
Novel Wet Electrospinning Inside a Reactive Pre-Ceramic Gel to Yield Advanced Nanofiber-Reinforced Geopolymer Composites



Abstract
:
1. Introduction
2. Materials and Methods
2.1. Wet-Electrospinning Experiments
2.2. Synthesis of Geopolymer Nanocomposites Reinforced with Electrospun Fibers
2.3. Material Characterization
2.3.1. Scanning Electron Microscopy
2.3.2. XRD and FTIR
2.3.3. Micro-CT
2.3.4. Mercury Intrusion Porosimetry
2.3.5. Indentation
2.3.6. Scratch Testing
3. Results
3.1. Microstructural Characteristics
3.2. Chemical Characteristics
3.3. 3D Structure Characteristics
Porosity Measurements
3.4. Mechanical Properties
4. Discussion
5. Conclusions
- The wet-electrospinning process preserves the amorphous structure of the resulting geopolymer composites but leads to changes in the molecular structure. XRD results show a change in the location of the hump and FTIR results show an increase in the position of the main band of geopolymer for increasing fiber-weight ratio.
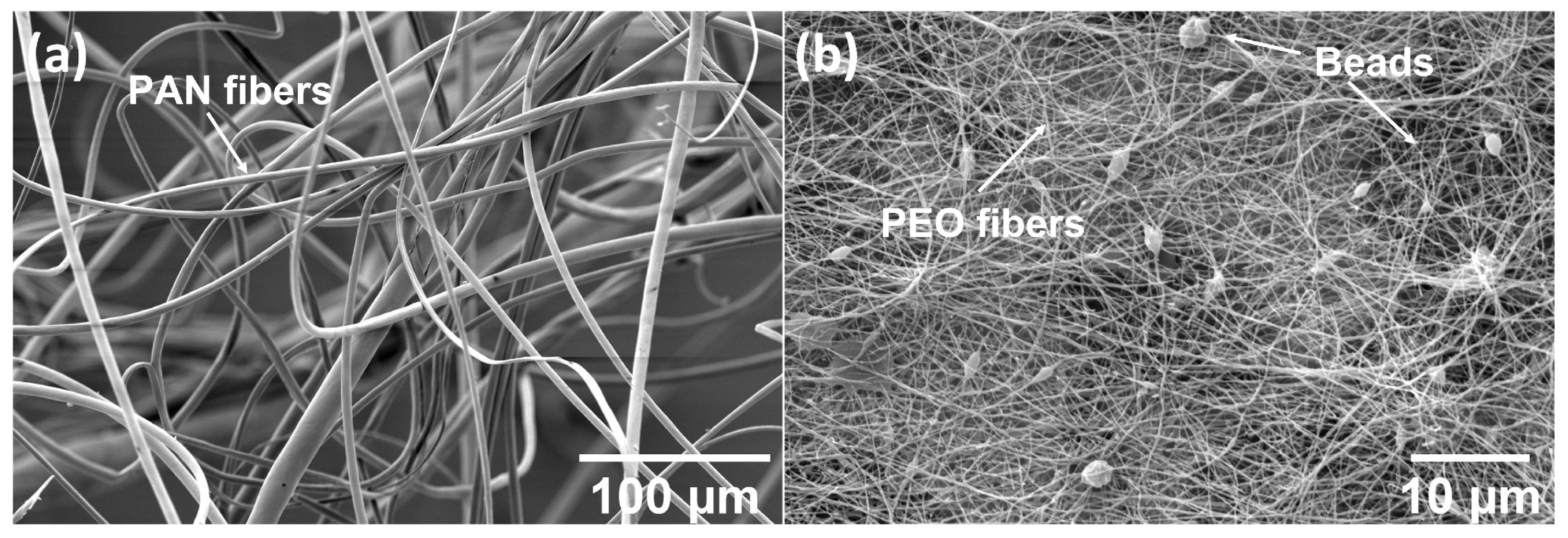
- The diameter of the electrospun fiber is dictated by the chemistry of the polymer: PAN yields micron-sized fibers with fiber diameters in the range 1.68–15.23 m whereas PEO yields nano-sized fibers with fiber diameters in the range 30–160 nm.
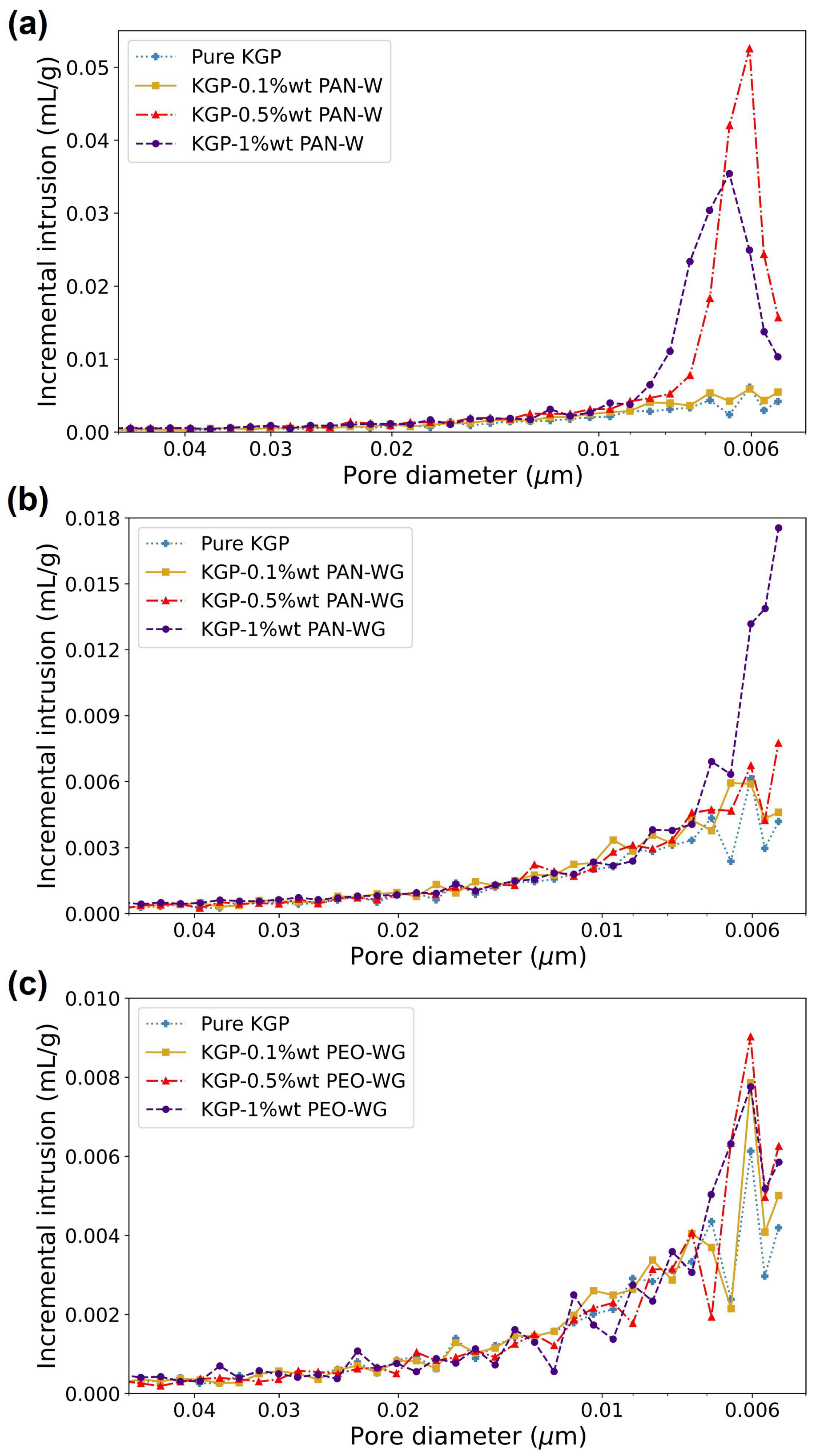
- For low fiber-weight ratios, 0.1 wt%, the wet-electrospinning process leads to a 10% reduction in both the bulk density and the skeletal density. In addition, an increase in both the mesoporosity and the overall porosity is observed.
- The mechanical properties of wet-electrospun-fiber-reinforced geopolymers depend on both the polymer type and the liquid collector. For KGP/PAN-W, both the stiffness and fracture toughness decrease with increasing fiber-weight ratio; for KGP/PAN-WG, steady values are observed; for KGP/PEO, both the indentation modulus and fracture toughness increase with the presence of wet-electrospun fibers.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PAN | Polyacrylonitrile |
| PEO | Poly(ethylene oxide) |
| KGP | Potassium geopolymer |
| SEM | Scanning Electron Microscopy |
| XRD | X-ray Diffraction |
| FTIR | Fourier Transform Infrared Spectroscopy |
| MIP | Mercury Intrusion Porosimetry |
| Micro-CT | X-ray Micro-Computed Tomography |
References
- Ghosal, K.; Agatemor, C.; Špitálsky, Z.; Thomas, S.; Kny, E. Electrospinning tissue engineering and wound dressing scaffolds from polymer-titanium dioxide nanocomposites. Chem. Eng. J. 2019, 358, 1262–1278. [Google Scholar] [CrossRef]
- Peranidze, K.; Safronova, T.V.; Kildeeva, N.R. Fibrous polymer-based composites obtained by electrospinning for bone tissue engineering. Polymers 2021, 14, 96. [Google Scholar] [CrossRef]
- Zhang, X.; Li, L.; Ouyang, J.; Zhang, L.; Xue, J.; Zhang, H.; Tao, W. Electroactive electrospun nanofibers for tissue engineering. Nano Today 2021, 39, 101196. [Google Scholar] [CrossRef]
- Ji, D.; Fan, L.; Li, L.; Peng, S.; Yu, D.; Song, J.; Ramakrishna, S.; Guo, S. Atomically transition metals on self-supported porous carbon flake arrays as binder-free air cathode for wearable zinc-air batteries. Adv. Mater. 2019, 31, 1808267. [Google Scholar] [CrossRef] [PubMed]
- Peng, S.; Jin, G.; Li, L.; Li, K.; Srinivasan, M.; Ramakrishna, S.; Chen, J. Multi-functional electrospun nanofibres for advances in tissue regeneration, energy conversion & storage, and water treatment. Chem. Soc. Rev. 2016, 45, 1225–1241. [Google Scholar]
- Wang, Y.; Yokota, T.; Someya, T. Electrospun nanofiber-based soft electronics. NPG Asia Mater. 2021, 13, 1–22. [Google Scholar] [CrossRef]
- Huang, Y.; You, X.; Tang, Z.; Tong, K.Y.; Guo, P.; Zhao, N. Interface Engineering of Flexible Piezoresistive Sensors via Near-Field Electrospinning Processed Spacer Layers. Small Methods 2021, 5, 2000842. [Google Scholar] [CrossRef]
- You, X.; Ye, C.; Guo, P. Electric field manipulation for deposition control in near-field electrospinning. J. Manuf. Process. 2017, 30, 431–438. [Google Scholar] [CrossRef]
- Ahmed, F.E.; Lalia, B.S.; Hashaikeh, R. A review on electrospinning for membrane fabrication: Challenges and applications. Desalination 2015, 356, 15–30. [Google Scholar] [CrossRef]
- Teo, W.E.; Ramakrishna, S. A review on electrospinning design and nanofibre assemblies. Nanotechnology 2006, 17, R89. [Google Scholar] [CrossRef]
- Huang, Z.M.; Zhang, Y.Z.; Kotaki, M.; Ramakrishna, S. A review on polymer nanofibers by electrospinning and their applications in nanocomposites. Compos. Sci. Technol. 2003, 63, 2223–2253. [Google Scholar] [CrossRef]
- Mozaffari, A.; Parvinzadeh Gashti, M. Air Plasma Functionalization of Electrospun Nanofibers for Skin Tissue Engineering. Biomedicines 2022, 10, 617. [Google Scholar] [CrossRef] [PubMed]
- Mozaffari, A.; Parvinzadeh Gashti, M.; Mirjalili, M.; Parsania, M. Argon and argon–oxygen plasma surface modification of gelatin nanofibers for tissue engineering applications. Membranes 2021, 11, 31. [Google Scholar] [CrossRef] [PubMed]
- Almasian, A.; Fard, G.C.; Mirjalili, M.; Gashti, M.P. Fluorinated-PAN nanofibers: Preparation, optimization, characterization and fog harvesting property. J. Ind. Eng. Chem. 2018, 62, 146–155. [Google Scholar] [CrossRef]
- Jiang, S.; Chen, Y.; Duan, G.; Mei, C.; Greiner, A.; Agarwal, S. Electrospun nanofiber reinforced composites: A review. Polym. Chem. 2018, 9, 2685–2720. [Google Scholar] [CrossRef]
- Beckermann, G.W.; Pickering, K.L. Mode i and Mode II interlaminar fracture toughness of composite laminates interleaved with electrospun nanofibre veils. Compos. Part A Appl. Sci. Manuf. 2015, 72, 11–21. [Google Scholar] [CrossRef]
- Wu, M.; Wu, Y.; Liu, Z.; Liu, H. Optically transparent poly(methyl methacrylate) composite films reinforced with electrospun polyacrylonitrile nanofibers. J. Compos. Mater. 2012, 46, 2731–2738. [Google Scholar] [CrossRef]
- Molnar, K.; Vas, L.M.; Czigany, T. Determination of tensile strength of electrospun single nanofibers through modeling tensile behavior of the nanofibrous mat. Compos. Part B Eng. 2012, 43, 15–21. [Google Scholar] [CrossRef]
- Papkov, D.; Zou, Y.; Andalib, M.N.; Goponenko, A.; Cheng, S.Z.; Dzenis, Y.A. Simultaneously strong and tough ultrafine continuous nanofibers. ACS Nano 2013, 7, 3324–3331. [Google Scholar] [CrossRef]
- Yokoyama, Y.; Hattori, S.; Yoshikawa, C.; Yasuda, Y.; Koyama, H.; Takato, T.; Kobayashi, H. Novel wet electrospinning system for fabrication of spongiform nanofiber 3-dimensional fabric. Mater. Lett. 2009, 63, 754–756. [Google Scholar] [CrossRef]
- Sonseca, A.; Sahay, R.; Stepien, K.; Bukala, J.; Wcislek, A.; McClain, A.; Sobolewski, P.; Sui, X.M.; Puskas, J.E.; Kohn, J.; et al. Architectured helically coiled scaffolds from elastomeric poly(butylene succinate) (PBS) copolyester via wet electrospinning. Mater. Sci. Eng. C 2020, 108, 110505. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.Z.; Zhong, L.B.; Dou, S.; Shao, Z.D.; Liu, Q.; Zheng, Y.M. Facile synthesis of electrospun carbon nanofiber/graphene oxide composite aerogels for high efficiency oils absorption. Environ. Int. 2019, 128, 37–45. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Ndayikengurukiye, J.; Akono, A.T.; Guo, P. Fabrication of fiber-reinforced polymer ceramic composites by wet electrospinning. Manuf. Lett. 2022, 31, 91–95. [Google Scholar] [CrossRef]
- Akono, A. Fracture behavior of metakaolin-based geopolymer reinforced with carbon nanofibers. Int. J. Ceram. Eng. Sci. 2020, 2, 234–242. [Google Scholar] [CrossRef]
- Huang, Z.K.; Chau, K.W. A new image thresholding method based on Gaussian mixture model. Appl. Math. Comput. 2008, 205, 899–907. [Google Scholar] [CrossRef]
- Musil, S.S.; Kriven, W.M. In situ mechanical properties of chamotte particulate reinforced, potassium geopolymer. J. Am. Ceram. Soc. 2014, 97, 907–915. [Google Scholar] [CrossRef]
- Bell, J.L.; Driemeyer, P.E.; Kriven, W.M. Formation of ceramics from metakaolin-based geopolymers. Part II: K-based geopolymer. J. Am. Ceram. Soc. 2009, 92, 607–615. [Google Scholar] [CrossRef]
- Smith, B.C. Transmission analysis of solids and powders. In Fundamentals of Fourier Transform Infrared Spectroscopy, 2nd ed.; Chapter 4; CRC Press: Boca Raton, FL, USA, 2011; pp. 90–99. [Google Scholar]
- Domander, R.; Felder, A.A.; Doube, M. BoneJ2-refactoring established research software. Wellcome Open Res. 2021, 6, 37. [Google Scholar] [CrossRef]
- Ditscherlein, R.; Furat, O.; de Langlard, M.; e Silva, J.M.D.S.; Sygusch, J.; Rudolph, M.; Leißner, T.; Schmidt, V.; Peuker, U.A. Multiscale Tomographic Analysis for Micron-Sized Particulate Samples. Microsc. Microanal. 2020, 26, 676–688. [Google Scholar] [CrossRef]
- Washburn, E.W. Note on a Method of Determining the Distribution of Pore Sizes in a Porous Material. Proc. Natl. Acad. Sci. USA 1921, 7, 115–116. [Google Scholar] [CrossRef]
- Glad, B.E.; Kriven, W.M. Highly Porous Geopolymers Through Templating and Surface Interactions. J. Am. Ceram. Soc. 2015, 98, 2052–2059. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved techniques for determining Hardness and elastic modulus using. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Akono, A.T.; Reis, P.M.; Ulm, F.J. Scratching as a fracture process: From butter to steel. Phys. Rev. Lett. 2011, 106, 204302. [Google Scholar] [CrossRef] [PubMed]
- Akono, A.T.; Randall, N.X.; Ulm, F.J. Experimental determination of the fracture toughness via microscratch tests: Application to polymers, ceramics, and metals. J. Mater. Res. 2012, 27, 485–493. [Google Scholar] [CrossRef]
- Akono, A.T.; Ulm, F.J. An improved technique for characterizing the fracture toughness via scratch test experiments. Wear 2014, 313, 117–124. [Google Scholar] [CrossRef]
- Davidovits, J. Properties of Geopolymer Cements. In Proceedings of the First International Conference on Alkaline Cements and Concretes, Kiev, Ukraine, 11–14 October 1994; pp. 131–149. [Google Scholar]
- Rovnaník, P. Effect of curing temperature on the development of hard structure of metakaolin-based geopolymer. Constr. Build. Mater. 2010, 24, 1176–1183. [Google Scholar] [CrossRef]
- Rees, C.A.; Provis, J.L.; Lukey, G.C.; Van Deventer, J.S.J. In situ ATR-FTIR study of the early stages of fly ash geopolymer gel formation. Langmuir 2007, 23, 9076–9082. [Google Scholar] [CrossRef]
- Innocenzi, P. Infrared spectroscopy of sol–gel derived silica-based films: A spectra-microstructure overview. J.-Non-Cryst. Solids 2003, 316, 309–319. [Google Scholar] [CrossRef]
- Wang, X.; Nakane, K. Preparation of polymeric nanofibers via immersion electrospinning. Eur. Polym. J. 2020, 134, 109837. [Google Scholar] [CrossRef]
- Zhou, Y.; Fan, M.; Chen, L. Interface and bonding mechanisms of plant fibre composites: An overview. Compos. Part B Eng. 2016, 101, 31–45. [Google Scholar] [CrossRef]
- Son, W.K.; Youk, J.H.; Lee, T.S.; Park, W.H. The effects of solution properties and polyelectrolyte on electrospinning of ultrafine poly (ethylene oxide) fibers. Polymer 2004, 45, 2959–2966. [Google Scholar] [CrossRef]
- Zhang, L.; Hsieh, Y.L. Nanoporous ultrahigh specific surface polyacrylonitrile fibres. Nanotechnology 2006, 17, 4416. [Google Scholar] [CrossRef]
- Wang, T.; Kumar, S. Electrospinning of polyacrylonitrile nanofibers. J. Appl. Polym. Sci. 2006, 102, 1023–1029. [Google Scholar] [CrossRef]
- Li, W.; Yu, Q.; Yao, H.; Zhu, Y.; Topham, P.D.; Yue, K.; Ren, L.; Wang, L. Superhydrophobic hierarchical fiber/bead composite membranes for efficient treatment of burns. Acta Biomater. 2019, 92, 60–70. [Google Scholar] [CrossRef] [PubMed]
- Rivero-Antunez, P.; Cano-Crespo, R.; Esquivias, L.; de la Rosa-Fox, N.; Zamora-Ledezma, C.; Dominguez-Rodriguez, A.; Morales-Flórez, V. Mechanical characterization of sol-gel alumina-based ceramics with intragranular reinforcement of multiwalled carbon nanotubes. Ceram. Int. 2020, 46, 19723–19730. [Google Scholar] [CrossRef]
- Dong, Y.; Dong, X.; Li, L.; Wu, J.; Yan, L.; Liu, J.; Guo, A. Lightweight and thermally insulating aluminum borate nanofibrous porous ceramics. Ceram. Int. 2021, 47, 21029–21037. [Google Scholar] [CrossRef]
- Xu, G.; Wang, K.; Zhong, Z.; Chen, C.S.; Webley, P.A.; Wang, H. SiC nanofiber reinforced porous ceramic hollow fiber membranes. J. Mater. Chem. A 2014, 2, 5841–5846. [Google Scholar] [CrossRef]
- Yan, X.; Xiao, X.; Au, C.; Mathur, S.; Huang, L.; Wang, Y.; Zhang, Z.; Zhu, Z.; Kipper, M.; Tang, J.; et al. Electrospinning nanofibers and nanomembranes for oil/water separation. J. Mater. Chem. A 2021, 9, 21659–21684. [Google Scholar] [CrossRef]
- Zou, D.; Ke, X.; Qiu, M.; Chen, X.; Fan, Y. Design and fabrication of whisker hybrid ceramic membranes with narrow pore size distribution and high permeability via co-sintering process. Ceram. Int. 2018, 44, 21159–21169. [Google Scholar] [CrossRef]
- Lu, T.; Cui, J.; Qu, Q.; Wang, Y.; Zhang, J.; Xiong, R.; Ma, W.; Huang, C. Multistructured electrospun nanofibers for air filtration: A review. ACS Appl. Mater. Interfaces 2021, 13, 23293–23313. [Google Scholar] [CrossRef]
- Ray, S.S.; Chen, S.S.; Li, C.W.; Nguyen, N.C.; Nguyen, H.T. A comprehensive review: Electrospinning technique for fabrication and surface modification of membranes for water treatment application. RSC Adv. 2016, 6, 85495–85514. [Google Scholar] [CrossRef]
- Fahimirad, S.; Fahimirad, Z.; Sillanpää, M. Efficient removal of water bacteria and viruses using electrospun nanofibers. Sci. Total Environ. 2021, 751, 141673. [Google Scholar] [CrossRef] [PubMed]
- Zhang, S.; Liu, H.; Tang, N.; Ge, J.; Yu, J.; Ding, B. Direct electronetting of high-performance membranes based on self-assembled 2D nanoarchitectured networks. Nat. Commun. 2019, 10, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Zhang, S.; Liu, L.; Yu, J.; Ding, B. High-performance filters from biomimetic wet-adhesive nanoarchitectured networks. J. Mater. Chem. A 2020, 8, 18955–18962. [Google Scholar] [CrossRef]
- Zambrzycki, M.; Fraczek-Szczypta, A. Study on the synthesis and properties of hierarchically structured electrospun/vapour-grown carbon nanofibres nanocomposites. J. Ind. Eng. Chem. 2020, 86, 100–112. [Google Scholar] [CrossRef]
- Li, J.; Zhang, D.; Yang, T.; Yang, S.; Yang, X.; Zhu, H. Nanofibrous membrane of graphene oxide-in-polyacrylonitrile composite with low filtration resistance for the effective capture of PM2.5. J. Membr. Sci. 2018, 551, 85–92. [Google Scholar] [CrossRef]
- Zhang, K.; Li, Z.; Deng, N.; Ju, J.; Li, Y.; Cheng, B.; Kang, W.; Yan, J. Tree-like cellulose nanofiber membranes modified by citric acid for heavy metal ion (Cu2+) removal. Cellulose 2019, 26, 945–958. [Google Scholar] [CrossRef]
- Jung, H.R.; Ju, D.H.; Lee, W.J.; Zhang, X.; Kotek, R. Electrospun hydrophilic fumed silica/polyacrylonitrile nanofiber-based composite electrolyte membranes. Electrochim. Acta 2009, 54, 3630–3637. [Google Scholar] [CrossRef]
- Rathod, V.T.; Kumar, J.S.; Jain, A. Polymer and ceramic nanocomposites for aerospace applications. Appl. Nanosci. 2017, 7, 519–548. [Google Scholar] [CrossRef]
- Gagné, M.; Therriault, D. Lightning strike protection of composites. Prog. Aerosp. Sci. 2014, 64, 1–16. [Google Scholar] [CrossRef]
- Gupta, M.; Wong, W. Magnesium-based nanocomposites: Lightweight materials of the future. Mater. Charact. 2015, 105, 30–46. [Google Scholar] [CrossRef]
- Li, X.; Li, P.; Wu, Z.; Luo, D.; Yu, H.Y.; Lu, Z.H. Review and perspective of materials for flexible solar cells. Mater. Rep. Energy 2021, 1, 100001. [Google Scholar] [CrossRef]
- Dou, B.; Miller, E.M.; Christians, J.A.; Sanehira, E.M.; Klein, T.R.; Barnes, F.S.; Shaheen, S.E.; Garner, S.M.; Ghosh, S.; Mallick, A.; et al. High-performance flexible perovskite solar cells on ultrathin glass: Implications of the TCO. J. Phys. Chem. Lett. 2017, 8, 4960–4966. [Google Scholar] [CrossRef] [PubMed]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Name | Polymer | Liquid Bath Collector | Fiber Weight Ratio |
|---|---|---|---|
| KGP-0.1%PAN-W | PAN | DI Water | 0.1 wt% |
| KGP-0.5%PAN-W | PAN | DI Water | 0.5 wt% |
| KGP-1.0%PAN-W | PAN | DI Water | 1 wt% |
| KGP-0.1%PAN-WG | PAN | Waterglass | 0.1 wt% |
| KGP-0.5%PAN-WG | PAN | Waterglass | 0.5 wt% |
| KGP-1.0%PAN-WG | PAN | Waterglass | 1 wt% |
| KGP-0.1%PEO-WG | PEO | Waterglass | 0.1 wt% |
| KGP-0.5%PEO-WG | PEO | Waterglass | 0.5 wt% |
| KGP-1.0%PEO-WG | PEO | Waterglass | 1 wt% |
| Sample | Fiber Weigh Ratio | Fiber Diameter (nm) |
|---|---|---|
| KGP-0.1%PAN-W | 0.1 wt% | 3.68 × 10 ± 1.81 × 10 |
| KGP-0.5%PAN-W | 0.5 wt% | 5.67 × 10 ± 3.44 × 10 |
| KGP-1.0%PAN-W | 1.0 wt% | 5.08 × 10 ± 3.48 × 10 |
| KGP-0.1%PAN-WG | 0.1 wt% | 3.48 × 10 ± 1.73 × 10 |
| KGP-0.5%PAN-WG | 0.5 wt% | 4.40 × 10 ± 3.19 × 10 |
| KGP-1.0%PAN-WG | 1.0 wt% | 4.57 × 10 ± 4.30 × 10 |
| KGP-0.1%PEO-WG | 0.1 wt% | |
| KGP-0.5%PEO-WG | 0.5 wt% | |
| KGP-1.0%PEO-WG | 1.0 wt% |
| Sample | Pore Diameter (m) | Porosity | Fiber Diameter (m) | Fiber Volume Fraction | Fiber Surface Area (m2/g) |
|---|---|---|---|---|---|
| Pure KGP | 0.07% | 0 | 0% | 0 | |
| KGP-0.1%PAN-W | 0.12% | 0.11% | 0.18 | ||
| KGP-0.5%PAN-W | 0.10% | 0.68% | 0.15 | ||
| KGP-1.0%PAN-W | 0.15% | 2.11% | 0.27 | ||
| KGP-0.1%PAN-WG | 0.09% | 0.12% | 0.17 | ||
| KGP-0.5%PAN-WG | 0.17% | 0.68% | 0.18 | ||
| KGP-1.0%PAN-WG | 0.35% | 2.39% | 0.19 | ||
| KGP-0.1%PEO-WG | 0.10% | – | 0.11% | 0.18 | |
| KGP-0.5%PEO-WG | 0.19% | – | 0.88% | 0.23 | |
| KGP-1.0%PEO-WG | 0.31% | – | 2.65% | 0.29 |
| Sample | Bulk Density (g/mL) | Skeletal Density (g/mL) |
|---|---|---|
| Pure KGP | 1.78 | 2.02 |
| KGP-0.1%PAN-W | 1.63 | 1.87 |
| KGP-0.5%PAN-W | 1.96 | 3.51 |
| KGP-1.0%PAN-W | 1.85 | 2.98 |
| KGP-0.1%PAN-WG | 1.65 | 1.89 |
| KGP-0.5%PAN-WG | 1.61 | 1.84 |
| KGP-1.0%PAN-WG | 1.42 | 1.70 |
| KGP-0.1%PEO-WG | 1.65 | 1.85 |
| KGP-0.5%PEO-WG | 1.66 | 1.89 |
| KGP-1.0%PEO-WG | 2.13 | 2.57 |
| Sample | Porosity | Mesopore Fraction | Avg Pore Diameter (nm) |
|---|---|---|---|
| Pure KGP | 11.55% | 84% | 10.56 |
| KGP-0.1%wtPAN-W | 12.53% | 86% | 10.20 |
| KGP-0.5%wtPAN-W | 44.00% | 93% | 7.70 |
| KGP-1.0%wtPAN-W | 37.82% | 94% | 8.00 |
| KGP-0.1%wtPAN-WG | 12.58% | 85% | 10.33 |
| KGP-0.5%wtPAN-WG | 12.37% | 87% | 9.77 |
| KGP-1.0%wtPAN-WG | 15.97% | 87% | 8.7 |
| KGP-0.1%wtPEO-WG | 10.90% | 89% | 9.24 |
| KGP-0.5%wtPEO-WG | 12.07% | 85% | 9.65 |
| KGP-1.0%wtPEO-WG | 17.33% | 77% | 10.77 |
| Sample | M (GPa) | H (GPa) | (MPa) |
|---|---|---|---|
| Pure Geopolymer | 8.30 ± 0.25 | 430.43 ± 23.34 | 0.60 ± 0.02 |
| KGP-0.1%PAN-W | 8.29 ± 0.39 | 402.58 ± 38.85 | 0.64 ± 0.02 |
| KGP-0.5%PAN-W | 6.76 ± 0.64 | 334.77 ± 53.10 | 0.49 ± 0.01 |
| KGP-1.0%PAN-W | 6.83 ± 0.50 | 347.10 ± 50.90 | 0.49 ± 0.02 |
| KGP-0.1%PAN-WG | 8.12 ± 0.75 | 410.12 ± 54.68 | 0.57 ± 0.01 |
| KGP-0.5%PAN-WG | 8.06 ± 0.70 | 403.50 ± 56.22 | 0.53 ± 0.03 |
| KGP-1.0%PAN-WG | 8.13 ± 1.21 | 402.61 ± 70.91 | 0.49 ± 0.01 |
| KGP-0.1%PEO-WG | 8.12 ± 0.90 | 404.24 ± 63.27 | 0.69 ± 0.01 |
| KGP-0.5%PEO-WG | 8.72 ± 0.30 | 433.26 ± 28.70 | 0.76 ± 0.01 |
| KGP-1.0%PEO-WG | 8.90 ± 0.90 | 452.73 ± 59.04 | 0.69 ± 0.04 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Guo, P.; Akono, A.-T. Novel Wet Electrospinning Inside a Reactive Pre-Ceramic Gel to Yield Advanced Nanofiber-Reinforced Geopolymer Composites. Polymers 2022, 14, 3943. https://doi.org/10.3390/polym14193943
Xu Y, Guo P, Akono A-T. Novel Wet Electrospinning Inside a Reactive Pre-Ceramic Gel to Yield Advanced Nanofiber-Reinforced Geopolymer Composites. Polymers. 2022; 14(19):3943. https://doi.org/10.3390/polym14193943
Chicago/Turabian StyleXu, Yunzhi, Ping Guo, and Ange-Therese Akono. 2022. "Novel Wet Electrospinning Inside a Reactive Pre-Ceramic Gel to Yield Advanced Nanofiber-Reinforced Geopolymer Composites" Polymers 14, no. 19: 3943. https://doi.org/10.3390/polym14193943
APA StyleXu, Y., Guo, P., & Akono, A.-T. (2022). Novel Wet Electrospinning Inside a Reactive Pre-Ceramic Gel to Yield Advanced Nanofiber-Reinforced Geopolymer Composites. Polymers, 14(19), 3943. https://doi.org/10.3390/polym14193943