4 | ABS ESD | 115.58 | 77.84 | 53.54 | 9.92 × 104 | 5.73 × 101 | 2.57 × 101 |
| 5 | ASA | 3.22 | 3.08 | 3.02 | 5.90 × 10−2 | 3.98 × 10−2 | 5.23 × 10−2 |
| 6 | cPEST | 3.24 | 3.09 | 3.00 | 4.71 × 10−3 | 6.74 × 10−2 | 7.12 × 10−2 |
| 7 | cPEST-CF | 4.70 | 4.45 | 4.32 | 1.36 × 10−2 | 1.03 × 10−1 | 1.10 × 10−1 |
| 8 | PC/ABS | 2.68 | 2.62 | 2.60 | 1.02 × 10−2 | 1.66 × 10−2 | 1.85 × 10−2 |
| 9 | PC | 2.73 | 2.70 | 2.67 | 1.36 × 10−3 | 1.95 × 10−2 | 3.16 × 10−2 |
| 10 | PETG | 2.88 | 2.76 | 2.69 | 4.42 × 10−3 | 5.38 × 10−2 | 5.72 × 10−2 |
| 11 | PETG | 3.28 | 3.14 | 3.05 | 4.66 × 10−3 | 6.66 × 10−2 | 7.17 × 10−2 |
| 12 | rPETG | 3.12 | 2.99 | 2.91 | 4.54 × 10−3 | 6.11 × 10−2 | 6.44 × 10−2 |
| 13 | rPETG | 3.10 | 2.97 | 2.89 | 5.55 × 10−3 | 6.10 × 10−2 | 6.36 × 10−2 |
| 14 | PP | 2.13 | 2.12 | 2.12 | 3.61 × 10−3 | 1.55 × 10−3 | 1.42 × 10−4 |
| 15 | PLA | 2.65 | 2.57 | 2.54 | 1.37 × 10−2 | 1.92 × 10−2 | 2.03 × 10−2 |
| 16 | PLA | 2.73 | 2.66 | 2.64 | 1.09 × 10−2 | 1.96 × 10−2 | 2.13 × 10−2 |
| 17 | PLA | 2.76 | 2.69 | 2.66 | 1.15 × 10−2 | 1.92 × 10−2 | 2.18 × 10−2 |
| 18 | PA12 | 4.27 | 3.05 | 2.90 | 2.82 × 10−1 | 1.48 × 10−1 | 1.02 × 10−1 |
| 19 | TPU 98A | 5.54 | 4.38 | 4.10 | 2.19 × 10−1 | 2.36 × 10−1 | 2.37 × 10−1 |
| 20 | TPE 88A | 2.22 | 2.20 | 2.20 | 6.31 × 10−3 | 1.15 × 10−3 | 4.58 × 10−4 |
| 21 | TPE 85A | 4.82 | 4.65 | 4.58 | 9.62 × 10−2 | 4.69 × 10−2 | 7.46 × 10−2 |
| 22 | TPE 32D | 2.49 | 2.48 | 2.48 | 1.70 × 10−3 | 1.01 × 10−3 | 2.03 × 10−4 |
| 23 | TPEE 40D | 4.38 | 4.18 | 4.04 | 1.65 × 10−3 | 9.92 × 10−2 | 1.58 × 10−1 |
| 24 | PVC | 3.35 | 2.98 | 2.90 | 4.75 × 10−2 | 7.72 × 10−2 | 6.13 × 10−2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalaš, D.; Šíma, K.; Kadlec, P.; Polanský, R.; Soukup, R.; Řeboun, J.; Hamáček, A. FFF 3D Printing in Electronic Applications: Dielectric and Thermal Properties of Selected Polymers. Polymers 2021, 13, 3702. https://doi.org/10.3390/polym13213702
Kalaš D, Šíma K, Kadlec P, Polanský R, Soukup R, Řeboun J, Hamáček A. FFF 3D Printing in Electronic Applications: Dielectric and Thermal Properties of Selected Polymers. Polymers. 2021; 13(21):3702. https://doi.org/10.3390/polym13213702
Chicago/Turabian StyleKalaš, David, Karel Šíma, Petr Kadlec, Radek Polanský, Radek Soukup, Jan Řeboun, and Aleš Hamáček. 2021. "FFF 3D Printing in Electronic Applications: Dielectric and Thermal Properties of Selected Polymers" Polymers 13, no. 21: 3702. https://doi.org/10.3390/polym13213702
APA StyleKalaš, D., Šíma, K., Kadlec, P., Polanský, R., Soukup, R., Řeboun, J., & Hamáček, A. (2021). FFF 3D Printing in Electronic Applications: Dielectric and Thermal Properties of Selected Polymers. Polymers, 13(21), 3702. https://doi.org/10.3390/polym13213702