
Mathematical Modelling of Temperature Distribution in Selected Parts of FFF Printer during 3D Printing Process


Abstract
:
1. Introduction
2. Models and Inputs
2.1. Static Model and Inputs
2.2. Dynamic Model and Inputs
3. Results
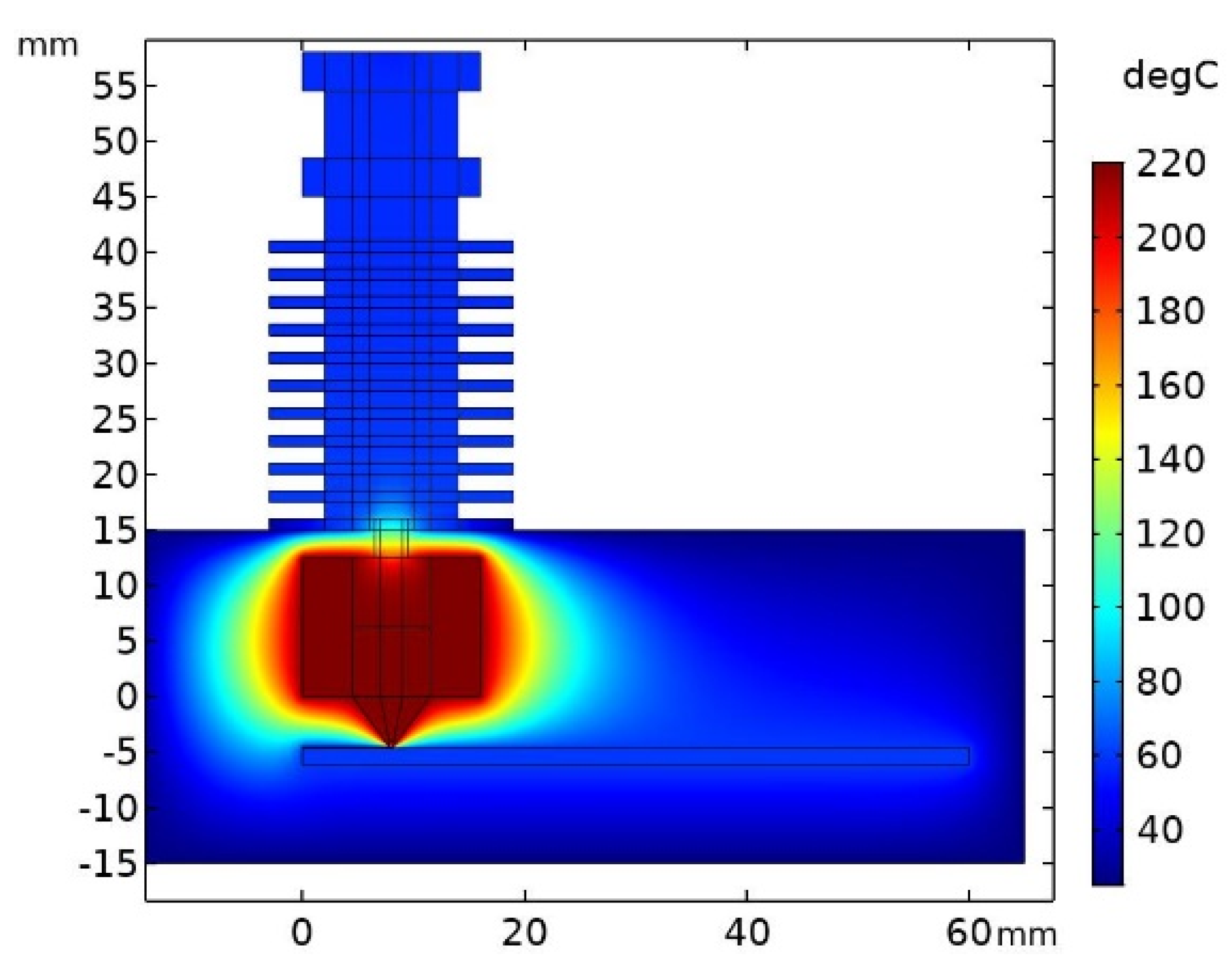
3.1. Results from the Static Model
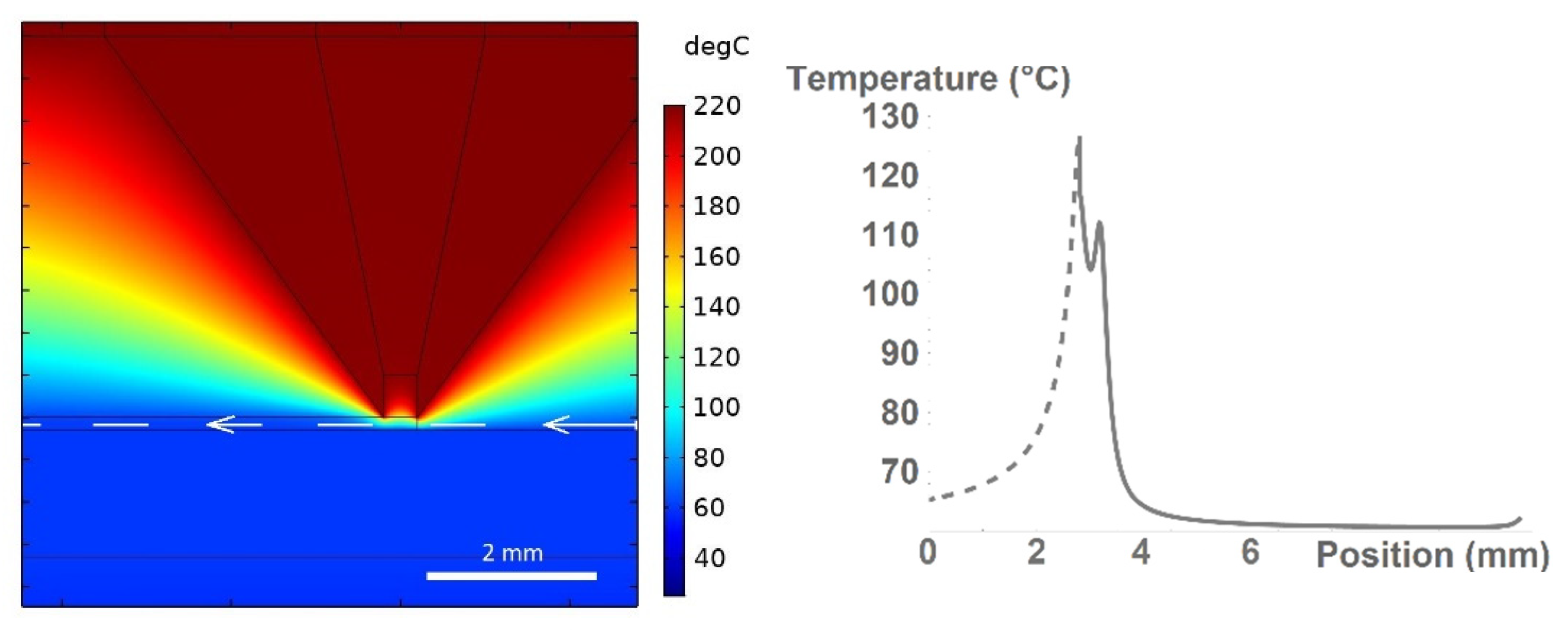
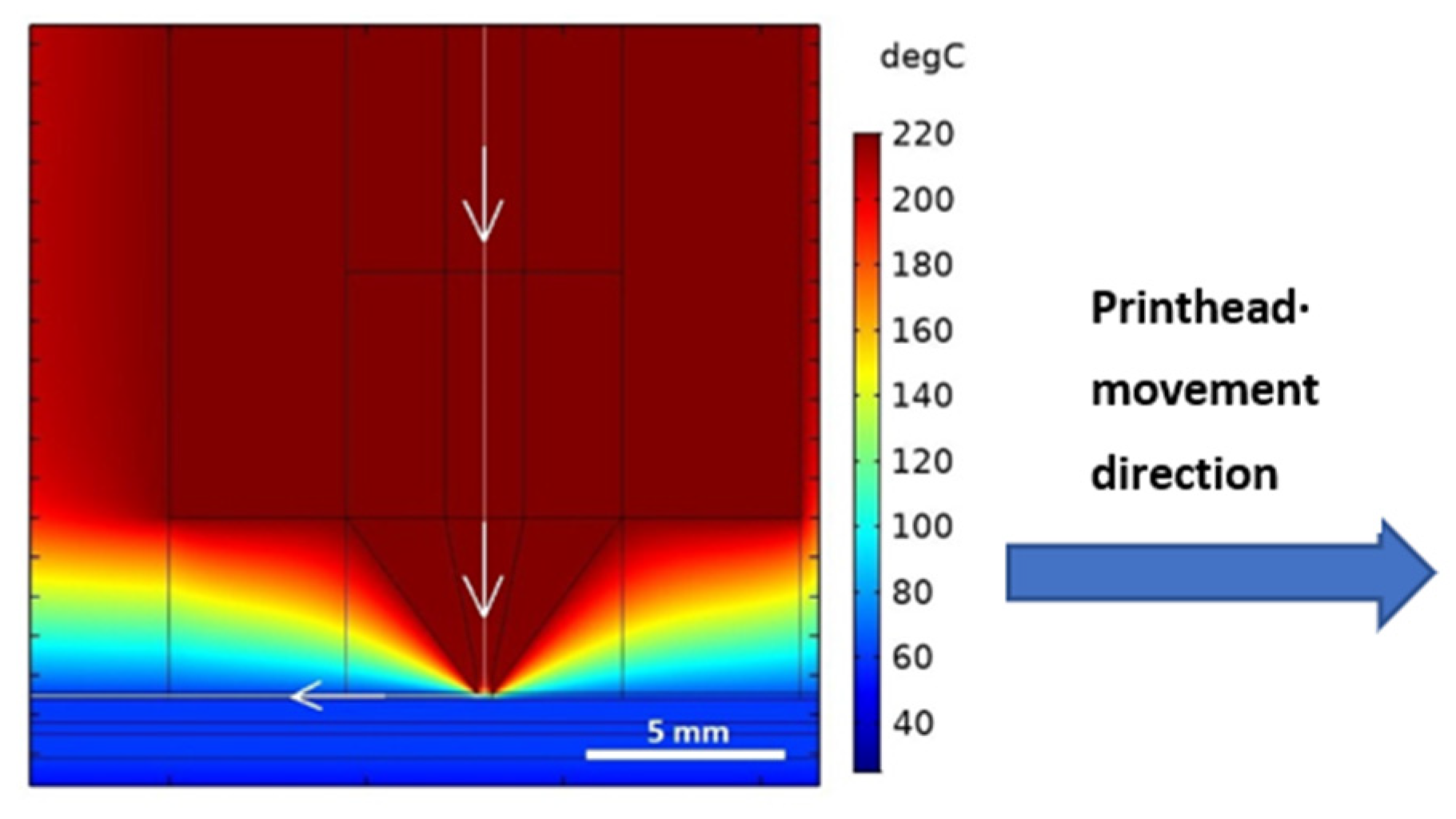
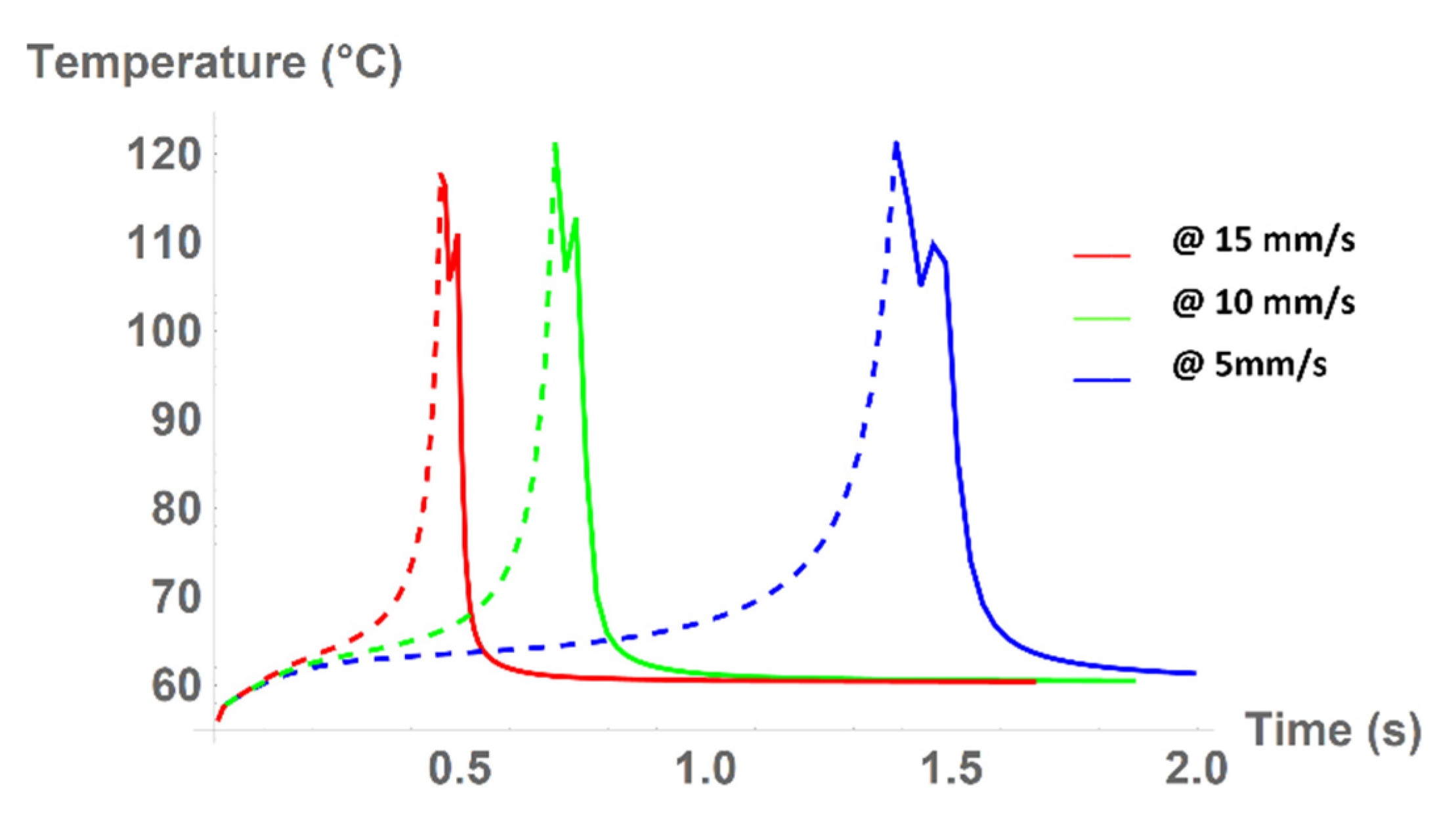
3.2. Results from the Dynamic Model
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vassilakos, A.; Giannatsis, J.; Dedoussis, V. Fabrication of parts with heterogeneous structure using material extrusion additive manufacturing. Virtual Phys. Prototyp. 2021, 16, 267–290. [Google Scholar] [CrossRef]
- Canessa, E.; Fonda, C.; Zennaro, M. Low-Cost 3D Printing for Science, Education and Sustainable Development, 1st ed.; ICTP—The Abdus Salam International Centre for Theoretical Physics: Trieste, Italy, 2013. [Google Scholar]
- Henning, C.; Schmid, A.; Hecht, S.; Rückmar, C.; Harre, K.; Bauer, R. Usability of biobased polymers for PCB. In Proceedings of the 42nd International Spring Seminar on Electronics Technology (ISSE), Wroclaw, Poland, 15–19 May 2019; pp. 1–7. [Google Scholar] [CrossRef]
- Veselý, P. Nozzle temperature effect on 3D printed structure properties. In Proceedings of the Zborník príspevkov z medzinárodnej konferencie ELEKTROTECHNOLÓGIA 2019, Zuberec, Slovakia, 21–23 May 2019. [Google Scholar]
- Moretti, M.; Rossi, A.; Senin, N. In-process simulation of the extrusion to support optimisation and real-time monitoring in fused filament fabrication. Addit. Manuf. 2021, 38, 101817. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Deligant, M.; Shirinbayan, M.; Raissi, K.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. A comparative in--process monitoring of temperature profile in fused filament fabrication. Polym. Eng. Sci. 2020, 61, 68–76. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Raissi, K.; Deligant, M.; Shirinbayan, M.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. Toward the Understanding of Temperature Effect on Bonding Strength, Dimensions and Geometry of 3D-Printed Parts. J. Mater. Sci. 2020, 55, 14677–14689. [Google Scholar] [CrossRef]
- COMSOL AB. MEMS Module User’s Guide, COMSOL Multiphysics® V. 5.4.; COMSOL AB: Stockholm, Sweden, 2018; pp. 54–57. [Google Scholar]
- Jerez-Mesa, R.; Travieso-Rodríguez, J.A.; Corbella, X.; Busqué, R.; Gómez-Gras, G. Finite element analysis of the thermal behavior of a RepRap 3D printer liquefier. Mechatronics 2016, 36, 119–126. [Google Scholar] [CrossRef] [Green Version]
- Pyda, M.; Bopp, R.C.; Wunderlich, B. Heat capacity of poly (lactic acid). J. Chem. Thermodyn. 2004, 36, 731–742. [Google Scholar] [CrossRef]
- Jaques, N.G.; dos Silva, I.D.S.; da Barbosa Neto, M.C.; Ries, A.; Canedo, E.L.; Wellen, R.M.R. Effect of Heat Cycling on Melting and Crystallization of PHB/TiO2 Compounds. Polímeros 2018, 28, 161–168. [Google Scholar] [CrossRef] [Green Version]
- Batista, N.L.; Olivier, P.; Bernhart, G.; Rezende, M.C.; Botelho, E.C. Correlation between Degree of Crystallinity, Morphology and Mechanical Properties of PPS/Carbon Fiber Laminates. Mater. Res. 2016, 19, 195–201. [Google Scholar] [CrossRef] [Green Version]
- Avinc, A.; Akbar, K. Overview of poly (lactic acid) fibres. Part I: Production, properties, performance, environmental impact, and end-use applications of poly (lactic acid) fibres. Fiber Chem. 2009, 41, 391–401. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Edge Denotation | Boundary Condition |
|---|---|
| Problem boundary | 25 °C |
| Inner part of the nozzle | 220 °C |
| External part of the extruder | 220 °C |
| Printer bed | 60 °C |
| Outer part of the extruder (heat sink) | Power dissipated into surroundings (Σ40 W) |
| Model Area | Material | Color | Thermal Conductivity W·m−1·K−1 | Specific Heat Capacity J·kg−1·K−1 |
|---|---|---|---|---|
| Printer bed | Steel | Purple | 76 | 440 |
| Printer nozzle | Brass | Yellow | 120 | 400 |
| Heat sink body | Aluminum | Darker turquoise | 238 | 900 |
| Extruder body | ||||
| Printing material | PLA | Dark green | 0.13 | 2100 |
| Surroundings | Air | Grey | 0.02 | 1.01 |
| Teflon tube | Teflon | Lighter turquoise | 0.24 | 1050 |
| Name | Max. Triangle Element Size (mm) | Min. Triangle Element Size (mm) | Comp. Time (s) | Number of Mesh Elements | Number of Degrees of Freedom |
|---|---|---|---|---|---|
| Ex. Fine | 0.05 | 0.025 | 288 | 101,740 | 214,341 |
| Fine | 0.1 | 0.05 | 246 | 73,386 | 157,449 |
| Coarse | 1 | 0.5 | 31 | 5536 | 21,297 |
| Speed (mm/s) | Stop Time (s) | Time Step (s) | Num. of Values (Time) |
|---|---|---|---|
| 5 | 3 | 0.025 | 120 |
| 10 | 2.5 | 0.020 | 120 |
| 15 | 1.6 | 0.008 | 200 |
| Movement Speed | Maximum “Second Tooth” Temperature (°C) | Minimum Temperature (°C) | Calculated Slope (°C/s) |
|---|---|---|---|
| 5 mm/s | 109.7 | 60.5 | −201.7 |
| 10 mm/s | 112.7 | 60.5 | −404.1 |
| 15 mm/s | 111.1 | 60.5 | −620.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tichý, T.; Šefl, O.; Veselý, P.; Dušek, K.; Bušek, D. Mathematical Modelling of Temperature Distribution in Selected Parts of FFF Printer during 3D Printing Process. Polymers 2021, 13, 4213. https://doi.org/10.3390/polym13234213
Tichý T, Šefl O, Veselý P, Dušek K, Bušek D. Mathematical Modelling of Temperature Distribution in Selected Parts of FFF Printer during 3D Printing Process. Polymers. 2021; 13(23):4213. https://doi.org/10.3390/polym13234213
Chicago/Turabian StyleTichý, Tomáš, Ondřej Šefl, Petr Veselý, Karel Dušek, and David Bušek. 2021. "Mathematical Modelling of Temperature Distribution in Selected Parts of FFF Printer during 3D Printing Process" Polymers 13, no. 23: 4213. https://doi.org/10.3390/polym13234213