
Adhesive Wear and Frictional Performance of Banana Fibre Reinforced Epoxy (BaFRE) Composite

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Methodology
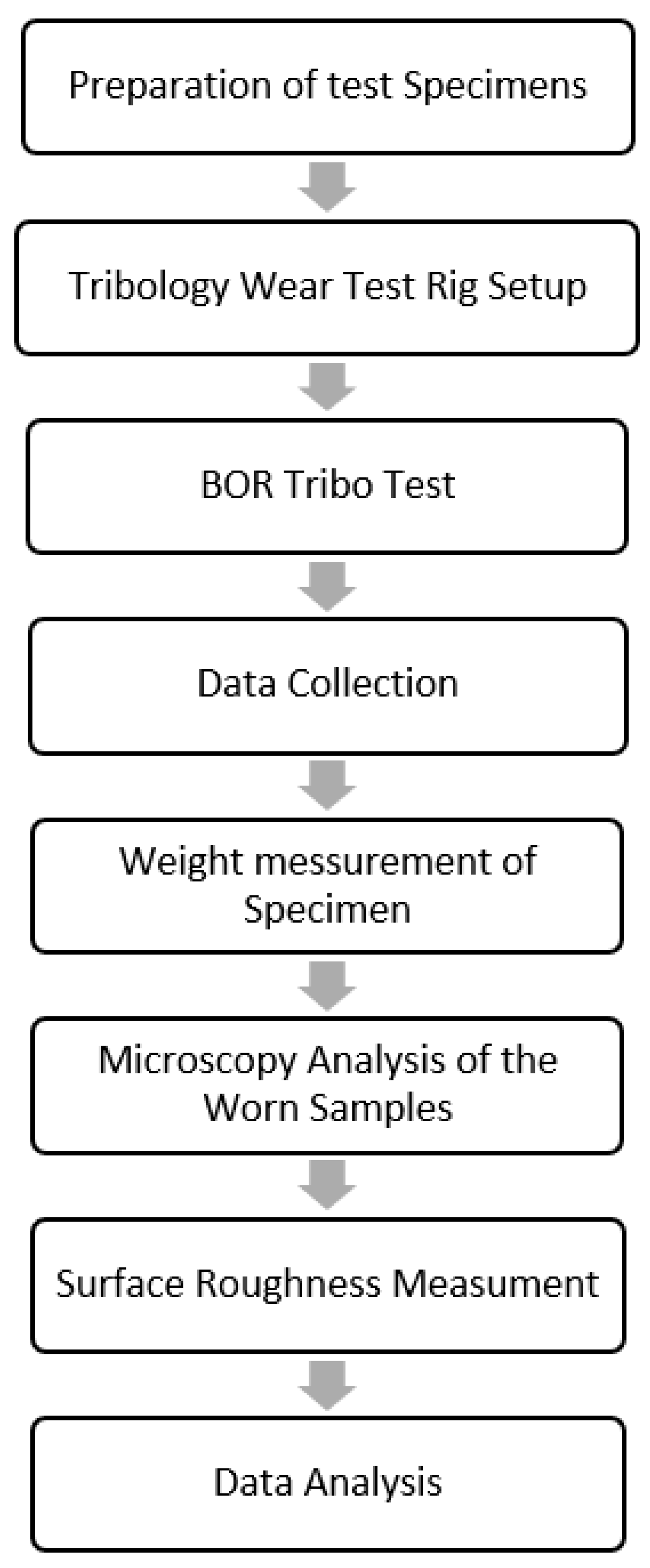
2.1. Flow Chart of Experimental Works on Wear and Frictional Performance of BaFRE Composite
2.2. BOR Experimental Procedures
2.3. Examination of the Surface Roughness
2.4. Examination of the Worn Surface Morphology
3. Results and Discussions
3.1. Wear Performance of BaFRE Composite
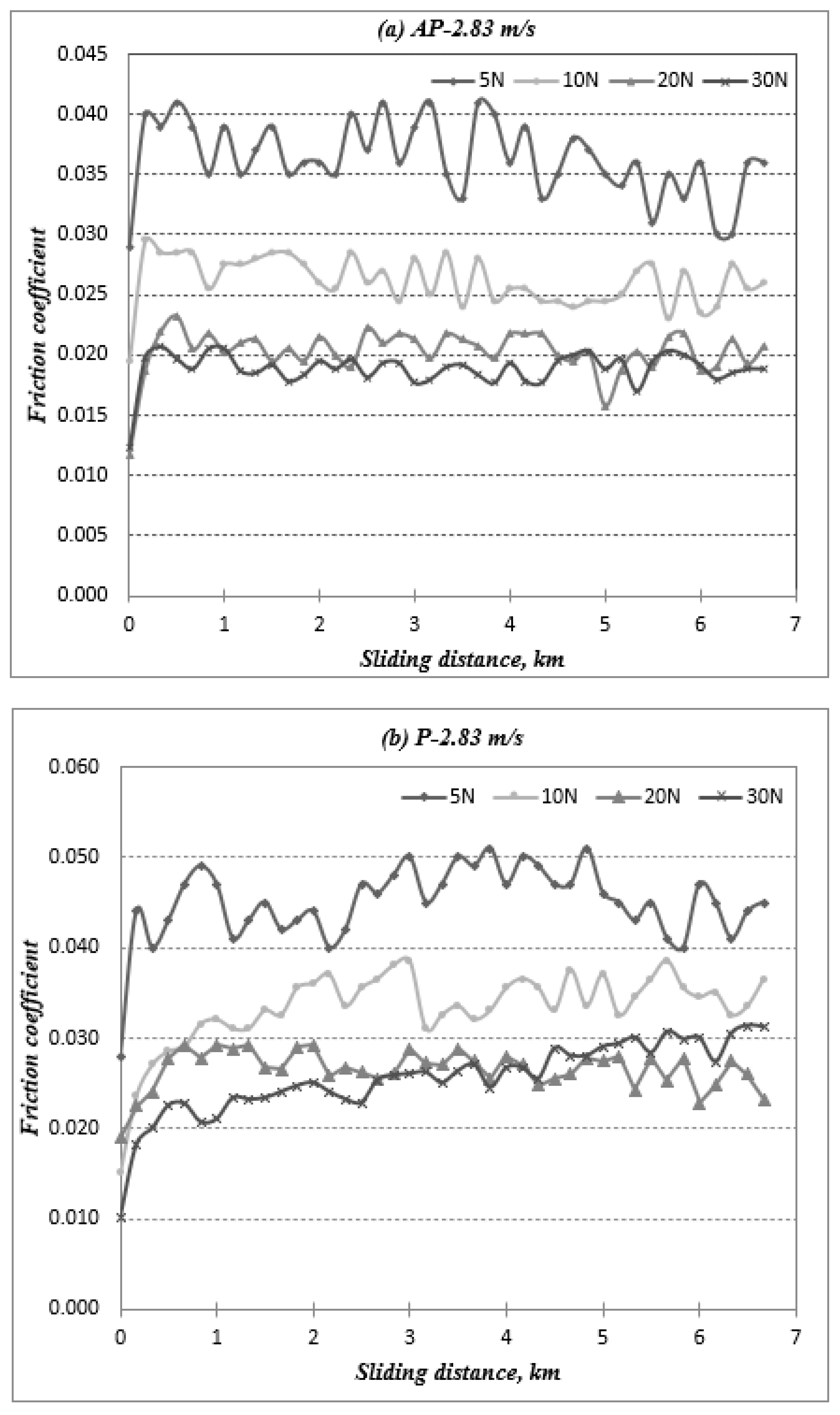
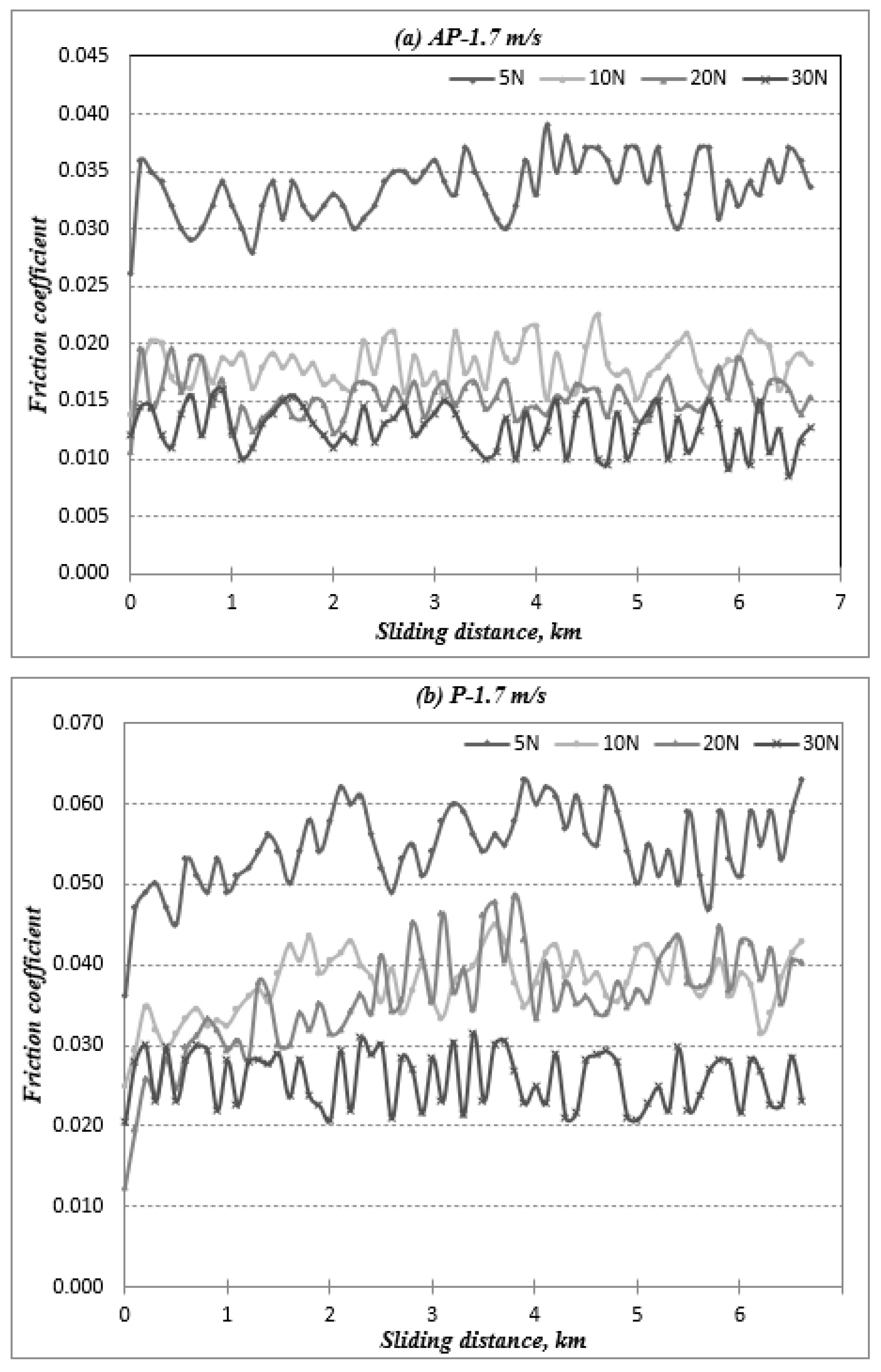
3.2. Friction Performance of BaFRE Composite
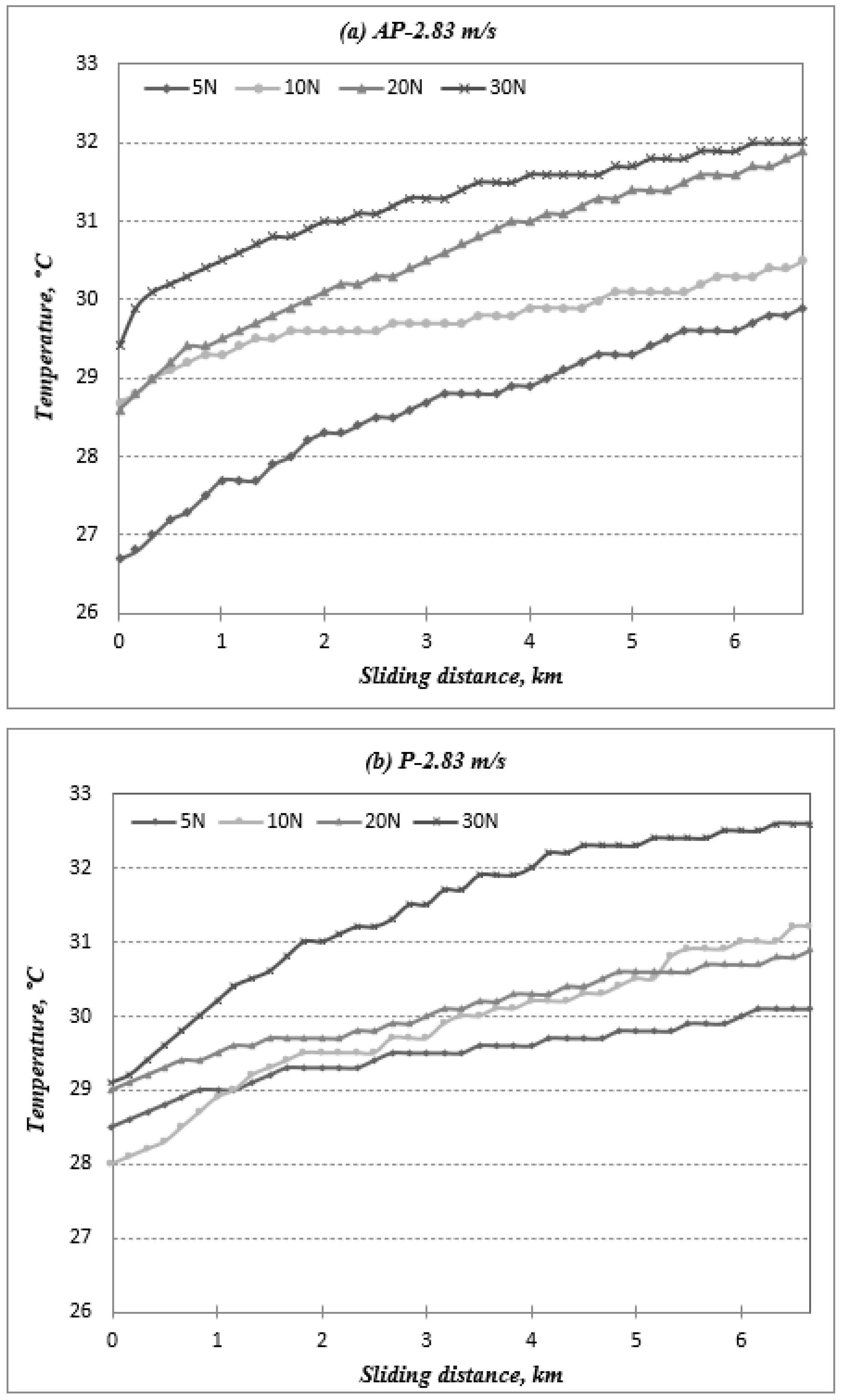
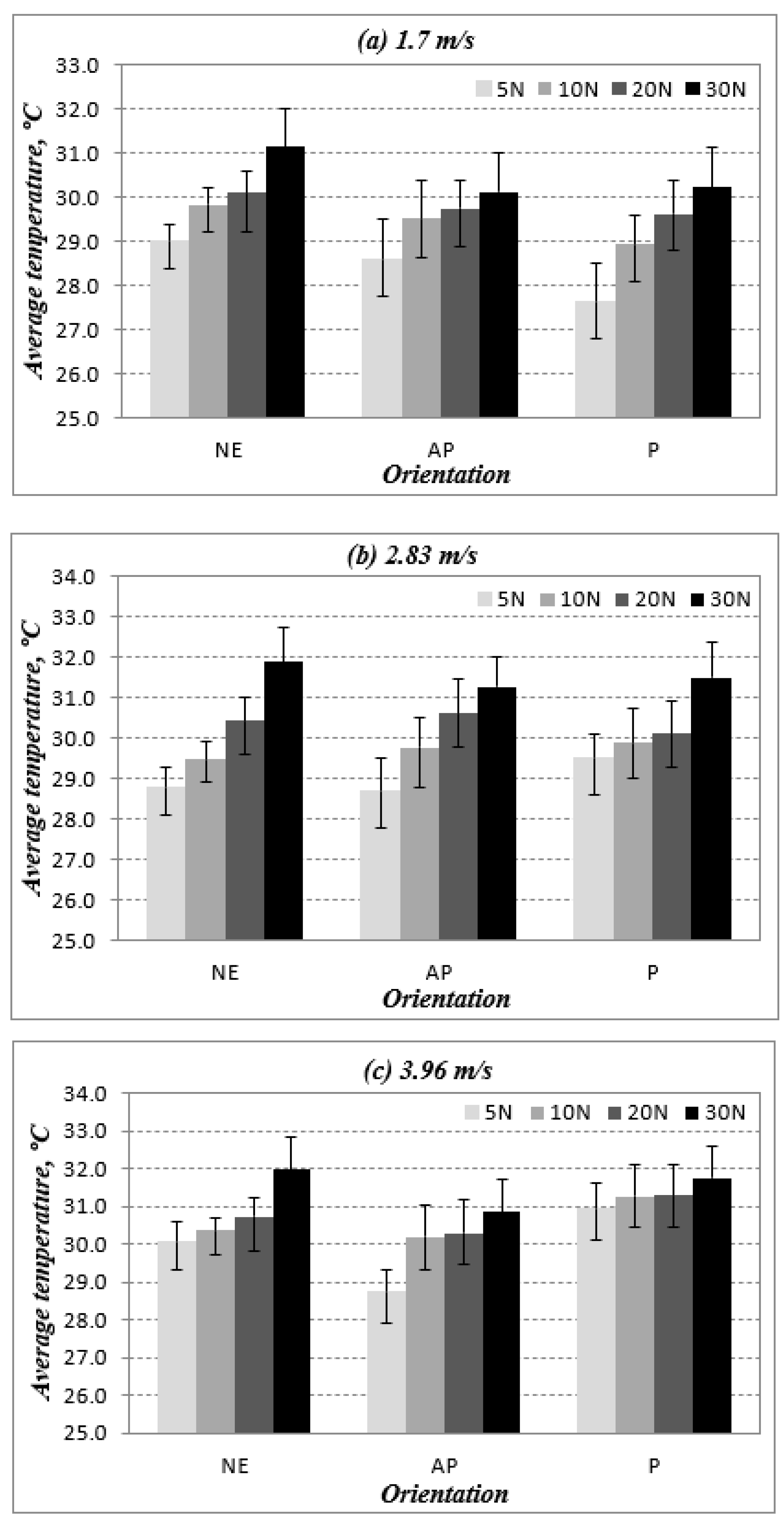
3.3. Temperature Performance of the BaFRE Composite
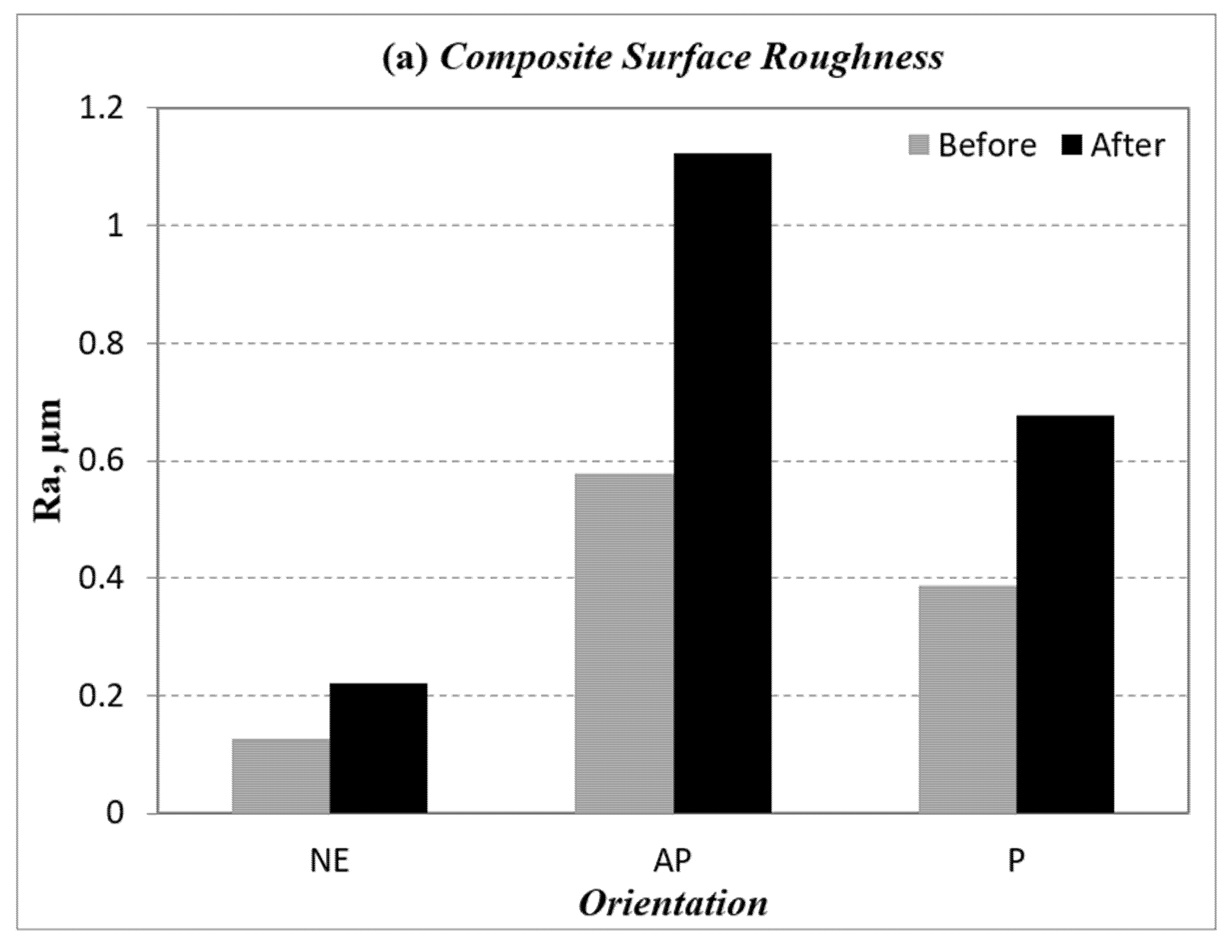
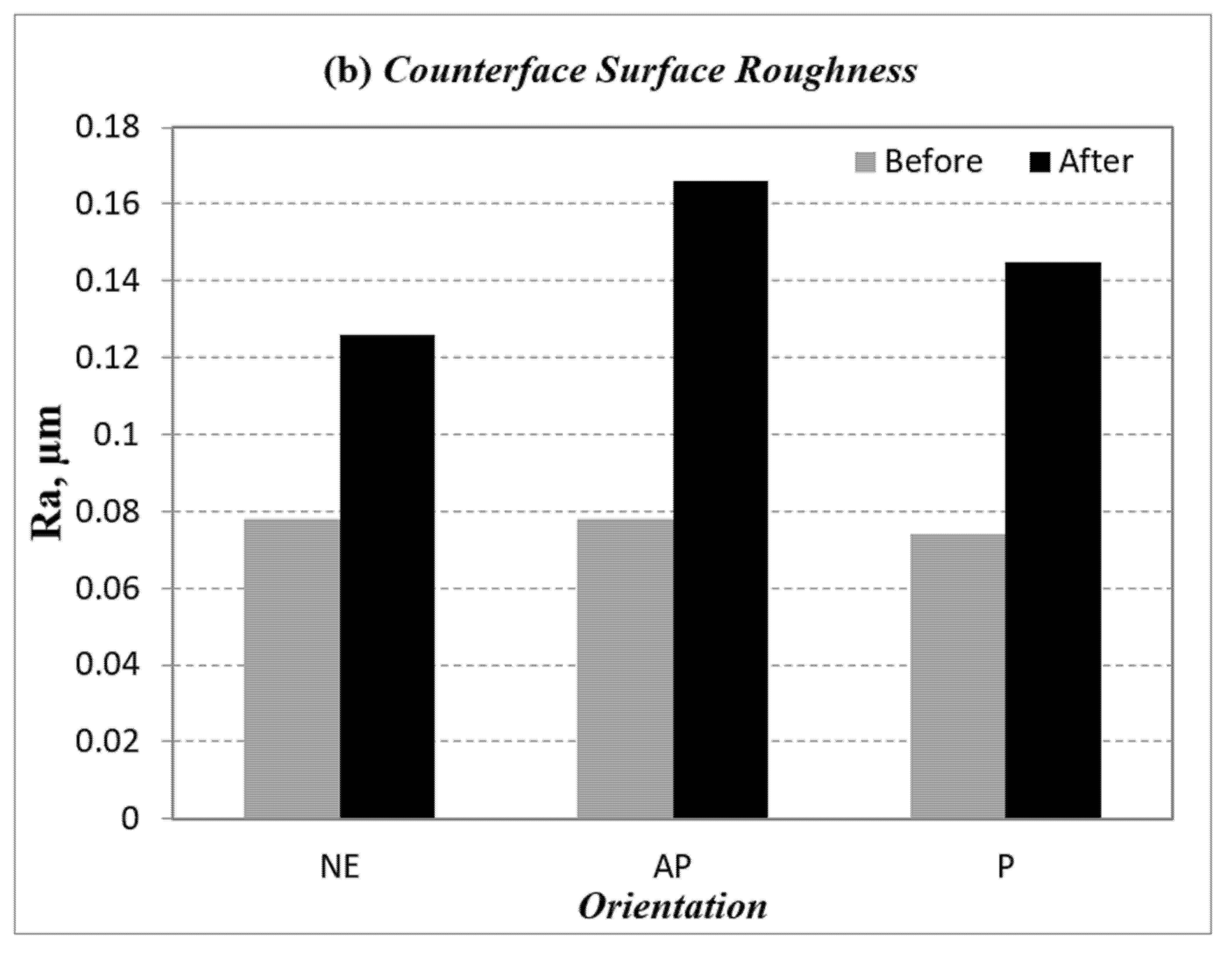
3.4. Surface Roughness of the Stainless Steel Counterface and BaFRE Composite
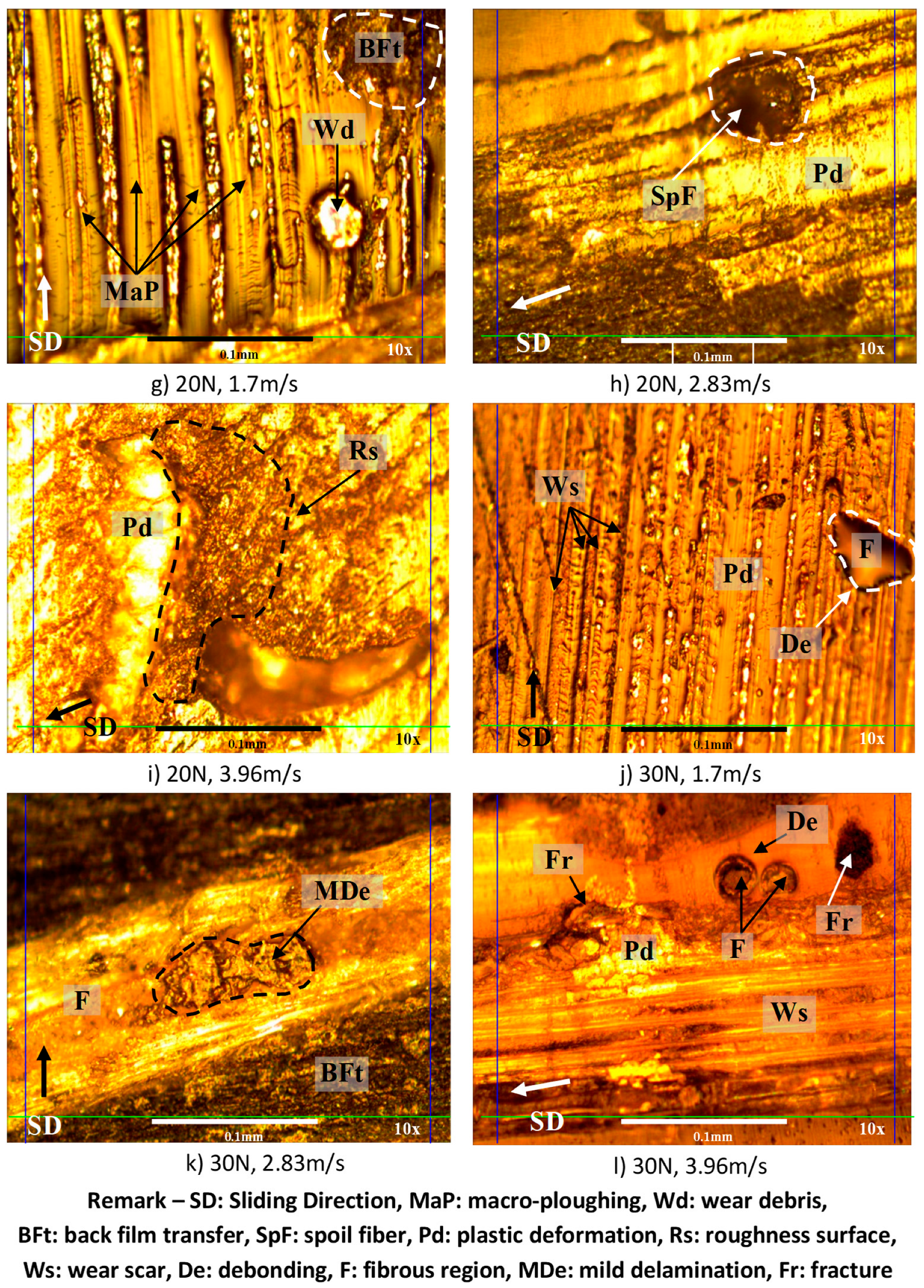
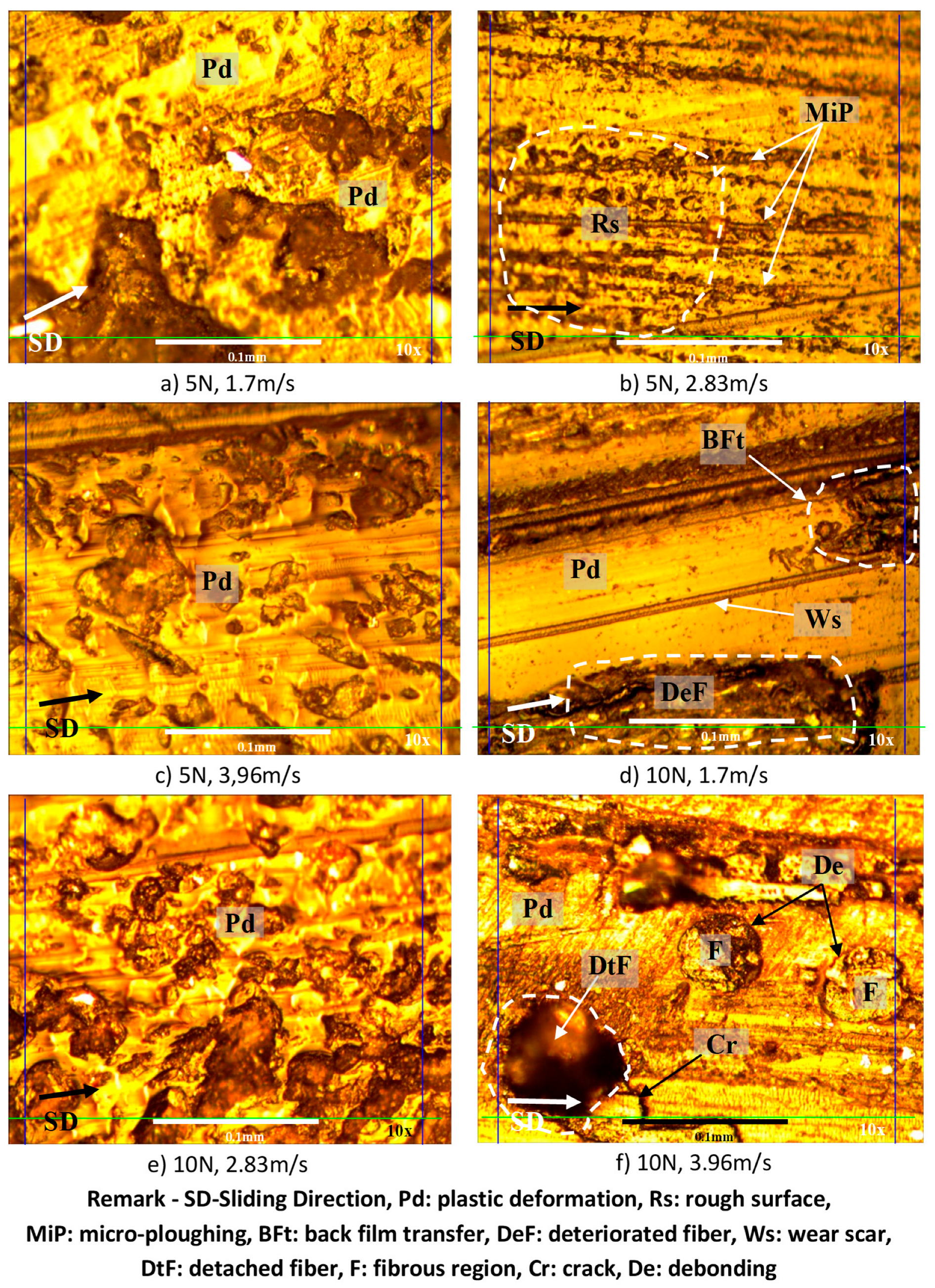
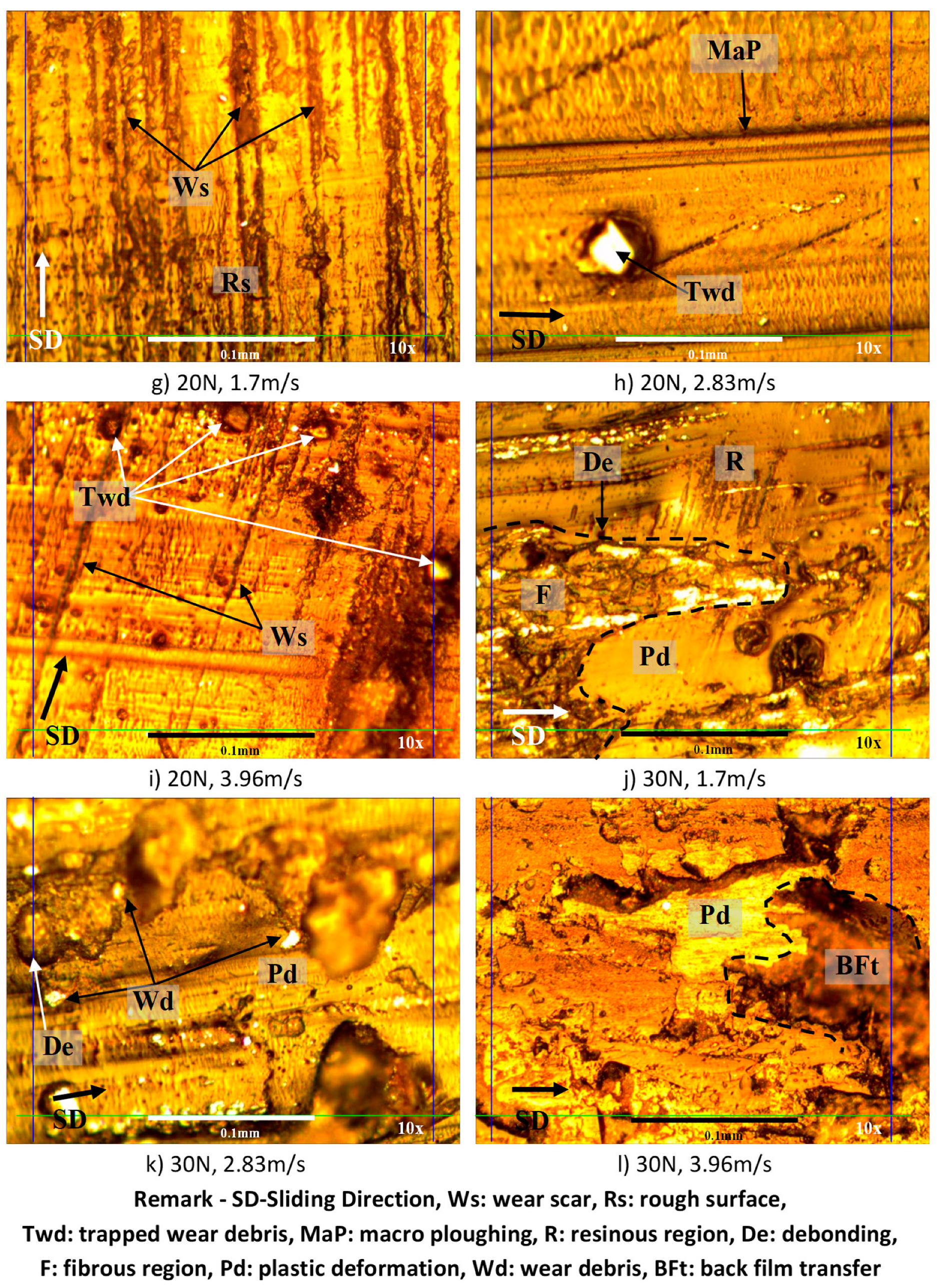
3.5. Examination of the Worn Surfaces’ Morphology
4. Conclusions
- (i)
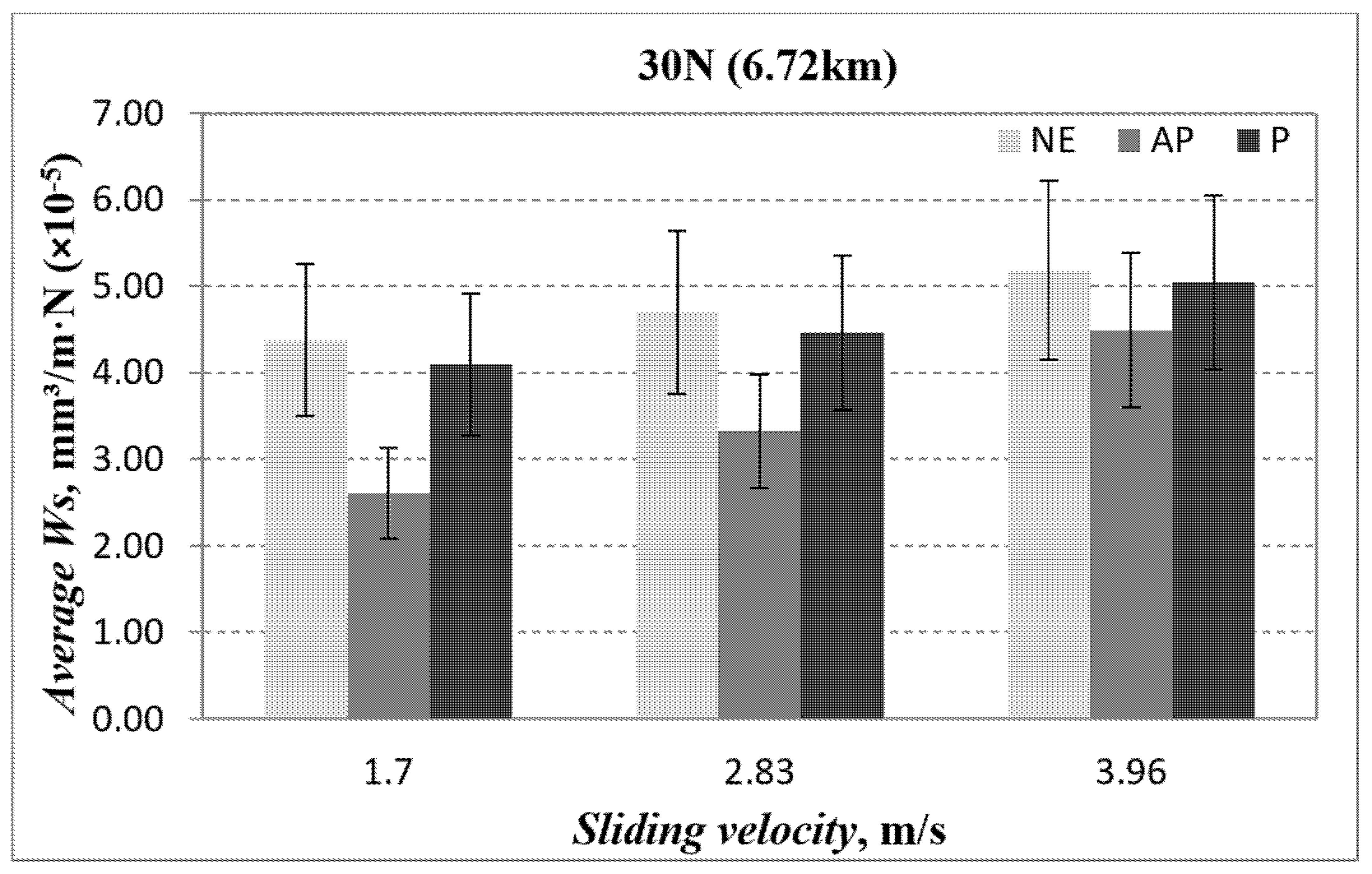
- The wear performance followed the order of AP-O > P-O > NE.
- (ii)
- AP-O had brilliant wear resistance at lower counterface sliding velocity under a lower applied load.
- (iii)
- The Ws was improved by about 6.37% and 40.47% for P-O and AP-O at 1.7 m/s of sliding velocity as compared to NE.
- (iv)
- The Ws was improved by about 4.99% and 29.32% for P-O and AP-O at 2.83 m/s of sliding velocity as compared to NE.
- (v)
- The Ws was improved by about 2.74% and 13.44% for P-O and AP-O at 3.96 m/s of sliding velocity as compared to NE.
- (vi)
- There is no correlation between wear performance and friction performance of the composites.
- (vii)
- The nature of friction behaviour is determined by the condition of fibres and formation of back film transfer at the interface.
- (viii)
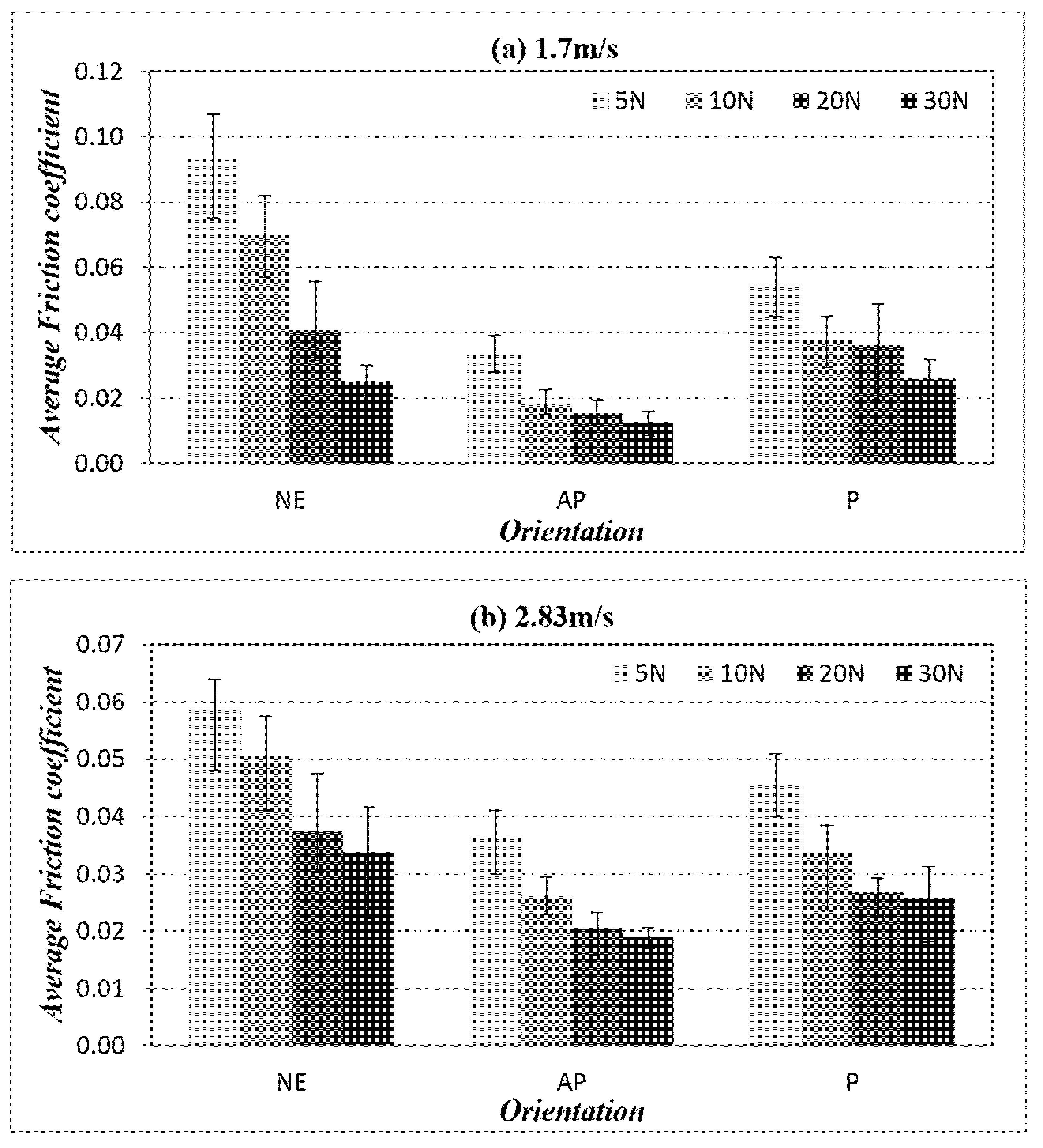
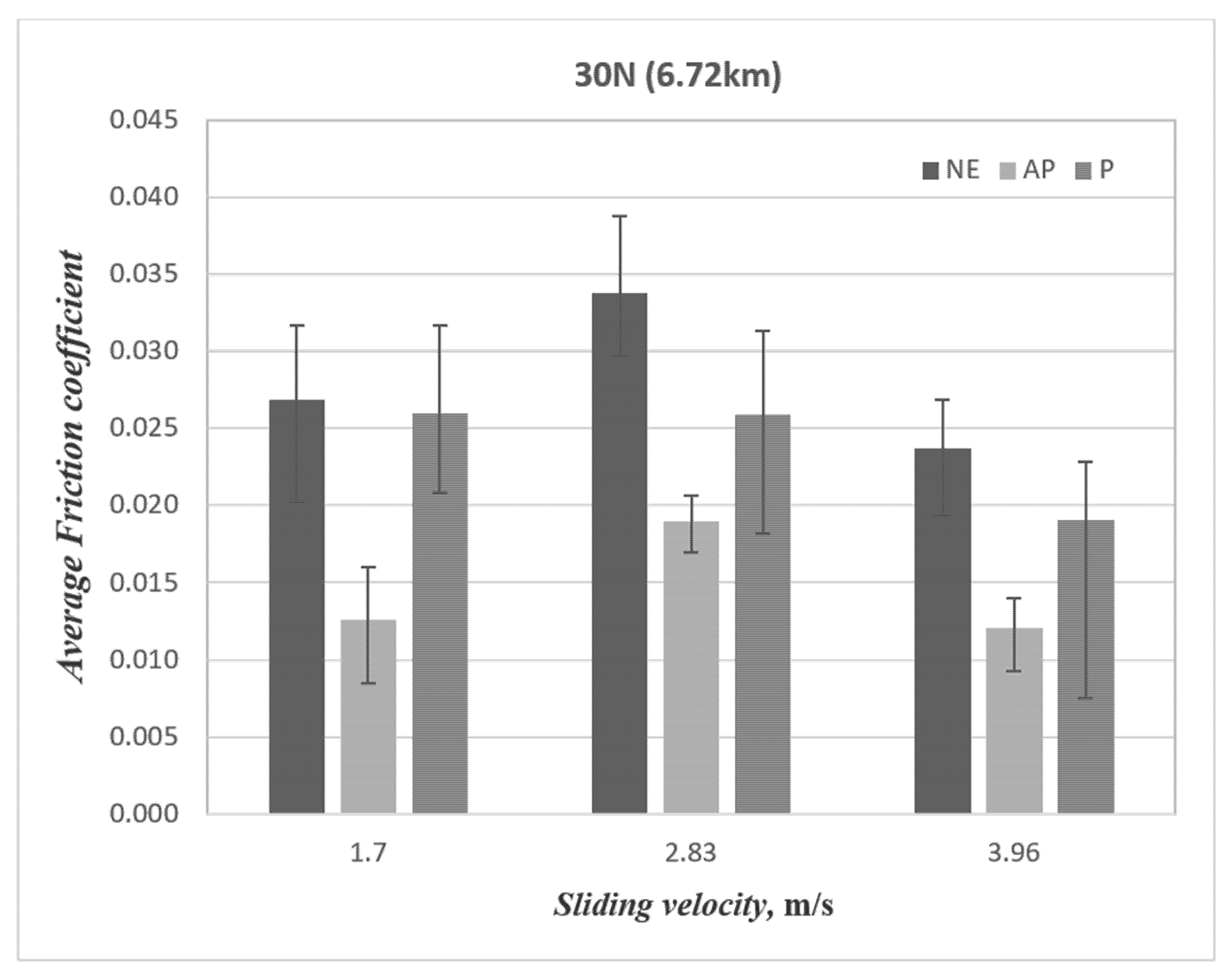
- The friction coefficient was decreased by about 2.99% and 53% for P-O and AP-O at 1.7 m/s of sliding velocity as compared to NE.
- (ix)
- The friction coefficient was decreased by about 23.4% and 43.8% for P-O and AP-O at 2.83 m/s of sliding velocity as compared to NE.
- (x)
- The friction coefficient was decreased by about 19.4% and 48.9% for P-O and AP-O at 3.96 m/s of sliding velocity as compared to NE.
- (xi)
- The wear mechanisms that were incurred in different fibre orientations are dissimilar, such as: AP-O: back film transfer and debonding; P-O: deteriorated and detached fibre; NE: fracture and rough surface.
- (xii)
- AP orientation of the composites exhibited outstanding friction and wear performance compared to P orientation and NE.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
- (a)
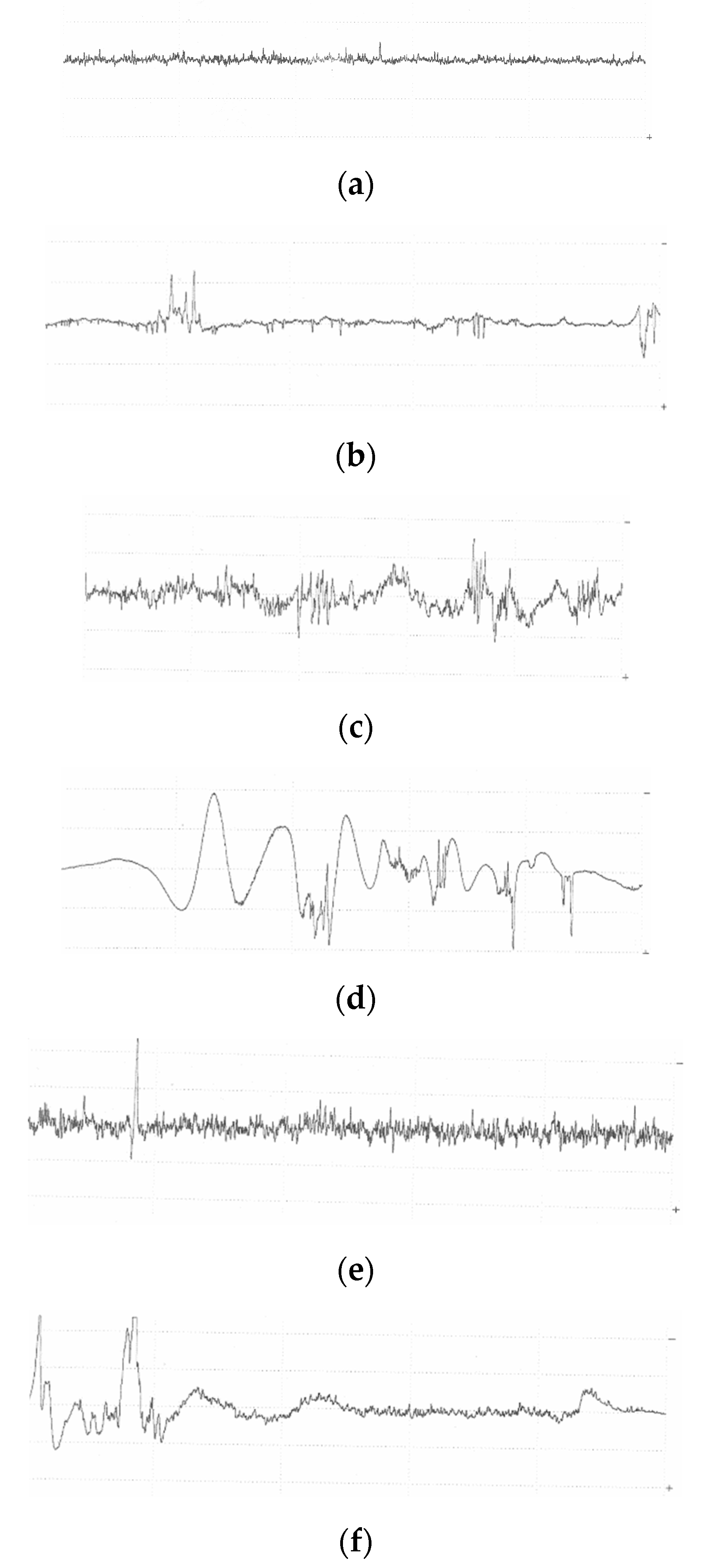
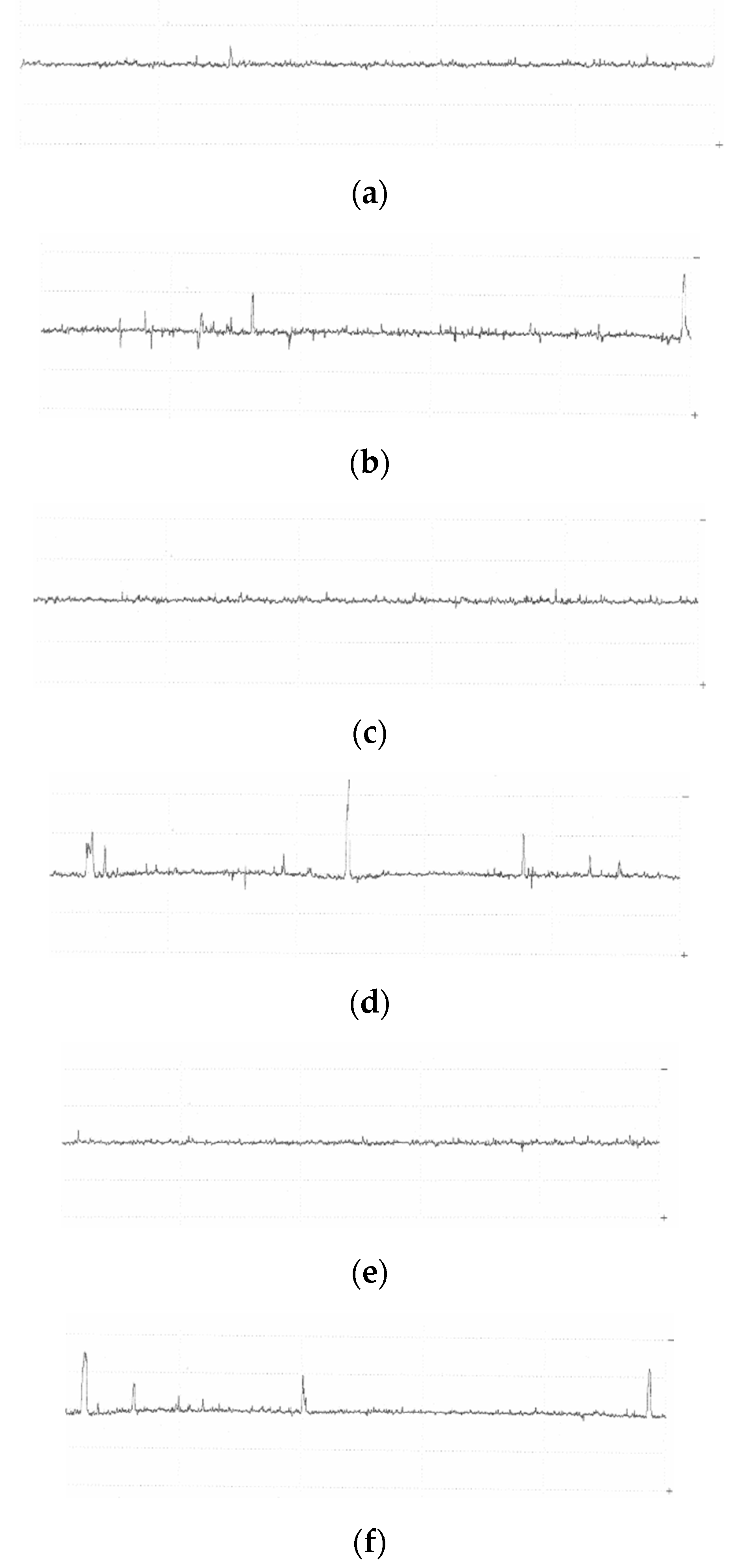
- Friction Graphs of the BaFRE Composite


Appendix B
- (b)
- Temperature Graphs of the NE and BaFRE Composite


Appendix C
- (c)
- Roughness Profiles of the NE and BaFRE Composite
Appendix D
- (d)
- Roughness Profiles of the Stainless Steel Counterface Subjected to NE and BaFRE Composite
References
- Brostow, W.; Kovacevic, V.; Vrsaljko, D.; Whitworth, J. Tribology of Polymers And Polymer-based Composites. J. Mater. Educ. 2010, 32, 273–290. [Google Scholar]
- Nirmal, U.; Devadas, A.; Ahmad, M.M.H.M.; Yuhazri, M.Y. A Review on Tribological Performance of Polymeric Composites Based on Natural Fibres. In Thermoset Composites: Preparation, Properties and Applications; Khan, A., Showkat Ahmad, B., Abdullah, M.A., Khan, I., Eds.; Materials Research Foundations: Millersville, PA, USA, 2018; pp. 300–340. [Google Scholar] [CrossRef]
- Jailani, A.K.; Sapuan, S.M.; Ilyas, R.A. Introduction to Recycling of Polymer Composites: A Review. In Seminar on Advanced Bio- and Mineral based Natural Fibre Composites (SBMC2021); Universiti Putra Malaysia: Seri Kembangan, Malaysia, 2021; pp. 55–58. [Google Scholar]
- Jha, A.K.; Mantry, S.; Satapathy, A.; Patnaik, A. Erosive Wear Performance Anaylsis of Jute-Epoxy-SiC Hybrid Composites. J. Compos. Mater. 2009, 44, 1623–1641. [Google Scholar]
- Thomas, B.; Hadfield, M.; Austen, S. Wear observations applied to lifeboat slipway launches. Wear 2009, 267, 2062–2069. [Google Scholar] [CrossRef]
- Chand, N.; Fahim, M. Tribology of Natural Fiber Polymer Composites, Hardcover; Elsevier Science: London, UK, 2008. [Google Scholar]
- El-Tayeb, N.S.M. Development and characterisation of low-cost polymeric composite materials. Mater. Des. 2009, 30, 1151–1160. [Google Scholar] [CrossRef]
- Reis, J.M.L. Sisal fiber polymer mortar composites: Introductory fracture mechanics approach. Constr. Build. Mater. 2012, 37, 177–180. [Google Scholar] [CrossRef]
- Nirmal, U.; Hashim, J.; Ahmad, M.M.; Yuhazri, M. Surface Roughness Analysis of Stainless Steel Counterface (AISI-304) Subjected to Treated Betelnut Fiber–Reinforced Polyester (T-BFRP) Composites Aged in Different Solutions with Different Kinematic Viscosity. Mater. Perform. Charact. 2018, 7, 281–319. [Google Scholar] [CrossRef]
- Nirmal, U.; Hashim, J.; Low, K.O. Adhesive wear and frictional performance of bamboo fibres reinforced epoxy composite. Tribol. Int. 2012, 47, 122–133. [Google Scholar] [CrossRef]
- Nirmal, U.; Hashim, J.; Megat Ahmad, M.M.H. Wear Performance of Oil Palm Seed Fibre-Reinforced Polyester Composite Aged in Brake Fluid Solutions. In Green And Biotribology; Davim, J.P., Ed.; De Gruyter: Berlin, Germany, 2016; pp. 90–115. [Google Scholar] [CrossRef]
- Yousif, B.F.; Ku, H. Suitability of using coir fiber/polymeric composite for the design of liquid storage tanks. Mater. Des. 2012, 36, 847–853. [Google Scholar] [CrossRef]
- Singh, N.; Yousif, B.F.; Rilling, D. Tribological Characteristics of Sustainable Fiber-Reinforced Thermoplastic Composites under Wet Adhesive Wear. Tribol. Trans. 2011, 54, 736–748. [Google Scholar] [CrossRef]
- El-Tayeb, N.S.M. Abrasive wear performance of untreated SCF reinforced polymer composite. J. Mater. Process. Technol. 2008, 206, 305–314. [Google Scholar] [CrossRef]
- Nirmal, U.; Yousif, B.F.; Rilling, D.; Brevern, P.V. Effect of betelnut fibres treatment and contact conditions on adhesive wear and frictional performance of polyester composites. Wear 2010, 268, 1354–1370. [Google Scholar] [CrossRef]
- Shalwan, A.; Yousif, B.F. In State of Art: Mechanical and tribological behaviour of polymeric composites based on natural fibres. Mater. Des. 2012, 48, 14–24. [Google Scholar] [CrossRef]
- Borruto, A.; Crivellone, G.; Marani, F. Influence of surface wettability on friction and wear tests. Wear 1998, 222, 57–65. [Google Scholar] [CrossRef]
- Yousif, B.F.; Lau, S.T.W.; McWilliam, S. Polyester composite based on betelnut fibre for tribological applications. Tribol. Int. 2009, 43, 503–511. [Google Scholar] [CrossRef]
- Yousif, B.F. Design of newly fabricated tribological machine for wear and frictional experiments under dry/wet condition. Mater. Des. 2013, 48, 2–13. [Google Scholar] [CrossRef]
- Wambua, P.; Ivens, J.; Verpoest, I. Natural fibres: Can they replace glass in fibres reinforced plastics? Compos. Sci. Technol. 2003, 63, 1259–1264. [Google Scholar] [CrossRef]
- Dillon, J.H. Current Problems and Future Trends in Synthetic Fibers. Text. Res. J. 1953, 23, 298–312. Available online: http://trj.sagepub.com/cgi/content/short/23/5/298 (accessed on 11 April 2022). [CrossRef]
- Dahlke, B.; Larbig, H.; Scherzer, H.D.; Poltrock, R. Natural Fiber Reinforced Foams Based on Renewable Resources for Automotive Interior Applications. J. Cell. Plast. 1998, 34, 361–379. Available online: http://cel.sagepub.com/content/34/4/361.abstract (accessed on 11 April 2022). [CrossRef]
- Quig, J.B.; Dennison, R.W. The Complementary Nature of Fibers from Natural and from Synthetic Polymers. Text. Res. J. 1954, 24, 361–373. Available online: http://trj.sagepub.com/cgi/content/short/24/4/361 (accessed on 11 April 2022). [CrossRef]
- Fukuhara, M. Innovation in Polyester Fibers: From Silk-Like to New Polyester. Text. Res. J. 1993, 63, 387–391. Available online: http://trj.sagepub.com/cgi/content/abstract/63/7/387 (accessed on 11 April 2022). [CrossRef]
- Leao, A.; Rowell, R.; Tavares, N. Applications of Natural Fibers in Automotive Industry in Brazil-Thermoforming Process; Science and Technology of Polymers and Advanced Materials; Springer: Boston, MA, USA, 1997; pp. 755–760. [Google Scholar]
- Eberle, R.; Franze, H. Modeling the Use Phase of Passenger Cars in LCI; JSTOR: New York, NY, USA, 1998. [Google Scholar]
- Bhushan, B. Principles and Applications of Tribology; Wiley: New York, NY, USA, 1999. [Google Scholar]
- Cirino, M.; Friedrich, K.; Pipes, R.B. Evaluation of polymer composites for sliding and abrasive wear applications. Composites 1988, 19, 383–392. [Google Scholar] [CrossRef]
- User Manual for Mazda CX-5; Madza: Hiroshima, Japan, 2016; pp. 1–14.














Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nirmal, U. Adhesive Wear and Frictional Performance of Banana Fibre Reinforced Epoxy (BaFRE) Composite. Polymers 2022, 14, 3700. https://doi.org/10.3390/polym14173700
Nirmal U. Adhesive Wear and Frictional Performance of Banana Fibre Reinforced Epoxy (BaFRE) Composite. Polymers. 2022; 14(17):3700. https://doi.org/10.3390/polym14173700
Chicago/Turabian StyleNirmal, Umar. 2022. "Adhesive Wear and Frictional Performance of Banana Fibre Reinforced Epoxy (BaFRE) Composite" Polymers 14, no. 17: 3700. https://doi.org/10.3390/polym14173700
APA StyleNirmal, U. (2022). Adhesive Wear and Frictional Performance of Banana Fibre Reinforced Epoxy (BaFRE) Composite. Polymers, 14(17), 3700. https://doi.org/10.3390/polym14173700