
Efficient OLEDs Based on Slot-Die-Coated Multicomponent Emissive Layer

 , , and
, , and
Abstract
:
1. Introduction
2. Materials and Methods
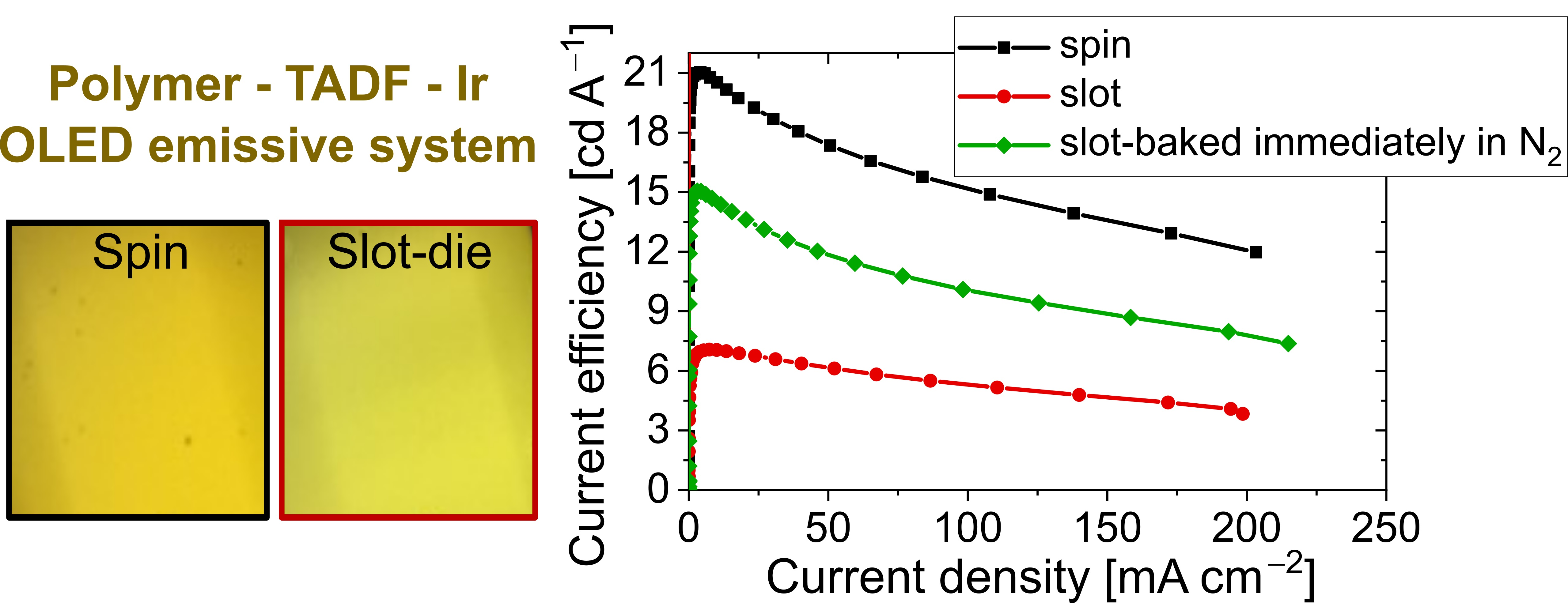
2.1. Slot-Die Coating Technique
2.2. Slot-Die Coating Optimization
2.3. OLEDs Preparation
3. Results and Discussion
3.1. Optimization of Slot-Die-Coating Process Parameters
3.2. OLED Results for Polymer Host–Guest System
3.3. OLED Results for Polymer Host–Guest System with TADF
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tsujimura, T. OLED Display Fundamentals and Applications; Lowe, A.C., Ed.; Wiley: Singapore, 2012. [Google Scholar]
- Gaspar, D.J.; Polikarpov, E. OLED Fundamentals Materials, Devices, and Processing of Organic Light-Emitting Diodes, 1st ed.; CRC Press: London, UK, 2015. [Google Scholar]
- Koden, M. OLED Displays and Lighting; John Wiley & Sons: Chichester, UK, 2017. [Google Scholar]
- Spindler, J.P.; Hamer, J.W.; Kondakova, M.E. OLED Manufacturing Equipment and Methods. In Handbook of Advanced Lighting Technology; Karlicek, R., Sun, C.-C., Zissis, G., Ma, R., Eds.; Springer: Cham, Switzerland, 2017; Chapter 43. [Google Scholar]
- Jurchescu, O.D. Large-Area Organic Electronics: Inkjet Printing and Spray Coating Techniques. In Organic Electronics Emerging Concepts and Technologies; Cicoria, F., Santato, C., Eds.; WILEY-VCH: Singapore, 2013; Chapter 13. [Google Scholar]
- Roth, B.; Søndergaard, R.R.; Krebs, F.C. Roll-to-Roll Printing and Coating Techniques for Manufacturing Large-Area Flexible Organic Electronics. In Handbook of Flexible Organic Electronics: Materials, Manufacturing and Applications; Logothetidis, S., Ed.; Elsevier Ltd: Duxford, UK, 2015; Chapter 7. [Google Scholar]
- Thejo Kalyani, N.; Dhoble, S.J. Novel Materials for Fabrication and Encapsulation of OLEDs. Renew. Sustain. Energy Rev. 2015, 44, 319–347. [Google Scholar] [CrossRef]
- Zhong, C.; Duan, C.; Huang, F.; Wu, H.; Cao, Y. Materials and Devices toward Fully Solution Processable Organic Light-Emitting Diodes. Chem. Mater. 2011, 23, 326–340. [Google Scholar] [CrossRef]
- Gorter, H.; Coenen, M.J.J.; Slaats, M.W.L.; Ren, M.; Lu, W.; Kuijpers, C.J.; Groen, W.A. Toward Inkjet Printing of Small Molecule Organic Light Emitting Diodes. Thin Solid Films 2013, 532, 11–15. [Google Scholar] [CrossRef]
- Kopola, P.; Tuomikoski, M.; Suhonen, R.; Maaninen, A. Gravure Printed Organic Light Emitting Diodes for Lighting Applications. Thin Solid Films 2009, 517, 5757–5762. [Google Scholar] [CrossRef]
- Villani, F.; Vacca, P.; Nenna, G.; Valentino, O.; Burrasca, G.; Fasolino, T.; Minarini, C.; Della Sala, D. Inkjet Printed Polymer Layer on Flexible Substrate for OLED Applications. J. Phys. Chem. C 2009, 113, 13398–13402. [Google Scholar] [CrossRef]
- Kang, Y.J.; Bail, R.; Lee, C.W.; Chin, B.D. Inkjet Printing of Mixed-Host Emitting Layer for Electrophosphorescent Organic Light-Emitting Diodes. ACS Appl. Mater. Interfaces 2019, 11, 21784–21794. [Google Scholar] [CrossRef] [PubMed]
- Wu, T.; Huang, M.; Lin, C.; Huang, P.; Chou, T.; Lin, H.; Liu, R.; Cheng, C. Diboron Compound-Based Organic Light-Emitting Diodes with High Efficiency and Reduced Efficiency Roll-Off. Nat. Photonics 2018, 12, 235–241. [Google Scholar] [CrossRef]
- Ahn, D.H.; Kim, S.W.; Lee, H.; Ko, I.J.; Karthik, D.; Lee, J.Y.; Kwon, J.H. Highly Efficient Blue Thermally Activated Delayed Fluorescence Emitters Based on Symmetrical and Rigid Oxygen-Bridged Boron Acceptors. Nat. Photonics 2019, 13, 540–546. [Google Scholar] [CrossRef]
- Longhi, E.; De Cola, L. Iridium (III) Complexes for OLEDs Applications, Section “Device Architecture and Fabrication.” In Iridium (III) in Optoelectronics and Photonics Applications; Zysman-Colman, E., Ed.; John Wiley & Sons: Chichester, UK, 2017; pp. 217–219. [Google Scholar]
- Fröbel, M.; Fries, F.; Schwab, T.; Lenk, S.; Leo, K.; Gather, M.C.; Reineke, S. Three-Terminal RGB Full-Color OLED Pixels for Ultrahigh Density Displays. Sci. Rep. 2018, 8, 9684. [Google Scholar] [CrossRef]
- Lin, J. Printing Processes and Equipments. In Printed Electronics: Materials, Technologies and Applications; Cui, Z., Ed.; John Wiley & Sons: Singapore, 2016; Chapter 4. [Google Scholar]
- Malinowski, P.E.; Ke, T.H.; Nakamura, A.; Vicca, P.; Wuyts, M.; Gu, D.; Steudel, S.; Janssen, D.; Kamochi, Y.; Koyama, I.; et al. Multicolor 1250 Ppi OLED Arrays Patterened by Photolithography. International Symposium Digest of Technical Papers; SID: San Francisco, CA, USA, 2016; pp. 1009–1012. [Google Scholar]
- Kajiyama, Y. New Color Patterning Techniques for OLED Displays; University of Waterloo: Waterloo, France, 2015. [Google Scholar]
- Norrman, K.; Ghanbari-Siahkali, A.; Larsen, N.B. 6 Studies of Spin-Coated Polymer Films. Annu. Rep. Prog. Chem., Sect. 2005, 101, 174–201. [Google Scholar] [CrossRef]
- Markham, J.P.J.; Lo, S.C.; Magennis, S.W.; Burn, P.L.; Samuel, I.D.W. High-Efficiency Green Phosphorescence from Spin-Coated Single-Layer Dendrimer Light-Emitting Diodes. Appl. Phys. Lett. 2002, 80, 2645–2647. [Google Scholar] [CrossRef]
- Orwat, B.; Witkowska, E.; Kownacki, I.; Oh, M.; Hoffmann, M.; Kubicki, M.; Grzelak, I.; Marciniec, B.; Glowacki, I.; Luszczynska, B.; et al. Microwave-Assisted One-Pot Synthesis of New Ionic Iridium Complexes of [Ir(Bzq) 2 (N^N)] + A—Type and Their Selected Electroluminescent Properties. Dalton Trans. 2017, 46, 9210–9226. [Google Scholar] [CrossRef] [PubMed]
- Witkowska, E.; Wiosna-Salyga, G.; Glowacki, I.; Orwat, B.; Oh, M.; Kownacki, I.; Kubicki, M.; Gierczyk, B.; Dutkiewicz, M.; Cieszko, P.; et al. Effect of Fluorine Substitution of the b -Ketoiminate Ancillary Ligand on Photophysical Properties and Electroluminescence Ability of New Iridium(III) Complexes. J. Mater. Chem. 2018, 6, 8688–8708. [Google Scholar] [CrossRef]
- Søndergaard, R.R.; Hösel, M.; Krebs, F.C. Roll-to-Roll Fabrication of Large Area Functional Organic Materials. J. Polym. Sci. Part B Polym. Phys. 2013, 51, 16–34. [Google Scholar] [CrossRef]
- Sandstrom, A.; Dam, H.F.; Krebs, F.C.; Edman, L. Ambient Fabrication of Flexible and Large-Area Organic Light-Emitting Devices Using Slot-Die Coating. Nat. Commun. 2012, 3, 1002. [Google Scholar] [CrossRef]
- FOMTechnologies. Slot-Die Coating: Introduction and FAQ; FOMTechnologies: Copenhagen, Denmark, 2020. [Google Scholar]
- Whitaker, J.B.; Kim, D.H.; Larson, B.W.; Zhang, F.; Berry, J.J.; Van Hest, M.F.A.M.; Zhu, K. Scalable Slot-Die Coating of High Performance Perovskite Solar Cells. Sustain. Energy Fuels 2018, 2, 2442–2449. [Google Scholar] [CrossRef]
- Ding, X.; Liu, J.; Harris, T.A.L. Review Article: Transport Phenomena and Fluid Mechanics A Review of the Operating Limits in Slot Die Coating Processes. AIChE J. 2016, 62, 2508–2524. [Google Scholar] [CrossRef]
- Helgesen, M.; Carlé, J.E.; Krebs, F.C. Slot-Die Coating of a High Performance Copolymer in a Readily Scalable Roll Process for Polymer Solar Cells. Adv. Energy Mater. 2013, 3, 1664–1669. [Google Scholar] [CrossRef]
- Dayneko, S.V.; Pahlevani, M.; Welch, G.C. Indoor Photovoltaics: Photoactive Material Selection, Greener Ink Formulations, and Slot-Die Coated Active Layers. ACS Appl. Mater. Interfaces 2019, 11, 46017–46025. [Google Scholar] [CrossRef] [PubMed]
- Rossander, L.H.; Dam, H.F.; Carlé, J.E.; Helgesen, M.; Rajkovic, I.; Corazza, M.; Krebs, F.C.; Andreasen, J.W. In-Line, Roll-to-Roll Morphology Analysis of Organic Solar Cell Active Layers. Energy Environ. Sci. 2017, 10, 2411–2419. [Google Scholar] [CrossRef]
- Laventure, A.; Harding, C.R.; Cieplechowicz, E.; Li, Z.; Wang, J.; Zou, Y.; Welch, G.C. Screening Quinoxaline-Type Donor Polymers for Roll-To-Roll Processing Compatible Organic Photovoltaics. ACS Appl. Polym. Mater. 2019, 1, 2168–2176. [Google Scholar] [CrossRef]
- Park, B.; Bae, I.G.; Kwon, O.E.; Jeon, H.G. Organic Thin-Film Transistors Fabricated Using a Slot-Die-Coating Process and Related Sensing Applications. RSC Adv. 2016, 6, 101613–101621. [Google Scholar] [CrossRef]
- Cagnani, G.R.; Ibáñez-Redín, G.; Tirich, B.; Gonçalves, D.; Balogh, D.T.; Oliveira, O.N. Fully-Printed Electrochemical Sensors Made with Flexible Screen-Printed Electrodes Modified by Roll-to-Roll Slot-Die Coating. Biosens. Bioelectron. 2020, 165, 112428. [Google Scholar] [CrossRef]
- Lee, S.H.; Lee, S. Cantilever Type Acceleration Sensors Made by Roll-to-Roll Slot-Die Coating. Sensors 2020, 20, 3748. [Google Scholar] [CrossRef] [PubMed]
- Lin, Z.; Guo, X.; Zhou, L.; Zhang, C.; Chang, J.; Wu, J.; Zhang, J. Solution-Processed High Performance Organic Thin Film Transistors Enabled by Roll-to-Roll Slot Die Coating Technique. Org. Electron. 2018, 54, 80–88. [Google Scholar] [CrossRef]
- Wang, R.; Kwon, H.J.; Tang, X.; Ye, H.; Park, C.E.; Kim, J.; Kong, H.; Kim, S.H. Slot-Die Coating of Sol–Gel-Based Organic–Inorganic Nanohybrid Dielectric Layers for Flexible and Large-Area Organic Thin Film Transistors. Appl. Surf. Sci. 2020, 529, 147198. [Google Scholar] [CrossRef]
- Koutsiaki, C.; Kaimakamis, T.; Zachariadis, A.; Logothetidis, S. Electrical Performance of Flexible OTFTs Based on Slot-Die Printed Dielectric Films with Different Thicknesses. Mater. Today Proc. 2020, 21, 58–64. [Google Scholar] [CrossRef]
- Raupp, S.; Daume, D.; Tekoglu, S.; Merklein, L.; Lemmer, U.; Hernandez-Sosa, G.; Sauer, H.M.; Dörsam, E.; Scharfer, P.; Schabel, W. Slot Die Coated and Flexo Printed Highly Efficient SMOLEDs. Adv. Mater. Technol. 2017, 2, 1600230. [Google Scholar] [CrossRef]
- Choi, K.J.; Lee, J.Y.; Shin, D.K.; Park, J. Investigation on Slot-Die Coating of Hybrid Material Structure for OLED Lightings. J. Phys. Chem. Solids 2016, 95, 119–128. [Google Scholar] [CrossRef]
- Amruth, C.; Pahlevani, M.; Welch, G.C. Multilayer Slot-Die Coating of Large-Area Organic Light-Emitting Diodes (OLEDs) with Slot-Die Coated Functional Layers. Mater. Adv. 2021, 2, 628–645. [Google Scholar]
- Dayneko, S.V.; Rahmati, M.; Pahlevani, M.; Welch, G.C. Solution Processed Red Organic Light-Emitting-Diodes Using an: N-Annulated Perylene Diimide Fluorophore. J. Mater. Chem. 2020, 8, 2314–2319. [Google Scholar] [CrossRef]
- Park, B.; Kwon, O.E.; Yun, S.H.; Jeon, H.G.; Huh, Y.H. Organic Semiconducting Layers Fabricated by Self-Metered Slot-Die Coating for Solution-Processable Organic Light-Emitting Devices. J. Mater. Chem. 2014, 2, 8614–8621. [Google Scholar] [CrossRef]
- Dayneko, S.V.; Cieplechowicz, E.; Bhojgude, S.S.; Van Humbeck, J.F.; Pahlevani, M.; Welch, G.C. Improved Performance of Solution Processed OLEDs Using: N -Annulated Perylene Diimide Emitters with Bulky Side-Chains. Mater. Adv. 2021, 2, 933–936. [Google Scholar] [CrossRef]
- Raupp, S.M.; Merklein, L.; Pathak, M.; Scharfer, P.; Schabel, W. An Experimental Study on the Reproducibility of Different Multilayer OLED Materials Processed by Slot Die Coating. Chem. Eng. Sci. 2017, 160, 113–120. [Google Scholar] [CrossRef]
- Merklein, L.; Mink, M.; Kourkoulos, D.; Ulber, B.; Raupp, S.M.; Meerholz, K.; Scharfer, P.; Schabel, W. Multilayer OLEDs with Four Slot Die-Coated Layers. J. Coat. Technol. Res. 2019, 16, 1643–1652. [Google Scholar] [CrossRef]
- Amruth, C.; Colella, M.; Griffin, J.; Kingsley, J.; Scarratt, N.; Luszczynska, B.; Ulanski, J. Slot-Die Coating of Double Polymer Layers for the Fabrication of Organic Light Emitting Diodes. Micromachines 2019, 10, 53. [Google Scholar]
- Shin, D.; Lee, J.; Hong, K.; Park, J.; Seo, Y.-S. Slot-Die Coating of Organic Thin Fi Lms for Active-Matrix Organic Light-Emitting Diode Displays. Thin Solid Films 2016, 619, 179–186. [Google Scholar] [CrossRef]
- Choi, K.J.; Lee, J.Y.; Park, J.; Seo, Y.S. Multilayer Slot-Die Coating of Large-Area Organic Light-Emitting Diodes. Org. Electron. 2015, 26, 66–74. [Google Scholar] [CrossRef]
- Amruth, C.; Dubey, D.K.; Pahlevani, M.; Welch, G.C. Slot-Die Coating of All Organic/Polymer Layers for Large-Area Flexible OLEDs: Improved Device Performance with Interlayer Modification. Adv. Mater. Technol. 2021, 6, 2100264. [Google Scholar]
- Hoath, S. Fundamentals of Inkjet Printing; WILEY-VCH: Weinheim, Germany, 2016. [Google Scholar]
- van Dam, D.B.; Le Clerc, C. Experimental Study of the Impact of an Ink-Jet Printed Droplet on a Solid Substrate. Phys. Fluids 2004, 16, 3403–3414. [Google Scholar] [CrossRef]
- Mehdi-Nejad, V.; Mostaghimi, J.; Chandra, S. Air Bubble Entrapment under an Impacting Droplet. Phys. Fluids 2003, 15, 173–183. [Google Scholar] [CrossRef]
- Chang, Y.R.; Chang, H.M.; Lin, C.F.; Liu, T.J.; Wu, P.Y. Three Minimum Wet Thickness Regions of Slot Die Coating. J. Colloid Interface Sci. 2007, 308, 222–230. [Google Scholar] [CrossRef] [PubMed]
- Witkowska, E.; Orwat, B.; Oh, M.J.; Wiosna-salyga, G.; Glowacki, I.; Kownacki, I.; Jankowska, K.; Kubicki, M.; Gierczyk, B.; Dutkiewicz, M.; et al. Effect of Β-Ketoiminato Ancillary Ligand Modification on Emissive Properties of New Iridium Complexes. Inorg. Chem. 2019, 58, 15671–15686. [Google Scholar] [CrossRef] [PubMed]
- Huang, P.R.; He, Y.; Cao, C.; Lu, Z.H. The Origin of the High Work Function of Chlorinated Indium Tin Oxide. NPG Asia Mater. 2013, 5, 57. [Google Scholar] [CrossRef]
- Yang, Y.; Nakamichi, T.; Yoshioka, H.; Yahiro, M.; Era, M.; Watanabe, H. Supplementary Information Spectral-Resolving Capable and Integratable Multilayered Conductive Films via Inkjet Method. J. Mater. Chem. C 2013, 1, 1–8. [Google Scholar] [CrossRef]
- Rhee, S.H.; Nam, K.B.; Kim, C.S.; Song, M.; Cho, W.; Jin, S.-H.; Ryu, S.Y. Effect of Electron Mobility of the Electron Transport Layer on Fluorescent Organic Light-Emitting Diodes. ECS Solid State Lett. 2014, 3, R19–R22. [Google Scholar] [CrossRef]
- Schmitz, C.; Schmidt, H.; Thelakkat, M. Lithium-Quinolate Complexes as Emitter and Interface Materials in Organic Light-Emitting Diodes. Chem. Mater. 2000, 12, 3012–3019. [Google Scholar] [CrossRef]
- Chang, V.; Noakes, T.C.Q.; Harrison, N.M. Work Function and Quantum Efficiency Study of Metal Oxide Thin Films on Ag(100). Phys. Rev. 2018, 97, 155436. [Google Scholar] [CrossRef]
- Chen, Z.; Jiang, C.; Niu, Q.; Peng, J.; Cao, Y. Enhanced Green Electrophosphorescence by Using Polyfluorene Host via Interfacial Energy Transfer from Polyvinylcarbazole. Org. Electron. 2008, 9, 1002–1009. [Google Scholar] [CrossRef]
- Fleetham, T.; Li, G.; Wen, L.; Li, J. Efficient “Pure” Blue OLEDs Employing Tetradentate Pt Complexes with a Narrow Spectral Bandwidth. Adv. Mater. 2014, 26, 7116–7121. [Google Scholar] [CrossRef] [PubMed]
- Chen, F.C.; Chang, S.C.; He, G.; Pyo, S.; Yang, Y.; Kurotaki, M.; Kido, J. Energy Transfer and Triplet Exciton Confinement in Polymeric Electrophosphorescent Devices. J. Polym. Sci. Part Polym. Phys. 2003, 41, 2681–2690. [Google Scholar] [CrossRef]
- Yersin, H. Highly Efficient OLEDs with Phosphorescent Materials; WILEY-VCH: Weinhein, Germany, 2002. [Google Scholar]
- Hasebe, N.; Deguchi, Y.; Murayama, S.; Yoshihara, T.; Horiuchi, H.; Okutsu, T.; Tobita, S. Phosphorescence Quenching of Neutral and Cationic Iridium (III) Complexes by Molecular Oxygen and Aromatic Electron Acceptors. J. Photochem. Photobiol. Chem. 2016, 324, 134–144. [Google Scholar] [CrossRef]
- Hu, J.; Hu, S.; Lu, C.; Huang, Y.; Xu, K.; Wang, X. Assistant Dopant System in Red Phosphorescent OLEDs and Its Mechanism Reveal. J. Lumin. 2018, 197, 187–192. [Google Scholar] [CrossRef]
- Nakanotani, H.; Higuchi, T.; Furukawa, T.; Masui, K.; Morimoto, K.; Numata, M.; Tanaka, H.; Sagara, Y.; Yasuda, T.; Adachi, C. High-Efficiency Organic Light-Emitting Diodes with Fluorescent Emitters. Nat. Commun. 2014, 5, 4016. [Google Scholar] [CrossRef] [PubMed]
- Li, W.; Zhao, J.; Li, L.; Du, X.; Fan, C.; Zheng, C.; Tao, S. Efficient Solution-Processed Blue and White OLEDs Based on a High-Triplet Bipolar Host and a Blue TADF Emitter. Org. Electron. 2018, 58, 276–282. [Google Scholar] [CrossRef]
- Lin, T.; Chatterjee, T.; Tsai, W.; Lee, W.; Wu, M.; Jiao, M. Sky-Blue Organic Light Emitting Diode with 37% External Quantum Efficiency Using Thermally Activated Delayed Fluorescence from Spiroacridine-Triazine Hybrid. Adv. Mater. 2016, 28, 6976–6983. [Google Scholar] [CrossRef] [PubMed]
- Zhang, T.; Zhou, Z.; Liu, X.; Wang, K.; Fan, Y.; Zhang, C.; Yao, J.; Yan, Y.; Zhao, Y.S. Thermally Activated Lasing in Organic Microcrystals toward Laser Displays. J. Am. Chem. Soc. 2021, 143, 20249–20255. [Google Scholar] [CrossRef] [PubMed]
- Witkowska, E.; Wiosna-Salyga, G.; Glowacki, I.; Ke, T.-H.; Malinowski, P.; Heremans, P. Effect of TADF Assistance on Performance Enhancement in Solution Processed Green Phosphorescent OLEDs. Polymers 2021, 13, 1148. [Google Scholar] [CrossRef] [PubMed]
- Pander, P.; Dias, F.B. Photophysical Characterisation of Thermally Activated Delayed Fluorescence (TADF) Materials. Disp. Imaging 2017, 2, 249–263. [Google Scholar]
- Valeur, B. Molecular Fluorescence: Principles and Applications; WILEY-VCH: Weinheim, Germany, 2002. [Google Scholar]
- Kawaoka, K.; Khan, A.U.; Kearns, D.R. Role of Singlet Excited States of Molecular Oxygen in the Quenching of Organic Triplet States. J. Chem. Phys. 1967, 46, 1842–1853. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Preparation Conditions | ELmax (nm) | Lmax (cd m−2) | ηmax (cd A−1) |
|---|---|---|---|
| EML: PVK:PBD + 2 wt.% Ir | |||
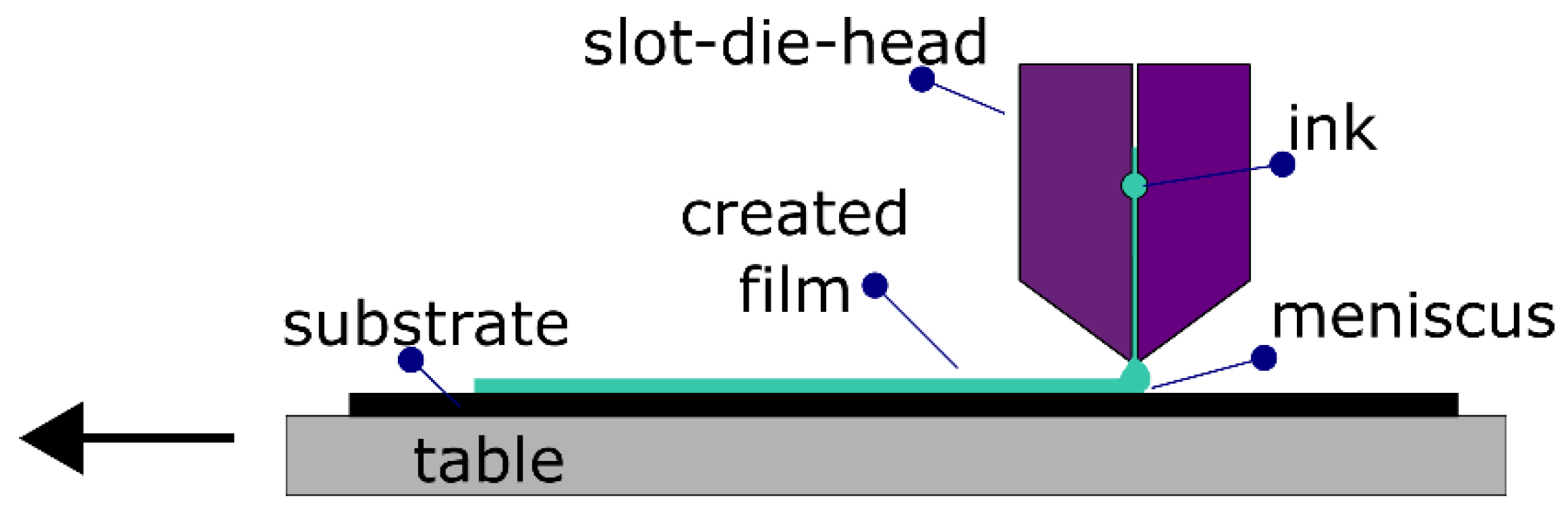
| Spin-coated and baked in N2 | 558 | 11,500 | 12.8 |
| Slot-die-coated in air and baked in N2 with no controlled delay | 558 | 12,000 | 13.8 |
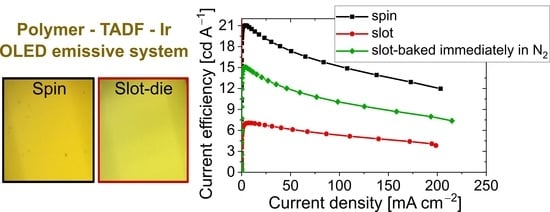
| EML: PVK + 25 wt.% SpiroAC-TRZ + 2 wt.% Ir | |||
| Spin-coated and baked in N2 | 560 | 7,900 | 7.1 |
| Slot-die-coated in air and baked in N2 with no controlled delay | 495 | 6,300 | 5.4 |
| Slot-die-coated and baked in air | 556 | 15,900 | 15.0 |
| Slot-die-coated in air and baked immediately in N2 | 566 | 24,300 | 21.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Witkowska, E.; Glowacki, I.; Ke, T.-H.; Malinowski, P.; Heremans, P. Efficient OLEDs Based on Slot-Die-Coated Multicomponent Emissive Layer. Polymers 2022, 14, 3363. https://doi.org/10.3390/polym14163363
Witkowska E, Glowacki I, Ke T-H, Malinowski P, Heremans P. Efficient OLEDs Based on Slot-Die-Coated Multicomponent Emissive Layer. Polymers. 2022; 14(16):3363. https://doi.org/10.3390/polym14163363
Chicago/Turabian StyleWitkowska, Ewelina, Ireneusz Glowacki, Tung-Huei Ke, Pawel Malinowski, and Paul Heremans. 2022. "Efficient OLEDs Based on Slot-Die-Coated Multicomponent Emissive Layer" Polymers 14, no. 16: 3363. https://doi.org/10.3390/polym14163363
APA StyleWitkowska, E., Glowacki, I., Ke, T.-H., Malinowski, P., & Heremans, P. (2022). Efficient OLEDs Based on Slot-Die-Coated Multicomponent Emissive Layer. Polymers, 14(16), 3363. https://doi.org/10.3390/polym14163363