
The Effect of the Co−Blending Process on the Sensing Characteristics of Conductive Chloroprene Rubber/Natural Rubber Composites



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Preparation of MWCNT/CR–NR Composites
- (1)
- Preparation of pure rubber: To obtain the flocculated colloid, the latex was weighed in a beaker, calcium chloride flocculant with a mass fraction of 0.01 was added gently to the latex, and the latex was rinsed repeatedly with deionized water when flocculation was complete. Then, the sample was passed through a two-roller refiner (the speed ratio of the rotor was 1:1.2, the same below) for 15 min to obtain pure CR and pure NR.
- (2)
- Preparation of MWCNT/rubber blends: The MWCNTs were weighed in a beaker, a small amount of deionized water was added and ultrasonically dispersed for 10 min to obtain a stable MWCNT dispersion. Then, the latex was poured into the MWCNT dispersion and mixed with sufficient stirring to obtain the MWCNT/latex mixture. Calcium chloride flocculant with a mass fraction of 0.01 was slowly added to the mixture to obtain MWCNT/rubber flocculant, which was repeatedly rinsed with deionized water to obtain MWCNT/rubber flocculant colloid. Finally, the MWCNT/CR blends and MWCNT/NR blends were produced by passing the samples through a two-roller kneading machine for 15 min.
- (3)
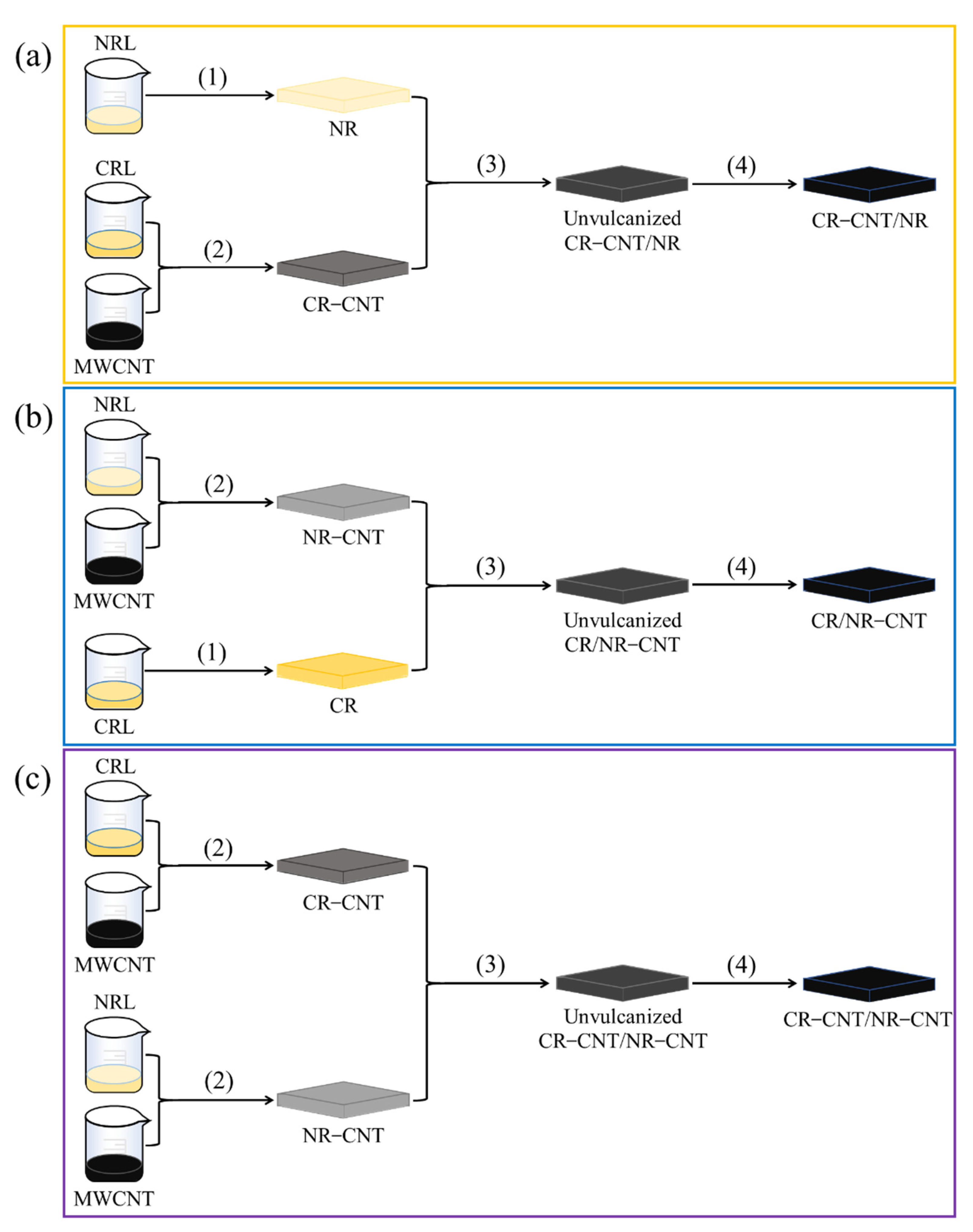
- Rubber blending: The MWCNT/CR–NR blends were prepared by three blending methods (as shown in Figure 2): (3–1) MWCNT/CR blends were blended with pure NR in a kneader for 2 min and then mixed with other vulcanizing reagents for 4 min (as shown in Figure 2a); (3–2) MWCNT/NR blends were blended with pure CR in the kneader for 2 min and then mixed with other vulcanizing reagents for 4 min (shown in Figure 2b); (3–3) MWCNT/CR compounds were mixed with MWCNT/NR compounds in the kneader for 2 min and then mixed with other vulcanizing reagents for 4 min (shown in Figure 2c).
- (4)
- Vulcanization: The MWCNT/CR–NR compound was vulcanized at 150 °C and 10 MPa for 10 min to obtain the MWCNT/CR–NR composite.
2.3. Methods
2.3.1. Measurement of Contact Angle
2.3.2. Mechanical Properties
2.3.3. Resistance–Strain Response Behavior
2.3.4. FE–SEM
2.3.5. Raman Spectroscopy
2.3.6. Conductivity
3. Results
3.1. Mechanical Properties of CR/NR Blended Rubber
3.2. Mechanical Properties of MWCNT/CR–NR Composites
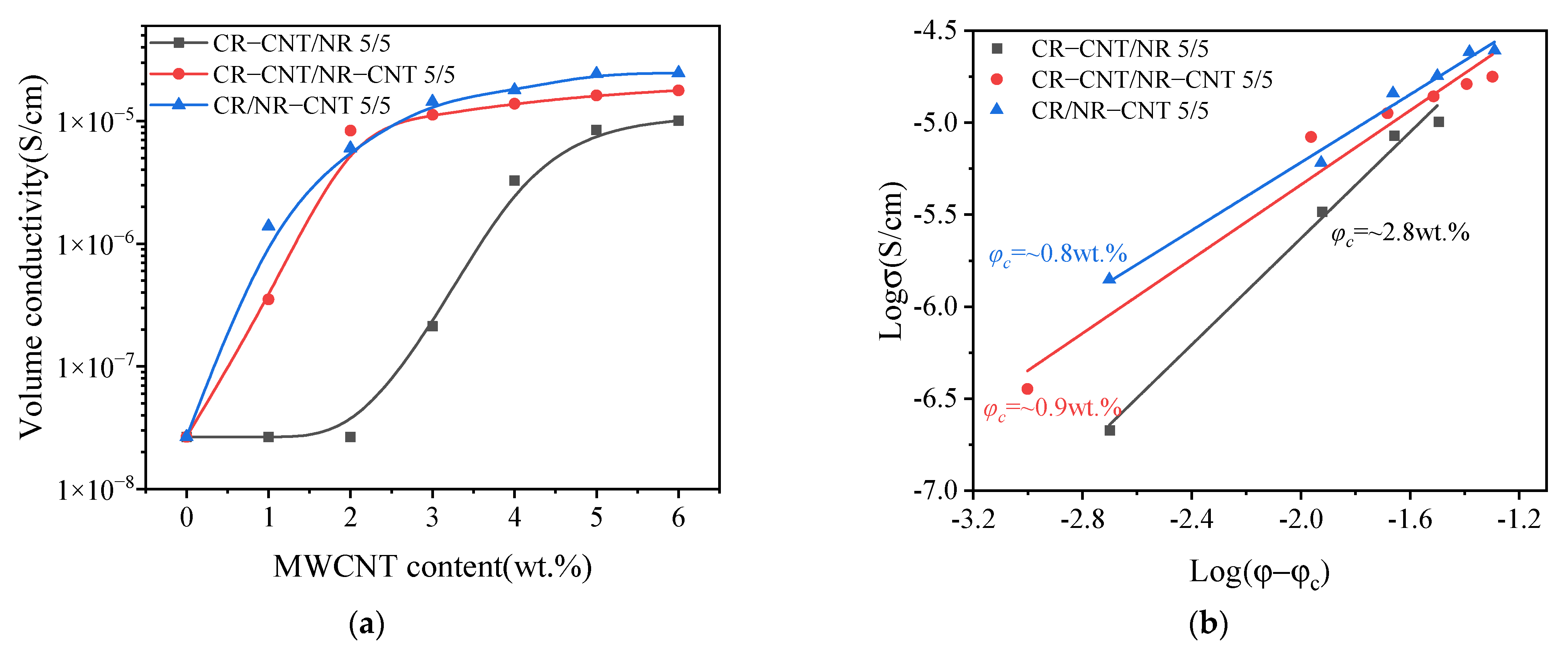
3.3. Conductivity
3.4. Resistance–Strain Response Characteristics of MWCNT/CR–NR Composites
3.4.1. Resistance–Strain Response Behavior under Uniaxial Strain
3.4.2. Resistance–Strain Response Behavior under Cyclic Loading
4. Discussion
4.1. Interaction between Filler and Matrix Interface
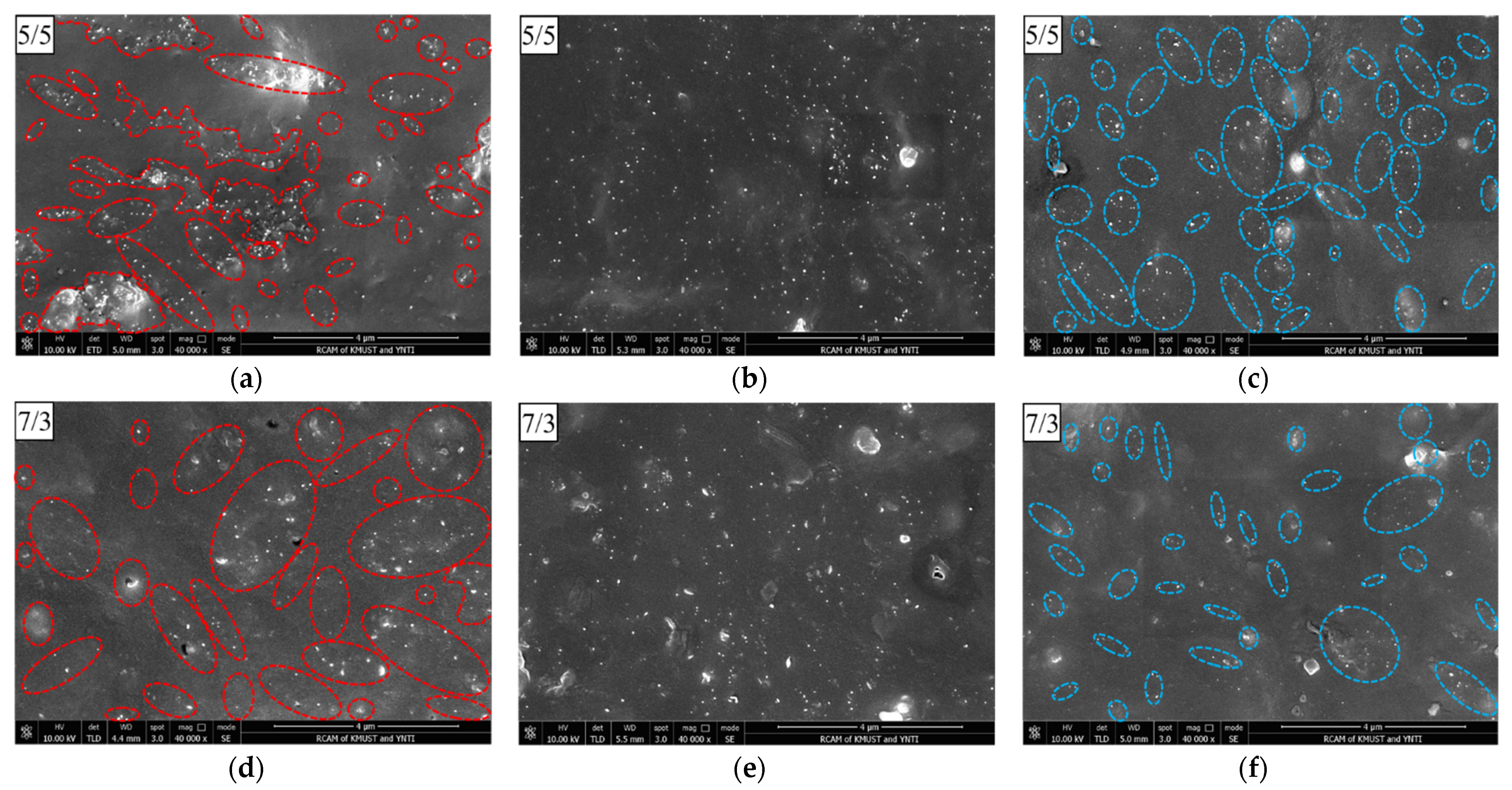
4.2. Morphology of the Conductive Network
4.3. Modeling and Mechanisms
4.4. Durability and Recyclability
5. Conclusions
- (1)
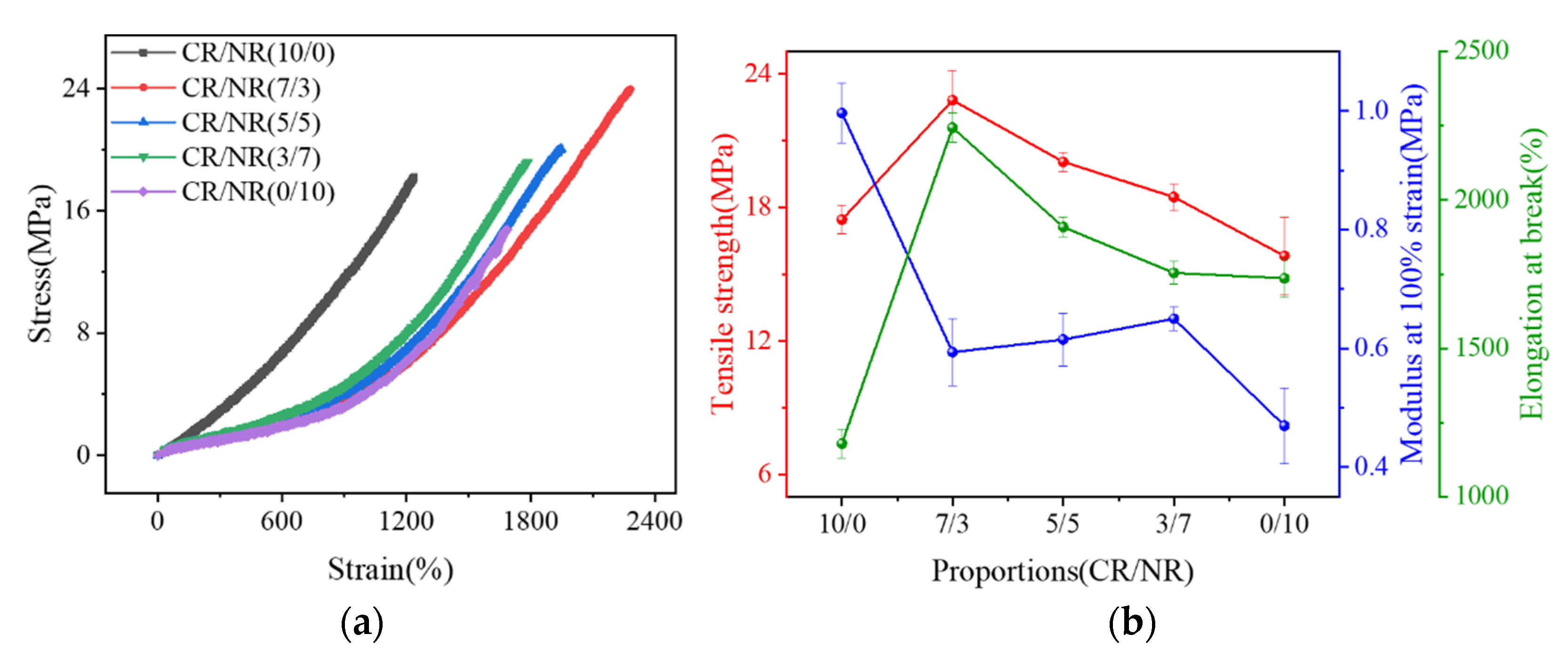
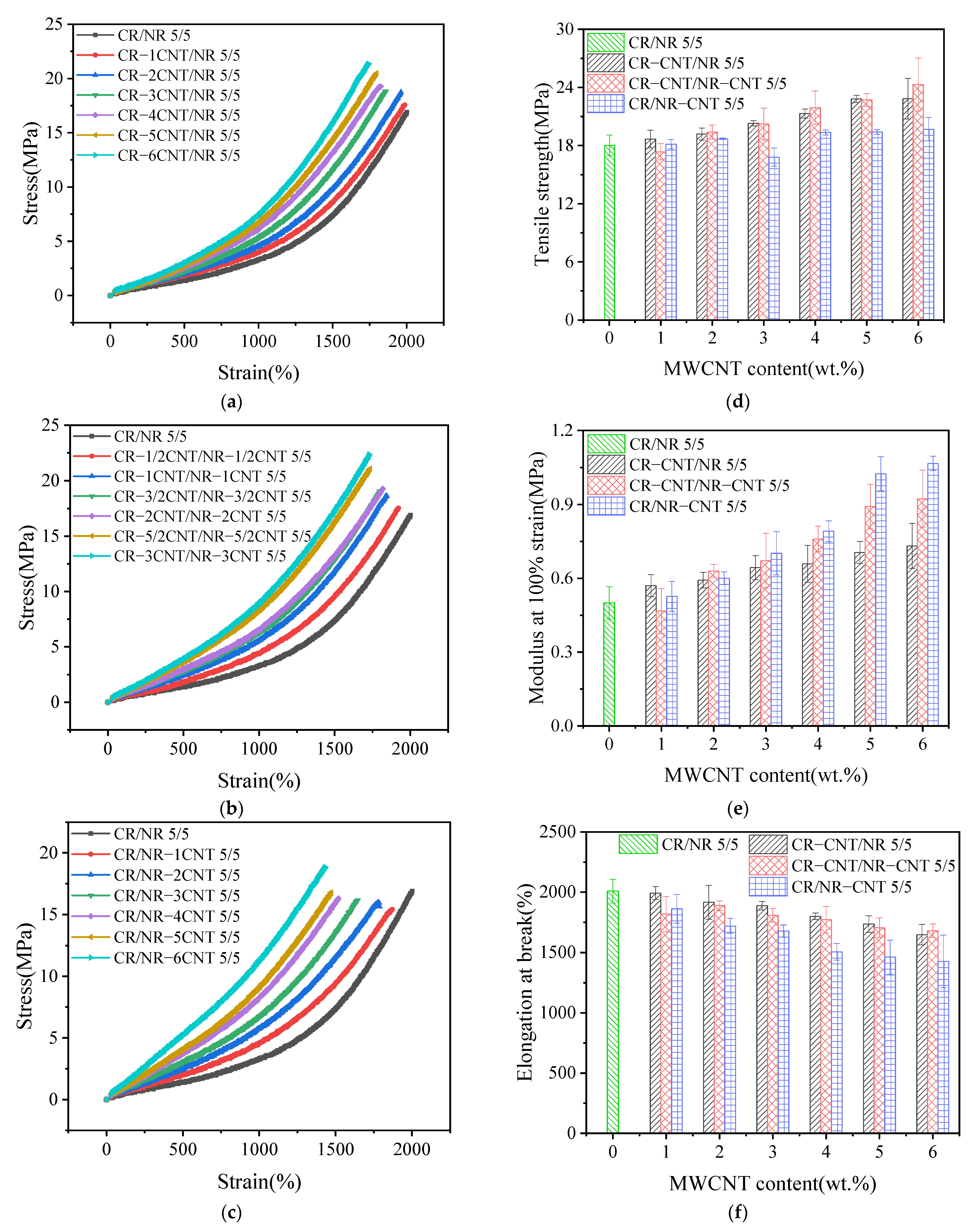
- Compared with pure CR and NR, CR/NR blends have better tensile strength and elongation at break, and their moduli are between those of pure CR and pure NR.
- (2)
- The composites prepared by different blending processes showed a large strain monitoring range (ε = 300%) and good repeatability of the dynamic resistance–strain response. Additionally, the CR–3CNT/NR–3CNT composites have more stable ∆R/R0 amplitude variation compared to the other two blending methods.
- (3)
- Under various blending processes, different conductive network morphologies and interfacial interactions may be formed in the composites, resulting in varied resistance–strain response characteristics. The CR–6CNT/NR composites have the highest strain sensitivity since they contain CR–MWCNTs with a wider conductive phase spacing, stronger interfacial contacts, and significant changes in conductive paths and tunneling lengths under strain.
- (4)
- The resistance–strain response mechanism was investigated by a theoretical model of the tunneling effect. The comparison between the experimental results and the theoretical model shows that the adopted model can well describe and explain the resistance–strain response behavior of the composites.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Amjadi, M.; Kyung, K.; Park, I.; Sitti, M. Stretchable, skin-mountable, and wearable strain sensors and their potential applications: A review. Adv. Funct. Mater. 2016, 26, 1678–1698. [Google Scholar] [CrossRef]
- Mandal, L.; Verma, B.; Patel, P.K. Review on polymer nanocomposite for ballistic & aerospace applications. Mater. Today Proc. 2020, 26, 3161–3166. [Google Scholar]
- Andisheh, M.; Pooya, D.; Nermin, S.K. Injectable polymer/nanomaterial composites for the fabrication of three-dimensional biomaterial scaffolds. Biomed. Mater. 2020, 15, 045021. [Google Scholar]
- Gao, Y.; Fang, X.; Tan, J.; Lu, T.; Pan, L.; Xuan, F. Highly sensitive strain sensors based on fragmentized carbon nanotube/polydimethylsiloxane composites. Nanotechnology 2018, 29, 235501. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Faller, L.; Farahani, M.; Roshanghias, A.; Oberlercher, H.; Mitterer, T.; Araee, A.; Zangl, H. MWCNT–epoxy nanocomposite sensors for structural health monitoring. Electronics 2018, 7, 143. [Google Scholar] [CrossRef]
- Liu, X.; Wang, Y.; Li, R.; Yang, Y.; Niu, K.; Fan, Z.; Guo, R. Resistance sensing response optimization and interval loading continuity of multiwalled carbon nanotube/natural rubber composites: Experiment and simulation. J. Appl. Polym. Sci. 2022, 139, e52430. [Google Scholar] [CrossRef]
- Liu, X.; Guo, R.; Li, R.; Liu, H.; Fan, Z.; Yang, Y.; Lin, Z. Effect of the processing on the resistance-strain response of multiwalled carbon nanotube/natural rubber composites for use in large deformation sensors. Nanomaterials 2021, 11, 1845. [Google Scholar] [CrossRef]
- Imtiaz, S.; Siddiq, M.; Kausar, A.; Munthaa, S.T.; Ambreenb, J.; Bibi, I. A review featuring fabrication, properties and applications of carbon nanotubes (CNTs) reinforced polymer and epoxy nanocomposites. Chin. J. Polym. Sci. 2018, 36, 445–461. [Google Scholar] [CrossRef]
- Mao, Y.; Wang, C.; Liu, L. Preparation of graphene oxide/natural rubber composites by latex co-coagulation: Relationship between microstructure and reinforcement. Chin. J. Chem. Eng. 2020, 28, 1187–1193. [Google Scholar] [CrossRef]
- Yu, K.; Li, T.; Jing, Y.; Lin, G. Effect of curing and reinforcing systems on properties of CR/NR blends. Rubber. Ind. 2018, 65, 1002–1005. [Google Scholar]
- Maya, M.G.; George, S.C.; Jose, T.; Kailas, L.; Thomas, S. Development of a flexible and conductive elastomeric composite based on chloroprene rubber. Polym. Test. 2018, 65, 256–263. [Google Scholar] [CrossRef]
- Wu, W.; Li, S. Preparation and properties of carbon fiber reinforced chloroprene rubber composites. China Synth. Rubber Ind. 2015, 38, 372–375. [Google Scholar]
- Deng, H.; Ji, M.; Yan, D.; Fu, S.; Duan, L.; Zhang, M.; Fu, Q. Towards tunable resistivity–strain behavior through construction of oriented and selectively distributed conductive networks in conductive polymer composites. J. Mater. Chem. A 2014, 2, 10048–10058. [Google Scholar] [CrossRef]
- Lin, L.; Liu, S.; Fu, S.; Zhang, S.; Deng, H.; Fu, Q. Fabrication of highly stretchable conductors via morphological control of carbon nanotube network. Small 2013, 9, 3620–3629. [Google Scholar] [CrossRef]
- Alig, I.; Skipa, T.; Engel, M.; Lellinger, D.; Pegel, S.; Pötschke, P. Electrical conductivity recovery in carbon nanotube-polymer composites after transient shear. Phys. Status Solidi 2007, 244, 4223–4226. [Google Scholar] [CrossRef]
- Jung, W.; Kim, D.; Lee, M.; Kim, S.; Kim, J.H.; Han, C.S. Ultraconformal contact transfer of monolayer graphene on metal to various substrates. Adv. Mater. 2014, 26, 6394–6400. [Google Scholar] [CrossRef]
- George, N.; Bipinbal, P.K.; Bhadran, B.; Mathiazhagan, A.; Joseph, R. Segregated network formation of multiwalled carbon nanotubes in natural rubber through surfactant assisted latex compounding: A novel technique for multifunctional properties. Polymer 2017, 112, 264–277. [Google Scholar] [CrossRef]
- Huang, Z.; Zhao, M.; Zhang, G.; Song, J.; Qu, J. Controlled localizing multi-wall carbon nanotubes in polyvinylidene fluoride/acrylonitrile butadiene styrene blends to achieve balanced dielectric constant and dielectric loss. Compos. Sci. Technol. 2021, 212, 108874. [Google Scholar] [CrossRef]
- Thankappan Nair, S.; Vijayan, P.P.; Xavier, P.; Bose, S.; George, S.C.; Thomas, S. Selective localisation of multi walled carbon nanotubes in polypropylene/natural rubber blends to reduce the percolation threshold. Compos. Sci. Technol. 2015, 116, 9–17. [Google Scholar] [CrossRef]
- Lee, T.; Jeong, Y.G. Enhanced electrical conductivity, mechanical modulus, and thermal stability of immiscible polylactide/polypropylene blends by the selective localization of multi-walled carbon nanotubes. Compos. Sci. Technol. 2014, 103, 78–84. [Google Scholar] [CrossRef]
- Ji, M.; Deng, H.; Yan, D.; Li, X.; Duan, L.; Fu, Q. Selective localization of multi-walled carbon nanotubes in thermoplastic elastomer blends: An effective method for tunable resistivity–strain sensing behavior. Compos. Sci. Technol. 2014, 92, 16–26. [Google Scholar] [CrossRef]
- Huang, J.; Mao, C.; Zhu, Y.; Jiang, W.; Yang, X. Control of carbon nanotubes at the interface of a co-continuous immiscible polymer blend to fabricate conductive composites with ultralow percolation thresholds. Carbon 2014, 73, 267–274. [Google Scholar] [CrossRef]
- Su, C.; Xu, L.; Zhang, C.; Zhu, J. Selective location and conductive network formation of multiwalled carbon nanotubes in polycarbonate/poly (vinylidene fluoride) blends. Compos. Sci. Technol. 2011, 71, 1016–1021. [Google Scholar] [CrossRef]
- Yang, H.; Yao, X.; Zheng, Z.; Gong, L.; Yuan, L.; Yuan, Y.; Liu, Y. Highly sensitive and stretchable graphene-silicone rubber composites for strain sensing. Compos. Sci. Technol. 2018, 167, 371–378. [Google Scholar] [CrossRef]
- Song, J.; Li, X.; Tian, K.; Ma, L.; Li, W.; Yao, S. Thermal conductivity of natural rubber nanocomposites with hybrid fillers. Chin. J. Chem. Eng. 2019, 27, 201–207. [Google Scholar] [CrossRef]
- Xu, H.; Gong, L.; Wang, X.; Zhao, L.; Pei, Y.; Wang, G.; Liu, Y.; Wu, L.; Jiang, J.; Tang, L. Influence of processing conditions on dispersion, electrical and mechanical properties of graphene-filled-silicone rubber composites. Compos. Part A Appl. Sci. Manuf. 2016, 91, 53–64. [Google Scholar] [CrossRef]
- Marsden, A.; Papageorgiou, D.; Valles, C.; Liscio, A.; Palermo, V.; Bissett, M.; Young, R.; Kinloch, I. Electrical percolation in graphene-polymer composites. 2D Mater. 2018, 5, 32003. [Google Scholar] [CrossRef]
- Ma, P.; Siddiqui, N.; Marom, G.; Kim, J. Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1345–1367. [Google Scholar] [CrossRef]
- Krainoi, A.; Kummerlöwe, C.; Nakaramontri, Y.; Vennemann, N.; Pichaiyut, S.; Wisunthorn, S.; Nakason, C. Influence of critical carbon nanotube loading on mechanical and electrical properties of epoxidized natural rubber nanocomposites. Polym. Test. 2018, 66, 122–136. [Google Scholar] [CrossRef]
- Chandran, N.; Sarathchandran, C.; Sivadas, A.; Saiter-Fourcin, A.; Thomas, S. Quantifying morphological and mechanical properties of thermoplastics elastomers by selective localization of nanofillers with different geometries. Colloids Surf. A Physicochem. Eng. Asp. 2021, 629, 127365. [Google Scholar] [CrossRef]
- Yang, H.; Gong, L.; Zheng, Z.; Yao, X. Highly stretchable and sensitive conductive rubber composites with tunable piezoresistivity for motion detection and flexible electrodes. Carbon 2020, 158, 893–903. [Google Scholar] [CrossRef]
- Zhou, C.; Sun, W.; Jia, L.; Xu, L.; Dai, K.; Yan, D.; Li, Z. Highly stretchable and sensitive strain sensor with porous segregated conductive network. ACS. Appl. Mater. Interfaces 2019, 11, 37094–37102. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.; Guo, R.; Lin, Z.; Yang, Y.; Xia, H.; Yao, Z. Resistance-strain sensitive rubber composites filled by multiwalled carbon nanotubes for structuraldeformation monitoring. Nanomater. Nanotechnol. 2021, 11, 1515734879. [Google Scholar] [CrossRef]
- Wang, Y.; Jiang, X.; Xu, C.; Chen, Z.; Chen, Y. Effects of partial replacement of silicone rubber with flurorubber on properties of dynamically cured poly(vinylidene fluoride)/silicone rubber/flurorubber ternary blends. Polym. Test. 2013, 32, 1392–1399. [Google Scholar] [CrossRef]
- Tian, C.; Chu, G.; Feng, Y.; Lu, Y.; Miao, C.; Ning, N.; Zhang, L.; Tian, M. Quantitatively identify and understand the interphase of SiO2/rubber nanocomposites by using nanomechanical mapping technique of AFM. Compos. Sci. Technol. 2019, 170, 1–6. [Google Scholar] [CrossRef]
- Zirnstein, B.; Tabaka, W.; Frasca, D.; Schulze, D.; Schartel, B. Graphene/hydrogenated acrylonitrile-butadiene rubber nanocomposites: Dispersion, curing, mechanical reinforcement, multifunctional filler. Polym. Test. 2018, 66, 268–279. [Google Scholar] [CrossRef]
- Ning, N.; Cheng, D.; Yang, J.; Liu, L.; Tian, M.; Wu, Y.; Wang, W.; Zhang, L.; Lu, Y. New insight on the interfacial interaction between multiwalled carbon nanotubes and elastomers. Compos. Sci. Technol. 2017, 142, 214–220. [Google Scholar] [CrossRef]
- Princy, K.; Joseph, R.; Kartha, S. Studies on conductivity of nitrile rubber and its blends with NR, EPDM, and PVC. Plast. Rubber Compos. 2002, 31, 114–118. [Google Scholar] [CrossRef]
- Al-Saleh, M.; Sundararaj, U. An innovative method to reduce percolation threshold of carbon black filled immiscible polymer blends. Compos. Part A Appl. Sci. Manuf. 2008, 39, 284–293. [Google Scholar] [CrossRef]
- Simmons, J.G. Generalized formula for the electric tunnel effect between similar electrodes separated by a thin insulating film. J. Appl. Phys. 1963, 34, 1793–1803. [Google Scholar] [CrossRef]
- Liu, H.; Li, Y.; Dai, K.; Zheng, G.; Liu, C.; Shen, C.; Yan, X.; Guo, J.; Guo, Z. Electrically conductive thermoplastic elastomer nanocomposites at ultralow graphene loading levels for strain sensor applications. J. Mater. Chem. C 2016, 4, 157–166. [Google Scholar] [CrossRef]
- Yang, X.; Sun, L.; Zhang, C.; Huang, B.; Chu, Y.; Zhan, B. Modulating the sensing behaviors of poly(styrene-ethylene-butylenestyrene)/carbon nanotubes with low-dimensional fillers for large deformation sensors. Compos. Part B Eng. 2019, 106, 605–614. [Google Scholar] [CrossRef]
- Kong, E.; Yoon, B.; Nam, J.; Suhr, J. Accelerated aging and lifetime prediction of graphene-reinforced natural rubber composites. Macromol. Res. 2018, 26, 998–1003. [Google Scholar] [CrossRef]
- Zhang, L.; Li, H.; Lai, X.; Liao, X.; Wang, J.; Su, X.; Liu, H.; Wu, W.; Zeng, X. Functionalized graphene as an effective antioxidant in natural rubber. Compos. Part A Appl. Sci. Manuf. 2018, 107, 47–54. [Google Scholar] [CrossRef]
- Yang, L.; Wu, M.; Yang, X.; Lin, B.; Fu, L.; Xu, C. Healable, recyclable, and adhesive rubber composites equipped with ester linkages, zinc ionic bonds, and hydrogen bonds. Compos. Part A Appl. Sci. Manuf. 2022, 155, 106816. [Google Scholar] [CrossRef]
- Thostenson, E.; Ren, Z.; Chou, T. Advances in the science and technology of carbon nanotubes and their composites: A review. Compos. Sci. Technol. 2001, 61, 1899–1912. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | CR−CNT/NR 5/5 | CR/NR−CNT 5/5 | CR−CNT/NR−CNT 5/5 | CR/NR 10/0 | CR/NR 7/3 | CR/NR 5/5 | CR/NR 3/7 | CR/NR 0/10 |
|---|---|---|---|---|---|---|---|---|
| CRL (wt.%) | 50 | 50 | 50 | 100 | 70 | 50 | 30 | 0 |
| NRL (wt.%) | 50 | 50 | 50 | 0 | 30 | 50 | 70 | 100 |
| MWCNT (wt.%) | 1, 2, 3, 4, 5, 6 | 1, 2, 3, 4, 5, 6 | 1, 2, 3, 4, 5, 6 | 0 | 0 | 0 | 0 | 0 |
| MgO (wt.%) | 2.5 | 2.5 | 2.5 | 5 | 3.5 | 2.5 | 1.5 | 0 |
| S (wt.%) | 1.5 | 1.5 | 1.5 | 0 | 0.9 | 1.5 | 2.1 | 3 |
| SA (wt.%) | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| ZnO (wt.%) | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| 4010NA (wt.%) | 2 | 2 | 2 | 2 | 2 | 2 | 2 | 2 |
| NS (wt.%) | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 |
| Blending method | (a) | (b) | (c) | — | — | — | — | — |
| Materials | Surface Tension (mN/m) | ||
|---|---|---|---|
| Total (γ) | Dispersion Value (γd) | Polarity Value (γp) | |
| MWCNTs | 27.8 | 17.6 | 10.2 |
| CR | 76.4 | 14.6 | 61.8 |
| NR | 34.7 | 17.2 | 17.5 |
| Composite | E | N | a1 | a2 | a3 | a4 | R2 |
|---|---|---|---|---|---|---|---|
| CR−6CNT/NR | 5.21787 | −1.15971 | 2.12683 | 0.60131 | 0.01271 | −0.02415 | 0.99951 |
| CR−3CNT/NR−3CNT | 2.56584 | −2.12228 | 1.85823 | 0.70045 | −0.05355 | −0.01108 | 0.99969 |
| CR/NR−6CNT | 1.48656 | −2.28951 | 1.51365 | −0.16524 | 0.28264 | −0.05449 | 0.99967 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, Z.; Guo, R.; Yang, Z.; Yang, Y.; Liu, X. The Effect of the Co−Blending Process on the Sensing Characteristics of Conductive Chloroprene Rubber/Natural Rubber Composites. Polymers 2022, 14, 3326. https://doi.org/10.3390/polym14163326
Fan Z, Guo R, Yang Z, Yang Y, Liu X. The Effect of the Co−Blending Process on the Sensing Characteristics of Conductive Chloroprene Rubber/Natural Rubber Composites. Polymers. 2022; 14(16):3326. https://doi.org/10.3390/polym14163326
Chicago/Turabian StyleFan, Zhengming, Rongxin Guo, Zhongyan Yang, Yang Yang, and Xingyao Liu. 2022. "The Effect of the Co−Blending Process on the Sensing Characteristics of Conductive Chloroprene Rubber/Natural Rubber Composites" Polymers 14, no. 16: 3326. https://doi.org/10.3390/polym14163326