
Characterization 0.1 wt.% Nanomaterial/Photopolymer Composites with Poor Nanomaterial Dispersion: Viscosity, Cure Depth and Dielectric Properties


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
State-of-the-Art
2. Materials and Methods
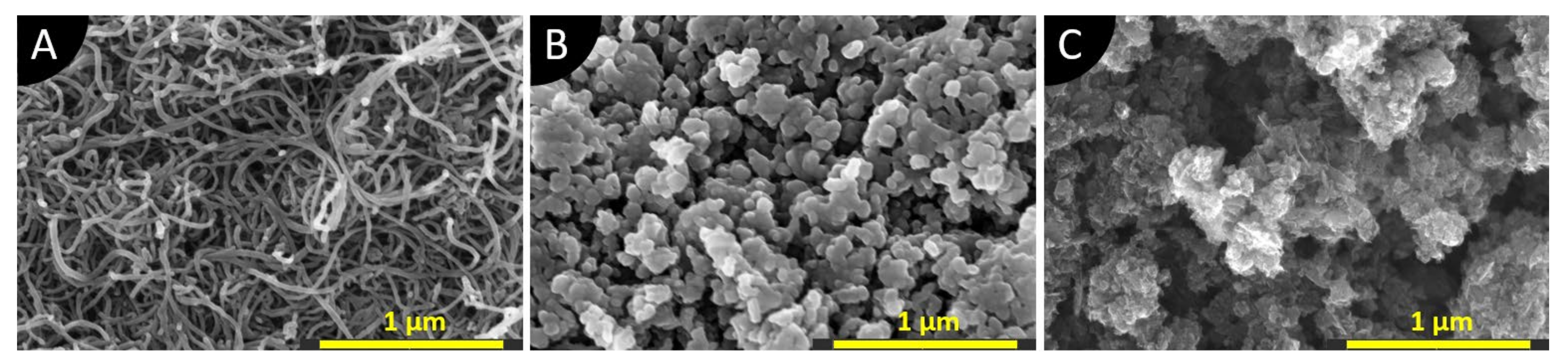
2.1. Nanomaterials
2.2. Preparation of 3D Printable Suspensions
2.3. Manufacturing of Nanocomposites
2.4. Measurement of Cure Depth
2.5. Measurement of Viscosity
2.6. Measurement of Dielectric Properties
3. Results and Discussion
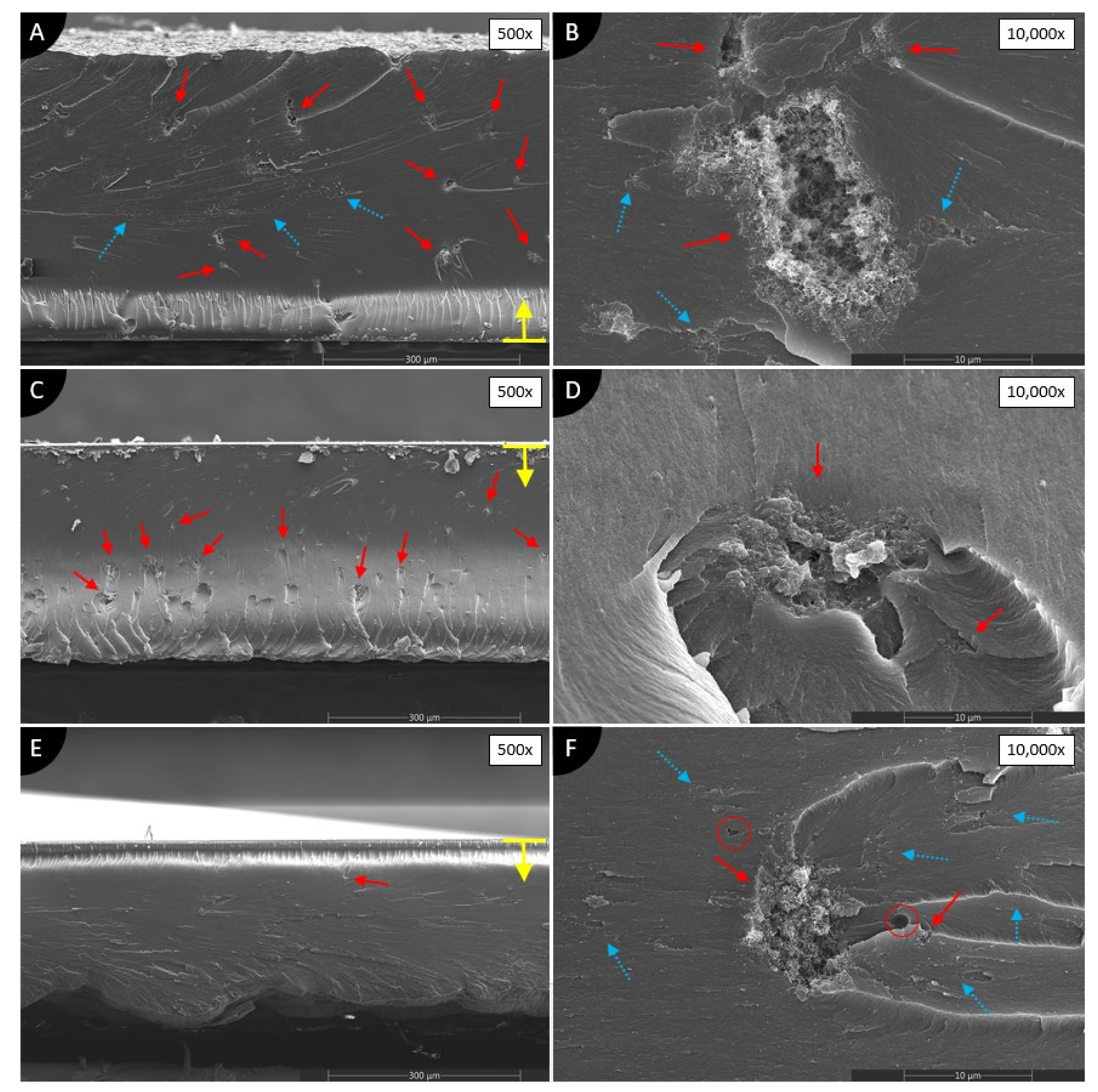
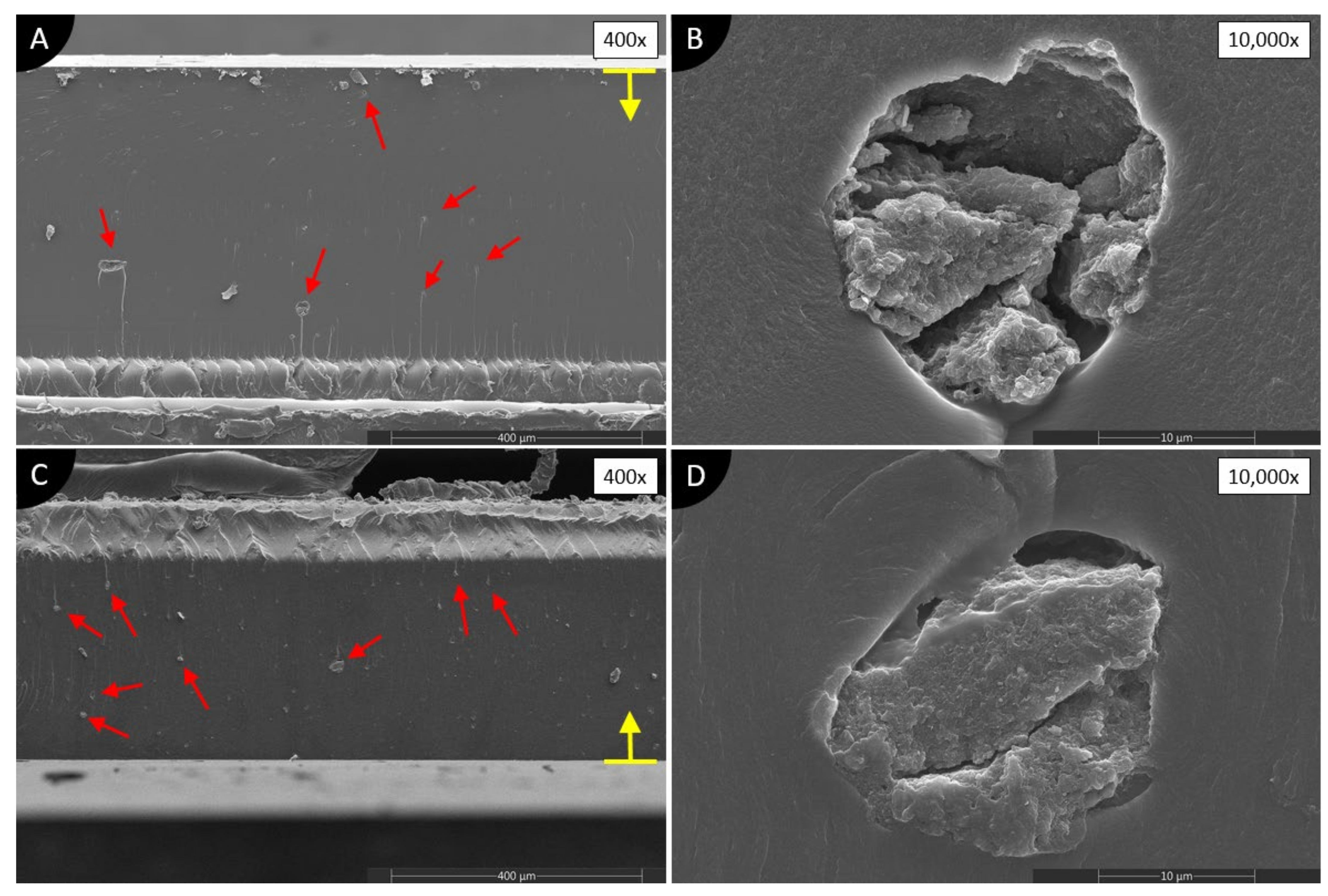
3.1. Microstructure of Nanocomposites
3.2. Cure Depth
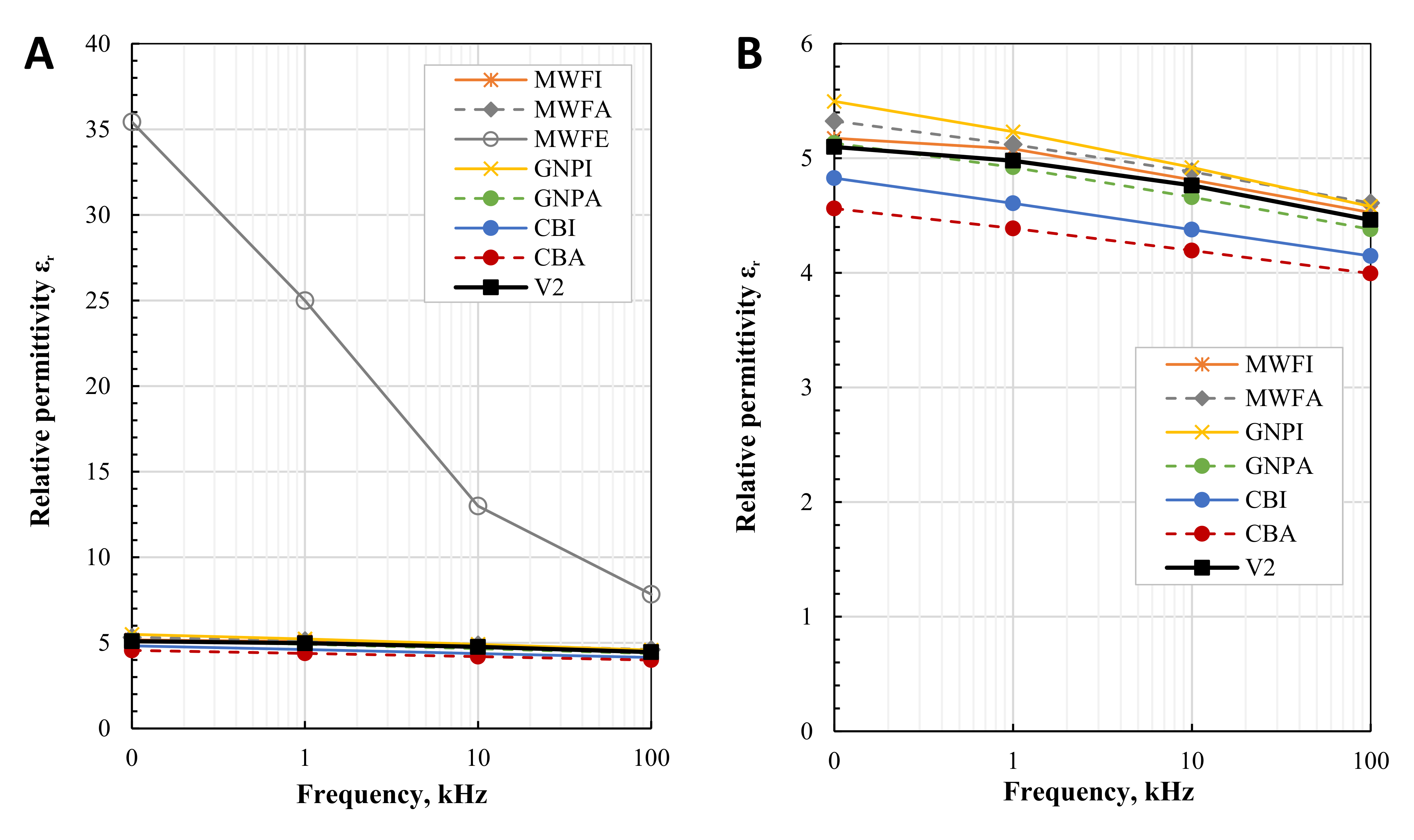
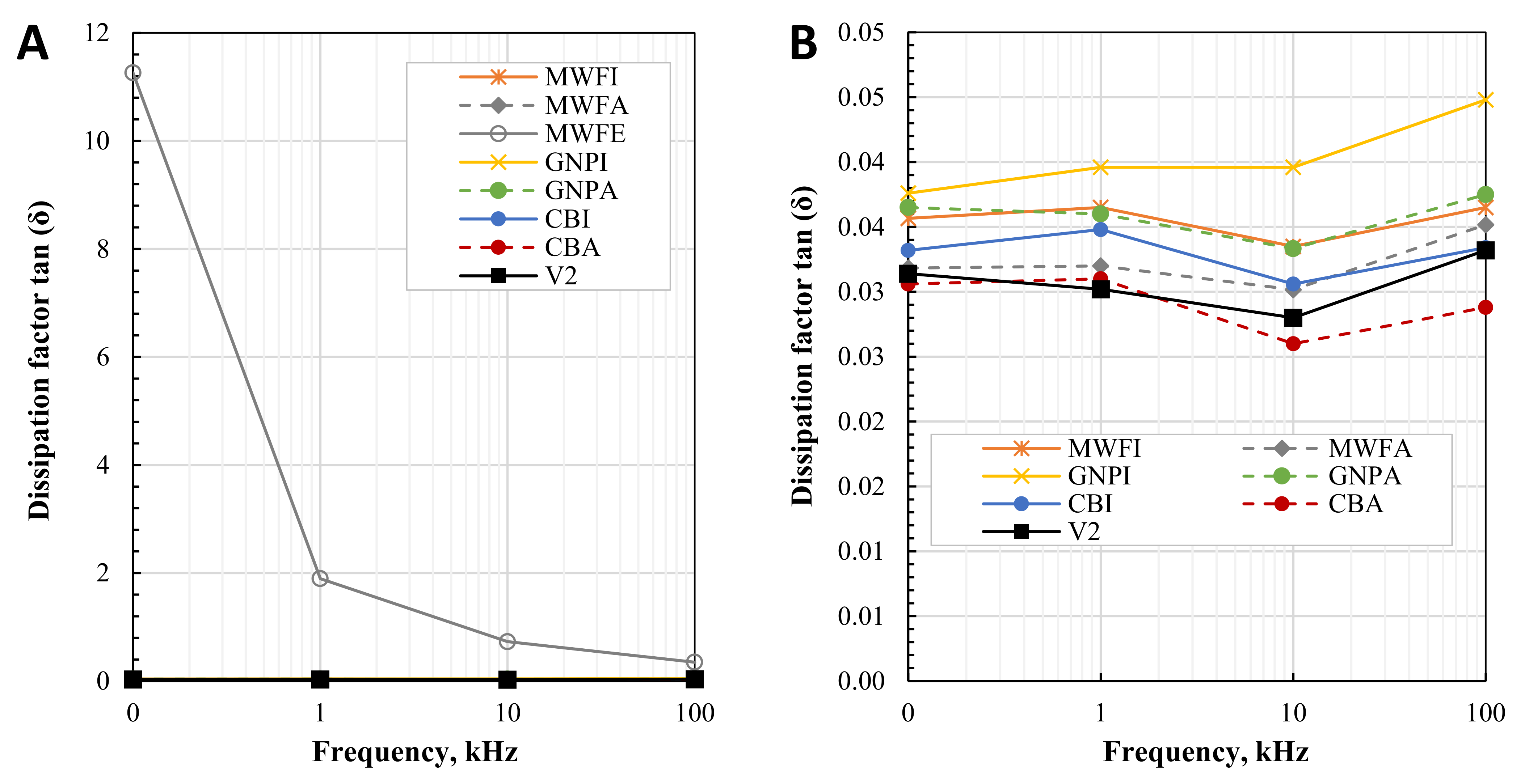
3.3. Dielectric Properties (as Cured Specimens)
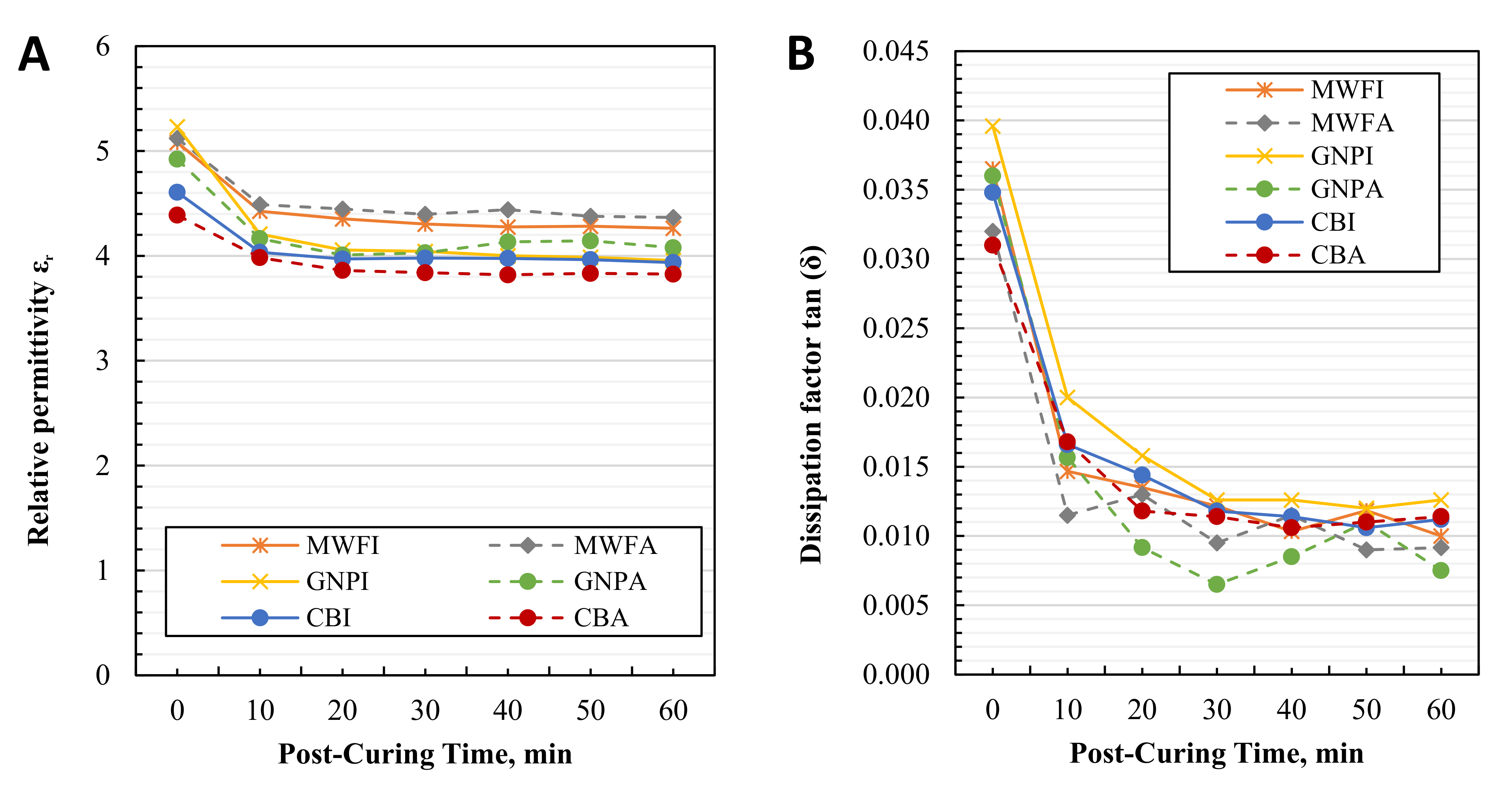
3.4. Dielectric Properties (after Post-Curing)
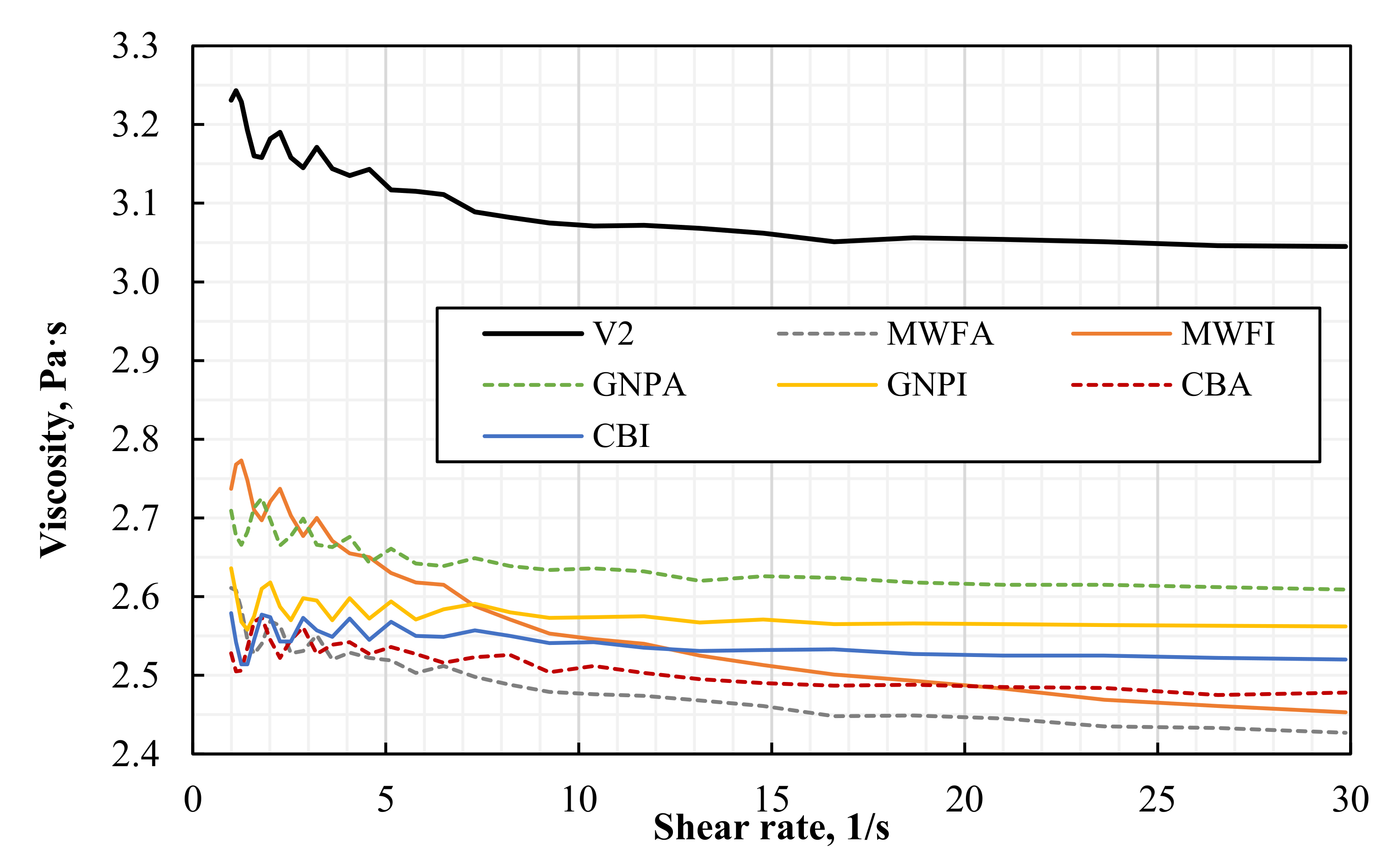
3.5. Viscosity of Nanocomposites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Petrossian, G.; Aliheidari, N.; Ameli, A. Thermoplastic Polyurethane/Lead Zirconate Titanate/Carbon Nanotube Composites with Very High Dielectric Permittivity and Low Dielectric Loss. J. Compos. Sci. 2020, 4, 137. [Google Scholar] [CrossRef]
- Banerjee, S.; Cook-Chennault, K.A.; Du, W.; Sundar, U.; Halim, H.; Tang, A. Piezoelectric and dielectric characterization of corona and contact poled PZT-epoxy-MWCNT bulk composites. Smart Mater. Struct. 2016, 25, 115018. [Google Scholar] [CrossRef]
- Tang, J.; Liu, J.; Huang, H. Dielectric, Piezoelectric and Ferroelectric Properties of Flexible 0-3 Type PZT/PVDF Composites Doped with Graphene. J. Electron. Mater. 2019, 48, 4033–4039. [Google Scholar] [CrossRef]
- Carponcin, D.; Dantras, E.; Dandurand, J.; Aridon, G.; Levallois, F.; Cadiergues, L.; Lacabanne, C. Electrical and Piezoelectric Behavior of Polyamide/PZT/CNT Multifunctional Nanocomposites. Adv. Eng. Mater. 2014, 16, 1018–1025. [Google Scholar] [CrossRef]
- Banerjee, S.; Du, W.; Sundar, U.; Cook-Chennault, K.A. Piezoelectric and Dielectric Characterization of MWCNT-Based Nanocomposite Flexible Films. J. Nanomater. 2018, 2018, 1–15. [Google Scholar] [CrossRef]
- Saber, N.; Araby, S.; Meng, Q.; Hsu, H.-Y.; Yan, C.; Azari, S.; Lee, S.-H.; Xu, Y.; Ma, J.; Yu, S. Superior piezoelectric composite films: Taking advantage of carbon nanomaterials. Nanotechnology 2014, 25, 45501. [Google Scholar] [CrossRef] [PubMed]
- Vyas, P.; Prajapat, R.; Manmeeta; Saxena, D. Study of dielectric and piezoelectric properties of CNT reinforced PZT-PVA 0-3 composite. AIP Conf. Proc. 2016, 1728, 20341. [Google Scholar] [CrossRef]
- Babu, I.; de With, G. Enhanced electromechanical properties of piezoelectric thin flexible films. Compos. Sci. Technol. 2014, 104, 74–80. [Google Scholar] [CrossRef]
- Yao, D.; Cui, H.; Hensleigh, R.; Smith, P.; Alford, S.; Bernero, D.; Bush, S.; Mann, K.; Wu, H.F.; Chin-Nieh, M.; et al. Achieving the Upper Bound of Piezoelectric Response in Tunable, Wearable 3D Printed Nanocomposites. Adv. Funct. Mater. 2019, 29, 1903866. [Google Scholar] [CrossRef]
- Cui, H.; Hensleigh, R.; Yao, D.; Maurya, D.; Kumar, P.; Kang, M.G.; Priya, S.; Zheng, X. Three-dimensional printing of piezoelectric materials with designed anisotropy and directional response. Nat. Mater. 2019, 18, 234–241. [Google Scholar] [CrossRef]
- Mitkus, R.; Alashkar, A.T.; Sinapius, M. An Attempt to Topology Optimize 3D Printed Piezoelectric Composite Sensors for Highest d31 Output. In Proceedings of the ASME 2021 Conference on Smart Materials, Adaptive Structures and Intelligent Systems, Irvine, CA, USA, 14–15 September 2021; American Society of Mechanical Engineers: New York, NY, USA. [Google Scholar] [CrossRef]
- Szewieczek, A. Simulativ-experimentelle Auslegungsmethodik für Sensornetzwerke einer strukturintegrierten Zustandsüberwachung. PhD thesis, Technische Universität Braunschweig, Braunschweig, Germany, 2016. [Google Scholar]
- Roloff, T.; Mitkus, R.; Lion, J.; Sinapius, M. 3D printable piezoelectric composite sensors for guided ultrasonic wave detection. In Proceedings of the 8th International Electronic Conference on Sensors and Applications, Online, 1–15 November 2021; MDPI: Basel, Switzerland, 2021. [Google Scholar]
- Schmidt, D. Modenselektive Übertragung von Lambwellen in Faserverbundstrukturen. PhD thesis, Technische Universität Braunschweig, Braunschweig, Germany, 2014. [Google Scholar]
- Sun, C.; Zhang, X. Experimental and numerical investigations on microstereolithography of ceramics. J. Appl. Phys. 2002, 92, 4796–4802. [Google Scholar] [CrossRef] [Green Version]
- Liang, J.-Z.; Yang, Q.-Q. Effects of carbon black content and size on conductive properties of filled high-density polyethylene composites. Adv. Polym. Technol. 2018, 37, 2238–2245. [Google Scholar] [CrossRef]
- Wang, F.; Drzal, L.T.; Qin, Y.; Huang, Z. Mechanical properties and thermal conductivity of graphene nanoplatelet/epoxy composites. J. Mater. Sci. 2015, 50, 1082–1093. [Google Scholar] [CrossRef]
- Singh, S.; Srivastava, V.K.; Prakash, R. Influences of carbon nanofillers on mechanical performance of epoxy resin polymer. Appl. Nanosci. 2015, 5, 305–313. [Google Scholar] [CrossRef] [Green Version]
- Shivakumar, H.; Renukappa, N.M.; Rajan, J.S.; Shivakumar, K. Development of High Dielectric Constant Epoxy Composite with Nano Graphene Platelets. In Proceedings of the 2019 International Conference on High Voltage Engineering and Technology (ICHVET), Hyderabad, India, 7–8 February 2019; IEEE: Piscataway, NJ, USA; pp. 1–6. [Google Scholar]
- Caradonna, A.; Badini, C.; Padovano, E.; Pietroluongo, M. Electrical and Thermal Conductivity of Epoxy-Carbon Filler Composites Processed by Calendaring. Materials 2019, 12, 1522. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bakir, M.; Meyer, J.L.; Sutrisno, A.; Economy, J.; Jasiuk, I. Nanofiller-conjugated percolating conductive network modified polymerization reaction characteristics of aromatic thermosetting copolyester resin. RSC Adv. 2018, 8, 4946–4954. [Google Scholar] [CrossRef] [Green Version]
- Nan, C.-W.; Shen, Y.; Ma, J. Physical Properties of Composites Near Percolation. Annu. Rev. Mater. Res. 2010, 40, 131–151. [Google Scholar] [CrossRef]
- Gonzalez, G.; Chiappone, A.; Roppolo, I.; Fantino, E.; Bertana, V.; Perrucci, F.; Scaltrito, L.; Pirri, F.; Sangermano, M. Development of 3D printable formulations containing CNT with enhanced electrical properties. Polymer 2017, 109, 246–253. [Google Scholar] [CrossRef]
- Mu, Q.; Wang, L.; Dunn, C.K.; Kuang, X.; Duan, F.; Zhang, Z.; Qi, H.J.; Wang, T. Digital light processing 3D printing of conductive complex structures. Addit. Manuf. 2017, 18, 74–83. [Google Scholar] [CrossRef]
- Cortés, A.; Sánchez-Romate, X.F.; Jiménez-Suárez, A.; Campo, M.; Ureña, A.; Prolongo, S.G. Mechanical and Strain-Sensing Capabilities of Carbon Nanotube Reinforced Composites by Digital Light Processing 3D Printing Technology. Polymers 2020, 12, 975. [Google Scholar] [CrossRef]
- Müller, M.T.; Hilarius, K.; Liebscher, M.; Lellinger, D.; Alig, I.; Pötschke, P. Effect of Graphite Nanoplate Morphology on the Dispersion and Physical Properties of Polycarbonate Based Composites. Materials 2017, 10, 545. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ravindran, A.R.; Feng, C.; Huang, S.; Wang, Y.; Zhao, Z.; Yang, J. Effects of Graphene Nanoplatelet Size and Surface Area on the AC Electrical Conductivity and Dielectric Constant of Epoxy Nanocomposites. Polymers 2017, 10, 477. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- De León, A.S.; Molina, S.I. Influence of the Degree of Cure in the Bulk Properties of Graphite Nanoplatelets Nanocomposites Printed via Stereolithography. Polymers 2020, 12, 1103. [Google Scholar] [CrossRef] [PubMed]
- Joo, H.; Cho, S. Comparative Studies on Polyurethane Composites Filled with Polyaniline and Graphene for DLP-Type 3D Printing. Polymers 2020, 12, 67. [Google Scholar] [CrossRef] [Green Version]
- Dang, Z.-M.; Yuan, J.; Zha, J.-W.; Zhou, T.; Li, S.-T.; Hu, G.-H. Fundamentals, processes and applications of high-permittivity polymer–matrix composites. Prog. Mater. Sci. 2012, 57, 660–723. [Google Scholar] [CrossRef]
- Atif, R.; Inam, F. Reasons and remedies for the agglomeration of multilayered graphene and carbon nanotubes in polymers. Beilstein J. Nanotechnol. 2016, 7, 1174–1196. [Google Scholar] [CrossRef]
- Eng, H.; Maleksaeedi, S.; Yu, S.; Choong, Y.Y.C.; Wiria, F.E.; Kheng, R.E.; Wei, J.; Su, P.-C.; Tham, H.P. Development of CNTs-filled photopolymer for projection stereolithography. Rapid Prototyp. J. 2017, 23, 129–136. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, T. Study of Ultrasonic Dispersion of Graphene Nanoplatelets. Materials 2019, 12, 1757. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Baig, Z.; Mamat, O.; Mustapha, M.; Mumtaz, A.; Munir, K.; Sarfraz, M. Investigation of tip sonication effects on structural quality of graphene nanoplatelets (GNPs) for superior solvent dispersion. Ultrason. Sonochemistry 2018, 45, 133–149. [Google Scholar] [CrossRef]
- Montazeri, A.; Chitsazzadeh, M. Effect of sonication parameters on the mechanical properties of multi-walled carbon nanotube/epoxy composites. Mater. Des. 2014, 56, 500–508. [Google Scholar] [CrossRef]
- Liu, C.-X.; Choi, J.-W. Improved Dispersion of Carbon Nanotubes in Polymers at High Concentrations. Nanomaterials 2012, 2, 329–347. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wei, J.; Saharudin, M.S.; Vo, T.; Inam, F. N,N-Dimethylformamide (DMF) Usage in Epoxy/Graphene Nanocomposites: Problems Associated with Reaggregation. Polymers 2017, 9, 193. [Google Scholar] [CrossRef] [Green Version]
- Loos, M.R.; Coelho, L.A.F.; Pezzin, S.H.; Amico, S.C. The effect of acetone addition on the properties of epoxy. Polímeros 2008, 18, 76–80. [Google Scholar] [CrossRef] [Green Version]
- Formlabs, Safety Data Sheet—High Temp V2 Resin. 3/10/2020. Available online: https://formlabs-media.formlabs.com/datasheets/2001047-SDS-ENEU-0.pdf (accessed on 16 April 2021).
- Mitkus, R.; Pierou, A.; Feder, J.; Sinapius, M. Investigation and Attempt to 3D Print Piezoelectric 0-3 Composites Made of Photopolymer Resins and PZT. In Proceedings of the ASME 2020 Conference on Smart Materials, Adaptive Structures and Intelligent Systems, Irvine, CA, USA, 14–16 September 2020; American Society of Mechanical Engineers: New York, NY, USA. [Google Scholar]
- Huang, Y.Y.; Terentjev, E.M. Dispersion of Carbon Nanotubes: Mixing, Sonication, Stabilization, and Composite Properties. Polymers 2012, 4, 275–295. [Google Scholar] [CrossRef] [Green Version]
- Orion Engineered Carbons GmbH. What Is Carbon Black? Orion Engineered Carbons GmbH. June 2015. Available online: https://www.thecarycompany.com/media/pdf/specs/orion-what-is-carbon-black.pdf (accessed on 16 April 2021).
- Feng, Z.; Li, Y.; Xin, C.; Tang, D.; Xiong, W.; Zhang, H. Fabrication of Graphene-Reinforced Nanocomposites with Improved Fracture Toughness in Net Shape for Complex 3D Structures via Digital Light Processing. C 2019, 5, 25. [Google Scholar] [CrossRef] [Green Version]
- Orafol Europe GmbH. Technical Datasheet—ORACAL 751C. August 2018. Available online: https://www.orafol.com/products/europe/en/technical-data-sheet/oracal-751c-high-performance-cast-3458-technical-data-sheet-europe-en.pdf (accessed on 16 April 2021).
- Zguris, Z. How Mechanical Properties of Stereolithography 3D Prints are Affected by UV Curing. Formlabs. Available online: https://archive-media.formlabs.com/upload/How-Mechanical-Properties-of-SLA-3D-Prints-Are-Affected-by-UV-Curing.pdf (accessed on 16 April 2021).
- Bennett, J. Measuring UV Curing Parameters of Commercial Photopolymers used in Additive Manufacturing. Addit. Manuf. 2017, 18, 203–212. [Google Scholar] [CrossRef] [PubMed]
- Ghasemi-Kahrizsangi, A.; Neshati, J.; Shariatpanahi, H.; Akbarinezhad, E. Improving the UV degradation resistance of epoxy coatings using modified carbon black nanoparticles. Prog. Org. Coat. 2015, 85, 199–207. [Google Scholar] [CrossRef]
- Jin, D.; Xu, S. The effects of polybenzimidazole and polyacrylic acid modified carbon black on the anti-UV-weathering and thermal properties of polyvinyl chloride composites. Compos. Sci. Technol. 2018, 167, 388–395. [Google Scholar] [CrossRef]
- Liu, M.; Horrocks, A. Effect of Carbon Black on UV stability of LLDPE films under artificial weathering conditions. Polym. Degrad. Stab. 2002, 75, 485–499. [Google Scholar] [CrossRef]
- Karimi, S.; Helal, E.; Gutierrez, G.; Moghimian, N.; Madinehei, M.; David, E.; Samara, M.; Demarquette, N. A Review on Graphene’s Light Stabilizing Effects for Reduced Photodegradation of Polymers. Crystals 2021, 11, 3. [Google Scholar] [CrossRef]
- Alizadehzeinabad, H.; Zarrabian, A.; Saboury, A.A.; Alizadeh, A.M.; Falahati, M. Interaction of single and multi wall carbon nanotubes with the biological systems: Tau protein and PC12 cells as targets. Sci. Rep. 2016, 6, 26508. [Google Scholar]
- Sun, C.; Zhang, X. The influences of the material properties on ceramic micro-stereolithography. Sens. Actuators A Phys. 2002, 101, 364–370. [Google Scholar] [CrossRef]
- Dang, Z.-M.; Yao, S.-H.; Yuan, J.; Bai, J. Tailored Dielectric Properties based on Microstructure Change in BaTiO3-Carbon Nanotube/Polyvinylidene Fluoride Three-Phase Nanocomposites. J. Phys. Chem. C 2010, 114, 13204–13209. [Google Scholar] [CrossRef]
- Tanaka, T. Dielectric nanocomposites with insulating properties. IEEE Trans. Dielectr. Electr. Insul. 2005, 12, 914–928. [Google Scholar] [CrossRef]
- Formlabs. Manual—Form Cure. Formlabs, 11.2019. Available online: https://media.formlabs.com/m/239b1aa5006cf5ff/original/-ENUS-Form-Cure-Manual.pdf (accessed on 19 April 2021).






Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mitkus, R.; Scharnofske, M.; Sinapius, M. Characterization 0.1 wt.% Nanomaterial/Photopolymer Composites with Poor Nanomaterial Dispersion: Viscosity, Cure Depth and Dielectric Properties. Polymers 2021, 13, 3948. https://doi.org/10.3390/polym13223948
Mitkus R, Scharnofske M, Sinapius M. Characterization 0.1 wt.% Nanomaterial/Photopolymer Composites with Poor Nanomaterial Dispersion: Viscosity, Cure Depth and Dielectric Properties. Polymers. 2021; 13(22):3948. https://doi.org/10.3390/polym13223948
Chicago/Turabian StyleMitkus, Rytis, Marlitt Scharnofske, and Michael Sinapius. 2021. "Characterization 0.1 wt.% Nanomaterial/Photopolymer Composites with Poor Nanomaterial Dispersion: Viscosity, Cure Depth and Dielectric Properties" Polymers 13, no. 22: 3948. https://doi.org/10.3390/polym13223948