
Evaluation of the Technical Viability of Distributed Mechanical Recycling of PLA 3D Printing Wastes

 ,
,  , , , ,
, , , , 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. 3D Printing Conditions of the Reference Grade
2.3. Mechanical Recycling Process
2.4. Thermal Treatments of the Recycled Samples
2.5. Characterization Techniques
- A first heating scan, from 30 to 180 °C at 5 °C/min.
- An isothermal step at 180 °C for three minutes, to erase the thermal history.
- A cooling scan from 180 °C to 0 °C, at 5 °C/min.
- A second heating scan from 0 °C/min to 180 °C/min, at 5 °C/min.
3. Results
3.1. FTIR Characterization of the Samples
3.2. Effect of Mechanical Recycling on the Molecular Weight of the Samples
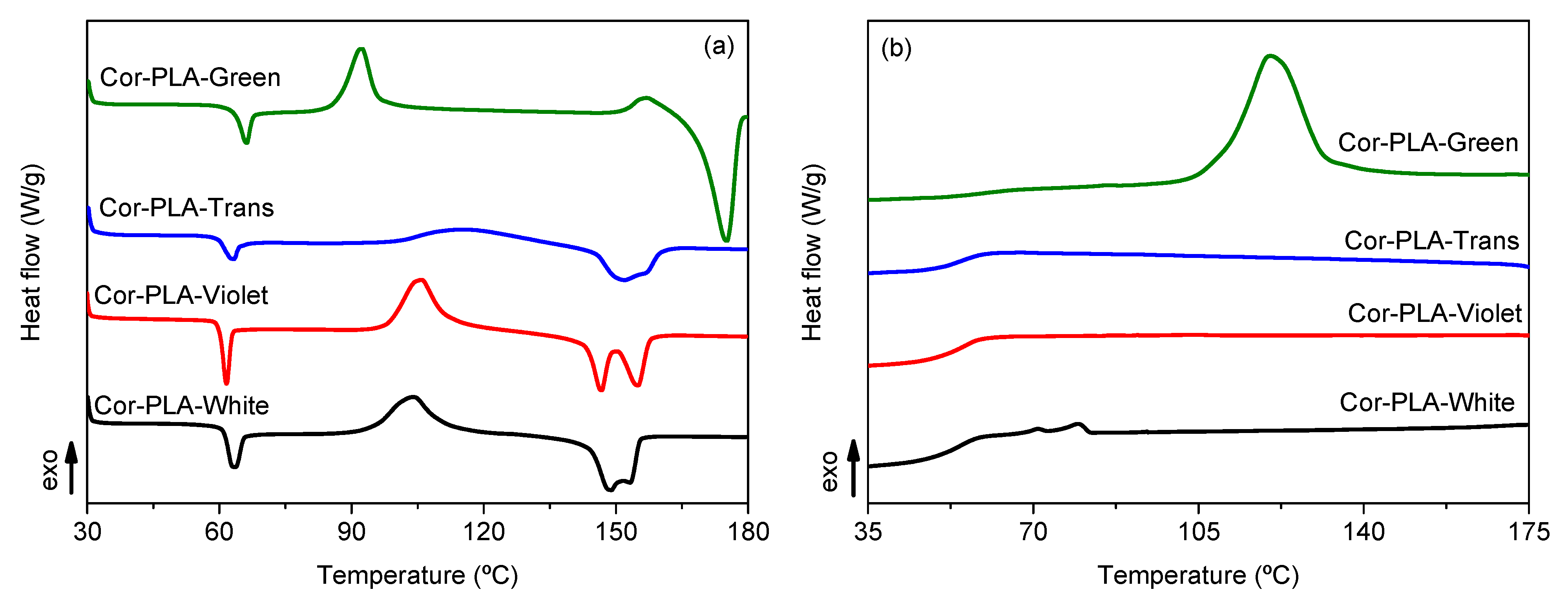
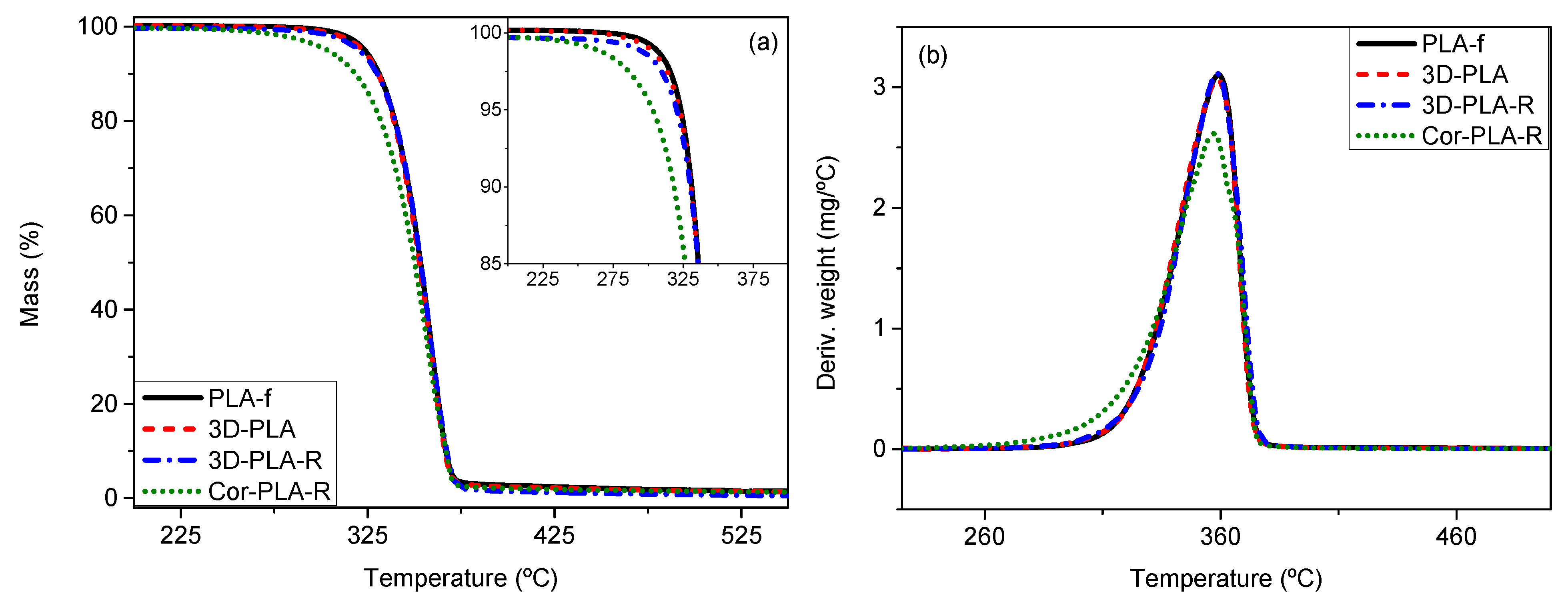
3.3. Thermal Properties of the Recycled Materials Samples
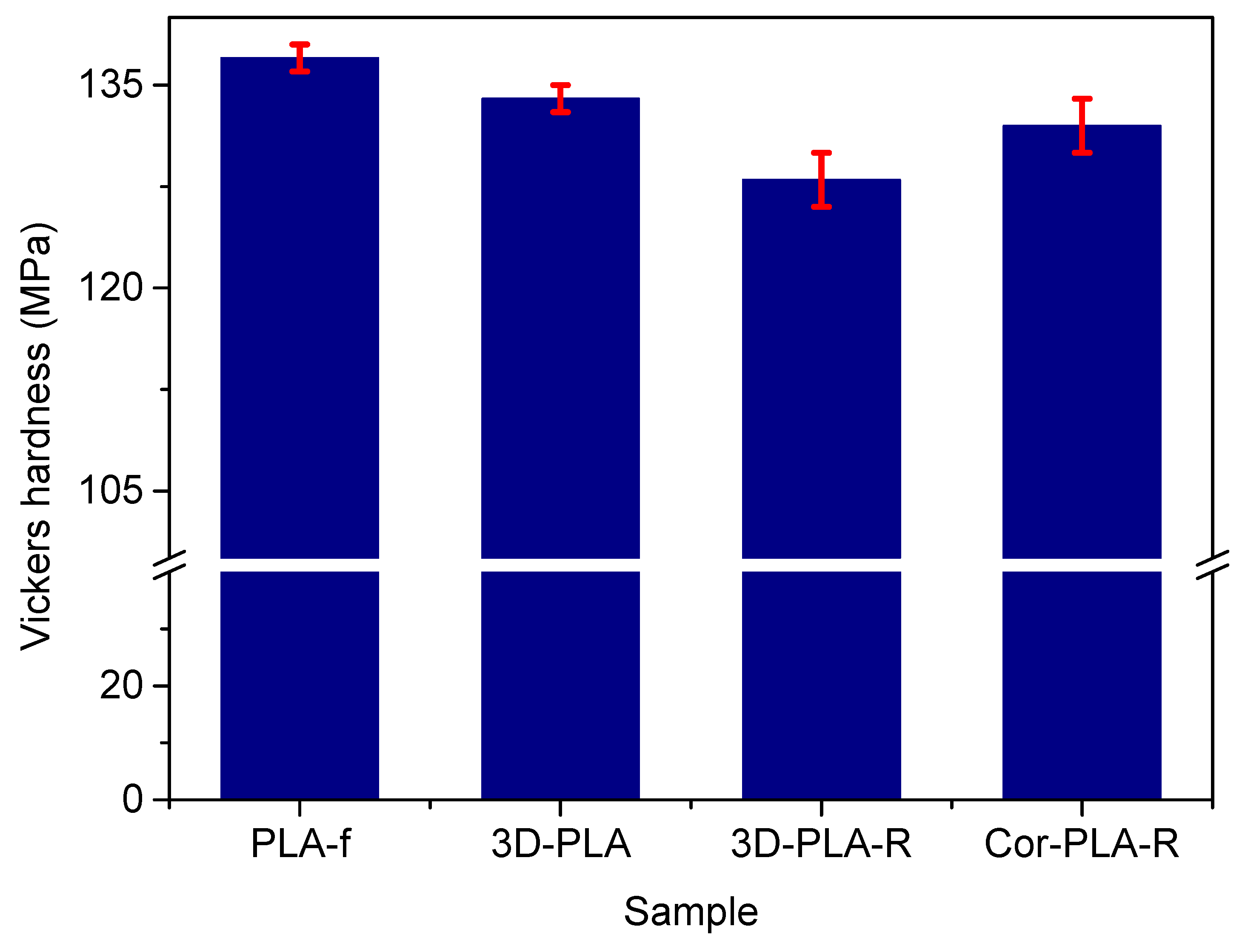
3.4. Vickers Hardness of the Recycled Materials
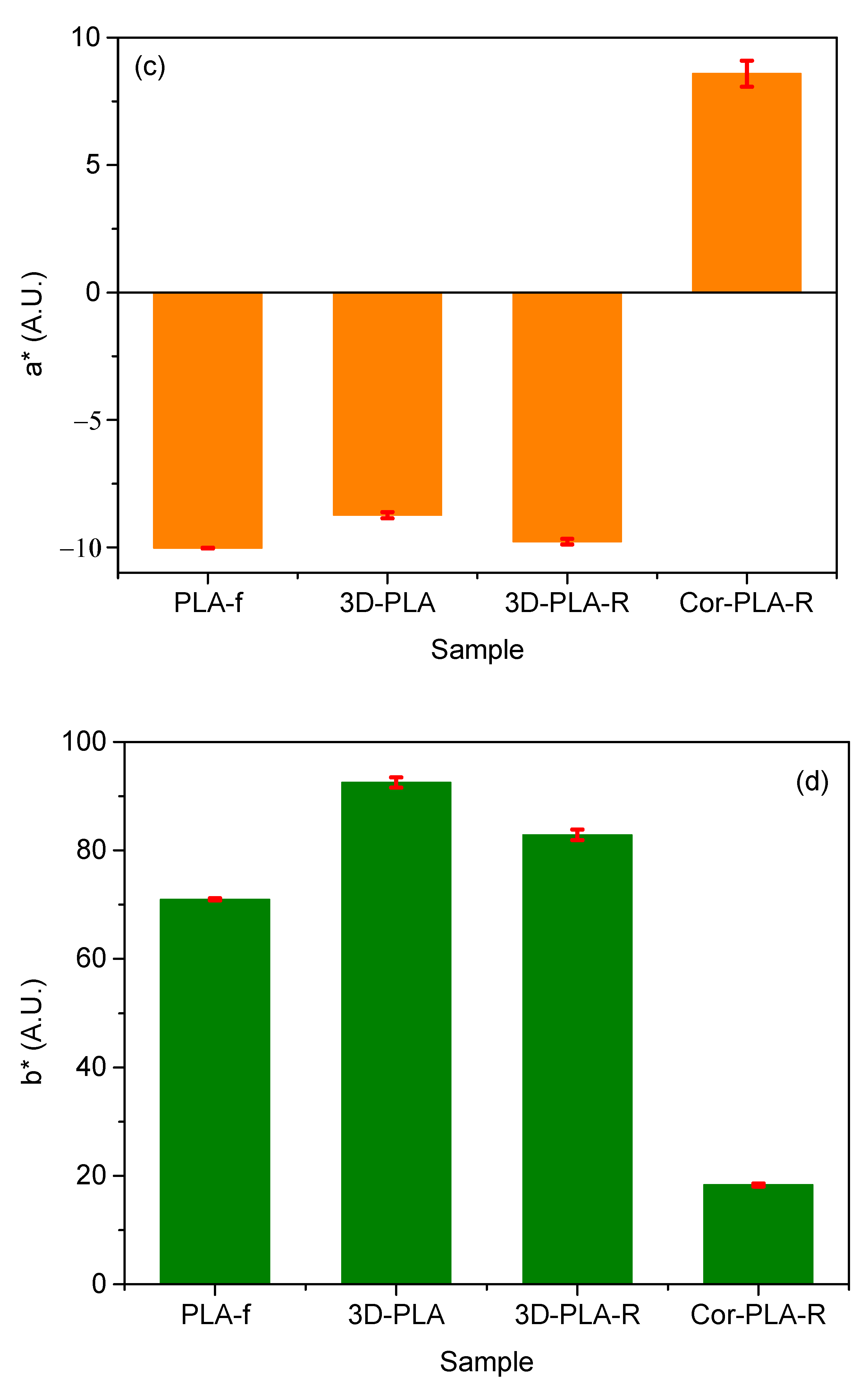
3.5. Optical Properties of the Recycled Materials
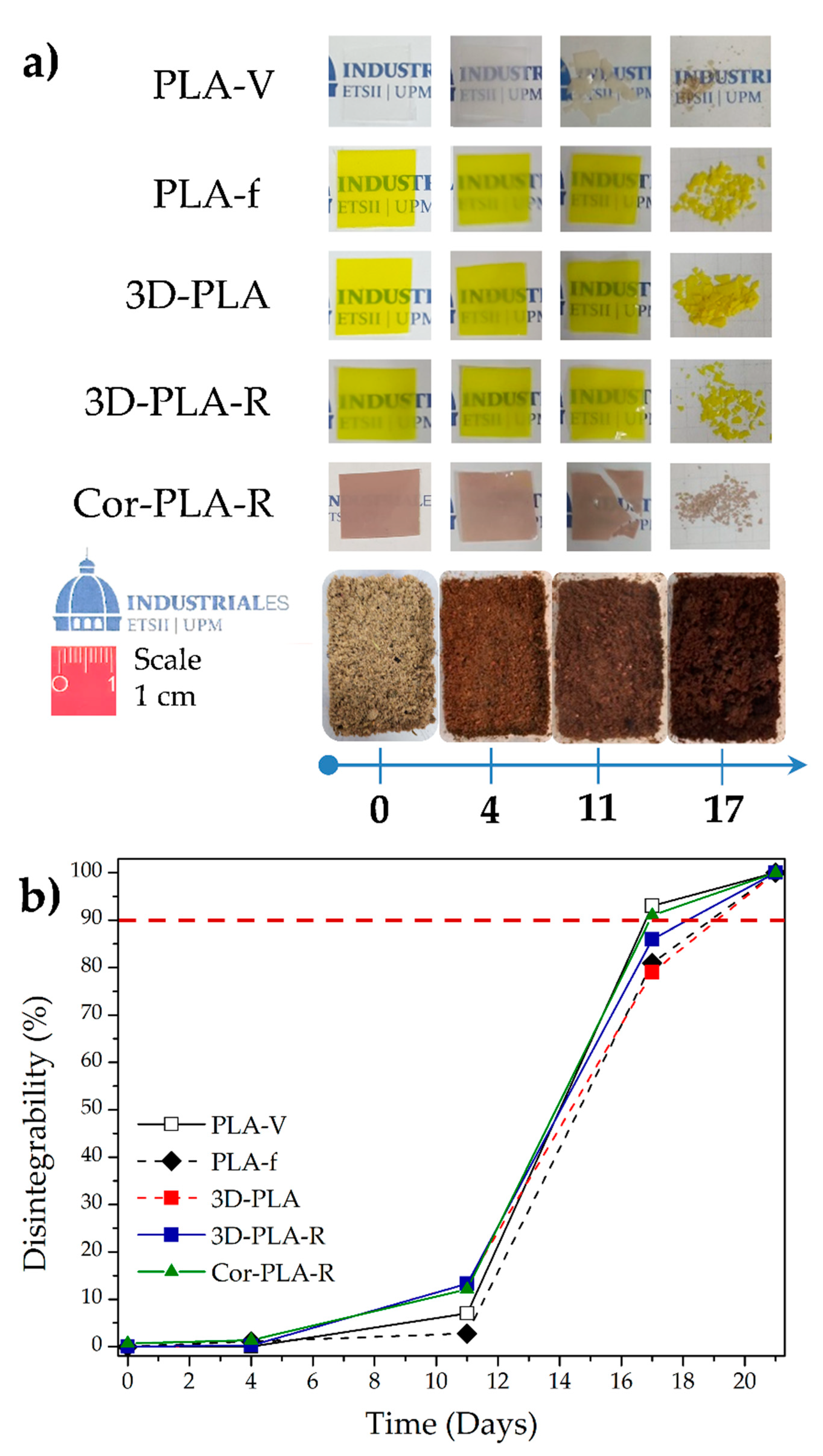
3.6. Disintegration under Composting Conditions
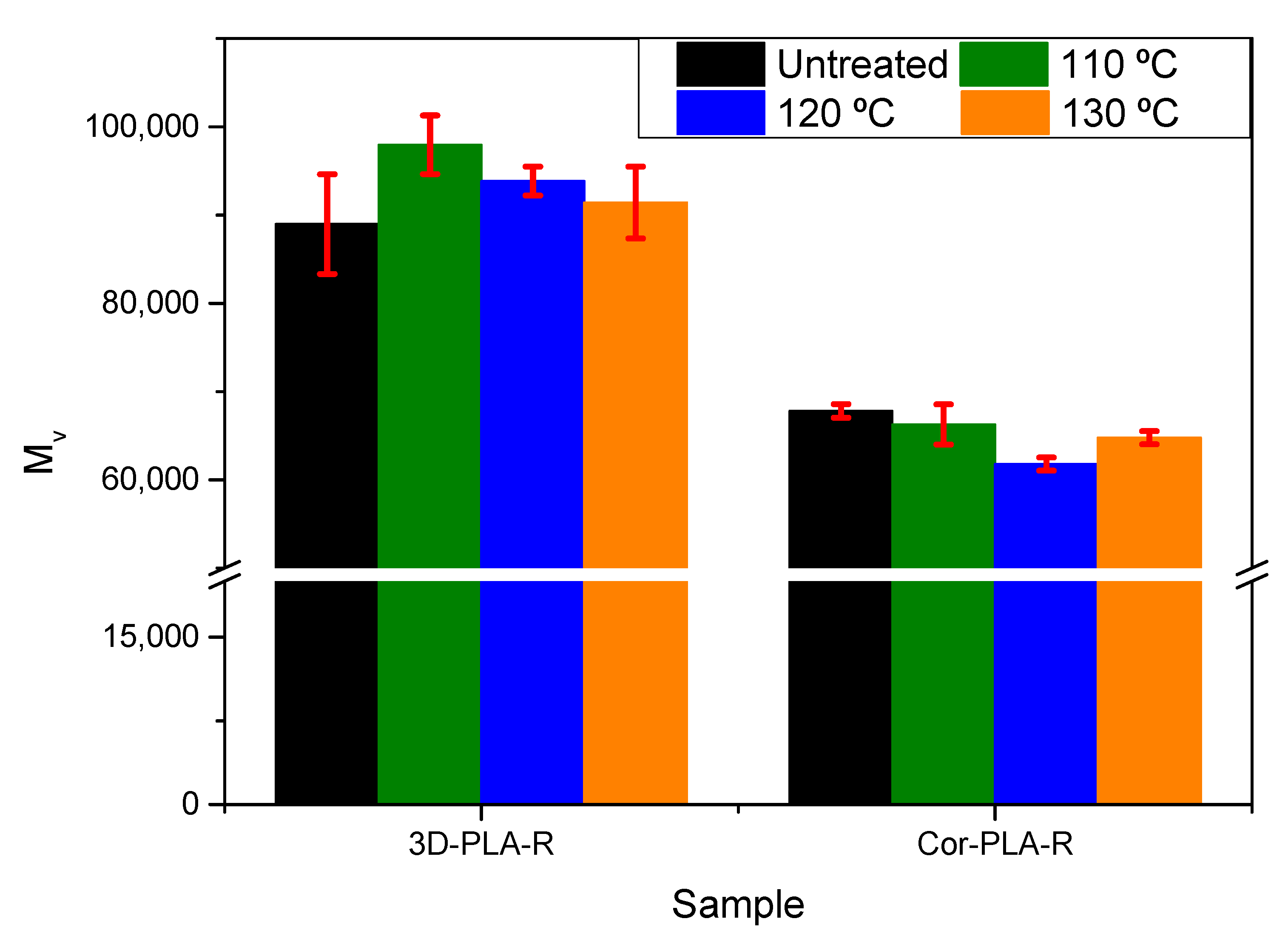
3.7. Solid-State Polymerization (SSP) of Recycled Materials
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materi-als, Methods, Applications and Challenges. Compos. Part. B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part. B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Mikula, K.; Skrzypczak, D.; Izydorczyk, G.; Warchoł, J.; Moustakas, K.; Chojnacka, K.; Witek-Krowiak, A. 3D Printing Fila-ment as a Second Life of Waste Plastics—A Review. Environ. Sci. Pollut. Res. 2021, 28, 12321–12333. [Google Scholar] [CrossRef] [PubMed]
- Siddika, A.; Al Mamun, A.; Ferdous, W.; Saha, A.K.; Alyousef, R. 3D-printed concrete: Applications, performance, and challenges. J. Sustain. Cem. Mater. 2020, 9, 127–164. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A.; Alajarmeh, O.; Mohammed, A.A.; Salih, C.; Yu, P.; Khotbehsara, M.M.; Schubel, P. Static behaviour of glass fibre reinforced novel composite sleepers for mainline railway track. Eng. Struct. 2021, 229, 111627. [Google Scholar] [CrossRef]
- Choong, Y.Y.C.; Tan, H.W.; Patel, D.C.; Choong, W.T.N.; Chen, C.-H.; Low, H.Y.; Tan, M.J.; Patel, C.D.; Chua, C.K. The global rise of 3D printing during the COVID-19 pandemic. Nat. Rev. Mater. 2020, 5, 637–639. [Google Scholar] [CrossRef]
- Shah, J.; Snider, B.; Clarke, T.; Kozutsky, S.; Lacki, M.; Hosseini, A. Large-Scale 3D Printers for Additive Manufacturing: De-sign Considerations and Challenges. Int. J. Adv. Manuf. Technol. 2019, 104, 3679–3693. [Google Scholar] [CrossRef]
- Agüero, A.; Morcillo, M.D.C.; Quiles-Carrillo, L.; Balart, R.; Boronat, T.; Lascano, D.; Torres-Giner, S.; Fenollar, O. Study of the Influence of the Reprocessing Cycles on the Final Properties of Polylactide Pieces Obtained by Injection Molding. Polymers 2019, 11, 1908. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arrieta, P.M.; Samper, D.M.; Aldas, M.; López, J. On the use of PLA-PHB Blends for Sustainable Food Packaging Applica-tions. Materials 2017, 10, 1008. [Google Scholar] [CrossRef]
- Moreno, E.; Beltrán, F.R.; Arrieta, M.P.; Gaspar, G.; Muneta, L.M.; Carrasco-Gallego, R.; Yáñez, S.; Hidalgo-Carvajal, D.; De La Orden, M.U.; Urreaga, J.M. Technical Evaluation of Mechanical Recycling of PLA 3D Printing Wastes. Proceedings 2020, 69, 19. [Google Scholar] [CrossRef]
- Zhao, P.; Rao, C.; Gu, F.; Sharmin, N.; Fu, J. Close-looped recycling of polylactic acid used in 3D printing: An experimental investigation and life cycle assessment. J. Clean. Prod. 2018, 197, 1046–1055. [Google Scholar] [CrossRef]
- Peeters, B.; Kiratli, N.; Semeijn, J. A barrier analysis for distributed recycling of 3D printing waste: Taking the maker movement perspective. J. Clean. Prod. 2019, 241, 118313. [Google Scholar] [CrossRef]
- Zhong, S.; Pearce, J.M. Tightening the loop on the circular economy: Coupled distributed recycling and manufacturing with recyclebot and RepRap 3-D printing. Resour. Conserv. Recycl. 2018, 128, 48–58. [Google Scholar] [CrossRef] [Green Version]
- Kreiger, M.A.; Mulder, M.L.; Glover, A.G.; Pearce, J.M. Life Cycle Analysis of Distributed Recycling of Post-Consumer High Density Polyethylene for 3-D Printing Filament. J. Clean. Prod. 2014, 70, 90–96. [Google Scholar] [CrossRef] [Green Version]
- Despeisse, M.; Baumers, M.; Brown, P.; Charnley, F.; Ford, S.; Garmulewicz, A.; Knowles, S.; Minshall, T.; Mortara, L.; Reed-Tsochas, F.; et al. Unlocking value for a circular economy through 3D printing: A research agenda. Technol. Forecast. Soc. Chang. 2017, 115, 75–84. [Google Scholar] [CrossRef] [Green Version]
- Pinho, A.C.; Amaro, A.M.; Piedade, A.P. 3D Printing Goes Greener: Study of the Properties of Post-Consumer Recycled Pol-ymers for the Manufacturing of Engineering Components. Waste Manag. 2020, 118, 426–434. [Google Scholar] [CrossRef]
- Beltrán, F.R.; Lorenzo, V.; Acosta, J.; de la Orden, M.U.; Martínez Urreaga, J. Effect of Simulated Mechanical Recycling Pro-cesses on the Structure and Properties of Poly(Lactic Acid). J. Environ. Manag. 2018, 216, 25–31. [Google Scholar] [CrossRef] [Green Version]
- Sanchez, F.A.C.; Boudaoud, H.; Hoppe, S.; Camargo, M. Polymer recycling in an open-source additive manufacturing context: Mechanical issues. Addit. Manuf. 2017, 17, 87–105. [Google Scholar] [CrossRef]
- Anderson, I. Mechanical Properties of Specimens 3D Printed with Virgin and Recycled Polylactic Acid. 3D Print. Addit. Manuf. 2017, 4, 110–115. [Google Scholar] [CrossRef]
- Alexandre, A.; Sanchez, F.A.C.; Boudaoud, H.; Camargo, M.; Pearce, J.M. Mechanical Properties of Direct Waste Printing of Polylactic Acid with Universal Pellets Extruder: Comparison to Fused Filament Fabrication on Open-Source Desktop Three-Dimensional Printers. 3D Print. Addit. Manuf. 2020, 7, 237–247. [Google Scholar] [CrossRef]
- Arrieta, M.P.; Díez García, A.; López, D.; Fiori, S.; Peponi, L. Antioxidant Bilayers Based on PHBV and Plasticized Electro-spun PLA-PHB Fibers Encapsulating Catechin. Nanomaterials 2019, 9, 346. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ellen MacArthur Foundation. Circularity Indicators: An Approach to Measuring Circularity. 2015. Available online: https://www.clmsostenible.s/wp-content/uploads/2019/02/Circularity-Indicators_ProjectOverview_May2015.pdf (accessed on 5 April 2021).
- Gil Muñoz, V.; Muneta, L.M.; Carrasco-Gallego, R.; Marquez, J.D.J.; Hidalgo-Carvajal, D. Evaluation of the Circularity of Recycled PLA Filaments for 3D Printers. Appl. Sci. 2020, 10, 8967. [Google Scholar] [CrossRef]
- Chariyachotilert, C.; Joshi, S.; Selke, S.E.; Auras, R. Assessment of the properties of poly(L-lactic acid) sheets produced with differing amounts of postconsumer recycled poly(L-lactic acid). J. Plast. Film Sheeting 2012, 28, 314–335. [Google Scholar] [CrossRef]
- Kister, G.; Cassanas, G.; Vert, M. Effects of morphology, conformation and configuration on the IR and Raman spectra of various poly(lactic acid)s. Polymer 1998, 39, 267–273. [Google Scholar] [CrossRef]
- Meaurio, E.; López-Rodríguez, A.N.; Sarasua, J.R. Infrared Spectrum of Poly(l-lactide): Application to Crystallinity Studies. Macromolecules 2006, 39, 9291–9301. [Google Scholar] [CrossRef]
- Beltrán, F.; De La Orden, M.U.; Lorenzo, V.; Pérez, E.; Cerrada, M.L.; Urreaga, J.M. Water-induced structural changes in poly(lactic acid) and PLLA-clay nanocomposites. Polymer 2016, 107, 211–222. [Google Scholar] [CrossRef]
- Garlotta, D. A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- AENOR. UNE-EN ISO 20200: Determination of the Degree of Disintegration of Plastic Materials under Simulated Composting Conditions in a Laboratory-Scale Test. 2016. Available online: https://www.en.aenor.com/normas-y-libros/buscador-de-normas/une?c=N0056328 (accessed on 5 April 2021).
- Rojas-Martínez, L.E.; Flores-Hernandez, C.G.; López-Marín, L.M.; Martinez-Hernandez, A.L.; Thorat, S.B.; Reyes Vasquez, C.D.; Del Rio-Castillo, A.E.; Velasco-Santos, C. 3D Printing of PLA Composites Scaffolds Reinforced with Keratin and Chitosan: Effect of Geometry and Structure. Eur. Polym. J. 2020, 141, 110088. [Google Scholar] [CrossRef]
- Kumar, V.; Dev, A.; Gupta, A. Studies of poly(lactic acid) based calcium carbonate nanocomposites. Compos. Part. B Eng. 2014, 56, 184–188. [Google Scholar] [CrossRef]
- Hopmann, C.; Schippers, S.; Höfs, C. Influence of recycling of poly(lactic acid) on packaging relevant properties. J. Appl. Polym. Sci. 2014, 132. [Google Scholar] [CrossRef]
- Castro-Aguirre, E.; Iñiguez-Franco, F.; Samsudin, H.; Fang, X.; Auras, R. Poly(lactic acid)—Mass production, processing, industrial applications, and end of life. Adv. Drug Deliv. Rev. 2016, 107, 333–366. [Google Scholar] [CrossRef] [Green Version]
- Righetti, M.C.; Mele, E. Structural relaxation in PLLA: Contribution of different scale motions. Thermochim. Acta 2019, 672, 157–161. [Google Scholar] [CrossRef] [Green Version]
- Cui, L.; Imre, B.; Tátraaljai, D.; Pukánszky, B. Physical ageing of Poly(Lactic acid): Factors and consequences for practice. Polymer 2020, 186, 122014. [Google Scholar] [CrossRef]
- Beltrán, F.R.; De La Orden, M.U.; Urreaga, J.M. Amino-Modified Halloysite Nanotubes to Reduce Polymer Degradation and Improve the Performance of Mechanically Recycled Poly(lactic acid). J. Polym. Environ. 2018, 26, 4046–4055. [Google Scholar] [CrossRef]
- Carrasco, F.; Pagès, P.; Gámez-Pérez, J.; Santana, O.; Maspoch, M. Processing of poly(lactic acid): Characterization of chemical structure, thermal stability and mechanical properties. Polym. Degrad. Stab. 2010, 95, 116–125. [Google Scholar] [CrossRef]
- Pillin, I.; Montrelay, N.; Bourmaud, A.; Grohens, Y. Effect of thermo-mechanical cycles on the physico-chemical properties of poly(lactic acid). Polym. Degrad. Stab. 2008, 93, 321–328. [Google Scholar] [CrossRef]
- Perego, G.; Cella, G.D.; Bastioli, C. Effect of Molecular Weight and Crystallinity on Poly(Lactic Acid) Mechanical Properties. J. Appl. Polym. Sci. 1996, 59, 37–43. [Google Scholar] [CrossRef]
- Fortunati, E.; Puglia, D.; Santulli, C.; Sarasini, F.; Kenny, J.M. Biodegradation of Phormium Tenax/Poly(Lactic Acid) Compo-sites. J. Appl. Polym. Sci. 2012, 125, E562–E572. [Google Scholar] [CrossRef]
- Villegas, C.; Arrieta, M.; Rojas, A.; Torres, A.; Faba, S.; Toledo, M.; Gutierrez, M.; Zavalla, E.; Romero, J.; Galotto, M.; et al. PLA/organoclay bionanocomposites impregnated with thymol and cinnamaldehyde by supercritical impregnation for active and sustainable food packaging. Compos. Part. B Eng. 2019, 176, 107336. [Google Scholar] [CrossRef]
- Kale, G.; Auras, R.; Singh, S.P. Degradation of Commercial Biodegradable Packages under Real Composting and Ambient Exposure Conditions. J. Polym. Environ. 2006, 14, 317–334. [Google Scholar] [CrossRef]
- Arrieta, M.P.; López, J.; Rayón, E.; Jiménez, A. Disintegrability under composting conditions of plasticized PLA–PHB blends. Polym. Degrad. Stab. 2014, 108, 307–318. [Google Scholar] [CrossRef] [Green Version]
- Arrieta, M.P.; López, J.; Hernández, A.; Rayón, E. Ternary PLA–PHB–Limonene Blends Intended for Biodegradable Food Packaging Applications. Eur. Polym. J. 2014, 50, 255–270. [Google Scholar] [CrossRef]
- Vouyiouka, S.; Theodoulou, P.; Symeonidou, A.; Papaspyrides, C.D.; Pfaendner, R. Solid state polymerization of poly(lactic acid): Some fundamental parameters. Polym. Degrad. Stab. 2013, 98, 2473–2481. [Google Scholar] [CrossRef]
- Beltrán, F.R.; Climent-Pascual, E.; de la Orden, M.U.; Martínez Urreaga, J. Effect of Solid-State Polymerization on the Struc-ture and Properties of Mechanically Recycled Poly(Lactic Acid). Polym. Degrad. Stab. 2020, 171, 109045. [Google Scholar] [CrossRef]
- Steinborn-Rogulska, I.; Parzuchowski, P.; Rokicki, G. Melt/solid-state polytransesterification supported by an inert gas flow—An alternative route for the synthesis of high molar mass poly(l-lactic acid). Polym. Chem. 2014, 5, 5412–5422. [Google Scholar] [CrossRef]
- Takenaka, M.; Kimura, Y.; Ohara, H. Molecular weight increase driven by evolution of crystal structure in the process of solid-state polycondensation of poly(l-lactic acid). Polymer 2017, 126, 133–140. [Google Scholar] [CrossRef]
- Li, X.; Yang, D.; Zhao, Y.; Diao, X.; Bai, H.; Zhang, Q.; Fu, Q. Toward all stereocomplex-type polylactide with outstanding melt stability and crystallizability via solid-state transesterification between enantiomeric poly(l-lactide) and poly(d-lactide). Polymer 2020, 205, 122850. [Google Scholar] [CrossRef]
- Peng, B.; Hou, H.; Song, F.; Wu, L. Synthesis of High Molecular Weight Poly(L-Lactic Acid) Via Melt/Solid State Polyconden-sation. II. Effect of Precrystallization on Solid State Polycondensation. Ind. Eng. Chem. Res. 2012, 51, 5190–5196. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Description |
|---|---|
| PLA-V | Reference PLA grade, processed under controlled conditions [17] |
| PLA-f | Smartfil® PLA filament |
| 3D-PLA | PLA-f printed in a ABAX PRI5 3D printer at 200 °C. |
| 3D-PLA-R | Mechanically recycled PLA-f printing wastes |
| Cor-PLA-R | Mechanically recycled blend of the coronamakers association printing wastes |
| Cor-PLA-green | Green-colored coronamakers association printing wastes |
| Cor-PLA-violet | Violet-colored coronamakers association printing wastes |
| Cor-PLA-white | White-colored coronamakers association printing wastes |
| Cor-PLA-Trans | Translucent coronamakers association printing wastes |
| 3D-PLA-R-TXXX | 3D-PLA-R sample subjected to a thermal treatment, in which XXX is the temperature (110, 120 or 130 °C). |
| Cor-PLA-R-TXXX | Cor-PLA-R sample subjected to a thermal treatment, in which XXX is the temperature (110, 120 or 130 °C). |
| Wavenumber (cm−1) | Assignation |
|---|---|
| 2995 | νas CH3 |
| 2945 | νs CH3 |
| 1755 | ν C=O |
| 1451 | δas CH3 |
| 1383 | δs CH3 |
| 1360 | δ1 CH |
| 1268 | δ CH3 and ν COC |
| 1212–1185 | νas COC and ras CH3 |
| 1130 | ras CH3 |
| 1090 | νs COC |
| 1045 | ν C-CH3 |
| 956–920 | r CH3 and ν CC |
| 868 | ν C-COO |
| Sample | Tcc (°C) | Tm (°C) | ΔHcc (°C) | ΔHm (°C) | Xc (%) |
|---|---|---|---|---|---|
| PLA-f | 108.1 | 147.7–153.2 | 22.3 | 23.4 | 1 |
| 3D-PLA | 108.3 | 146.5–152.9 | 21.2 | 23.1 | 2 |
| 3D-PLA-R | 106.1 | 145.8–152.8 | 25.5 | 26.2 | 1 |
| Cor-PLA-R | 100.3 | 151.9–168.2 | 28.5 | 32.2 | 4 |
| Film Sample | Disintegration Time (Days) | T5% (°C) | Tmax (°C) | Residue at 800 °C (%) | Xc (%) |
|---|---|---|---|---|---|
| PLA-V | 0 | 325 | 366 | 1.5 | 2 |
| 4 | 270 | 319 | 1.3 | 35 | |
| 11 | 245 | 339 | 1.3 | - | |
| PLA-f | 0 | 323 | 359 | 1.5 | 1 |
| 4 | 288 | 338 | 0.8 | 24 | |
| 11 | 257 | 348 | 1.1 | - | |
| 3D-PLA | 0 | 323 | 359 | 1.5 | 2 |
| 4 | 285 | 332 | 2.2 | 24 | |
| 11 | 249 | 340 | 0.6 | - | |
| 3D-PLA-R | 0 | 321 | 359 | 1.5 | 1 |
| 4 | 285 | 331 | 1.3 | 25 | |
| 11 | 248 | 344 | 0.6 | - | |
| Cor-PLA-R | 0 | 303 | 357 | 1.5 | 4 |
| 4 | 260 | 332 | 1.7 | 37 | |
| 11 | 250 | 343 | 1.4 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Beltrán, F.R.; Arrieta, M.P.; Moreno, E.; Gaspar, G.; Muneta, L.M.; Carrasco-Gallego, R.; Yáñez, S.; Hidalgo-Carvajal, D.; de la Orden, M.U.; Martínez Urreaga, J. Evaluation of the Technical Viability of Distributed Mechanical Recycling of PLA 3D Printing Wastes. Polymers 2021, 13, 1247. https://doi.org/10.3390/polym13081247
Beltrán FR, Arrieta MP, Moreno E, Gaspar G, Muneta LM, Carrasco-Gallego R, Yáñez S, Hidalgo-Carvajal D, de la Orden MU, Martínez Urreaga J. Evaluation of the Technical Viability of Distributed Mechanical Recycling of PLA 3D Printing Wastes. Polymers. 2021; 13(8):1247. https://doi.org/10.3390/polym13081247
Chicago/Turabian StyleBeltrán, Freddys R., Marina P. Arrieta, Eduardo Moreno, Gerald Gaspar, Luisa M. Muneta, Ruth Carrasco-Gallego, Susana Yáñez, David Hidalgo-Carvajal, María U. de la Orden, and Joaquín Martínez Urreaga. 2021. "Evaluation of the Technical Viability of Distributed Mechanical Recycling of PLA 3D Printing Wastes" Polymers 13, no. 8: 1247. https://doi.org/10.3390/polym13081247