
Fabrication and Compressive Behavior of a Micro-Lattice Composite by High Resolution DLP Stereolithography

Abstract
:1. Introduction
2. Materials and Methods
2.1. Micro-Stereolithographic Printing System
2.2. Lattice Design
2.3. Photo-Curable Resin
2.4. Nickel Plating of the Micro-Lattice Structure
2.5. Compression Testing of the Micro-Lattice Structure
3. Results and Discussion
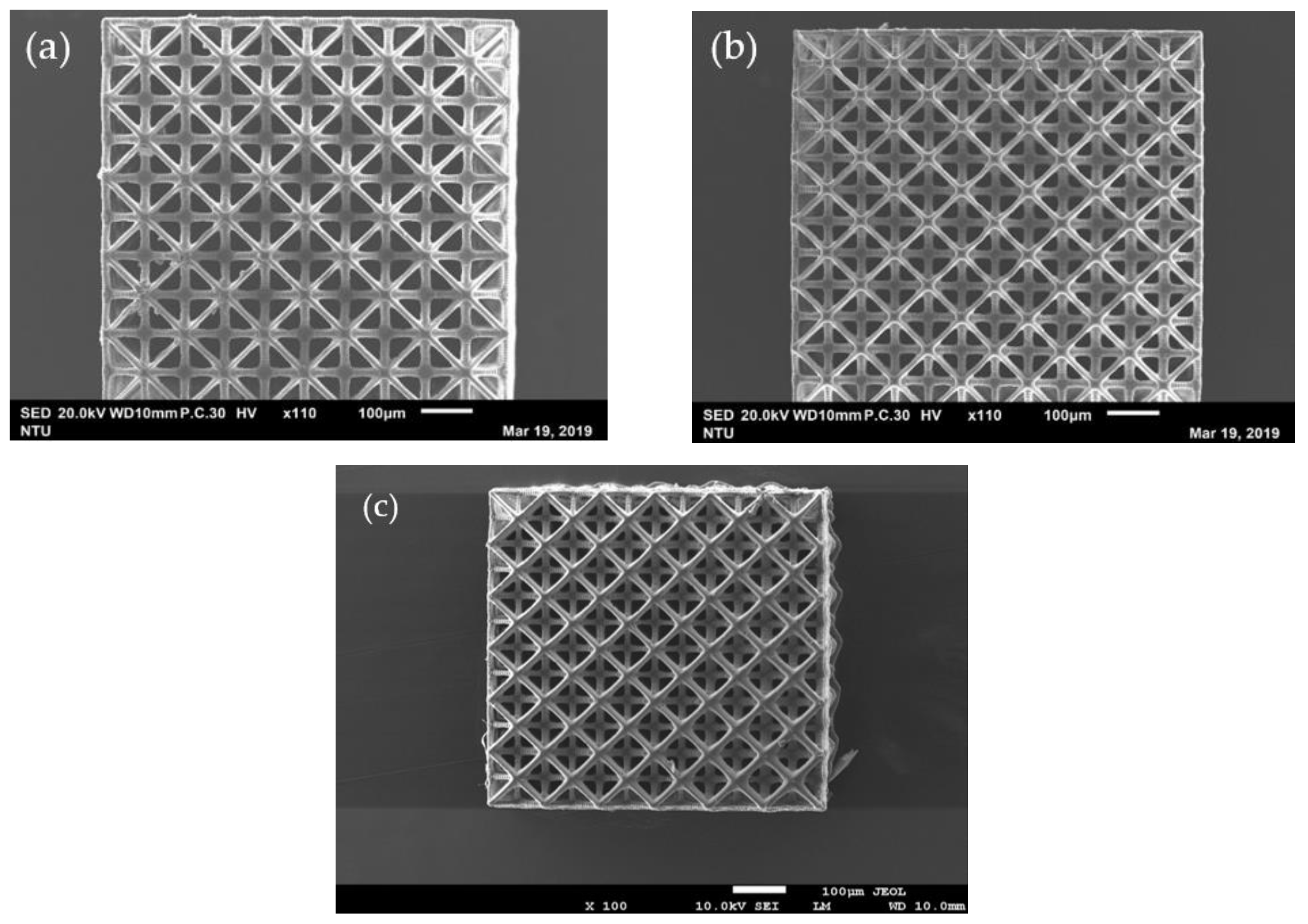
3.1. As printed Structure with Different Lattice Sizes
3.2. Electroless Nickel Plating of the Micro-Latticed Structure
3.3. Compressive Load-Displacement Behavior of the Different Micro-Lattice Structures
3.4. Compressive Failure of the Different Micro-Lattice Structures
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yuan, S.; Chua, C.K.; Zhou, K. 3D-Printed Mechanical Metamaterials with High Energy Absorption. Adv. Mater. Technol. 2019, 4, 1800419. [Google Scholar] [CrossRef]
- Thomas, T.; Tiwari, G. Crushing behavior of honeycomb structure: A review. Int. J. Crashworthiness 2019, 24, 555–579. [Google Scholar] [CrossRef]
- Davies, G.J.; Zhen, S. Metallic foams: Their production, properties and applications. J. Mater. Sci. 1983, 18, 1899–1911. [Google Scholar] [CrossRef]
- Evans, A.G.; He, M.Y.; Deshpande, V.S.; Hutchinson, J.W.; Jacobsen, A.J.; Barvosa-Carter, W. Concepts for enhanced energy absorption using hollow micro-lattices. Int. J. Impact Eng. 2010, 37, 947–959. [Google Scholar] [CrossRef] [Green Version]
- Murray, G.; Gandhi, F.; Hayden, E. Polymer-filled honeycombs to achieve a structural material with appreciable damping. J. Intell. Mater. Syst. Struct. 2012, 23, 703–718. [Google Scholar] [CrossRef]
- Murray, G.J.; Gandhi, F. Auxetic honeycombs with lossy polymeric infills for high damping structural materials. J. Intell. Mater. Syst. Struct. 2013, 24, 1090–1104. [Google Scholar] [CrossRef]
- Bienvenu, Y. Application and future of solid foams. Comptes Rendus Phys. 2014, 15, 719–730. [Google Scholar] [CrossRef]
- Mehboob, H.; Tarlochan, F.; Mehboob, A.; Chang, S.-H.; Ramesh, S.; Harun, W.S.W.; Kadirgama, K. A novel design, analysis and 3D printing of Ti-6Al-4V alloy bio-inspired porous femoral stem. J. Mater. Sci. Mater. Med. 2020, 31, 78. [Google Scholar] [CrossRef]
- Benedetti, M.; Klarin, J.; Johansson, F.; Fontanari, V.; Luchin, V.; Zappini, G.; Molinari, A. Study of the Compression Behaviour of Ti6Al4V Trabecular Structures Produced by Additive Laser Manufacturing. Materials 2019, 12, 1471. [Google Scholar] [CrossRef] [Green Version]
- Melchels, F.P.W.; Feijen, J.; Grijpma, D.W. A poly(d,l-lactide) resin for the preparation of tissue engineering scaffolds by stereolithography. Biomaterials 2009, 30, 3801–3809. [Google Scholar] [CrossRef] [Green Version]
- Lee, K.W.; Wang, S.F.; Fox, B.C.; Ritman, E.L.; Yaszemski, M.J.; Lu, L.C. Poly(propylene fumarate) bone tissue engineering scaffold fabrication using stereolithography: Effects of resin formulations and laser parameters. Biomacromolecules 2007, 8, 1077–1084. [Google Scholar] [CrossRef]
- Jansen, J.; Melchels, F.P.W.; Grijpma, D.W.; Feijen, J. Fumaric acid monoethyl ester-functionalized poly(d,l-lactide)/N-vinyl-2-pyrrolidone resins for the preparation of tissue engineering scaffolds by stereolithography. Biomacromolecules 2009, 10, 214–220. [Google Scholar] [CrossRef] [Green Version]
- Valerio, G.; Belardi, P.F.; Vivio, F. Design, analysis and optimization of anisogrid composite lattice conical shells. Compos. Part B Eng. 2018, 150, 184–195. [Google Scholar] [CrossRef]
- Moon, S.K.; Tan, Y.E.; Hwang, J.; Yoon, Y.-J. Application of 3D printing technology for designing light-weight unmanned aerial vehicle wing structures. Int. J. Precis. Eng. Manuf. Green Technol. 2014, 1, 223–228. [Google Scholar] [CrossRef]
- Wadley, H.N.G.; Fleck, N.A.; Evans, A.G. Fabrication and structural performance of periodic cellular metal sandwich structures. Compos. Sci. Technol. 2003, 63, 2331–2343. [Google Scholar] [CrossRef]
- Fleck, N.A. An overview of the mechanical properties of foams and periodic lattice materials. In Cellular Metals and Polymers, Proceedings of the Symposium on Cellular Metals and Polymers, Fürth, Germany, 12–14 October 2004; Singer, R.F., Körner, C., Altstädt, V., Münstedt, H., Eds.; Trans Tech Publications Limited: Zurich, Switzerland, 2005. [Google Scholar]
- Evans, A.G.; Hutchinson, J.W.; Fleck, N.A.; Ashby, M.F.; Wadley, H.N.G. The Topological Design of Multifunctional Cellular Metals. Prog. Mater Sci. 2001, 46, 309–327. [Google Scholar] [CrossRef]
- Gibson, L.J. Cellular Solids. MRS Bull. 2003, 28, 270–274. [Google Scholar] [CrossRef] [Green Version]
- Queheillalt, D.T.; Wadley, H.N.G. Cellular metal lattices with hollow trusses. Acta Mater. 2005, 53, 303–313. [Google Scholar] [CrossRef]
- Clough, E.C.; Ensberg, J.; Eckel, Z.C.; Ro, C.J.; Schaedler, T.A. Mechanical performance of hollow tetrahedral truss cores. Int. J. Solids Struct. 2016, 91, 115–126. [Google Scholar] [CrossRef]
- Rathbun, H.J.; Wei, Z.; He, M.Y.; Zok, F.W.; Evans, A.G.; Sypeck, D.J.; Wadley, H.N.G. Measurement and simulation of the performance of a lightweight metallic sandwich structure with a tetrahedral truss core. J. Appl. Mech. 2004, 71, 368–374. [Google Scholar] [CrossRef]
- Sugimura, Y. Mechanical response of single-layer tetrahedral trusses under shear loading. Mech. Mater. 2004, 36, 715–721. [Google Scholar] [CrossRef]
- Lim, J.H.; Kang, K.J. Mechanical behavior of sandwich panels with tetrahedral and Kagome truss cores fabricated from wires. Int. J. Solids Struct. 2006, 43, 5228–5246. [Google Scholar] [CrossRef] [Green Version]
- Zok, F.W.; Waltner, S.A.; Wei, Z.; Rathbun, H.J.; McMeeking, R.M.; Evans, A.G. A protocol for characterizing the structural performance of metallic sandwich panels: Application to pyramidal truss cores. Int. J. Solids Struct. 2004, 41, 6249–6271. [Google Scholar] [CrossRef]
- Wang, J.; Evans, A.G.; Dharmasena, K.; Wadley, H.N.G. On the performance of truss panels with Kagome cores. Int. J. Solids Struct. 2003, 40, 6981–6988. [Google Scholar] [CrossRef]
- Fan, H.L.; Meng, F.H.; Yang, W. Sandwich panels with Kagome lattice cores reinforced by carbon fibers. Compos. Struct. 2007, 81, 533–539. [Google Scholar] [CrossRef]
- Deshpande, V.S.; Fleck, N.A.; Ashby, M.F. Effective properties of the octet-truss lattice material. J. Mech. Phys. Solids. 2001, 49, 1747–1769. [Google Scholar] [CrossRef] [Green Version]
- Chu, C.; Graf, G.; Rosen, D.W. Design for Additive manufacturing of cellular structures. Comput. Aided Des. Appl. 2008, 5, 686–696. [Google Scholar] [CrossRef] [Green Version]
- Tancogne-Dejean, T.; Spierings, A.B.; Mohr, D. Additively-manufactured metallic micro-lattice materials for high specific energy absorption under static and dynamic loading. Acta Mater. 2016, 116, 14–28. [Google Scholar] [CrossRef]
- Jin, N.; Wang, F.; Wang, Y.; Zhang, B.; Cheng, H.; Zhang, H. Failure and energy absorption characteristics of four lattice structures under dynamic loading. Mater. Des. 2019, 169, 107655. [Google Scholar] [CrossRef]
- Sypeck, D.J.; Wadley, H.N.G. Cellular Metal Truss Core Sandwich Structures. Adv. Eng. Mater. 2002, 4, 759–764. [Google Scholar] [CrossRef]
- Sypeck, D.J. Wrought Aluminum Truss Core Sandwich Structures. Metall. Trans. B 2005, 36, 125–131. [Google Scholar] [CrossRef]
- Sypeck, D.J.; Wadley, H.N.G. Multifunctional microtruss laminates: Textile synthesis and properties. J. Mater. Res. 2001, 16, 890–897. [Google Scholar] [CrossRef] [Green Version]
- Sypeck, D.J. Cellular Truss Core Sandwich Structures. Appl. Compos. Mater. 2005, 12, 229–246. [Google Scholar] [CrossRef]
- Dong, L.; Deshpande, V.; Wadley, H. Mechanical response of Ti–6Al–4V octet-truss lattice structures. Int. J. Solids Struct. 2015, 60–61, 107–124. [Google Scholar] [CrossRef]
- Yin, S.; Li, J.; Chen, H.; Ritchie, R.O.; Jun, X. Design and strengthening mechanisms in hierarchical architected materials processed using additive manufacturing. Int. J. Mech. Sci. 2018, 149, 150–163. [Google Scholar] [CrossRef]
- Liu, Y.; Zheng, G.; Letov, N.; Zhao, Y. A Survey of Modeling and Optimization Methods for Multi-Scale Heterogeneous Lattice Structures. J. Mech. Des. 2020, 143, 1–59. [Google Scholar] [CrossRef]
- Pan, C.; Han, Y.; Lu, J. Design and Optimization of Lattice Structures: A Review. Appl. Sci. 2020, 10, 6374. [Google Scholar] [CrossRef]
- Nazir, A.; Abate, K.M.; Kumar, A.; Jeng, J.J. A state-of-the-art review on types, design, optimization, and additive manufacturing of cellular structures. Int. J. Adv. Manuf. Technol. 2019, 104, 3489–3510. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, G.; Wu, Y.; Huang, Y.; Liu, Y.; He, J.; Wang, L.; Lian, Q.; Li, D. Cellular carbon microstructures developed by using stereolithography. Carbon 2017, 123, 34–44. [Google Scholar] [CrossRef]
- Tottori, S.; Zhang, L.; Qiu, F.; Krawczyk, K.K.; Franco-Obregón, A.; Nelson, B.J. Magnetic helical micromachines: Fabrication, controlled swimming, and cargo transport. Adv. Mater. 2012, 24, 811–816. [Google Scholar] [CrossRef]
- Wang, J.; Xia, H.; Xu, B.-B.; Niu, L.-G.; Wu, D.; Chen, Q.-D.; Sun, H.-B. Remote manipulation of micronanomachines containing magnetic nanoparticles. Opt. Lett. 2009, 34, 581–583. [Google Scholar] [CrossRef] [PubMed]
- Yasui, M.; Ikuta, K. 3D general photocurabel model of resin with various kinds of microparticles. In Proceedings of the IEEE 26th International Conferences on Micro Electro Mechanical Systems (MEMS), Taipei, Taiwan, 20–24 January 2013; pp. 453–456. [Google Scholar] [CrossRef]
- Bobrinetskiy, I.I.; Emelianov, A.V.; Lin, C.L.; Otero, N.; Romero, P. Ultrafast laser patterning of graphene. Proc. SPIE Nanotechnol. 2017, 1024812. [Google Scholar] [CrossRef]
- Arul, R.; Oosterbeek, R.N.; Robertson, J.; Xu, G.; Jin, J.; Simpson, M.C. The mechanism of direct laser writing of graphene features into graphene oxide films involves photoreduction and thermally assisted structural rearrangement. Carbon 2016, 99, 423–431. [Google Scholar] [CrossRef]
- Bobrinetskiy, I.I.; Emelianov, A.V.; Otero, N.; Romero, P.M. Patterned graphene ablation and two-photon functionalization by picosecond laser pulses in ambient conditions. App. Physics Lett. 2015, 107, 043104. [Google Scholar] [CrossRef]
- Song, J.; Wang, Y.; Zhou, W.; Fan, R.; Yu, B.; Lu, Y.; Li, L. Topology optimization-guided lattice composites and their mechanical characterizations. Compos. B Eng. 2019, 160, 402–411. [Google Scholar] [CrossRef]
- Zheng, X.; Lee, H.; Weisgraber, T.H.; Shusteff, M.; DeOtte, J.; Duoss, E.B.; Kuntz, J.D.; Biener, M.M.; Ge, Q.; Jackson, J.A.; et al. Ultralight, Ultrastiff Mechanical Metamaterials. Science 2014, 344, 1373–1377. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Jang, D.; Meza, L.R.; Greer, F.; Greer, J.R. Fabrication and deformation of three-dimensional hollow ceramic nanostructures. Nature Mater. 2013, 12, 893–898. [Google Scholar] [CrossRef] [Green Version]
- Bauer, J.; Hengsbach, S.; Tesari, I.; Schwaiger, R.; Kraft, O. High-strength cellular ceramic composites with 3D microarchitecture. Proc. Natl. Acad. Sci. USA 2014, 111, 2453–2458. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nguyen, A.K.; Narayan, R.J. Two-photon polymerization for biological applications. Mater. Today 2017, 20, 314–322. [Google Scholar] [CrossRef]
- Guessasma, S.; Tao, L.; Belhabib, S.; Zhu, J.; Zhang, W.; Nouri, H. Analysis of microstructure and mechanical performance of polymeric cellular structures designed using stereolithography. Eur. Polym. J. 2018, 98, 72–82. [Google Scholar] [CrossRef]
- Behroodi, E.; Latifi, H.; Najafi, F. A compact LED-based projection microstereolithography for producing 3D microstructures. Sci. Rep. 2019, 9, 19692. [Google Scholar] [CrossRef] [PubMed] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 150 µm Unit Cell | 130 µm Unit Cell | 100 µm Unit Cell | ||||
|---|---|---|---|---|---|---|
| Design | Measured | Design | Measured | Design | Measured | |
| L (µm) | 150 | 160.8 µm | 130 µm | 135.4 µm | 100 µm | 105.3 µm |
| A1 (µm) | 15 | 18.5 µm | 13 µm | 17.9 µm | 10 µm | 12.5 µm |
| A2 (µm) | 15 | 17.0 µm | 13 µm | 17.0 µm | 8 µm | 10.3 µm |
| A3 (µm) | 10 | 13.1 µm | 8 µm | 11.5 µm | 6 µm | 9.5 µm |
| Pretreatment | |||||
|---|---|---|---|---|---|
| Before Plating | Carbon Nanotube Dip Coating | Graphene Dip Coating | Aluminum Sputtering | Palladium Chloride Activating | |
| Plating Time: 1 h | Plating Time: 1 h | Plating Time: 0.5 h | Plating Time: 3.5 h | ||
| A1 (µm) | 17.9 | 21.29 | 23.07 | 23.6 | 21.2 |
| A2 (µm) | 17.0 | 20.3 | 22.2 | 22.8 | 20.4 |
| A3 (µm) | 11.5 | 14.6 | 19.8 | 19.8 | 15.8 |
| Elements | Pretreatment | |||||||
|---|---|---|---|---|---|---|---|---|
| Carbon Nanotube Dip Coating | Graphene Dip Coating | Aluminum Sputtering | Palladium Chloride Activating | |||||
| Top | Interior | Top | Interior | Top | Interior | Top | Interior | |
| Carbon | 57.08 | 71.79 | 33.42 | 72.54 | 34.21 | 70.68 | 43.32 | 72.63 |
| Oxygen | 21.36 | 26.21 | 3.76 | 23.15 | 13.12 | 28.77 | 5.17 | 23.73 |
| Phosphorus | 4.07 | 0.44 | 10.13 | 0.89 | 9.83 | - | 11.12 | 0.70 |
| Nickel | 17.48 | 1.56 | 52.70 | 3.42 | 42.84 | 0.56 | 40.38 | 2.93 |
| 150 µm Unit Cell | 130 µm Unit Cell | 100 µm Unit Cell |
|---|---|---|
| 8.8 MPa | 9.5 MPa | 11.1 MPa |
| As Printed | Pretreatment | |||
|---|---|---|---|---|
| Carbon Nanotube Dip Coating | Graphene Dip Coating | Aluminum Sputtering | Palladium Chloride Activating | |
| 9.5 MPa | 27.8 MPa | 34.2 MPa | 21.6 MPa | 32.6 MPa |
| Pretreatment | |||||
|---|---|---|---|---|---|
| No Plating | Carbon Nanotube Dip Coating | Graphene Dip Coating | Aluminum Sputtering | Palladium Activating | |
| Failure strength (MPa) | 3.63 | 9.91 | 19.31 | 8.58 | 15.05 |
| Failure strain | 0.45 | 0.63 | 0.64 | 0.57 | 0.69 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shin, C.S.; Chang, Y.C. Fabrication and Compressive Behavior of a Micro-Lattice Composite by High Resolution DLP Stereolithography. Polymers 2021, 13, 785. https://doi.org/10.3390/polym13050785
Shin CS, Chang YC. Fabrication and Compressive Behavior of a Micro-Lattice Composite by High Resolution DLP Stereolithography. Polymers. 2021; 13(5):785. https://doi.org/10.3390/polym13050785
Chicago/Turabian StyleShin, Chow Shing, and Yu Chia Chang. 2021. "Fabrication and Compressive Behavior of a Micro-Lattice Composite by High Resolution DLP Stereolithography" Polymers 13, no. 5: 785. https://doi.org/10.3390/polym13050785