
Performance Enhancement of Polymerized, Functionalized Solution Styrene–Butadiene Rubber Composites Using Oligomeric Resin towards Extremely Safe and Energy-Saving Tires


Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
2.2. Preparation of Composites with Resins
2.3. Characterization
3. Results and Discussion
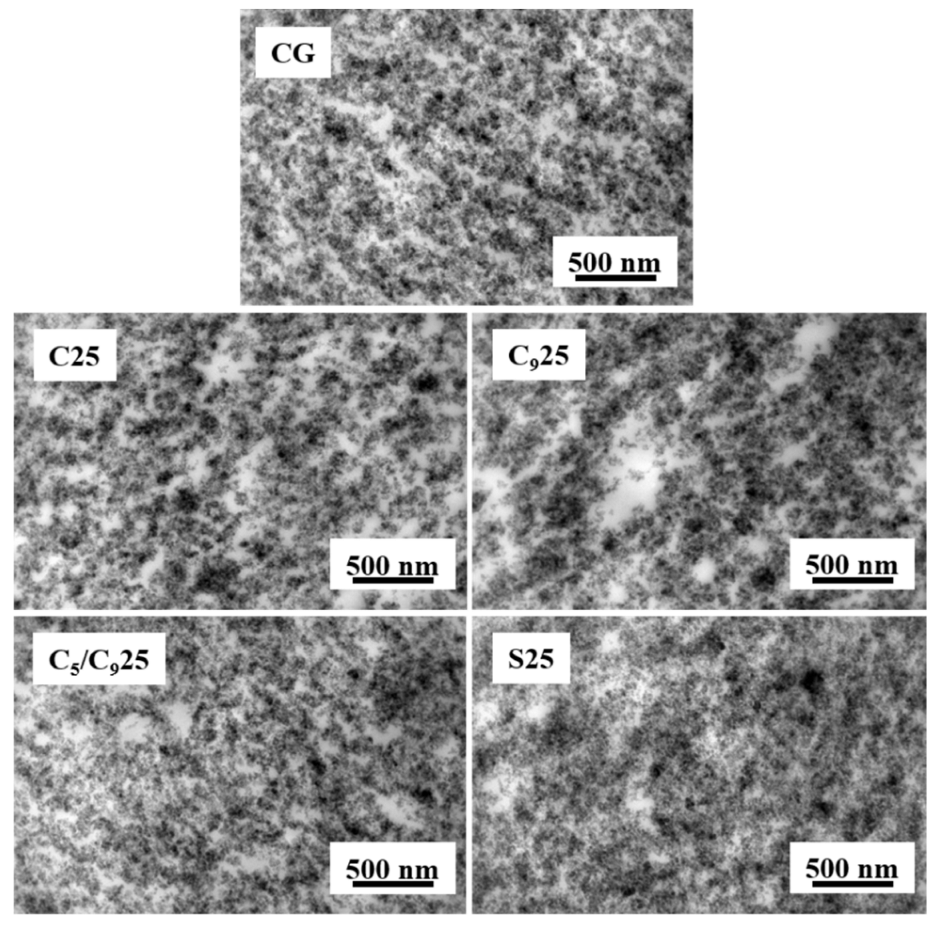
3.1. Filler Dispersion in the Composites with Different Resins
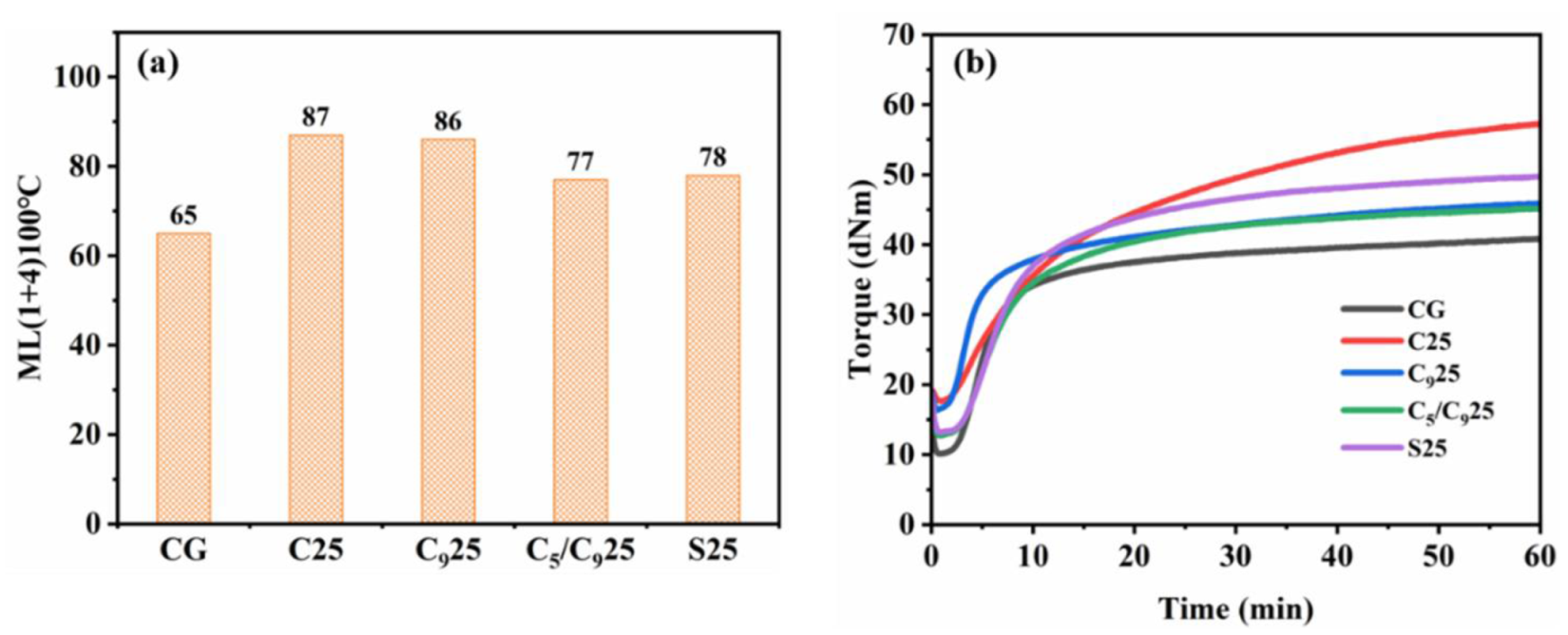
3.2. Processing Performance and Vulcanization Kinetics of Compounds with Different Resins
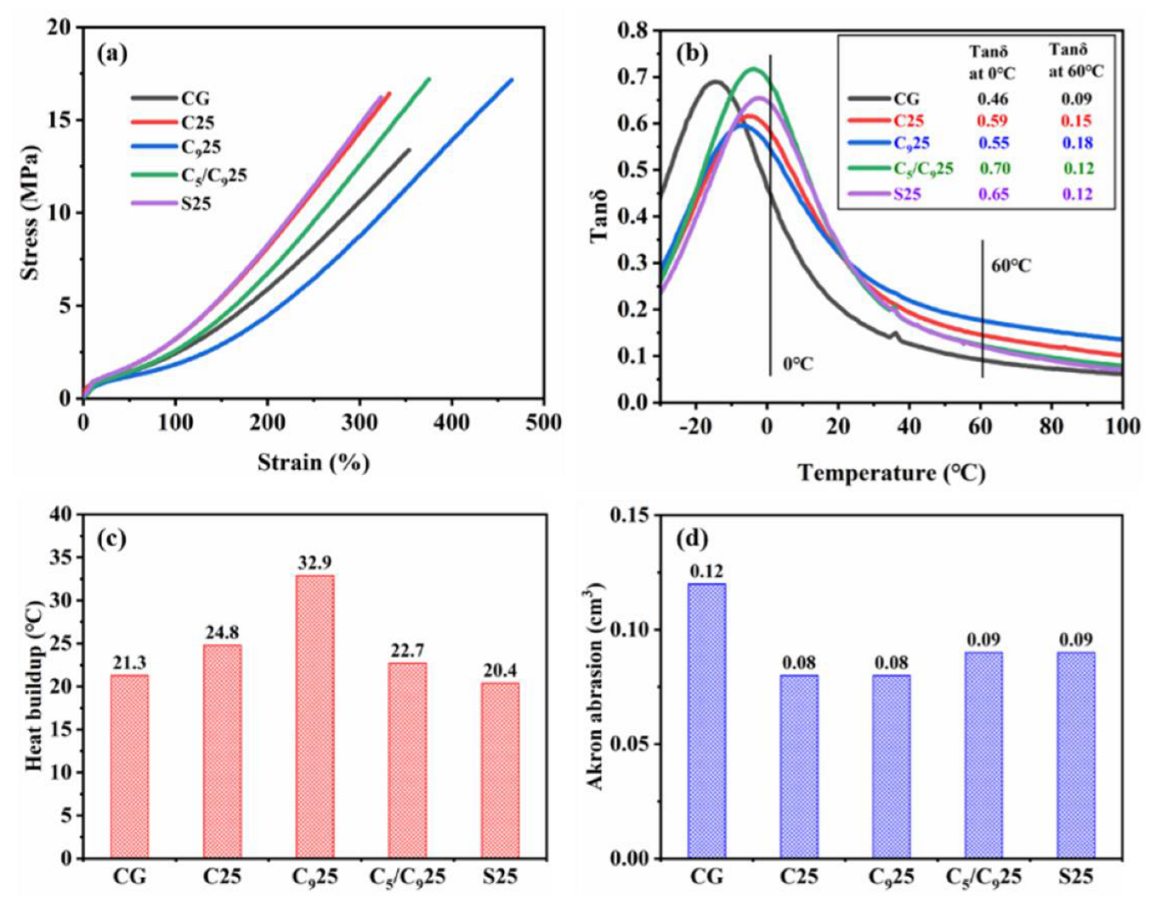
3.3. Mechanical Performances of the Composites with Different Resins
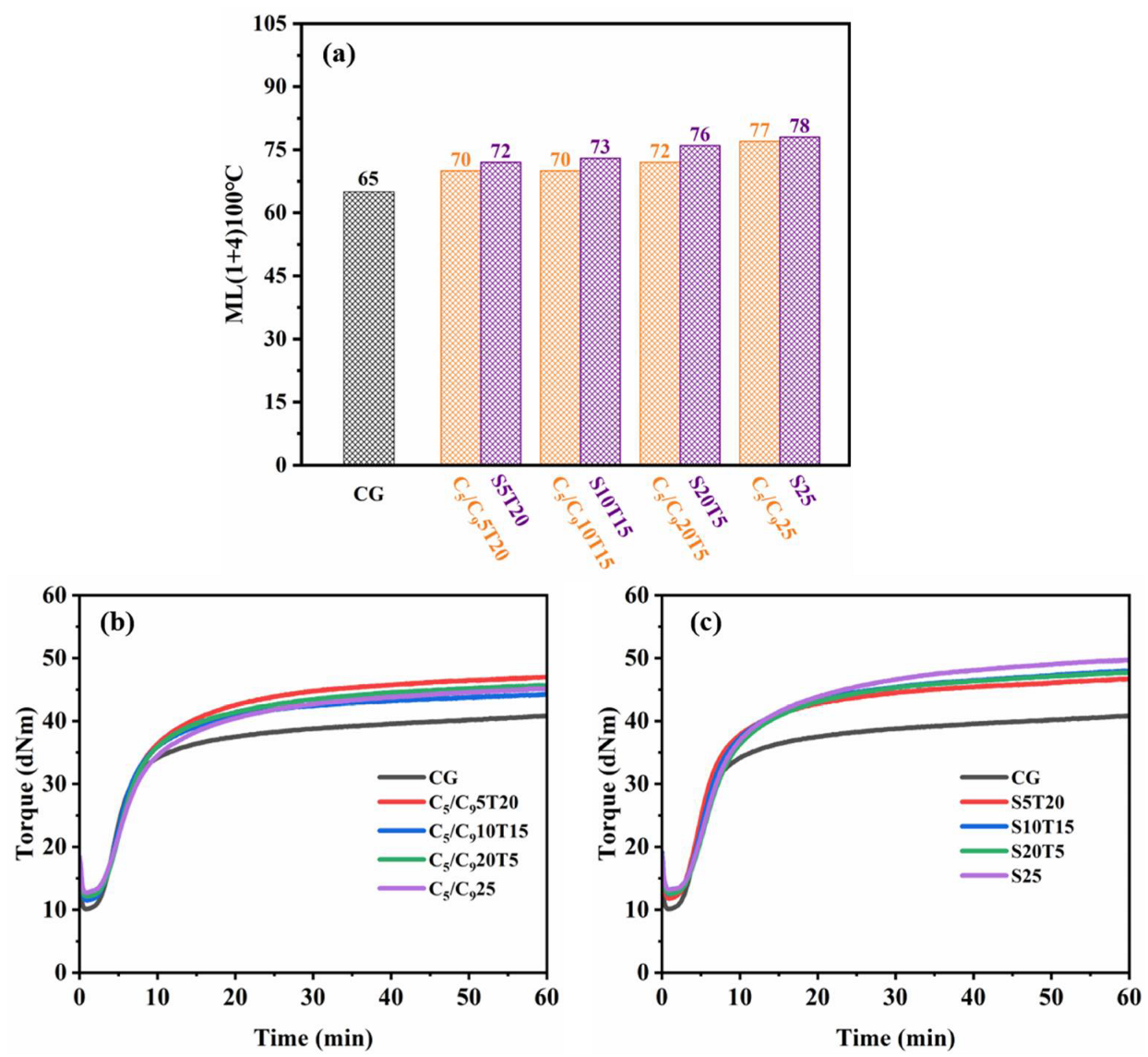
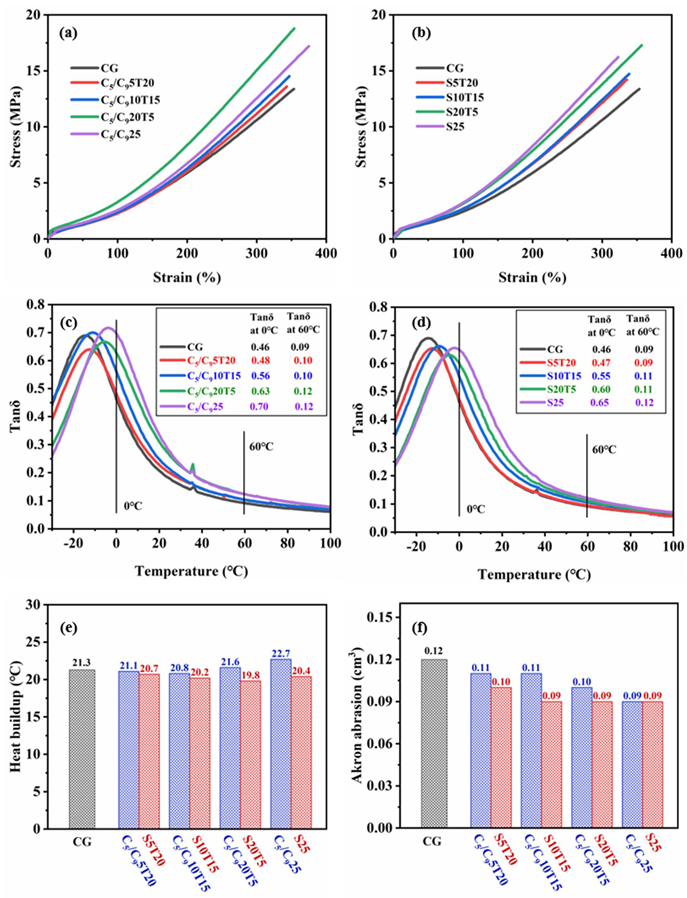
3.4. Synergistic Effect of Resin and TDAE for Silica-Filled F-SSBR Composites
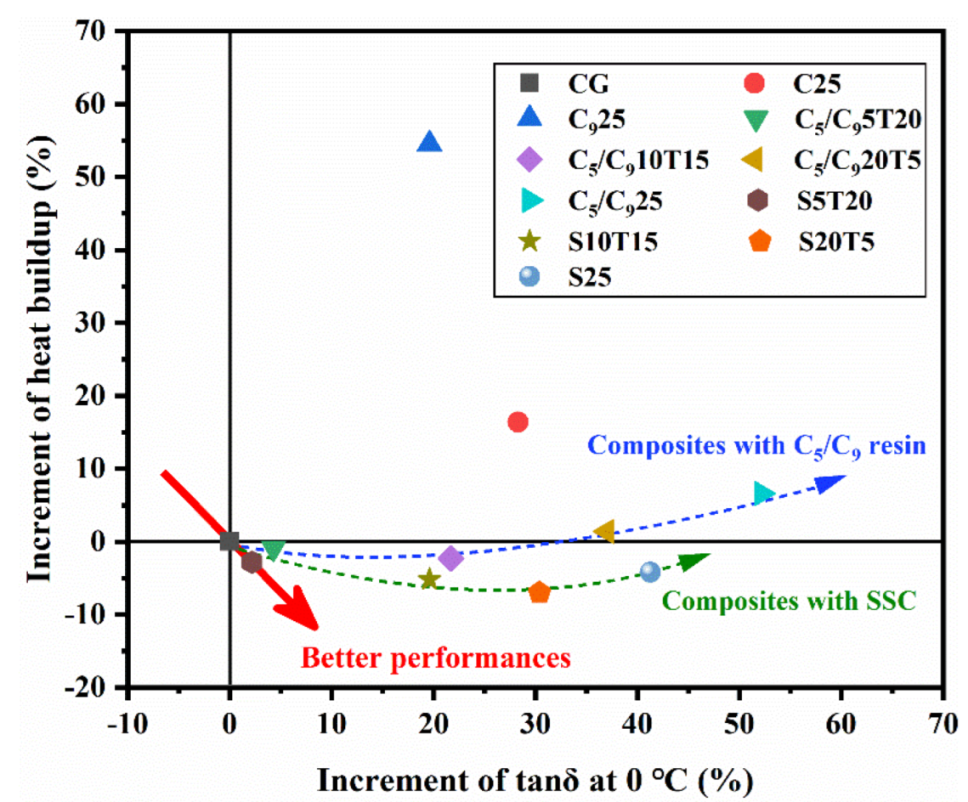
3.5. Balance of Dynamic Performance for F-SSBR Composites with Resin
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Thaptong, P.; Sae-Oui, P.; Sirisinha, C. Influences of styrene butadiene rubber and silica types on performance of passenger car radial tire tread. Rubber Chem. Technol. 2017, 90, 699–713. [Google Scholar] [CrossRef]
- Zhang, S.; Zhao, S.H.; Zhang, X.Y.; Zhang, L.Q.; Wu, Y.P. Preparation, structure, and properties of end-functionalized miktoarms star-shaped polybutadiene-sn-poly(styrene-butadiene) rubber. J. Appl. Polym. Sci. 2014, 131, 596–602. [Google Scholar] [CrossRef]
- Sirisinha, C.; Sae-Oui, P.; Suchiva, K.; Thaptong, P. Properties of tire tread compounds based on functionalized styrene butadiene rubber and functionalized natural rubber. J. Appl. Polym. Sci. 2020, 137, 48696. [Google Scholar] [CrossRef]
- Sun, C.Z.; Wen, S.P.; Ma, H.W.; Li, Y.; Chen, L.; Wang, Z.; Yuan, B.B.; Liu, L. Improvement of silica dispersion in solution polymerized styrene–butadiene rubber via introducing amino functional groups. Ind. Eng. Chem. Res. 2018, 58, 1454–1461. [Google Scholar] [CrossRef]
- Gao, W.; Lu, J.M.; Song, W.N.; Hu, J.F.; Han, B.Y. Interfacial interaction modes construction of various functional SSBR–silica towards high filler dispersion and excellent composites performances. RSC Adv. 2019, 9, 18888–18897. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, X.P.; Cai, L.; He, A.H.; Ma, H.W.; Li, Y.; Hu, Y.M.; Zhang, X.Q.; Liu, L. Facile strategies for green tire tread with enhanced filler-matrix interfacial interactions and dynamic mechanical properties. Compos. Sci. Technol. 2021, 203, 108601. [Google Scholar] [CrossRef]
- Ahn, B.; Park, N.; Kim, D.; Kim, W. Influence of end-functionalized solution styrene–butadiene rubber on silica-filled vulcanizates with various silica–silane systems. Rubber Chem. Technol. 2019, 92, 364–377. [Google Scholar] [CrossRef]
- Manoharan, P.; Naskar, K. Exploring a highly dispersible silica-elastomer composite for tire applications. J. Appl. Polym. Sci. 2016, 133, 43531. [Google Scholar] [CrossRef]
- Wang, M.J.; Lu, S.X.; Mahmud, K. Carbon–silica dual-phase filler, a new-generation reinforcing agent for rubber. Part VI. Time–temperature superposition of dynamic properties of carbon–silica-dual-phase-filler-filled vulcanizates. J. Polym. Sci. B Polym. Phys. 2000, 38, 1240–1249. [Google Scholar] [CrossRef]
- Hou, G.Y.; Tao, W.; Liu, J.; Zhang, X.Y.; Dong, M.J.; Zhang, L.Q. Effect of the structural characteristics of solution styrene–butadiene rubber on the properties of rubber composites. J. Appl. Polym. Sci. 2018, 135, 45749. [Google Scholar] [CrossRef]
- Markl, E.; Lackner, M. Devulcanization technologies for recycling of tire-derived rubber: A review. Materials 2020, 13, 1246. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Carvagno, T.R.; Van Bennekom, A.; Basu, S.K.; Van Ruler, G.J. Performance resins in tire compounding. Rubber World 2014, 249, 27–32. [Google Scholar]
- Vleugels, N.; Pille-Wolf, W.; Dierkes, W.K.; Noordermeer, J.W.M. Understanding the influence of oligomeric resins on traction and rolling resistance of silica-reinforced tire treads. Rubber Chem. Technol. 2015, 88, 65–79. [Google Scholar] [CrossRef] [Green Version]
- Weng, P.J.; Tang, Z.H.; Guo, B.C. Solving “magic triangle” of tread rubber composites with phosphonium-modified petroleum resin. Polymer 2020, 190, 122244. [Google Scholar] [CrossRef]
- Lambotte, J.P. Tire with Tread Having Silica Reinforcement Field. U.S. Patent 5,877,249, 2 March 1999. [Google Scholar]
- Liang, J.Y.; Chang, S.Q.; Feng, N. Effect of C5 petroleum resin content on damping behavior, morphology, and mechanical properties of BIIR/BR vulcanizates. J. Appl. Polym. Sci. 2013, 130, 510–515. [Google Scholar] [CrossRef]
- Zhang, F.S.; He, G.S.; Xu, K.M.; Wu, H.; Guo, S.Y.; Zhang, C.L. Damping mechanism and different modes of molecular motion through the glass transition of chlorinated butyl rubber and petroleum resin blends. J. Appl. Polym. Sci. 2014, 131, 40464. [Google Scholar] [CrossRef]
- Ilyin, S.O.; Petrukhina, N.N.; Kostyuk, A.V.; Dzhabarov, E.G.; Filatova, M.P.; Antonov, S.V.; Maksimov, A.L. Hydrogenation of indene–coumarone resin on palladium catalysts for use in polymer adhesives. Russ. J. Appl. Chem. 2019, 92, 1143–1152. [Google Scholar] [CrossRef]
- Zettlemoyer, A.C.; Pieski, E.T. Coumarone-lndene resins: Molecular weight distribution. Ind. Eng. Chem. 1953, 45, 165–167. [Google Scholar] [CrossRef]
- Chernaya, A.N.; Filimonova, O.N.; Nikulin, S.S. Modification of petroleum polymer resin from C9 fraction with maleic acid and its application to protecting treatment of wood. Russ. J. Appl. Chem. 2007, 80, 2169–2173. [Google Scholar] [CrossRef]
- Shi, J.T.; Zhao, P.H.; Fan, W.Y.; Yang, Z.Q.; Lin, Y.; Ouyang, J. Facile preparation and application performance evaluation of SBS/C9 petroleum resin blends as modifier for high viscosity asphalt. Constr. Build. Mater. 2020, 262, 120073. [Google Scholar] [CrossRef]
- Yang, L.M.; Zhang, H.H.; Wang, J.H.; Hu, M. Study on preparing light colored C9 petroleum resins with high softening point. Adv. Mater. Res. 2011, 335, 899–903. [Google Scholar] [CrossRef]
- Nie, X.Y.; Hou, T.J.; Yao, H.R.; Li, Z.; Zhou, X.L.; Li, C.L. Effect of C9 petroleum resins on improvement in compatibility and properties of SBS-modified asphalt. Petrol. Sci. Technol. 2019, 37, 1704–1712. [Google Scholar] [CrossRef]
- Ye, N.; Zheng, J.C.; Ye, X.; Xue, J.J.; Han, D.L.; Xu, H.X.; Wang, Z.; Zhang, L.Q. Performance enhancement of rubber composites using VOC-free interfacial silica coupling agent. Compos. B Eng. 2020, 202, 108301. [Google Scholar] [CrossRef]
- Zheng, J.C.; Han, D.L.; Zhao, S.H.; Ye, X.; Wang, Y.Q.; Wu, Y.P.; Dong, D.; Liu, J.; Wu, X.H.; Zhang, L.Q. Constructing a multiple covalent interface and isolating a dispersed structure in silica/rubber nanocomposites with excellent dynamic performance. ACS Appl. Mater. Inter. 2018, 10, 19922–19931. [Google Scholar] [CrossRef] [PubMed]
- Wu, X.H.; Zheng, J.C.; Han, B.Y.; Zhang, L.Q.; Lu, J.M.; Ye, X. Designing novel epoxy-terminated polybutadiene to construct chemical interface between nanosilica and rubbers with green nature. Compos. B Eng. 2019, 178, 107451. [Google Scholar] [CrossRef]
- Xu, H.X.; Fan, T.; Ye, N.; Wu, W.D.; Huang, D.Y.; Wang, D.L.; Wang, Z.; Zhang, L.Q. Plasticization effect of bio-based plasticizers from soybean oil for tire tread rubber. Polymers 2020, 12, 623. [Google Scholar] [CrossRef] [Green Version]
- Lin, C., Jr.; Hergenrother, W.L.; Hilton, A.S. Mooney viscosity stability and polymer filler interactions in silica filled rubbers. Rubber Chem. Technol. 2002, 75, 215–245. [Google Scholar] [CrossRef]
- Gibala, D.; Laohapisitpanich, K.; Thomas, D.; Hamed, G.R. Cure and mechanical behavior of rubber compounds containing ground vulcanizates. Part II—Mooney viscosity. Rubber Chem. Technol. 1996, 69, 115–119. [Google Scholar] [CrossRef]
- Takino, H.; Nakayama, R.; Yamada, Y.; Kohjiya, S.; Matsuo, T. Viscoelastic properties of elastomers and tire wet skid resistance. Rubber Chem. Technol. 1997, 70, 584–594. [Google Scholar] [CrossRef]
- Wang, Y.X.; Wu, Y.P.; Li, W.J.; Zhang, L.Q. Influence of filler type on wet skid resistance of SSBR/BR composites: Effects from roughness and micro-hardness of rubber surface. Appl. Surf. Sci. 2011, 257, 2058–2065. [Google Scholar] [CrossRef]
- Rahalkar, R.R. Dependence of wet skid resistance upon the entanglement density and chain mobility according to the Rouse theory of viscoelasticity. Rubber Chem. Technol. 1989, 62, 246–271. [Google Scholar] [CrossRef]
- Li, Y.; Wang, M.J.; Zhang, T.; Zhang, F.H.; Fu, X.M. Study on dispersion morphology of silica in rubber. Rubber Chem. Technol. 1994, 67, 693–699. [Google Scholar] [CrossRef]
- Prasertsri, S.; Rattanasom, N. Mechanical and damping properties of silica/natural rubber composites prepared from latex system. Polym. Test. 2011, 30, 515–526. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mn | PDI | Tg | Softening Point | Density | |
|---|---|---|---|---|---|
| (g/mol) | (°C) | (°C) | (g/cm3) | ||
| Coumarone resin | 1800 | 1.6 | 42.0 | 100 | 0.91 |
| C9 resin | 1236 | 1.2 | 50.9 | 117 | 0.92 |
| C5/C9 resin | 1479 | 1.3 | 40.5 | 90 | 1.08 |
| Styrene-α-methyl styrene copolymer | 2098 | 1.8 | 37.1 | 85 | 0.95 |
| Ingredient | Control Group (CG) | C25 | C925 | C5/C925 | S25 | C5/C9xTy | SxTy |
|---|---|---|---|---|---|---|---|
| SSBR SE-0212 | 70 | ||||||
| BR CB-24 | 30 | ||||||
| Silica | 70 | ||||||
| TDAE | 25 | 0 | 0 | 0 | 0 | 20/15/5 | 20/15/5 |
| Coumarone resin | 0 | 25 | 0 | 0 | 0 | 0 | 0 |
| C9 resin | 0 | 0 | 25 | 0 | 0 | 0 | 0 |
| C5/C9 resin | 0 | 0 | 0 | 25 | 0 | 5/10/20 | 0 |
| Styrene-α-methyl styrene copolymer | 0 | 0 | 0 | 0 | 25 | 0 | 5/10/20 |
| Other additives b | - | ||||||
| The Lowest Torque (ML) | The Highest Torque (MH) | MH-ML | tc,10 | tc,90 | |
|---|---|---|---|---|---|
| (dNm) | (dNm) | (dNm) | (min:s) | (min:s) | |
| CG | 10 | 41 | 31 | 3:04 | 21:39 |
| C25 | 18 | 57 | 39 | 3:23 | 40:29 |
| C925 | 16 | 46 | 30 | 2:19 | 30:49 |
| C5/C925 | 13 | 45 | 32 | 3:31 | 24:28 |
| S25 | 13 | 50 | 37 | 3:48 | 27:22 |
| Elongation at Break | Modulus at 100% | Modulus at 300% | Tensile Strength | Shore A Hardness | |
|---|---|---|---|---|---|
| (%) | (MPa) | (MPa) | (MPa) | ||
| CG | 353 ± 29 | 2.4 ± 0.1 | 10.6 ± 1.0 | 13.4 ± 2.1 | 63 ± 1 |
| C25 | 332 ± 27 | 3.2 ± 0.2 | 14.3 ± 0.6 | 16.4 ± 2.3 | 67 ± 1 |
| C925 | 465 ± 43 | 1.8 ± 0.2 | 8.8 ± 0.7 | 17.2 ± 1.2 | 67 ± 3 |
| C5/C925 | 375 ± 37 | 2.6 ± 0.3 | 12.5 ± 1.1 | 17.2 ± 1.4 | 64 ± 3 |
| S25 | 323 ± 31 | 3.2 ± 0.1 | 14.7 ± 0.2 | 16.2 ± 2.1 | 66 ± 2 |
| The Lowest Torque (ML) | The Highest Torque (MH) | MH-ML | tc,10 | tc,90 | |
|---|---|---|---|---|---|
| (dNm) | (dNm) | (dNm) | (min:s) | (min:s) | |
| CG | 10 | 41 | 31 | 3:04 | 21:39 |
| C5/C95T20 | 12 | 47 | 35 | 3:27 | 23:21 |
| C5/C910T15 | 11 | 44 | 33 | 3:19 | 21:45 |
| C5/C920T5 | 12 | 46 | 34 | 3:34 | 23:47 |
| C5/C925 | 13 | 45 | 32 | 3:31 | 24:28 |
| S5T20 | 12 | 47 | 35 | 3:12 | 21:50 |
| S10T15 | 12 | 48 | 36 | 3:31 | 24:07 |
| S20T5 | 13 | 48 | 35 | 3:42 | 23:52 |
| S25 | 13 | 50 | 37 | 3:48 | 27:22 |
| Elongation at Break | Modulus at 100% | Modulus at 300% | Tensile Strength | Shore A Hardness | |
|---|---|---|---|---|---|
| (%) | (MPa) | (MPa) | (MPa) | ||
| CG | 353 ± 29 | 2.4 ± 0.1 | 10.6 ± 1.0 | 13.4 ± 2.1 | 63 ± 1 |
| C5/C95T20 | 343 ± 20 | 2.3 ± 0.1 | 11.2 ± 2.3 | 13.6 ± 2.8 | 65 ± 3 |
| C5/C910T15 | 347 ± 22 | 2.4 ± 0.1 | 11.8 ± 0.2 | 14.5 ± 1.4 | 64 ± 2 |
| C5/C920T5 | 354 ± 42 | 3.3 ± 0.3 | 15.1 ± 2.0 | 18.8 ± 0.2 | 64 ± 1 |
| C5/C925 | 375 ± 37 | 3.2 ± 0.3 | 12.5 ± 1.1 | 17.2 ± 1.4 | 64 ± 3 |
| S5T20 | 336 ± 21 | 2.7 ± 0.1 | 12.1 ± 0.3 | 14.2 ± 2.2 | 64 ± 3 |
| S10T15 | 339 ± 43 | 2.7 ± 0.1 | 12.4 ± 0.5 | 14.7 ± 1.7 | 67 ± 1 |
| S20T5 | 357 ± 30 | 3.1 ± 0.4 | 13.8 ± 1.7 | 17.3 ± 2.1 | 67 ± 2 |
| S25 | 323 ± 31 | 3.2 ± 0.1 | 14.7 ± 0.2 | 16.2 ± 2.1 | 66 ± 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ye, N.; Wu, Z.; Wu, X.; Lu, Y.; Zhang, L. Performance Enhancement of Polymerized, Functionalized Solution Styrene–Butadiene Rubber Composites Using Oligomeric Resin towards Extremely Safe and Energy-Saving Tires. Polymers 2022, 14, 2928. https://doi.org/10.3390/polym14142928
Ye N, Wu Z, Wu X, Lu Y, Zhang L. Performance Enhancement of Polymerized, Functionalized Solution Styrene–Butadiene Rubber Composites Using Oligomeric Resin towards Extremely Safe and Energy-Saving Tires. Polymers. 2022; 14(14):2928. https://doi.org/10.3390/polym14142928
Chicago/Turabian StyleYe, Neng, Zhenya Wu, Xiaohui Wu, Yonglai Lu, and Liqun Zhang. 2022. "Performance Enhancement of Polymerized, Functionalized Solution Styrene–Butadiene Rubber Composites Using Oligomeric Resin towards Extremely Safe and Energy-Saving Tires" Polymers 14, no. 14: 2928. https://doi.org/10.3390/polym14142928