
Manufacturing Pitch and Polyethylene Blends-Based Fibres as Potential Carbon Fibre Precursors


Abstract
:
1. Introduction
2. Methodology
2.1. Material
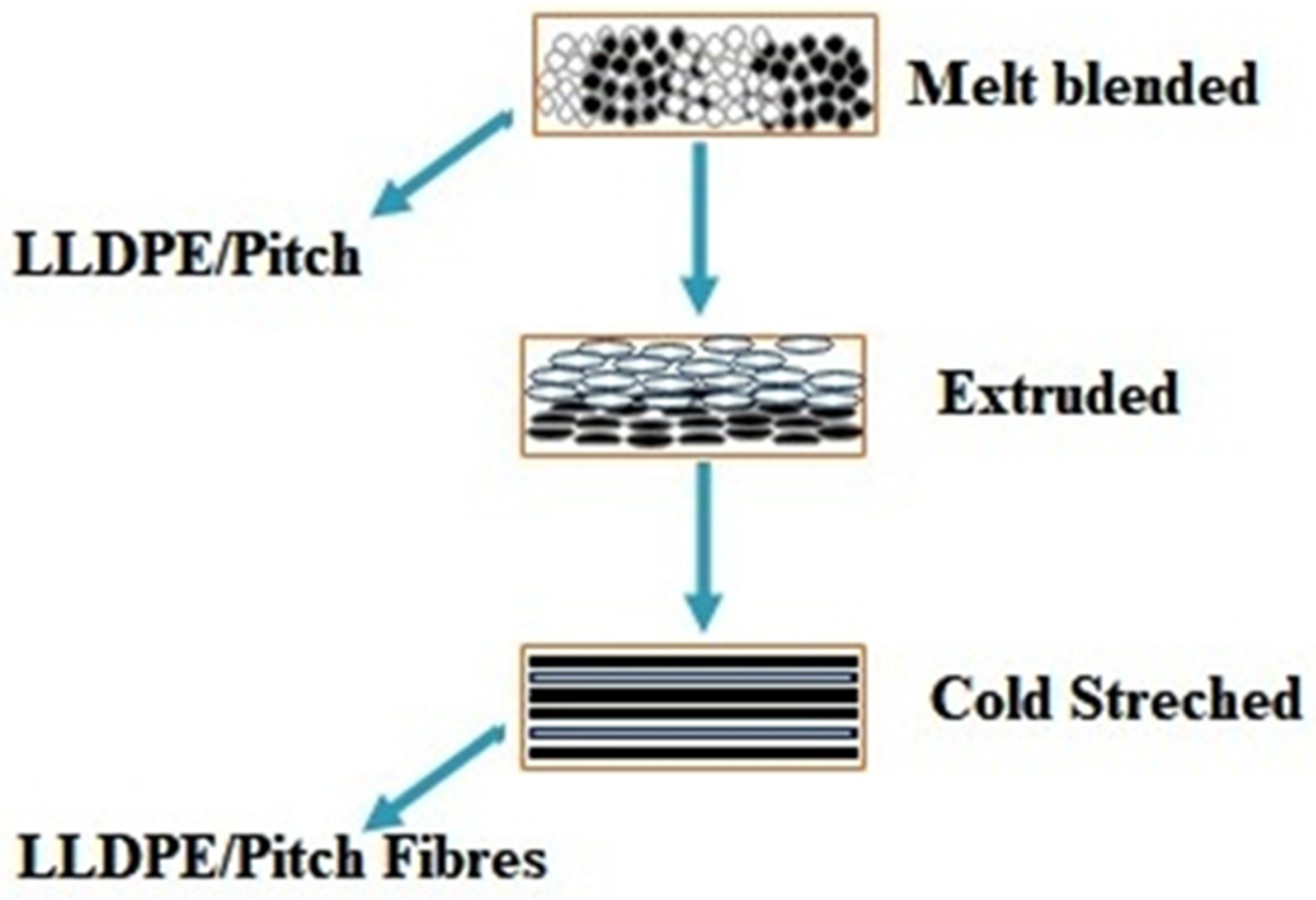
2.2. Materials Processing
3. Characterisation Methods
3.1. Microscopy
3.1.1. Optical
3.1.2. Scanning Electron Microscopy (SEM)
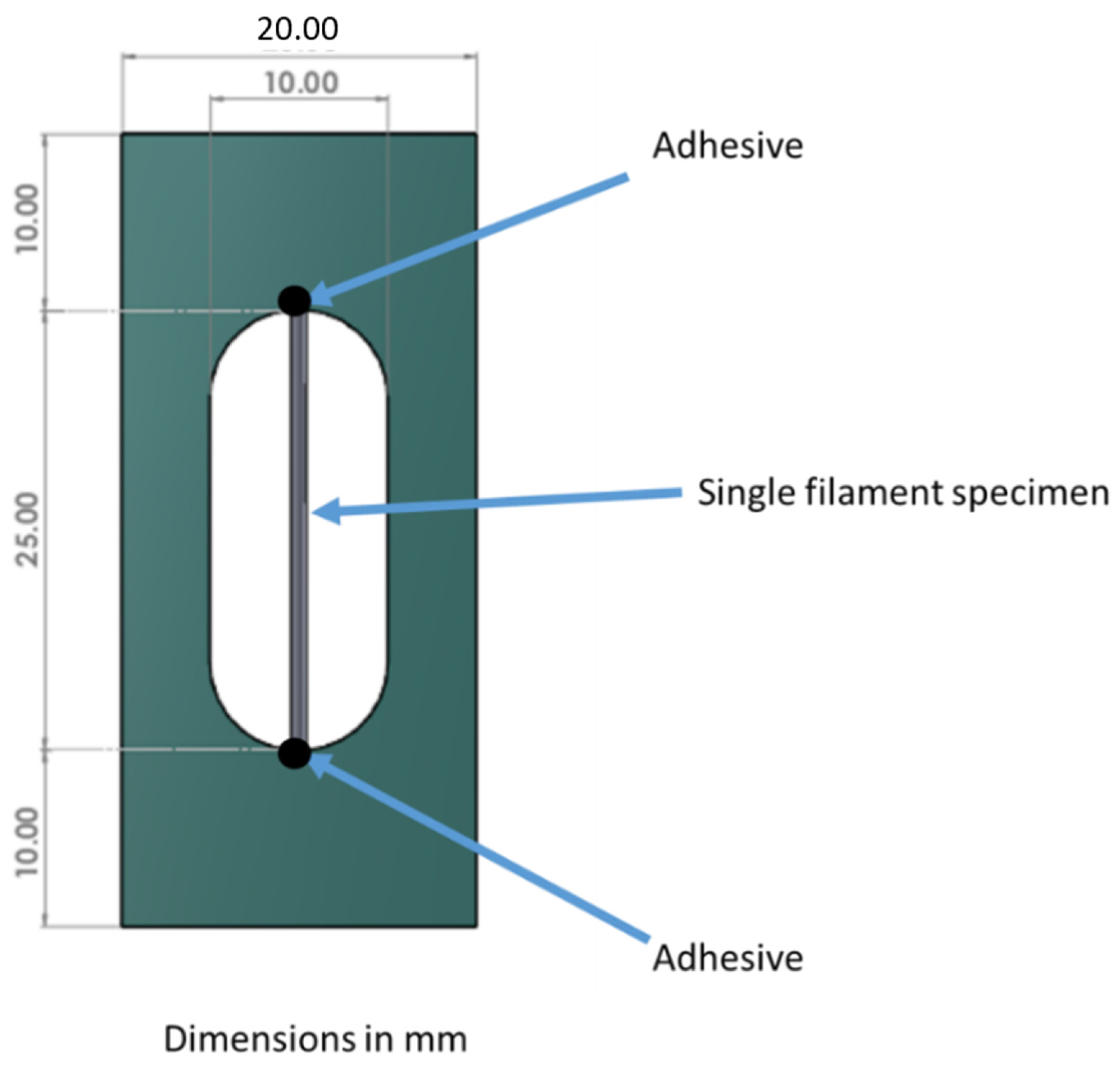
3.2. Static Mechanical Analysis (Tensile Test)
3.3. Differential Scanning Calorimetery (DSC)
- .
3.4. Thermogravimetric Analysis (TGA)
4. Results and Discussion
4.1. Microscopy
4.1.1. Optical Microscopy of Fibre
4.1.2. Scanning Electron Microscopy of Fibres
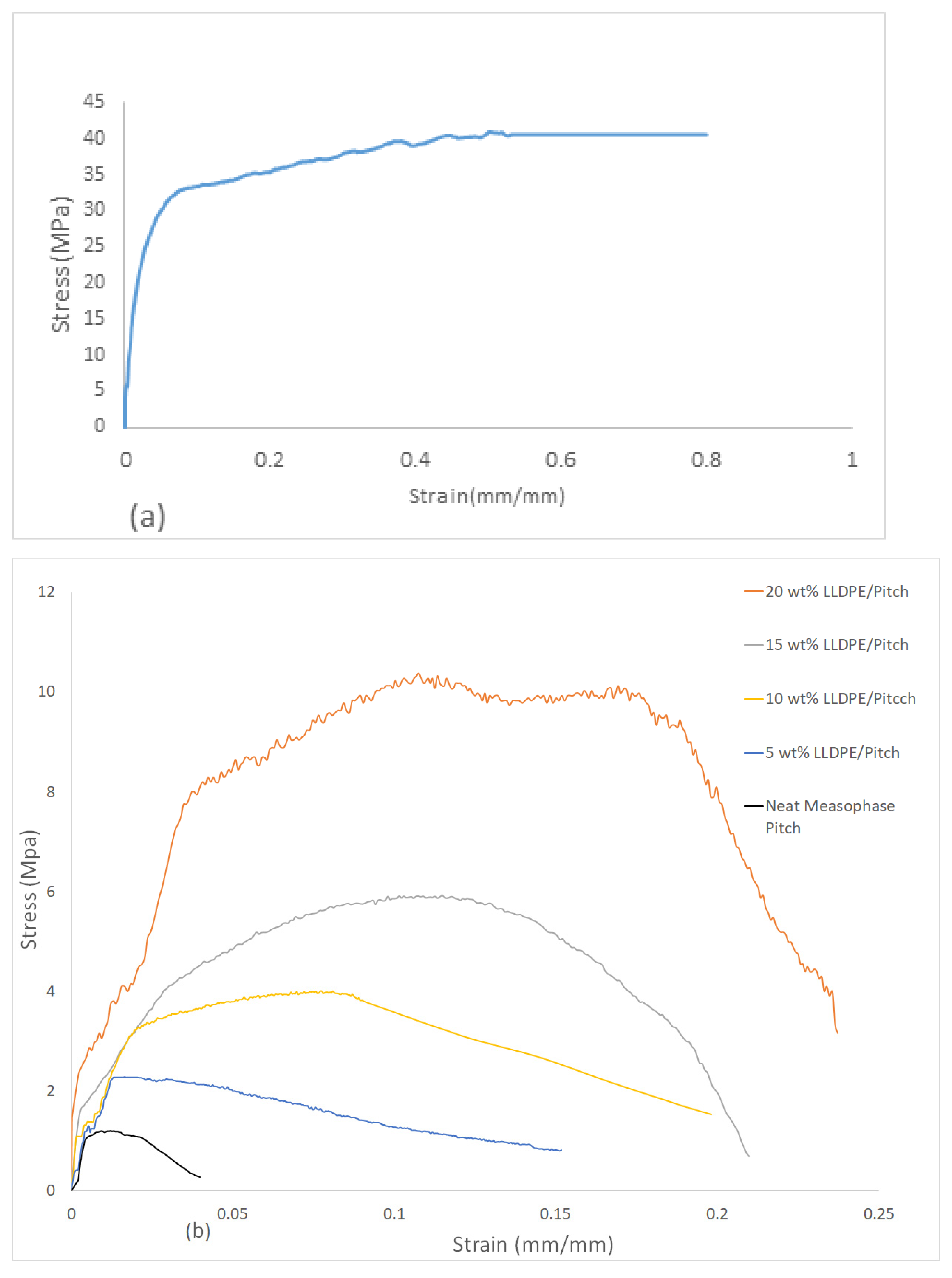
4.2. Tensile Tests of LLDPE/Mesophase Pitch Blends
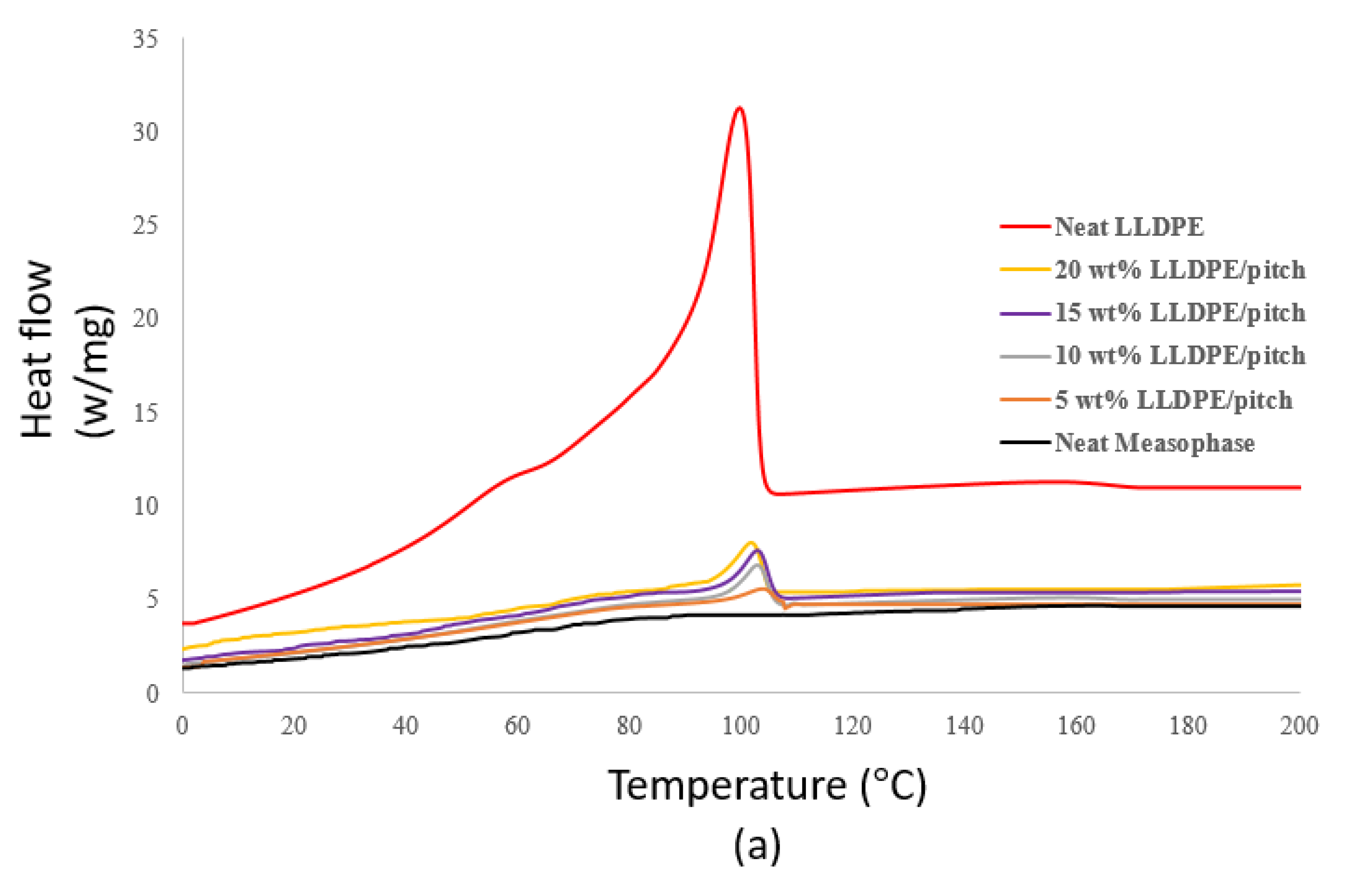
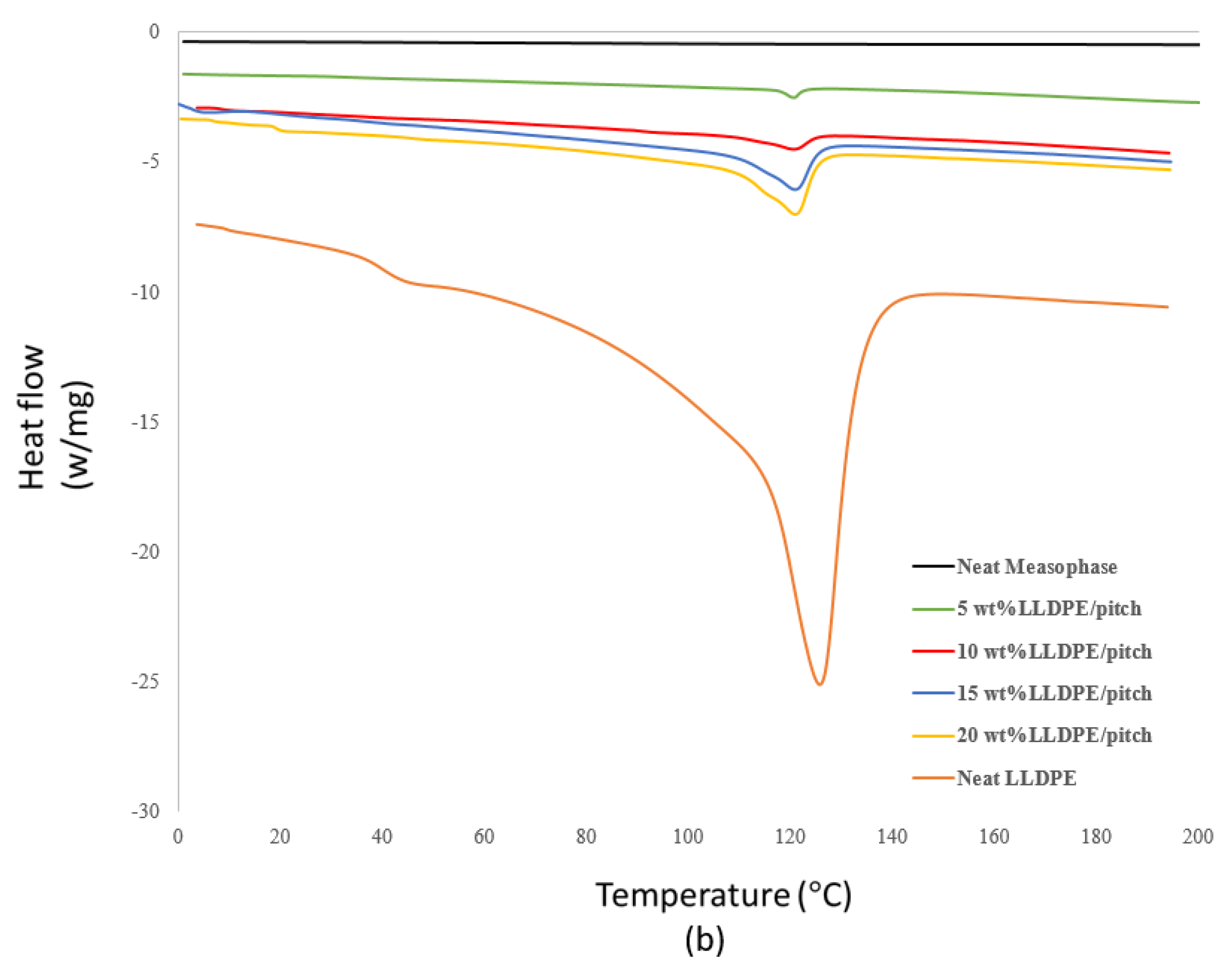
4.3. Differential Scanning Calorimetery for LLDPE/Mesophase Pitch Blends
4.4. Thermogravimetric Analysis of LLDPE/Mesophase Pitch Blends
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
References
- Aldosari, S.M.; Khan, M.; Rahatekar, S. Manufacturing carbon fibres from pitch and polyethylene blend precursors: A review. J. Mater. Res. Technol. 2020, 9, 7786–7806. [Google Scholar] [CrossRef]
- Fitzer, E. Carbon Fibres Present State and Future Expectations. In Carbon Fibers Filaments and Composites; Figueired, J.L., Bernardo, C.A., Baker, R.T., Huttinger, K.J., Eds.; Kluwer Academic: Karlsruhe, Germany, 1990; pp. 3–41. [Google Scholar]
- Liu, Y.; Kumar, S. Recent progress in fabrication, structure, and properties of carbon fibers. Polym. Rev. 2012, 52, 234–258. [Google Scholar] [CrossRef]
- Park, S.J.; Lee, S.Y. History and Structure of Carbon Fibers. In Carbon Fibers; Springer: Incheon, Korea, 2015; pp. 1–30. [Google Scholar] [CrossRef]
- Yuan Guanming, C.Z. Preparation, Characterization, and Applications of Carbonaceous Mesophase: A Review. In Nematic Liquid Crystals, 1st ed.; Carlescu, I., Ed.; IntechOpen: London, UK, 2019; pp. 1–20. [Google Scholar] [CrossRef] [Green Version]
- Zeng, S.M.; Maeda, T.; Tokumitsu, K.; Mondori, J.; Mochida, I. Preparation of isotropic pitch precursors for general purpose carbon fibers (GPCF) by air blowing-II. Air blowing of coal tar, hydrogenated coal tar, and petroleum pitches. Carbon 1993, 31, 413–419. [Google Scholar] [CrossRef]
- Fortin, F.; Yoon, S.H.; Korai, Y.; Mochida, I. Structure of round-shaped methylnaphthalene-derived mesophase pitch-based carbon fibres prepared by spinning through a Y-shaped die hole. J. Mater. Sci. 1995, 30, 4567–4583. [Google Scholar] [CrossRef]
- Xiao, B.; Huang, Q.; Chen, H.; Chen, X.; Long, G. A fractal model for capillary flow through a single tortuous capillary with roughened surfaces in fibrous porous media. Fractals 2021, 29, 2150017. [Google Scholar] [CrossRef]
- Gao, Z.; Zhu, J.; Rajabpour, S.; Joshi, K.; Kowalik, M.; Croom, B.; Schwab, Y.; Zhang, L.; Bumgardner, C.; Brown, K.R.; et al. Graphene reinforced carbon fibers. Sci. Adv. 2020, 6, 1–11. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tran, T.Q.; Lee, J.K.Y.; Chinnappan, A.; Loc, N.H.; Tran, L.T.; Ji, D.; Jayathilaka, W.; Kumar, V.V.; Ramakrishna, S. High-performance carbon fiber/gold/copper composite wires for lightweight electrical cables. J. Mater. Sci. Technol. 2020, 42, 46–53. [Google Scholar] [CrossRef]
- De Palmenaer, A.; Wortberg, G.; Drissen, F.; Seide, G. Production of Polyethylene Based Carbon Fibres. Chem. Eng. Trans. 2015, 43, 1699–1704. [Google Scholar] [CrossRef]
- Wortberg, G.; De Palmenaer, A.; Beckers, M.; Seide, G.; Gries, T. Polyethylene-Based Carbon Fibers by the Use of Sulphonation for Stabilization. Fibers 2015, 3, 373–379. [Google Scholar] [CrossRef] [Green Version]
- Kim, K.-W.; Lee, H.-M.; Kim, B.S.; Hwang, S.-H.; Kwac, L.-K.; An, K.-H.; Kim, B.-J. Preparation and thermal properties of polyethylene-based carbonized fibers. Carbon Lett. 2015, 16, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Yang, K.S.; Kim, B.-H.; Yoon, S.-H. Pitch based carbon fibers for automotive body and electrodes. Carbon Lett. 2014, 15, 162–170. [Google Scholar] [CrossRef]
- Mochida, I.; Toshima, H.; Korai, Y.; Takashi, H. Oxygen distribution in the mesophase pitch fibre after oxidative stabilization. J. Mater. Sci. 1989, 24, 389–394. [Google Scholar] [CrossRef]
- Huang, X. Fabrication and properties of carbon fibers, Review. Materials 2009, 2, 2369–2403. [Google Scholar] [CrossRef]
- Zhang, D.; Bhat, G.S. Carbon Fibers from Polyethylene-Based Precursors. Mater. Manuf. Process. 1994, 9, 221–235. [Google Scholar] [CrossRef]
- Barton, B.E.; Behr, M.J.; Patton, J.T.; Hukkanen, E.J.; Landes, B.G.; Wang, W.; Horstman, N.; Rix, J.E.; Keane, D.; Weigand, S.; et al. High-Modulus Low-Cost Carbon Fibers from Polyethylene Enabled by Boron Catalyzed Graphitization. Small 2017, 13, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Behr, M.J.; Landes, B.G.; Barton, B.E.; Bernius, M.T.; Billovits, G.F.; Hukkanen, E.J.; Patton, J.T.; Wang, W.; Wood, C.; Keane, D.T.; et al. Structure-property model for polyethylene-derived carbon fiber. Carbon 2016, 107, 525–535. [Google Scholar] [CrossRef] [Green Version]
- Zhang, D. Carbon Fibers from Oriented Polyethylene Precursors. J. Thermoplast. Compos. Mater. 1993, 6, 38–48. [Google Scholar] [CrossRef]
- Postema, A.R.; De Groot, H.; Pennings, A.J. Amorphous carbon fibres from linear low density polyethylene. J. Mater. Sci. 1990, 25, 4216–4222. [Google Scholar] [CrossRef]
- Kim, J.W.; Lee, J.S. Preparation of carbon fibers from linear low density polyethylene. Carbon 2015, 94, 524–530. [Google Scholar] [CrossRef]
- Kim, K.-W.; Lee, H.-M.; An, J.-H.; Kim, B.-S.; Min, B.-G.; Kang, S.-J.; An, K.-H.; Kim, B.-J. Effects of cross-linking methods for polyethylene-based carbon fibers: Review. Carbon Lett. 2015, 16, 147–170. [Google Scholar] [CrossRef] [Green Version]
- Penning, J.P.; Lagcher, R.; Pennings, A.J. The effect of diameter on the mechanical properties of amorphous carbon fibres from linear low density polyethylene. Polym. Bull. 1991, 25, 405–412. [Google Scholar] [CrossRef]
- Boustead, I. Eco-Profiles of the European Plastics Industry; Linear Low Density Polyethylene (LLDPE): Brussels, Belgium, 2005. [Google Scholar]
- Bansal, R.C.; Donnet, J.B. Pyrolytic Formation of High-performance Carbon Fibres. In Comprehensive Polymer Science and Supplements; Allen, G., Bevington, J.C., Eds.; Elsevier Ltd.: Amsterdam, The Netherlands, 1996; pp. 501–520. [Google Scholar] [CrossRef]
- Kershaw, J.R.; Black, K.J.T. Structural Characterization of Coal-Tar and Petroleum Pitches. Energy Fuels 1993, 7, 420–425. [Google Scholar] [CrossRef]
- Fakirov, S.; Bhattacharyya, D.; Lin, R.J.T.; Fuchs, C.; Friedrich, K. Contribution of Coalescence to Microfibril Formation in Polymer Blends during Cold Drawing. J. Macromol. Sci. Part B 2007, 46, 183–194. [Google Scholar] [CrossRef]
- Lu, S.; Blanco, C.; Rand, B. Large diameter carbon fibres from mesophase pitch. Carbon 2002, 40, 2109–2116. [Google Scholar] [CrossRef]
- Kundu, S.; Ogale, A.A. Rheostructural studies of a discotic mesophase pitch at processing flow conditions. Rheol Acta 2010, 49, 845–854. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, H.; Wang, W. Performance of Straw/Linear Low Density Polyethylene Composite Prepared with Film-Roll Hot Pressing. Polymers 2020, 12, 860. [Google Scholar] [CrossRef] [Green Version]
- Durmus, A.; Kaşgöz, A.; Macosko, C.W. Mechanical properties of linear low-density polyethylene (LLDPE)/clay nanocomposites: Estimation of aspect ratio and interfacial strength by composite models. J. Macromol. Sci. Part B Phys. 2008, 47, 608–619. [Google Scholar] [CrossRef]
- Tai, J.H.; Liu, G.Q.; Caiyi, H.; Shangguan, L.J. Mechanical properties and thermal behaviour of LLDPE/MWNTs nanocomposites. Mater. Res. 2012, 15, 1050–1056. [Google Scholar] [CrossRef]
- Peinado, V.; Castell, P.; García, L.; Fernández, Á. Effect of Extrusion on the Mechanical and Rheological Properties of a Reinforced Poly(Lactic Acid): Reprocessing and Recycling of Biobased Materials. Materials 2015, 8, 7106–7117. [Google Scholar] [CrossRef] [PubMed]
- Andersson, T.; Stålbom, B.; Wesslén, B. Degradation of polyethylene during extrusion. II. Degradation of low-density polyethylene, linear low-density polyethylene, and high-density polyethylene in film extrusion. J. Appl. Polym. Sci. 2004, 91, 1525–1537. [Google Scholar] [CrossRef]
- da Costa, H.M.; Ramos, V.D.; de Oliveira, M.G. Degradation of polypropylene (PP) during multiple extrusions: Thermal analysis, mechanical properties and analysis of variance. Polym. Test. 2007, 26, 676–684. [Google Scholar] [CrossRef]
- Drummond, K.M.; Hopewell, J.L.; Shanks, R.A. Crystallization of low-density polyethylene- and linear low-density polyethylene-rich blends. J. Appl. Polym. Sci. 2000, 78, 1009–1016. [Google Scholar] [CrossRef]
- Bhardwaj, I.S.; Kumar, V.; Palanivelu, K. Thermal characterisation of LDPE and LLDPE blends. Thermochim. Acta 1988, 131, 241–246. [Google Scholar] [CrossRef]
- Yue, Z.; Liu, C.; Vakili, A. Solvated mesophase pitch-based carbon fibers: Thermal-oxidative stabilization of the spun fiber. J. Mater. Sci. 2017, 52, 8176–8187. [Google Scholar] [CrossRef]
- Wang, Z.; Cheng, Y.; Yang, M.; Huang, J.; Cao, D.; Chen, S.; Xie, Q.; Lou, W.; Wu, H. Dielectric properties and thermal conductivity of epoxy composites using core/shell structured Si/SiO2/Polydopamine. Compos. Part B Eng. Elsevier 2018, 140, 83–90. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend Designation | Mesophase Pitch | LLDPE |
|---|---|---|
| Mesophase Pitch | 100 wt% | 0 wt% |
| LLDPE (5 wt%)/Mesophase Pitch | 95 wt% | 5 wt% |
| LLDPE (10 wt%)/Mesophase Pitch | 90 wt% | 10 wt% |
| LLDPE (15 wt%)/Mesophase Pitch | 85 wt% | 15 wt% |
| LLDPE (20 wt)/Mesophase Pitch | 80 wt% | 20 wt% |
| LLDPE (100 wt%) | 0 wt% | 100 wt% |
| Blend Designation | Fibre Diameter, µm |
|---|---|
| Mesophase Pitch | 214 (±0.43) |
| LLDPE (5 wt%)/Mesophase Pitch | 208 (±0.54) |
| LLDPE (10 wt%)/Mesophase Pitch | 189 (±0.24) |
| LLDPE (15 wt%)/Mesophase Pitch | 163 (±0.36) |
| LLDPE (20 wt%)/Mesophase Pitch | 154 (±0.38) |
| LLDPE (100 wt%) | 133 (±0.53) |
| Samples | Tensile Strength (MPa) | Tensile Modulus (MPa) | Strain at Failure |
|---|---|---|---|
| Mesophase Pitch | 1.38 (±0.26) | 428 (±4.3) | 0.03 (±0.021) |
| LLDPE (5 wt%)/Mesophase Pitch | 2.23 (±0.34) | 477 (±5.7) | 0.15 (±0.023) |
| LLDPE (10 wt%)/Mesophase Pitch | 4.01 (±0.43) | 628 (±5.4) | 0.19 (±0.022) |
| LLDPE (15 wt%)/Mesophase Pitch | 5.90 (±0.58) | 682 (±4.5) | 0.21 (±0.024) |
| LLDPE (20 wt%)/Mesophase Pitch | 10.3 (±0.87) | 763 (±5.3) | 0.23 (±0.025) |
| LLDPE (100 wt%) | 40.0 (±0.98) | 994 (±6.4) | 0.80 (±0.022) |
| Samples | Melting Temperature (°C) | Crystallization Temperature (°C) | Enthalpy of Fusion (J/g) Sample | Enthalpy of Fusion (J/g) LLDPE |
|---|---|---|---|---|
| LLDPE 5 wt%/Mesophase Pitch | 120 | 99 | 4 | 80 |
| LLDPE 10 wt%/Mesophase Pitch | 120.7 | 100 | 25 | 250 |
| LLDPE 15 wt%/Mesophase Pitch | 121 | 101 | 27 | 180 |
| LLDPE 20 wt%/Mesophase Pitch | 123 | 102 | 31 | 155 |
| LLDPE 100 wt% | 124 | 103 | 241 | 241 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aldosari, S.M.; Khan, M.A.; Rahatekar, S. Manufacturing Pitch and Polyethylene Blends-Based Fibres as Potential Carbon Fibre Precursors. Polymers 2021, 13, 1445. https://doi.org/10.3390/polym13091445
Aldosari SM, Khan MA, Rahatekar S. Manufacturing Pitch and Polyethylene Blends-Based Fibres as Potential Carbon Fibre Precursors. Polymers. 2021; 13(9):1445. https://doi.org/10.3390/polym13091445
Chicago/Turabian StyleAldosari, Salem Mohammed, Muhammad A. Khan, and Sameer Rahatekar. 2021. "Manufacturing Pitch and Polyethylene Blends-Based Fibres as Potential Carbon Fibre Precursors" Polymers 13, no. 9: 1445. https://doi.org/10.3390/polym13091445
APA StyleAldosari, S. M., Khan, M. A., & Rahatekar, S. (2021). Manufacturing Pitch and Polyethylene Blends-Based Fibres as Potential Carbon Fibre Precursors. Polymers, 13(9), 1445. https://doi.org/10.3390/polym13091445