
Bioconversion of Mixed Alkanes to Polyhydroxyalkanoate by Pseudomonas resinovornas: Upcycling of Pyrolysis Oil from Waste-Plastic


Abstract
:1. Introduction
2. Materials and Methods
2.1. Micro-Organism and Culture Conditions
2.2. mcl-PHA Recovery from Biomass
2.3. Design of Experiments and Mixture Analysis
2.4. Characterization of Obtained mcl-PHA
3. Results and Discussion
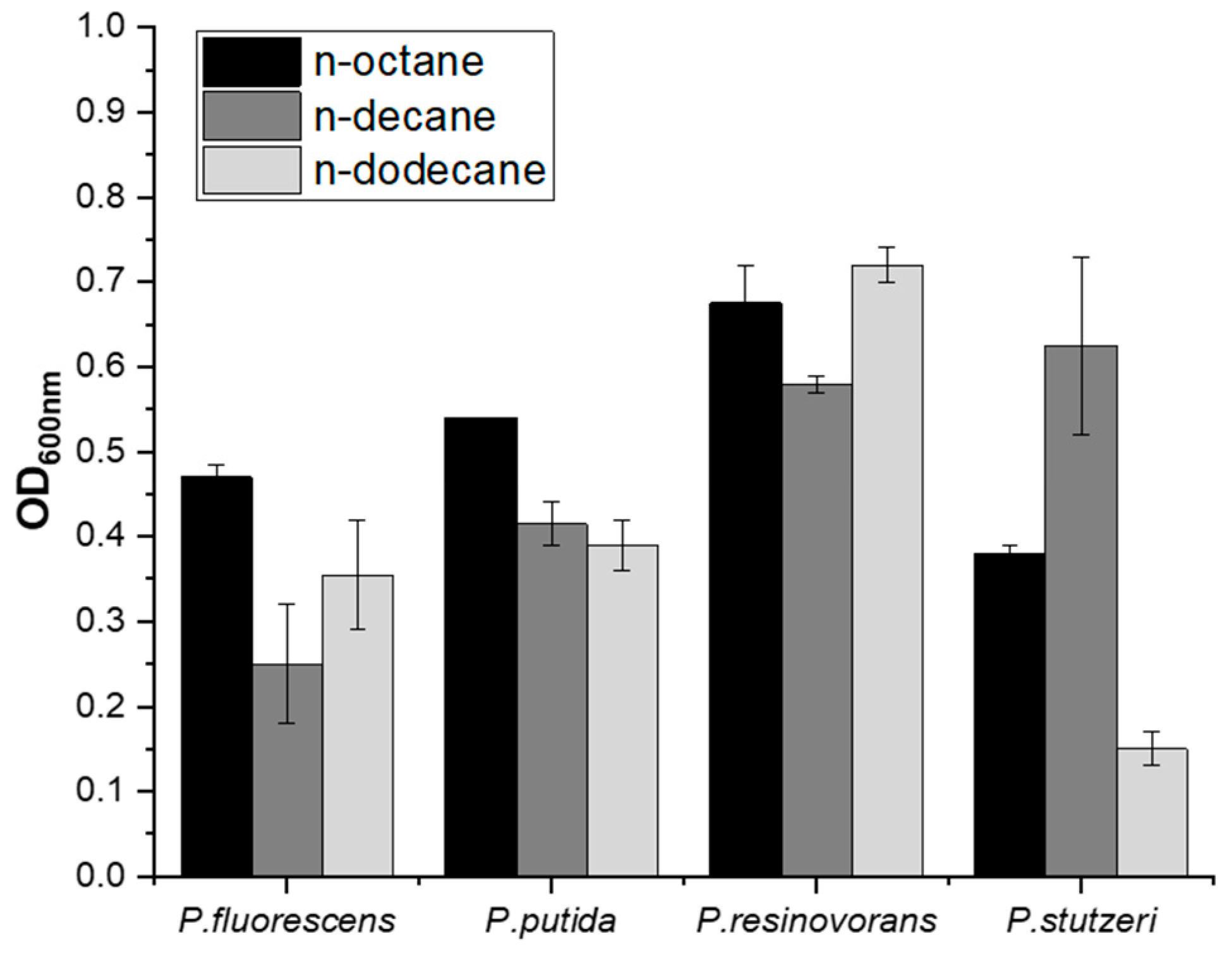
3.1. Screening of Alkane-Based PHA-Producing Strains
3.2. PHA Production by P. resinovorans Using Various Types of Carbon
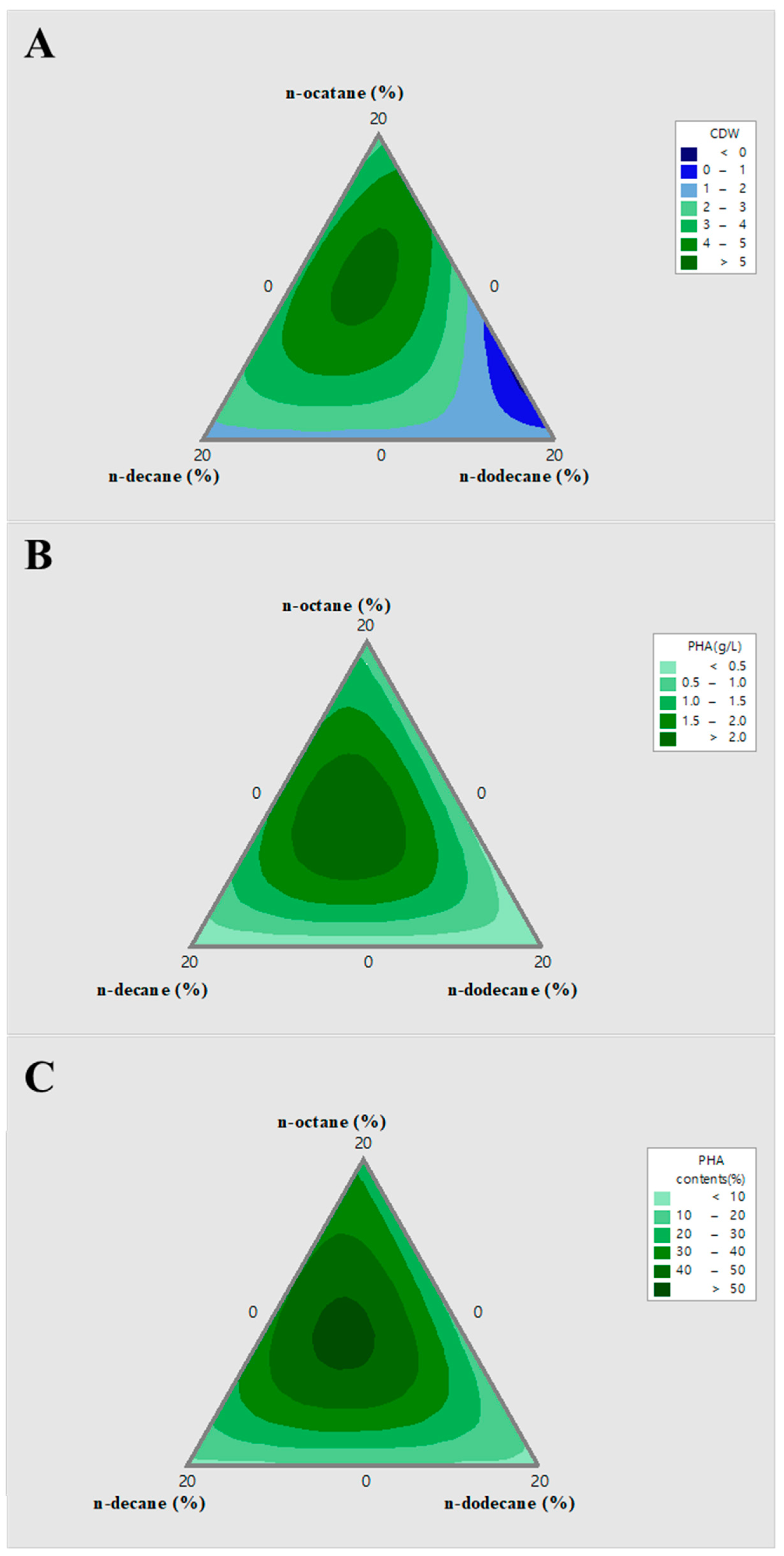
3.3. Mixture Analysis of Alkanes (n-octane, n-decane, and n-dodecane) as a Carbon Source for mcl-PHA Production
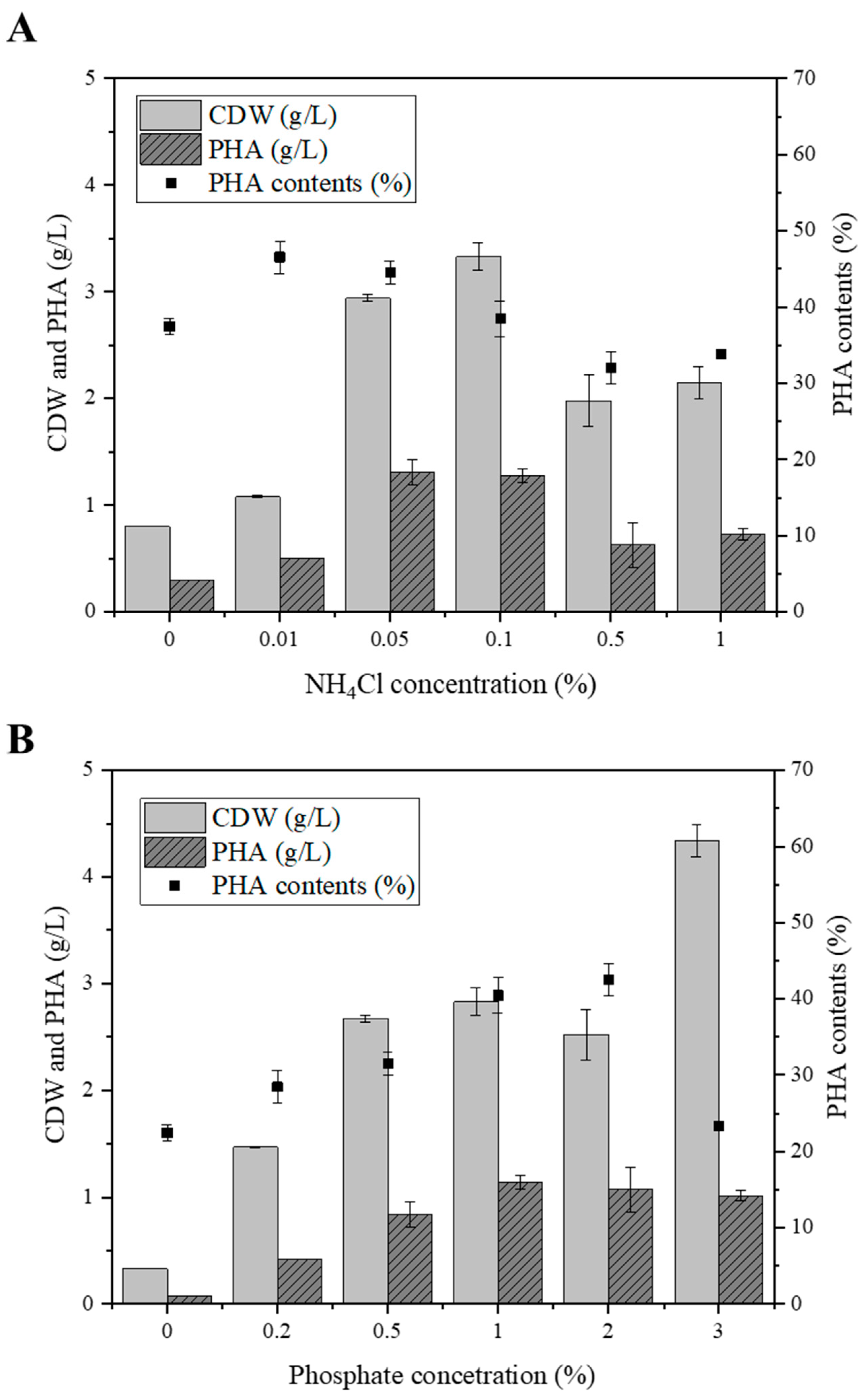
3.4. Jar-Scale Fermentation for mcl-PHA Production in Media-Optimized Conditions
3.5. Physical Properties of Produced mcl-PHA by P. resinovorans
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Garside, M. Global Plastic Production 1950–2019; Statista: New York, NY, USA, 2020; Available online: https://www.statista.com/statistics/282732/global-production-of-plastics-since-281950/ (accessed on 11 January 2022).
- Mazhandu, Z.S.; Muzenda, E.; Mamvura, T.A.; Belaid, M.; Nhubu, T. Integrated and Consolidated Review of Plastic Waste Management and Bio-Based Biodegradable Plastics: Challenges and Opportunities. Sustainability 2020, 12, 8360. [Google Scholar] [CrossRef]
- Shen, M.C.; Huang, W.; Chen, M.; Song, B.; Zeng, G.M.; Zhang, Y.X. (Micro)plastic crisis: Unignorable contribution to global greenhouse gas emissions and climate change. J. Clean Prod. 2020, 254, 120138. [Google Scholar] [CrossRef]
- Michelozzi, P.; De’ Donato, F. IPCC Sixth Assessment Report: Stopping climate change to save our planet. Epidemiol. Prev. 2021, 45, 227–229. [Google Scholar] [CrossRef] [PubMed]
- Bhatia, S.K.; Otari, S.V.; Jeon, J.M.; Gurav, R.; Choi, Y.K.; Bhatia, R.K.; Pugazhendhi, A.; Kumar, V.; Banu, J.R.; Yoon, J.J.; et al. Biowaste-to-bioplastic (polyhydroxyalkanoates): Conversion technologies, strategies, challenges, and perspective. Bioresour. Technol. 2021, 326, 124733. [Google Scholar] [CrossRef] [PubMed]
- Park, S.J.; Kim, T.W.; Kim, M.K.; Lee, S.Y.; Lim, S.C. Advanced bacterial polyhydroxyalkanoates: Towards a versatile and sustainable platform for unnatural tailor-made polyesters. Biotechnol. Adv. 2012, 30, 1196–1206. [Google Scholar] [CrossRef]
- Koller, M. Advances in Polyhydroxyalkanoate (PHA) Production, Volume 2. Bioengineering 2020, 7, 24. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.Q. A microbial polyhydroxyalkanoates (PHA) based bio- and materials industry. Chem. Soc. Rev. 2009, 38, 2434–2446. [Google Scholar] [CrossRef]
- Sudesh, K.; Abe, H.; Doi, Y. Synthesis, structure and properties of polyhydroxyalkanoates: Biological polyesters. Prog. Polym. Sci. 2000, 25, 1503–1555. [Google Scholar] [CrossRef]
- Suriyamongkol, P.; Weselake, R.; Narine, S.; Moloney, M.; Shah, S. Biotechnological approaches for the production of polyhydroxyalkanoates in microorganisms and plants—A review. Biotechnol. Adv. 2007, 25, 148–175. [Google Scholar] [CrossRef]
- Papari, S.; Bamdad, H.; Berruti, F. Pyrolytic Conversion of Plastic Waste to Value-Added Products and Fuels: A Review. Materials 2021, 14, 2586. [Google Scholar] [CrossRef]
- Kumar, H.; Gilbert, F.F. A Generalized Mechanistic Kinetic Model for the Hydroisomerization and Hydrocracking of Long-Chain Paraffins. Ind. Eng. Chem. Res. 2007, 46, 4075–4090. [Google Scholar] [CrossRef]
- De Smet, M.J.; Eggink, G.; Witholt, B.; Kingma, J.; Wynberg, H. Characterization of intracellular inclusions formed by Pseudomonas oleovorans during growth on octane. J. Bacteriol. 1983, 154, 870–878. [Google Scholar] [CrossRef] [Green Version]
- Jeon, J.M.; Kim, H.J.; Bhatia, S.K.; Sung, C.; Seo, H.M.; Kim, J.H.; Park, H.Y.; Lee, D.; Brigham, C.J.; Yang, Y.H. Application of acetyl-CoA acetyltransferase (AtoAD) in Escherichia coli to increase 3-hydroxyvalerate fraction in poly(3-hydroxybutyrate-co-3-hydroxyvalerate). Bioproc. Biosyst. Eng. 2017, 40, 781–789. [Google Scholar] [CrossRef] [PubMed]
- Durner, R.; Witholt, B.; Egli, T. Accumulation of Poly[(R)-3-hydroxyalkanoates] in Pseudomonas oleovorans during growth with octanoate in continuous culture at different dilution rates. Appl. Environ. Microbiol. 2000, 66, 3408–3414. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guzik, M.W.; Kenny, S.T.; Duane, G.F.; Casey, E.; Woods, T.; Babu, R.P.; Nikodinovic-Runic, J.; Murray, M.; O’Connor, K.E. Conversion of post consumer polyethylene to the biodegradable polymer polyhydroxyalkanoate. Appl. Microbiol. Biot. 2014, 98, 4223–4232. [Google Scholar] [CrossRef]
- Jeon, J.M.; Brigham, C.J.; Kim, Y.H.; Kim, H.J.; Yi, D.H.; Kim, H.; Rha, C.; Sinskey, A.J.; Yang, Y.H. Biosynthesis of poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) (P(HB-co-HHx)) from butyrate using engineered Ralstonia eutropha. Appl. Microbiol. Biotechnol. 2014, 98, 5461–5469. [Google Scholar] [CrossRef]
- Diard, S.; Carlier, J.P.; Ageron, E.; Grimont, P.A.D.; Langlois, V.; Guerin, P.; Bouvet, O.M.M. Accumulation of poly(3-hydroxybutyrate) from octanoate, in different Pseudomonas belonging to the rRNA homology group I. Syst. Appl. Microbiol. 2002, 25, 183–188. [Google Scholar] [CrossRef] [Green Version]
- Hazenberg, W.; Witholt, B. Efficient production of medium-chain-length poly(3-hydroxyalkanoates) from octane by Pseudomonas oleovorans: Economic considerations. Appl. Microbiol. Biot. 1997, 48, 588–596. [Google Scholar] [CrossRef]
- Silva, J.B.; Pereira, J.R.; Marreiros, B.C.; Reis, M.A.; Freitas, R.F. Microbial production of medium-chain length polyhydroxyalkanoates. Process. Biochem. 2021, 102, 393–407. [Google Scholar] [CrossRef]
- Preusting, H.; van Houten, R.; Hoefs, A.; van Langenberghe, E.K.; Favre-Bulle, O.; Witholt, B. High cell density cultivation of Pseudomonas oleovorans: Growth and production of poly (3-hydroxyalkanoates) in two-liquid phase batch and fed-batch systems. Biotechnol. Bioeng. 1993, 41, 550–556. [Google Scholar] [CrossRef]
- Lageveen, R.G.; Huisman, G.W.; Preusting, H.; Ketelaar, P.; Eggink, G.; Witholt, B. Formation of Polyesters by Pseudomonas oleovorans: Effect of Substrates on Formation and Composition of Poly-(R)-3-Hydroxyalkanoates and Poly-(R)-3-Hydroxyalkenoates. Appl. Environ. Microbiol. 1988, 54, 2924–2932. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ramsay, B.A.; Saracovan, I.; Ramsay, J.A.; Marchessault, R.H. Continuous Production of Long-Side-Chain Poly-beta-Hydroxyalkanoates by Pseudomonas oleovorans. Appl. Environ. Microbiol. 1991, 57, 625–629. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Smits, T.H.; Balada, S.B.; Witholt, B.; van Beilen, J.B. Functional analysis of alkane hydroxylases from gram-negative and gram-positive bacteria. J. Bacteriol. 2002, 184, 1733–1742. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Grund, A.; Shapiro, J.; Fennewald, M.; Bacha, P.; Leahy, J.; Markbreiter, K.; Nieder, M.; Toepfer, M. Regulation of alkane oxidation in Pseudomonas putida. J. Bacteriol. 1975, 123, 546–556. [Google Scholar] [CrossRef] [Green Version]
- Kathiraser, Y.; Aroua, M.K.; Ramachandran, K.B.; Tan, I.K.P. Chemical characterization of medium-chain-length polyhydroxyalkanoates (PHAs) recovered by enzymatic treatment and ultrafiltration. J. Chem. Technol. Biot. 2007, 82, 847–855. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrates | mol% of 3HHx | mol% of 3HO | mol% of 3HD | CDW (g/L) | PHA (g/L) | PHA Content (%) |
|---|---|---|---|---|---|---|
| 2% of glucose | 1.47 ± 0.03 | 10.60 ± 1.76 | 87.93 ± 3.22 | 2.68 ± 0.09 | 1.56 ± 0.04 | 57.76 ± 2.35 |
| 20% of mixed alkane | 11.77 ± 0.26 | 74.39 ± 3.15 | 13.84 ± 2.12 | 1.46 ± 0.03 | 0.69 ± 0.09 | 47.46 ± 1.12 |
| 20% of n-octane | 4.59 ± 0.12 | 86.05 ± 4.33 | 9.36 ± 0.06 | 1.74 ± 0.07 | 0.37 ± 0.01 | 22.35 ± 0.08 |
| 20% of n-decane | - | 40.42 ± 1.43 | 61.18 ± 6.34 | 1.23 ± 0.11 | 0.24 ± 0.01 | 12.99 ± 0.06 |
| 20% of n-dodecane | - | - | 97.50 ± 0.05 | 0.39 ± 0.09 | 0.08 ± 0.04 | 22.66 ± 0.02 |
| ID # | n-octane (v/v%) | n-decane (v/v%) | n-dodecane (v/v%) | mol% of 3HHx | mol% of 3HO | mol% of 3HD | PHA (g/L) | PHA Content (%) |
|---|---|---|---|---|---|---|---|---|
| 1 | 20 | 0 | 0 | 3.55 | 69.44 | 27.01 | 0.42 | 21.69 |
| 2 | 10 | 10 | 0 | 5.43 | 59.41 | 35.16 | 1.25 | 34.72 |
| 3 | 10 | 0 | 10 | 4.14 | 67.09 | 28.81 | 0.63 | 26.53 |
| 4 | 0 | 20 | 0 | - | - | 100 | 0.03 | 2.21 |
| 5 | 0 | 10 | 10 | - | 44.88 | 55.12 | 0.21 | 14.26 |
| 6 | 0 | 0 | 20 | - | - | - | - | - |
| 7 | 6.66 | 6.66 | 6.66 | 6.02 | 84.32 | 9.67 | 1.68 | 41.78 |
| 8 | 13.33 | 3.33 | 3.33 | 10.28 | 80.18 | 9.54 | 2.86 | 50.46 |
| 9 | 3.33 | 13.33 | 3.33 | 41.03 | 32.21 | 47.28 | 1.64 | 40.69 |
| 10 | 3.33 | 3.33 | 13.33 | 4.43 | 80.99 | 14.58 | 1.17 | 29.33 |
| Organism | Carbon Source | CDW | Amt of PHA | Monomer Composition | Cultivation Mode | Reference |
|---|---|---|---|---|---|---|
| P. oleovorans | n-octane | - | 13.4 g/100 g of CDW | 3HHx, 3HO | Batch | [22] |
| P. oleovorans | n-decane | - | 5.1 g/100 g of CDW | 3HO, 3HD | Batch | [22] |
| P. oleovorans | n-dodecane | - | - | - | Batch | [22] |
| P. aeruginosa GL-1 | Pyrolysis oil (C8 to C27 alkane) | 0.39 (g/L) | 0.07 (g/L) | 3HHx, 3HO, 3HN, 3HD, 3HUD, 3HDD, 3HTD | Batch | [16] |
| P. oleovorans | Pyrolysis oil (C8 to C27 alkane) | - | - | - | [16] | |
| P. resinovorans | octanoic acid | 4.6 (g/L) | 0.4 (g/L) | 3HB, 3HHx, 3HO, 3HD | Continuous | [23] |
| P. resinovorans | n-octane, n-decane and n-dodecane | 3.5 (g/L) | 2.1 (g/L) | 3HHx, 3HO, 3HD | Batch | In this study |
| Tg (°C) | Tm (°C) | ΔHm (J/g) | Mw (Da) | Mn (Da) | PDI |
|---|---|---|---|---|---|
| −38.9 | 48.2 | 13.2 | 267,649 | 630,526 | 2.36 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeon, J.-M.; Park, S.-J.; Son, Y.-S.; Yang, Y.-H.; Yoon, J.-J. Bioconversion of Mixed Alkanes to Polyhydroxyalkanoate by Pseudomonas resinovornas: Upcycling of Pyrolysis Oil from Waste-Plastic. Polymers 2022, 14, 2624. https://doi.org/10.3390/polym14132624
Jeon J-M, Park S-J, Son Y-S, Yang Y-H, Yoon J-J. Bioconversion of Mixed Alkanes to Polyhydroxyalkanoate by Pseudomonas resinovornas: Upcycling of Pyrolysis Oil from Waste-Plastic. Polymers. 2022; 14(13):2624. https://doi.org/10.3390/polym14132624
Chicago/Turabian StyleJeon, Jong-Min, So-Jin Park, Ye-Seung Son, Yung-Hun Yang, and Jeong-Jun Yoon. 2022. "Bioconversion of Mixed Alkanes to Polyhydroxyalkanoate by Pseudomonas resinovornas: Upcycling of Pyrolysis Oil from Waste-Plastic" Polymers 14, no. 13: 2624. https://doi.org/10.3390/polym14132624
APA StyleJeon, J.-M., Park, S.-J., Son, Y.-S., Yang, Y.-H., & Yoon, J.-J. (2022). Bioconversion of Mixed Alkanes to Polyhydroxyalkanoate by Pseudomonas resinovornas: Upcycling of Pyrolysis Oil from Waste-Plastic. Polymers, 14(13), 2624. https://doi.org/10.3390/polym14132624