
Enhancing Crystallization and Toughness of Wood Flour/Polypropylene Composites via Matrix Crystalline Modification: A Comparative Study of Two β-Nucleating Agents



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
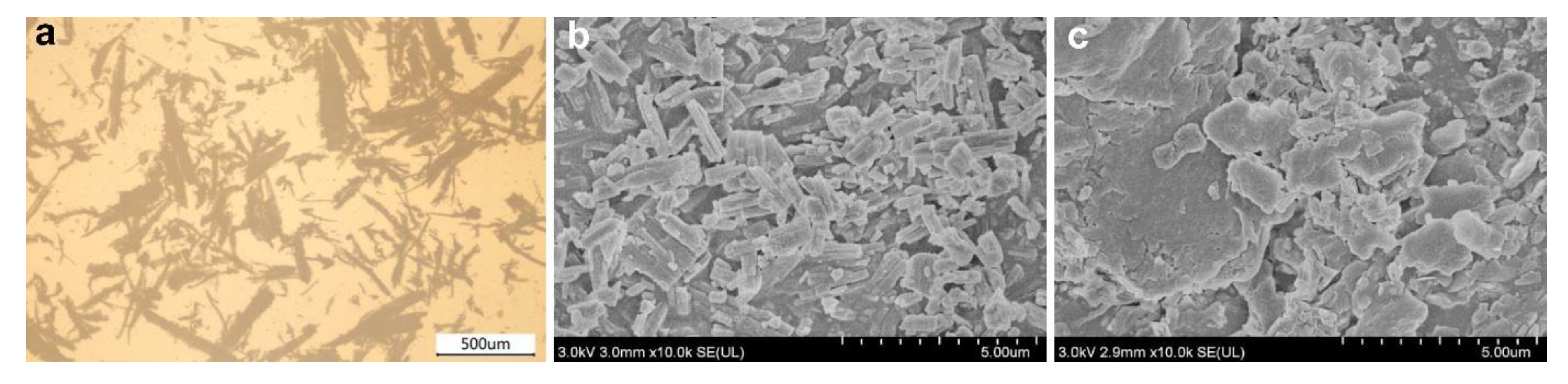
2.2. Preparation of β-Nucleated PP
2.3. Preparation of WF/β-Nucleated PP Composites
2.4. Wide Angle X-ray Diffraction
2.5. Hot Stage Polarizing Microscope
2.6. Differential Scanning Calorimetry
2.7. Mechanical Tests
3. Results and Discussion
3.1. Polymorphic Composition in the β-Nucleated PP and WF/β-Nucleated PP
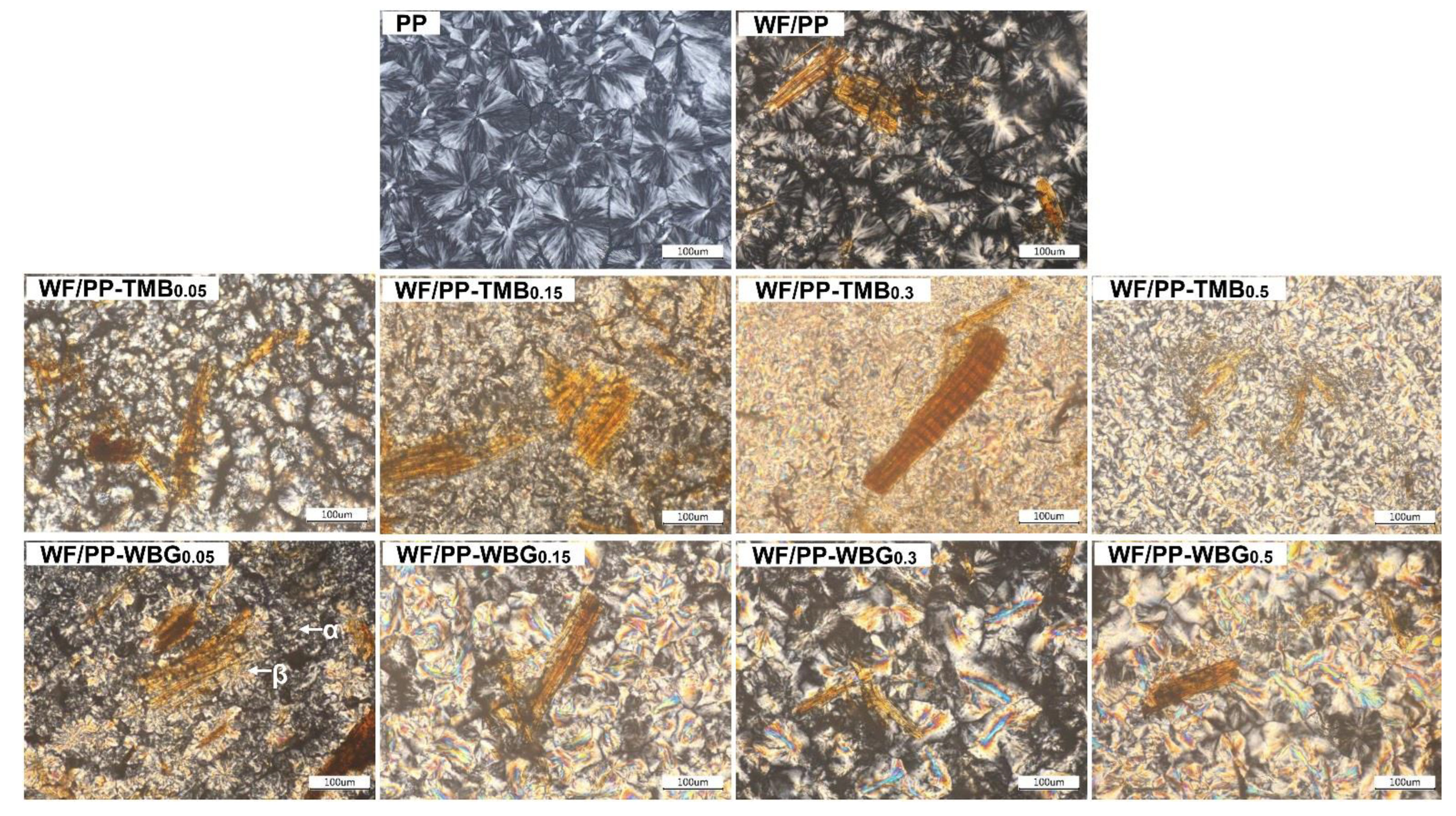
3.2. Crystalline Morphology
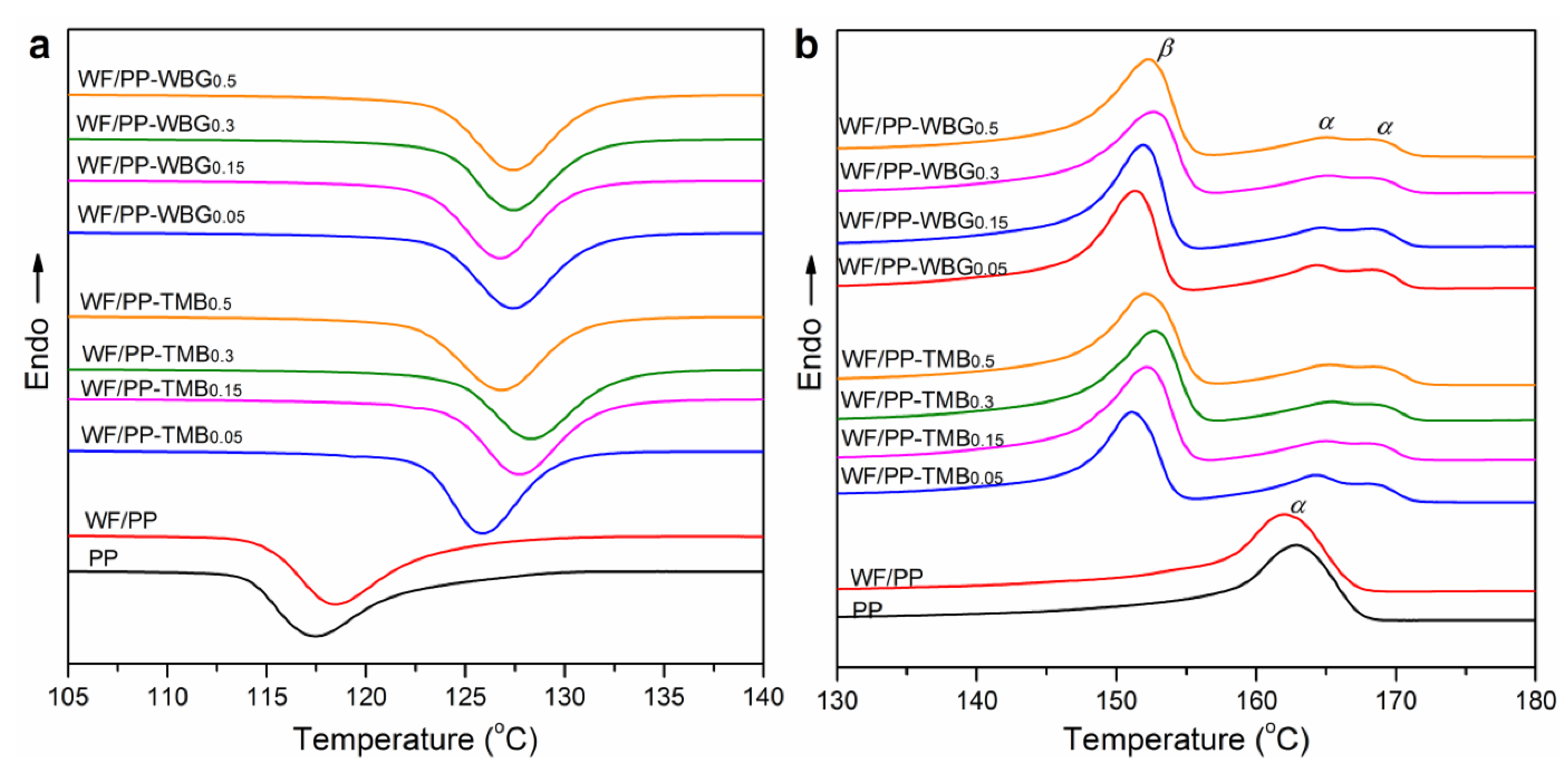
3.3. Non-Isothermal Crystallization and Melting Behaviors
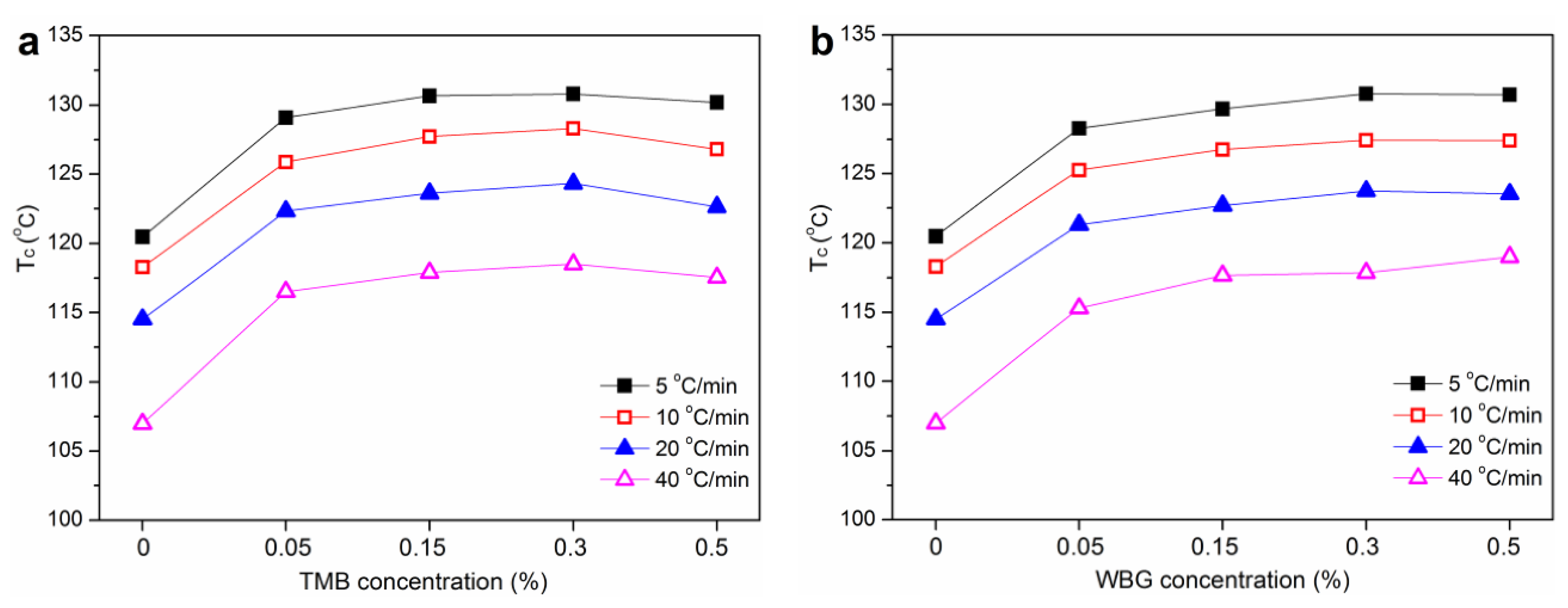
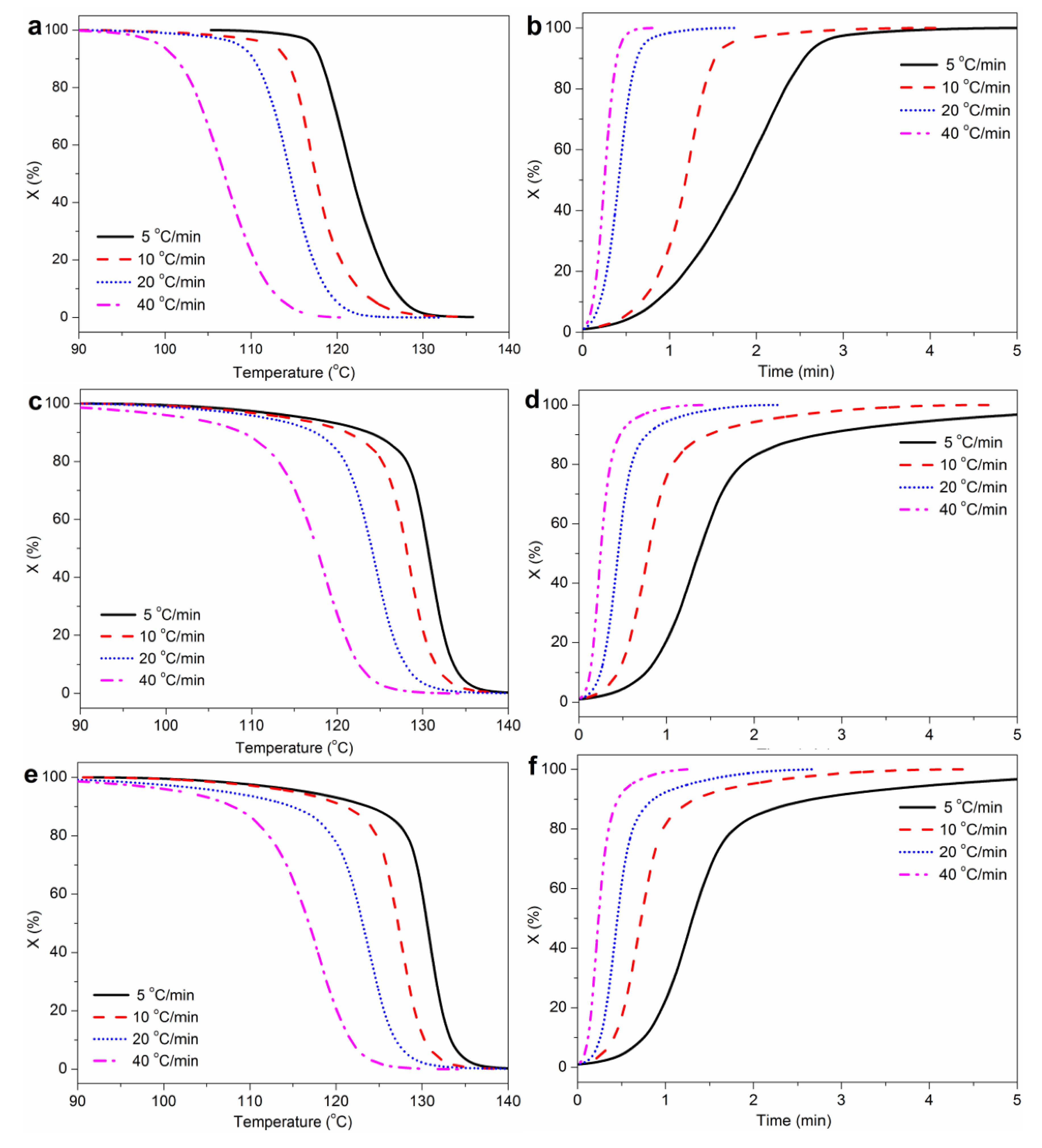
3.4. Non-Isothermal Crystallization Kinetics
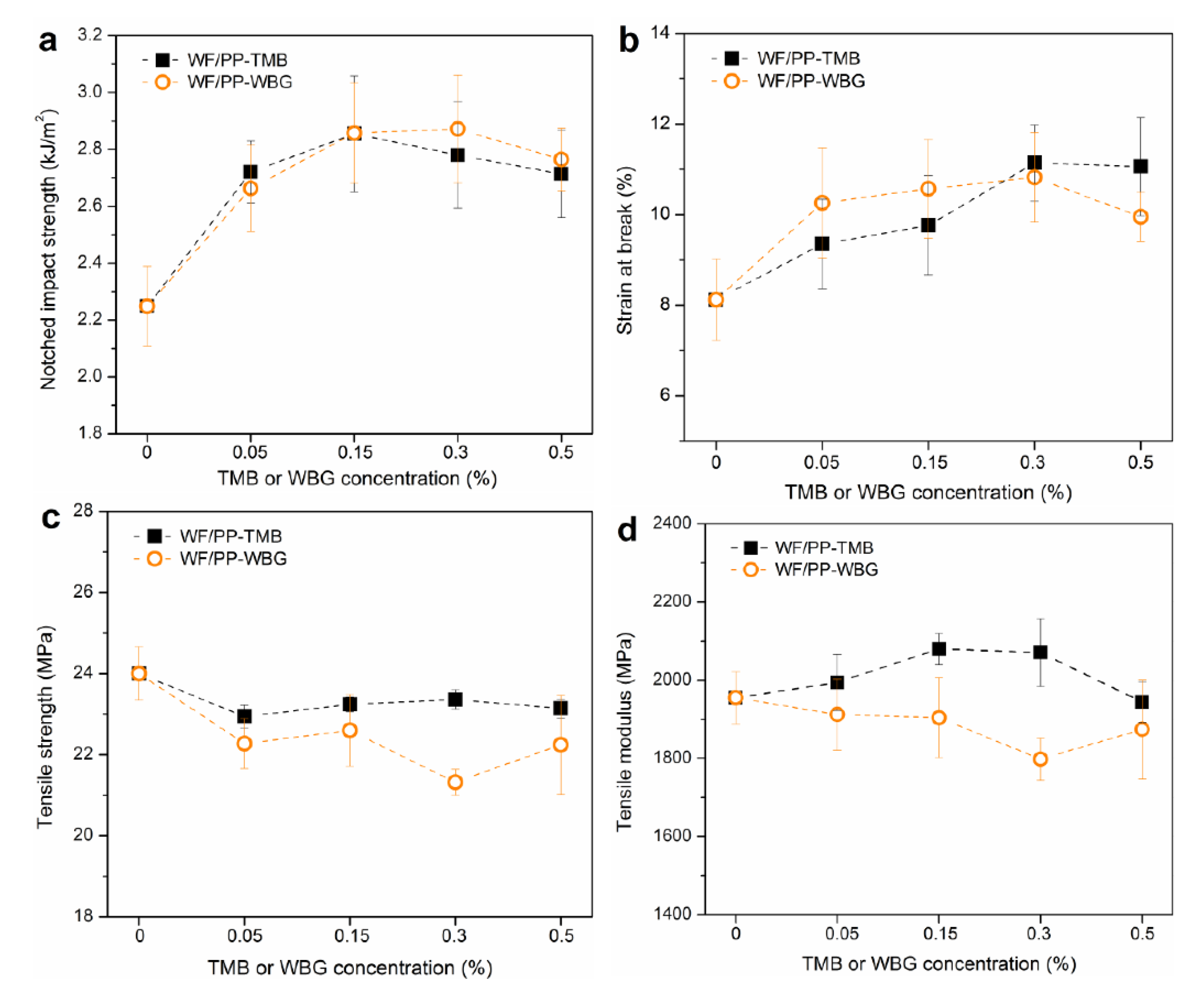
3.5. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gardner, D.J.; Han, Y.; Wang, L. Wood–plastic composite technology. Curr. For. Rep. 2015, 1, 139–150. [Google Scholar] [CrossRef]
- Chan, C.M.; Vandi, L.-J.; Pratt, S.; Halley, P.; Richardson, D.; Werker, A.; Laycock, B. Composites of wood and biode-gradable thermoplastics: A review. Polym. Rev. 2018, 58, 444–494. [Google Scholar] [CrossRef]
- Ramesh, M.; Rajeshkumar, L.; Sasikala, G.; Balaji, D.; Saravanakumar, A.; Bhuvaneswari, V.; Bhoopathi, R. A critical review on wood-based polymer composites: Processing, properties, and prospects. Polymers 2022, 14, 589. [Google Scholar] [CrossRef] [PubMed]
- Pokhrel, G.; Gardner, D.J.; Han, Y. Properties of wood–Plastic composites manufactured from two different wood feedstocks: Wood flour and wood pellets. Polymers 2021, 13, 2769. [Google Scholar] [CrossRef]
- Elamin, M.A.M.; Li, S.X.; Osman, Z.A.; Otitoju, T.A. Preparation and characterization of wood-plastic composite by utilizing a hybrid compatibilizer system. Ind. Crops Prod. 2020, 154, 112659. [Google Scholar] [CrossRef]
- Luo, S.; Cao, J.; Peng, Y. Properties of glycerin-thermally modified wood flour/polypropylene composites. Polym. Compos. 2013, 35, 201–207. [Google Scholar] [CrossRef]
- Porebska, R.; Rybak, A.; Kozub, B.; Sekula, R. Polymer matrix influence on stability of wood polymer composites. Polym. Adv. Technol. 2015, 26, 1076–1082. [Google Scholar] [CrossRef]
- Pérez, E.; Famá, L.; Pardo, S.G.; Abad, M.J.; Bernal, C. Tensile and fracture behaviour of PP/wood flour composites. Compos. Part B Eng. 2012, 43, 2795–2800. [Google Scholar] [CrossRef]
- Murayama, K.; Suzuki, S.; Kojima, Y.; Kobori, H.; Ito, H.; Ogoe, S.; Okamoto, M. The effects of different types of maleic anhydride-modified polypropylene on the physical and mechanical properties of polypropylene-based wood/plastic composites. J. Wood Chem. Technol. 2018, 38, 224–232. [Google Scholar] [CrossRef]
- Sohn, J.S.; Cha, S.W. Effect of chemical modification on mechanical properties of wood-plastic composite injection-molded parts. Polymers 2018, 10, 1391. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Daelemans, L.; Fiorio, R.; Gou, M.; D’Hooge, D.R.; De Clerck, K.; Cardon, L. Improving mechanical properties for extrusion-based additive manufacturing of poly(lactic acid) by annealing and blending with poly(3-hydroxybutyrate). Polymers 2019, 11, 1529. [Google Scholar] [CrossRef]
- Bijaisoradat, O.; Yue, L.; Manas-Zloczower, I.; Manuspiya, H. Wood flour-high density polyethylene composites: Influence of silanization and esterification on mechanical properties. J. Appl. Polym. Sci. 2020, 138, 50197. [Google Scholar] [CrossRef]
- Zhao, X.; Li, K.; Wang, Y.; Tekinalp, H.; Richard, A.; Webb, E.; Ozcan, S. Bio-treatment of poplar via amino acid for interface control in biocomposites. Compos. Part B Eng. 2020, 199, 108276. [Google Scholar] [CrossRef]
- Odalanowska, M.; Borysiak, S. Influence of wood thermal modification on the supermolecular structure of polypropylene composites. Polym. Compos. 2021, 42, 2087–2100. [Google Scholar] [CrossRef]
- Rao, J.; Zhou, Y.; Fan, M. Revealing the interface structure and bonding mechanism of coupling agent treated WPC. Polymers 2018, 10, 266. [Google Scholar] [CrossRef]
- La Mantia, F.P.; Morreale, M. Green composites: A brief review. Compos. Part A Appl. Sci. Manuf. 2011, 42, 579–588. [Google Scholar] [CrossRef]
- Vercher, J.; Fombuena, V.; Diaz, A.; Soriano, M. Influence of fibre and matrix characteristics on properties and durability of wood–plastic composites in outdoor applications. J. Thermoplast. Compos. Mater. 2018, 33, 477–500. [Google Scholar] [CrossRef]
- Huang, L.; Wu, Q.; Li, S.; Ou, R.; Wang, Q. Toughness and crystallization enhancement in wood fiber-reinforced poly-propylene composite through controlling matrix nucleation. J. Mater. Sci. 2018, 53, 6542–6551. [Google Scholar] [CrossRef]
- Liu, S.; Yang, J.; Liu, Q.; Huang, Y.; Kong, M.; Yang, Q.; Li, G. Polydopamine particles as a β-nucleating agent and anti-oxidant for isotactic polypropylene. Chem. Eng. J. 2019, 363, 1–12. [Google Scholar] [CrossRef]
- Zhu, K.; Ding, Q.; Hua, C.; Fu, H.; Yao, J. Effect of β-nucleating agent on crystallization of post-consumer polypropylene. Thermochim. Acta. 2019, 675, 63–68. [Google Scholar] [CrossRef]
- Li, Y.; Wen, X.; Nie, M.; Wang, Q. Controllable reinforcement of stiffness and toughness of polypropylene via thermally induced self-assembly of β-nucleating agent. J. Appl. Polym. Sci. 2014, 131, 40605. [Google Scholar] [CrossRef]
- Seven, K.M.; Cogen, J.M.; Gilchrist, J.F. Nucleating agents for high-density polyethylene—A review. Polym. Eng. Sci. 2016, 56, 541–554. [Google Scholar] [CrossRef]
- Luo, F.; Geng, C.; Wang, K.; Deng, H.; Chen, F.; Fu, Q.; Na, B. New understanding in tuning toughness of β-polypropylene: The role of β-nucleated crystalline morphology. Macromolecules 2009, 42, 9325–9331. [Google Scholar] [CrossRef]
- Mao, J.-J.; Jiang, Y.-Z.; Zhou, P.-Z.; Li, Y.; Zhang, Y.-F. Nucleus density and crystallization behavior of isotactic poly-propylene nucleated with different α/β compound nucleating agents. J. Therm. Anal. Calorim. 2019, 140, 2275–2282. [Google Scholar] [CrossRef]
- Dong, M.; Guo, Z.-X.; Yu, J.; Su, Z.-Q. Study of the assembled morphology of aryl amide derivative and its influence on the nonisothermal crystallizations of isotactic polypropylene. J. Polym. Sci. Part B Polym. Phys. 2009, 47, 314–325. [Google Scholar] [CrossRef]
- Song, B.; Wang, Y.; Bai, H.; Liu, L.; Li, Y.; Zhang, J.; Zhou, Z. Crystallization and melting behaviors of maleic anhydride grafted poly (propylene) nucleated by an aryl amide derivative. J. Therm. Anal. Calorim. 2009, 99, 563–570. [Google Scholar] [CrossRef]
- Ding, C.; Wu, G.-G.; Zhang, Y.; Yang, Y.; Yin, B.; Yang, M.-B. Effect of surfactant assisted β-nucleating agent self-assembly on the crystallization of polypropylene. Polymer 2019, 184, 121895. [Google Scholar] [CrossRef]
- Hu, D.; Wang, G.; Feng, J.; Lu, X. Exploring supramolecular self-assembly of a bisamide nucleating agent in polypropylene melt: The roles of hydrogen bond and molecular conformation. Polymer 2016, 93, 123–131. [Google Scholar] [CrossRef]
- Huang, P.; Shi, S.; Liu, Y.; Nie, M.; Wang, Q. Root-like natural fibers in polypropylene prepared via directed diffusion and self-assembly driven by hydrogen bonding. RSC Adv. 2017, 7, 32193–32197. [Google Scholar] [CrossRef]
- Jones, A.T.; Aizlewood, J.M.; Beckett, D.R. Crystalline forms of isotactic polypropylene. Macromol. Chem. Phys. 1964, 75, 134–158. [Google Scholar] [CrossRef]
- Luo, F.; Wang, K.; Ning, N.; Geng, C.; Deng, H.; Chen, F.; Fu, Q.; Qian, Y.; Zheng, D. Dependence of mechanical properties on β-form content and crystalline morphology for β-nucleated isotactic polypropylene. Polym. Adv. Technol. 2010, 22, 2044–2054. [Google Scholar] [CrossRef]
- Zhang, Y.; Sun, T.; Wei, J.; Han, G. Crystalline modification of a rare earth nucleating agent for isotactic polypropylene based on its self-assembly. R. Soc. Open Sci. 2018, 5, 180247. [Google Scholar] [CrossRef] [PubMed]
- Wu, W.; Wu, G.; Zhang, H. Effect of wood flour as nucleating agent on the isothermal crystallization of poly (lactic acid). Polym. Adv. Technol. 2017, 28, 252–260. [Google Scholar] [CrossRef]
- Yang, J.; Gao, M.; Zhao, H.; Liu, S.; Hu, M.; Xie, S. Space charge characteristics of polypropylene modified by rare earth nucleating agent for β crystallization. Materials 2018, 12, 42. [Google Scholar] [CrossRef]
- Huang, L.; Wang, H.; Wang, W.; Wang, Q.; Song, Y. Non-isothermal crystallization kinetics of wood-flour/polypropylene composites in the presence of β-nucleating agent. J. For. Res. 2016, 27, 949–958. [Google Scholar] [CrossRef]
- Huang, C.-W.; Yang, T.-C.; Hung, K.-C.; Xu, J.-W.; Wu, J.-H. The effect of maleated polypropylene on the non-isothermal crystallization kinetics of wood fiber-reinforced polypropylene composites. Polymers 2018, 10, 382. [Google Scholar] [CrossRef]
- Xiao, W.; Wu, P.; Feng, J. Effect of β-nucleating agents on crystallization and melting behavior of isotactic polypropylene. J. Appl. Polym. Sci. 2010, 108, 3370–3379. [Google Scholar] [CrossRef]
- Peng, W.; Sun, F.; Liang, Y.; Kang, J.; Chen, J.; Wang, W.; Cao, Y.; Xiang, M. Exploring the effects of mxene on noniso-thermal crystallization and melting behavior of β-nucleated isotactic polypropylene. Polymers 2021, 13, 3815. [Google Scholar]
- Eder, M.; Wlochowicz, A. Kinetics of non-isothermal crystallization of polyethylene and polypropylene. Polymer 1983, 24, 1593–1595. [Google Scholar] [CrossRef]
- Manchado, M.A.L.; Blagiotti, J.; Torre, L.; Kenny, J.M. Effects of reinforcing fibers on the crystallization of polypropylene. Polym. Eng. Sci. 2000, 40, 2194–2204. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Cooling Rate (°C/min) | n | t1/2 (min) | kc (min−n) |
|---|---|---|---|---|
| WF/PP | 5 | 3.42 | 1.83 | 0.03 |
| 10 | 3.38 | 1.19 | 0.23 | |
| 20 | 2.92 | 0.47 | 0.52 | |
| 40 | 2.86 | 0.25 | 0.80 | |
| WF/PP-TMB0.3 | 5 | 3.23 | 1.38 | 0.05 |
| 10 | 3.29 | 0.80 | 0.27 | |
| 20 | 3.22 | 0.45 | 0.58 | |
| 40 | 2.64 | 0.25 | 0.83 | |
| WF/PP-WBG0.3 | 5 | 3.35 | 1.32 | 0.05 |
| 10 | 3.36 | 0.73 | 0.27 | |
| 20 | 3.15 | 0.44 | 0.58 | |
| 40 | 2.49 | 0.24 | 0.84 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, S.; Lv, C.; Chang, L.; Guo, W. Enhancing Crystallization and Toughness of Wood Flour/Polypropylene Composites via Matrix Crystalline Modification: A Comparative Study of Two β-Nucleating Agents. Polymers 2022, 14, 3561. https://doi.org/10.3390/polym14173561
Luo S, Lv C, Chang L, Guo W. Enhancing Crystallization and Toughness of Wood Flour/Polypropylene Composites via Matrix Crystalline Modification: A Comparative Study of Two β-Nucleating Agents. Polymers. 2022; 14(17):3561. https://doi.org/10.3390/polym14173561
Chicago/Turabian StyleLuo, Shupin, Chao Lv, Liang Chang, and Wenjing Guo. 2022. "Enhancing Crystallization and Toughness of Wood Flour/Polypropylene Composites via Matrix Crystalline Modification: A Comparative Study of Two β-Nucleating Agents" Polymers 14, no. 17: 3561. https://doi.org/10.3390/polym14173561
APA StyleLuo, S., Lv, C., Chang, L., & Guo, W. (2022). Enhancing Crystallization and Toughness of Wood Flour/Polypropylene Composites via Matrix Crystalline Modification: A Comparative Study of Two β-Nucleating Agents. Polymers, 14(17), 3561. https://doi.org/10.3390/polym14173561