
Numerical Modelling and Analytical Comparison of Delamination during Cryogenic Drilling of CFRP

 ,
,  ,
, 
Abstract
:
1. Introduction
2. Numerical Modelling
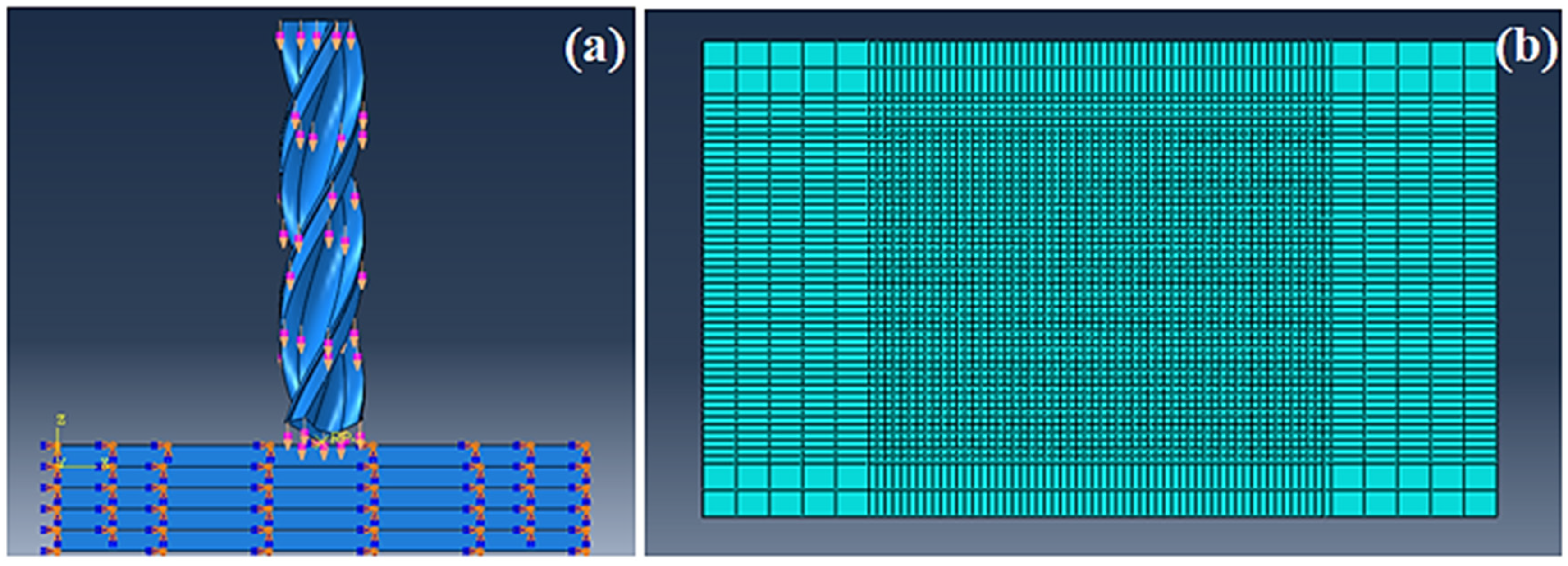
2.1. Drill Geometry
2.2. Modelling Aspects
3. Material Modelling
3.1. Mechanical Properties
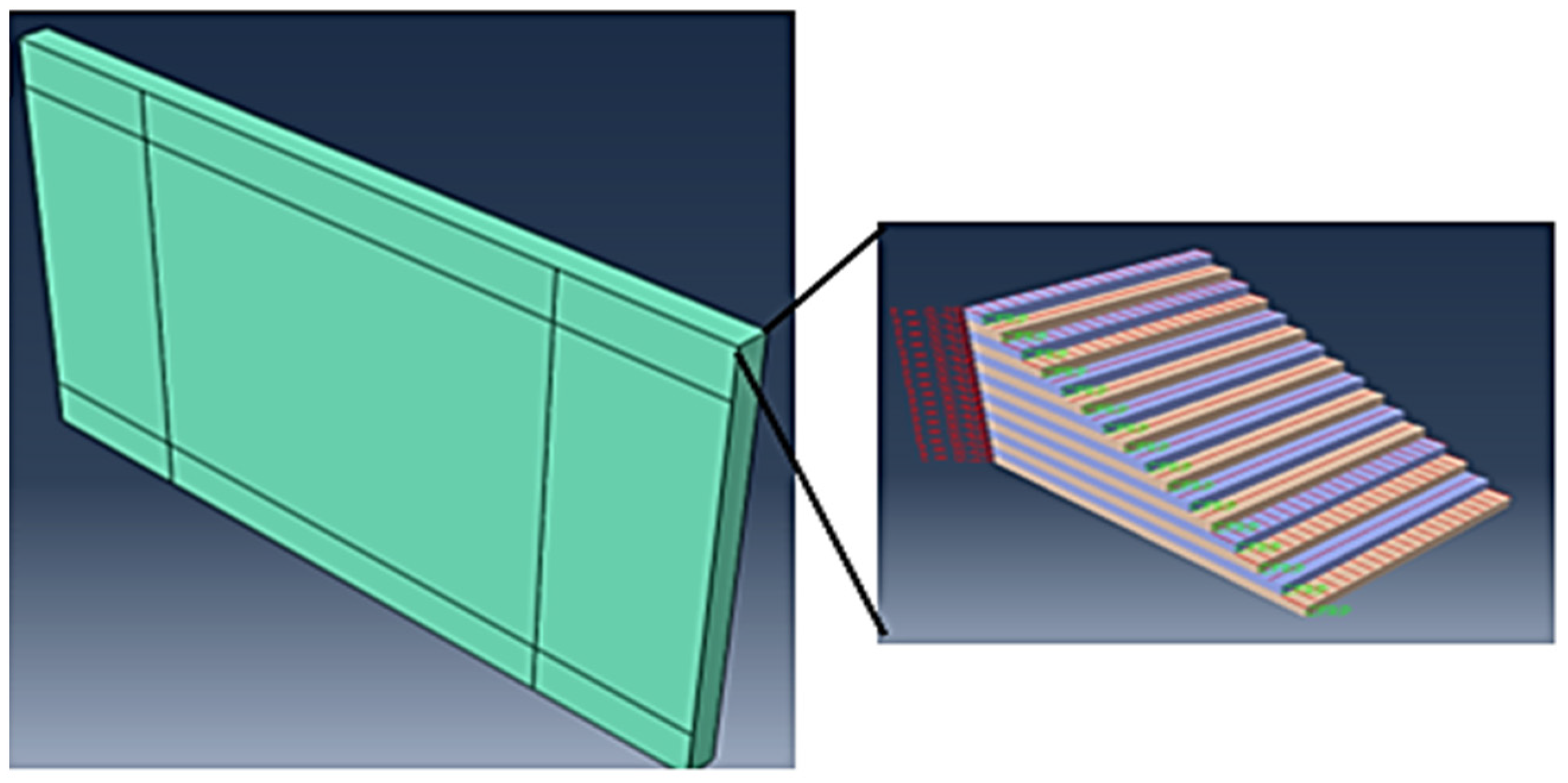
3.2. Modelling Aspects of CFRP
3.3. Failure Criteria
Damage Initiation Criteria
4. Methodology
5. Results and Discussion
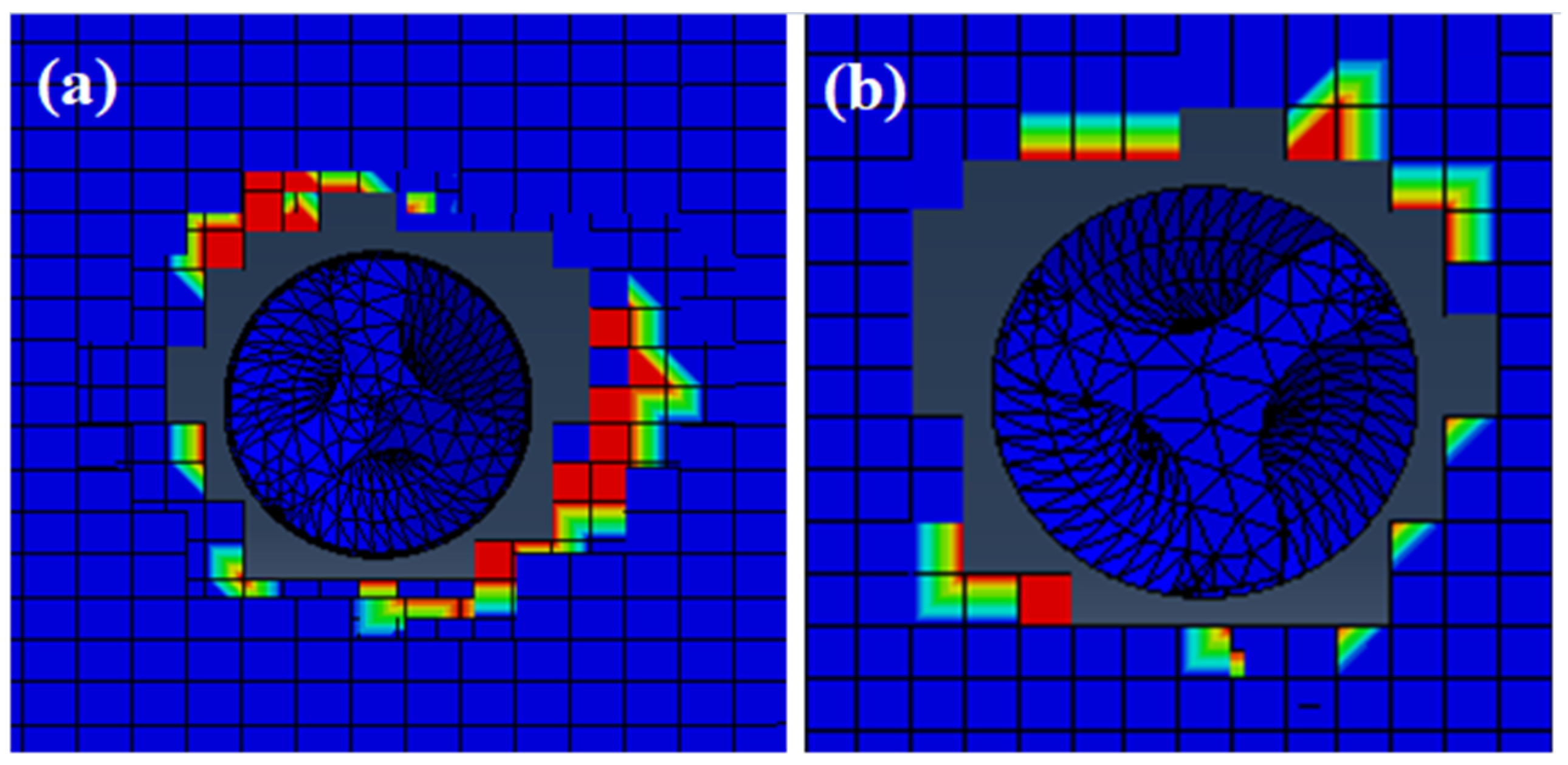
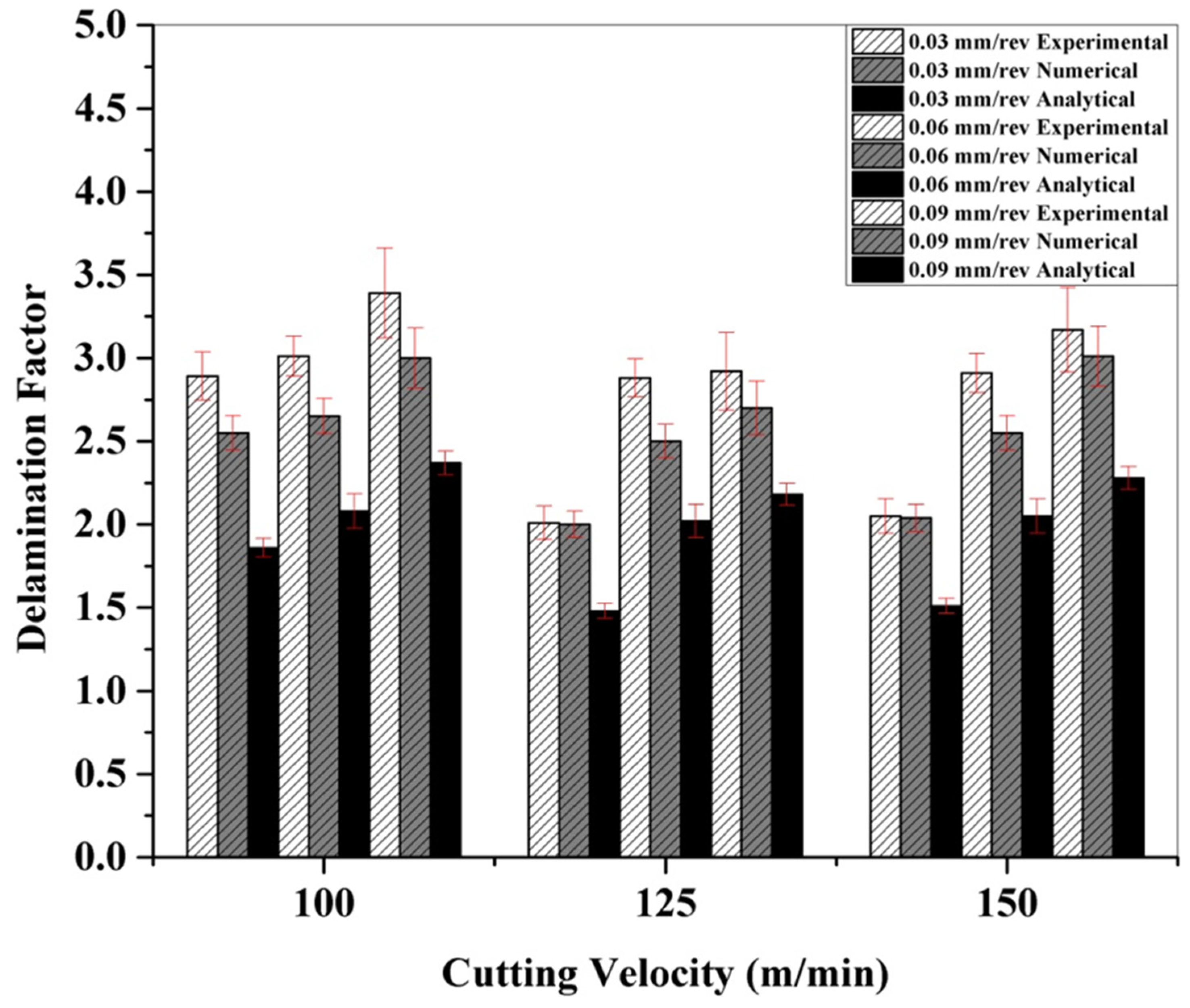
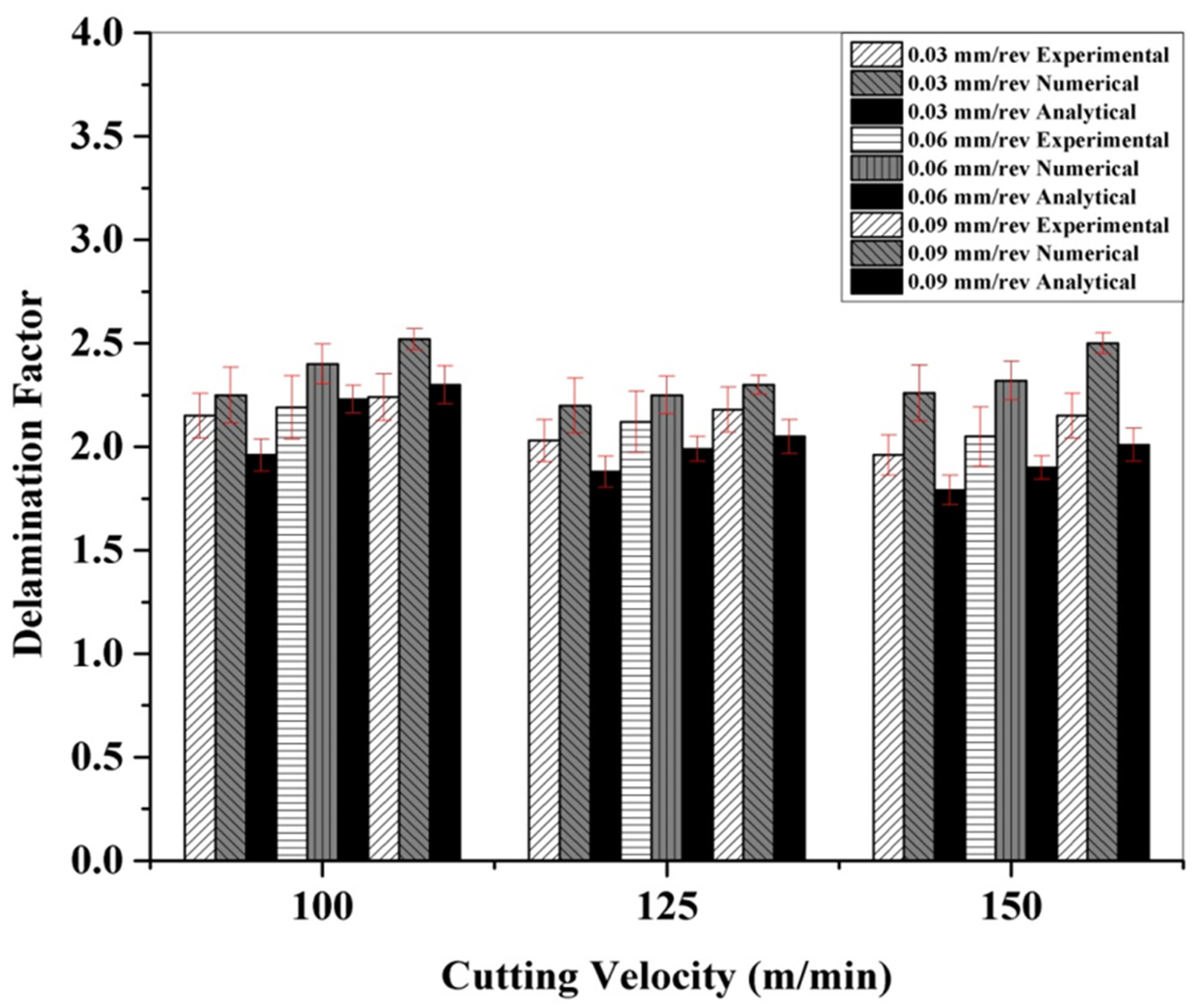
5.1. Analysis of Delamination
5.2. Analysis of Force
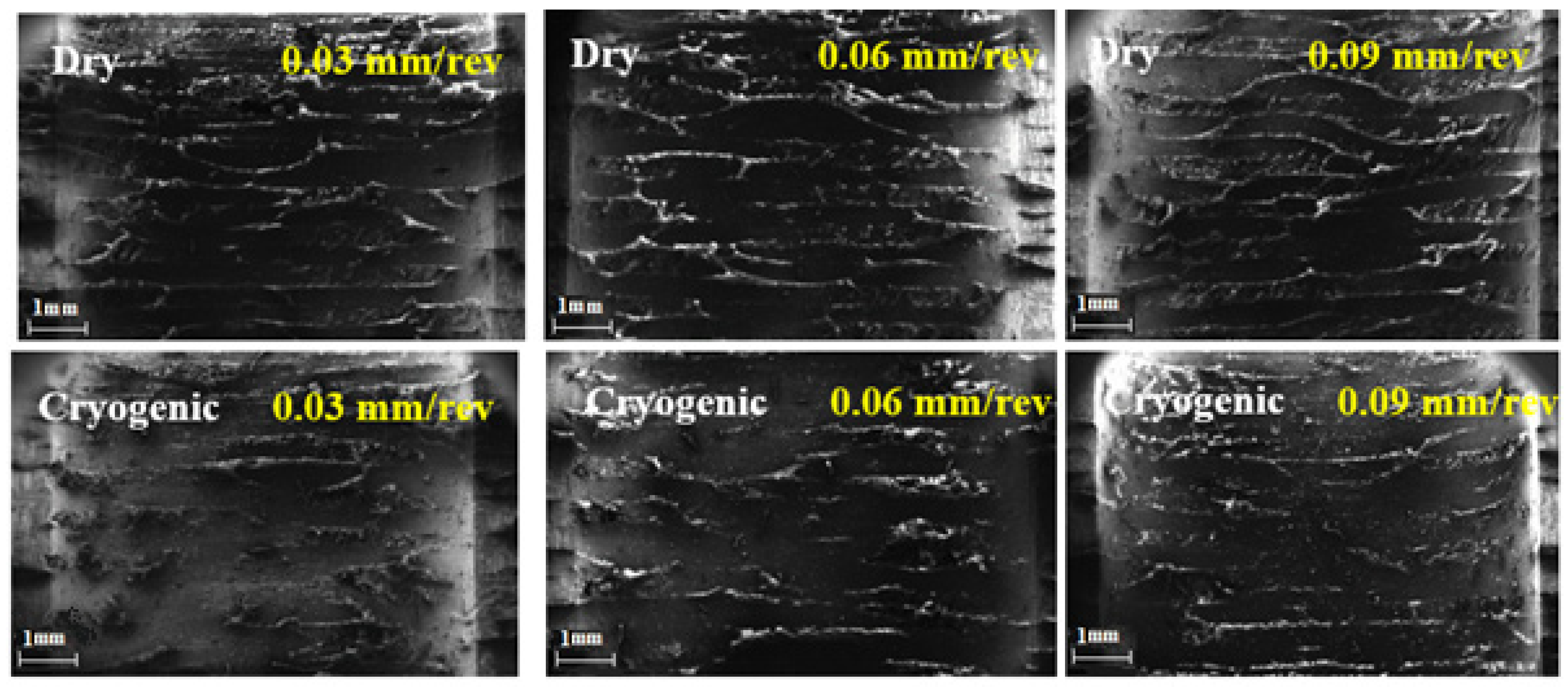
5.3. Surface Morphology Studies
6. Conclusions
- The thrust force obtained in cryogenic drilling is found to be much larger than that in dry drilling. An increase in the feed rate leads to increased thrust forces; the same trend is observed under the simulation and the experimentation as well.
- The delamination factor in cryogenic drilling is found to be much lower than that in dry drilling. An increase in the feed rate results in an increase in the delamination factor. This is ensured by both the experimentation and simulation results.
- The delamination factor obtained via the numerical model is in good agreement with both the experimental and force-adjusted delamination factors for cryogenic drilling.
- Drilling in cryogenic conditions gives better results than dry drilling that is evident from the experimental and simulation results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| σij | stress in i-j plane |
| εij | strain in i-j plane |
| Co | Coefficients |
| Ei | Young’s modulus in i direction |
| Gij | Shear modulus in i-j plane |
| νij | Poisson’s ratio (for transverse strain in the j direction when stress is in the i direction) |
| df | Damage coefficient for fibre |
| dm | Damage coefficient of the matrix |
| Df | Delamination factor |
| Sij | Allowable shear strengths (i = 1, 2 or 3) |
| Xt and Yt | Allowable tensile strengths |
| Xc and Yc | Allowable compressive strengths |
| X1t | Tensile strength in the longitudinal direction |
| X2t | Tensile strength in the transverse direction |
| X1c | Compressive strength in the longitudinal direction |
| X2c | Compressive strength in the longitudinal direction |
| 12S | Shear strength in the longitudinal direction |
References
- Rajkumar, G.M.; Bhardwaj, D.; Kannan, C.; Oyyaravelu, R.; Balan, A.S. Effect of chilled air on delamination, induced vibration, burr formation and surface roughness in CFRP drilling: A comparative study. Mater. Res. Express. 2018, 6, 035305. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C. Modeling of machining of composite materials: A review. Int. J. Mach. Tools Manuf. 2012, 57, 102–121. [Google Scholar] [CrossRef]
- Khashaba, U.A. Delamination in drilling GFR-thermoset composites. In Proceedings of the International Conference on Aerospace Sciences and Aviation Technology, Cairo, Egypt, 1 May 2003; Volume 10, pp. 461–481. [Google Scholar]
- Tsao, V. Experimental study of drilling composite materials with step-core drill. Mater. Des. 2008, 29, 1740–1744. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Study of delamination in drilling carbon fiber reinforced plastics (CFRP) using design experiments. Compos. Struct. 2003, 59, 481–487. [Google Scholar] [CrossRef]
- Davim, J.; Rubio, J.C.; Abrao, A.M. A novel approach based on digital image analysis to evaluate the delamination factor after drilling composite laminates. Compos. Sci. Technol. 2007, 67, 1939–1945. [Google Scholar] [CrossRef]
- Joshi, S.; Rawat, K.; Balan, A.S. A novel approach to predict the delamination factor for dry and cryogenic drilling of CFRP. J. Mater. Process. Technol. 2018, 262, 521–531. [Google Scholar] [CrossRef]
- Lopez de Lacalle, N.; Lamikiz, A.; Campa, F.J.; Valdivielso, A.F.; Etxeberria, I. Design and test of a multitooth tool for CFRP milling. J. Compos. Mater. 2009, 43, 3275–3290. [Google Scholar] [CrossRef]
- Krishnaraj, V.; Prabukarthi, A.; Ramanathan, A.; Elanghovan, N.; Kumar, M.S.; Zitoune, R.; Davim, J.P. Optimization of machining parameters at high speed drilling of carbon fiber reinforced plastic (CFRP) laminates. Compos. Part B Eng. 2012, 43, 1791–1799. [Google Scholar] [CrossRef]
- Díaz-Álvarez, A.; Díaz-Álvarez, J.; Santiuste, C.; Miguélez, M.H. Experimental and numerical analysis of the influence of drill point angle when drilling biocomposites. Compos. Struct. 2019, 209, 700–709. [Google Scholar] [CrossRef]
- Khashaba, U.A. Drilling of polymer matrix composites: A review. J. Compos. Mater. 2013, 47, 1817–1832. [Google Scholar] [CrossRef]
- Ramulu, M.; Young, P.; Kao, H. Drilling of graphite/bismaleimide composite material. J. Mater. Eng. Perform. 1999, 8, 330–338. [Google Scholar] [CrossRef]
- Bhattacharyya, D.; Horrigan, D.P. A study of hole drilling in Kevlar composites. Compos. Sci. Technol. 1998, 58, 267–283. [Google Scholar] [CrossRef]
- Ahmed, M. Cryogenic Drilling of Kevlar™ Composite Laminates. Ph.D. Thesis, King Fahd University of Petroleum and Minerals, Dhahran, Saudi Arabia, 2004. [Google Scholar]
- Jawahir, S.; Xia, T.; Kaynak, Y.; Arvin, C. Cryogenic cooling induced process performance and surface integrity in drilling CFRP composite material. Int. J. Adv. Manuf. Technol. 2016, 82, 605–616. [Google Scholar]
- Rahmé, P.; Landon, Y.; Lachaud, F.; Piquet, R.; Lagarrigue, P. Analytical models of composite material drilling. Int. J. Adv. Manuf. Technol. 2011, 52, 609–617. [Google Scholar] [CrossRef]
- Phapale, K.; Ahire, A.; Singh, R. Experimental characterization and finite element modeling of critical thrust force in CFRP drilling. Mach. Sci. Technol. 2018, 22, 249–270. [Google Scholar] [CrossRef]
- Shan, C.; Dang, J.; Yan, J.; Zhang, X. Three-dimensional numerical simulation for drilling of 2.5 D carbon/carbon composites. Int. J. Adv. Manuf. Technol. 2017, 93, 2985–2996. [Google Scholar] [CrossRef]
- Wang, G.D.; Melly, S.K. Three-dimensional finite element modeling of drilling CFRP composites using Abaqus/CAE: A review. Int. J. Adv. Manuf. Technol. 2018, 94, 599–614. [Google Scholar] [CrossRef]
- Kendrew, S.; Doel, P. Finite element analysis of carbon fiber composite adaptive mirrors. In Advancements in Adaptive Optics; International Society for Optics and Photonics: Bellingham, WA, USA, 2004; Volume 5490, pp. 1591–1599. [Google Scholar] [CrossRef]
- Wei, W.; Rongjin, H.; Chuanjun, H.; Zhao, Y.; Li, S.; Laifeng, L. Cryogenic performances of T700 and T800 carbon fibre-epoxy laminates. IOP Conf. Ser. Mater. Sci. Eng. 2015, 102, 012016. [Google Scholar] [CrossRef] [Green Version]
- Nettles, A.T.; Biss, E.J. Low Temperature Mechanical Testing of Carbon-Fiber/Epoxy-Resin Composite Materials; NASA Technical Paper 3663; Marshall Space Flight Center: Huntsville, AL, USA, 1996. [Google Scholar]
- Phadnis, V.A.; Makhdum, F.; Roy, A.; Silberschmidt, V.V. Drilling in carbon/epoxy composites: Experimental investigations and finite element implementation. Compos. A Appl. Sci. Manuf. 2013, 47, 41–51. [Google Scholar] [CrossRef] [Green Version]
- Karnik, S.R.; Gaitonde, V.N.; Rubio, J.C.; Correia, A.E.; Abrão, A.M.; Davim, J.P. Delamination analysis in high speed drilling of carbon fiber reinforced plastics (CFRP) using artificial neural network model. Mater. Des. 2008, 29, 1768–1776. [Google Scholar] [CrossRef]
- Chen, W.C. Some experimental investigations in the drilling of carbon fiber-reinforced plastic (CFRP) composite laminates. Int. J. Mach. Tools Manufact. 1997, 37, 1097–1108. [Google Scholar] [CrossRef]
- Abish, J.; Samal, P.; Narenther, M.S.; Kannan, C.; Balan, A.S. Assessment of drilling-induced damage in CFRP under chilled air environment. Mater. Manuf. Process. 2018, 33, 1361–1368. [Google Scholar] [CrossRef]
- Kannan, C.; Ramanujam, R. Mechanical and tribological behaviour of molten salt processed self-lubricated aluminium composite under different treatments. Mater. Res. Express 2018, 5, 055040. [Google Scholar] [CrossRef]
- Janakiraman, A.; Pemmasani, S.; Sheth, S.; Kannan, C.; Balan, A.S. Experimental investigation and parametric optimization on hole quality assessment during drilling of CFRP/GFRP/Al stacks. J. Inst. Eng. C 2020, 101, 291–302. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Elastic modulus, E11 (GPa) | 127 |
| Elastic modulus, E22 = E33 (GPa) | 9.1 |
| Poisson’s ratio, ν12 = ν13 | 0.31 |
| Poisson’s ratio, ν23 | 0.45 |
| Shear modulus, G12 = G13 (GPa) | 5.6 |
| Shear modulus, G23 (GPa) | 4 |
| Density, ρ (kg/m3) | 1600 |
| Mesh Parameters | Workpiece | Drill |
|---|---|---|
| No. of Elements | 3264 | 10,545 |
| Mesh Size | 0.5 | 1 |
| Element Code | SC8R | CD10M |
| Element Type | Continuum Shell | 3D Stress |
| Element Shape | Hex | Tet |
| Technique | Sweep | Free |
| Element Deletion | Yes | Default |
| Second Order Accuracy | No | No |
| Max Degradation | 0.01 | Default |
| Element Library | Standard | Explicit |
| Geometric Order | Linear | Quadratic |
| Speed (m/min) | Feed (mm/rev) | Dry Environment | Cryogenic Environment | ||||
|---|---|---|---|---|---|---|---|
| Exp. | Numerical | Analytical | Exp. | Numerical | Analytical | ||
| 100 | 0.03 | 2.89 | 2.55 | 1.88 | 2.15 | 2.25 | 2.0 |
| 100 | 0.06 | 3.01 | 2.65 | 2.11 | 2.19 | 2.4 | 2.28 |
| 100 | 0.09 | 3.39 | 3 | 2.4 | 2.24 | 2.52 | 2.35 |
| 125 | 0.03 | 2.05 | 2.05 | 1.5 | 2.03 | 2.20 | 1.92 |
| 125 | 0.06 | 2.88 | 2.25 | 2.04 | 2.12 | 2.25 | 2.03 |
| 125 | 0.09 | 2.92 | 2.30 | 2.21 | 2.18 | 2.3 | 2.09 |
| 150 | 0.03 | 2.05 | 2 | 1.53 | 1.96 | 2.26 | 1.75 |
| 150 | 0.06 | 2.91 | 2.55 | 2.08 | 2.05 | 2.32 | 1.94 |
| 150 | 0.09 | 3.17 | 3.01 | 2.32 | 2.15 | 2.50 | 2.05 |
| Speed (m/min) | Feed (mm/rev) | Dry Environment | Cryogenic Environment | ||||
|---|---|---|---|---|---|---|---|
| Exp. | FEM | Optical | Exp. | FEM | Optical | ||
| 100 | 0.09 |  |  |  |  |  |  |
| 0125 | 0.09 |  |  |  |  |  |  |
| 150 | 0.09 |  |  |  |  |  |  |
| Iteration | Speed (m/min) | Feed (mm/rev) | Cryogenic Environment | Dry Environment | ||
|---|---|---|---|---|---|---|
| Exp. | Numerical | Exp. | Numerical | |||
| 1 | 100 | 0.03 | 186 | 178.4 | 76.9 | 79.64 |
| 2 | 100 | 0.06 | 245.4 | 246.9 | 115.9 | 121.05 |
| 3 | 100 | 0.09 | 315.4 | 290.9 | 143.4 | 138.2 |
| 4 | 125 | 0.03 | 139.4 | 119.7 | 77.7 | 69.38 |
| 5 | 125 | 0.06 | 183 | 193.3 | 113.2 | 109.24 |
| 6 | 125 | 0.09 | 213.6 | 203.4 | 145.3 | 139.81 |
| 7 | 150 | 0.03 | 129.9 | 119.7 | 80.9 | 73.81 |
| 8 | 150 | 0.06 | 149.7 | 163.2 | 118.1 | 122.6 |
| 9 | 150 | 0.09 | 183.1 | 210.1 | 145.3 | 139.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balan, A.S.S.; Kannan, C.; Jain, K.; Chakraborty, S.; Joshi, S.; Rawat, K.; Alsanie, W.F.; Thakur, V.K. Numerical Modelling and Analytical Comparison of Delamination during Cryogenic Drilling of CFRP. Polymers 2021, 13, 3995. https://doi.org/10.3390/polym13223995
Balan ASS, Kannan C, Jain K, Chakraborty S, Joshi S, Rawat K, Alsanie WF, Thakur VK. Numerical Modelling and Analytical Comparison of Delamination during Cryogenic Drilling of CFRP. Polymers. 2021; 13(22):3995. https://doi.org/10.3390/polym13223995
Chicago/Turabian StyleBalan, Arunachalam S. S., Chidambaram Kannan, Kunj Jain, Sohini Chakraborty, Siddharth Joshi, Krishna Rawat, Walaa F. Alsanie, and Vijay Kumar Thakur. 2021. "Numerical Modelling and Analytical Comparison of Delamination during Cryogenic Drilling of CFRP" Polymers 13, no. 22: 3995. https://doi.org/10.3390/polym13223995
APA StyleBalan, A. S. S., Kannan, C., Jain, K., Chakraborty, S., Joshi, S., Rawat, K., Alsanie, W. F., & Thakur, V. K. (2021). Numerical Modelling and Analytical Comparison of Delamination during Cryogenic Drilling of CFRP. Polymers, 13(22), 3995. https://doi.org/10.3390/polym13223995