
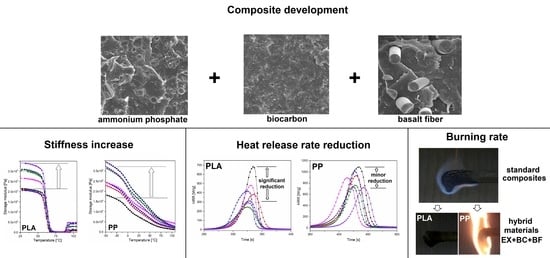
Development of a New Type of Flame Retarded Biocomposite Reinforced with a Biocarbon/Basalt Fiber System: A Comparative Study between Poly(lactic Acid) and Polypropylene


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Characterization
3. Results and Discussion
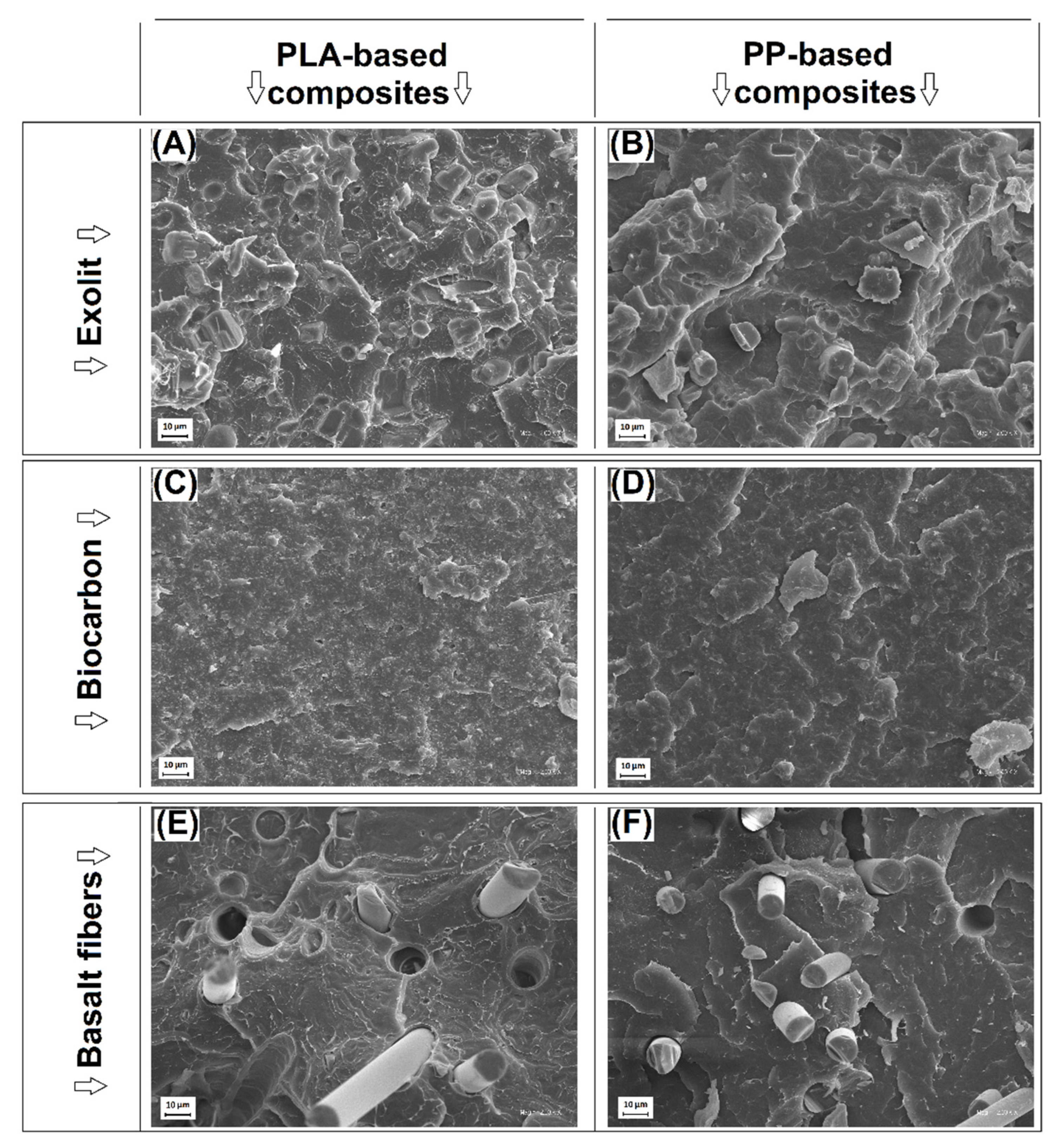
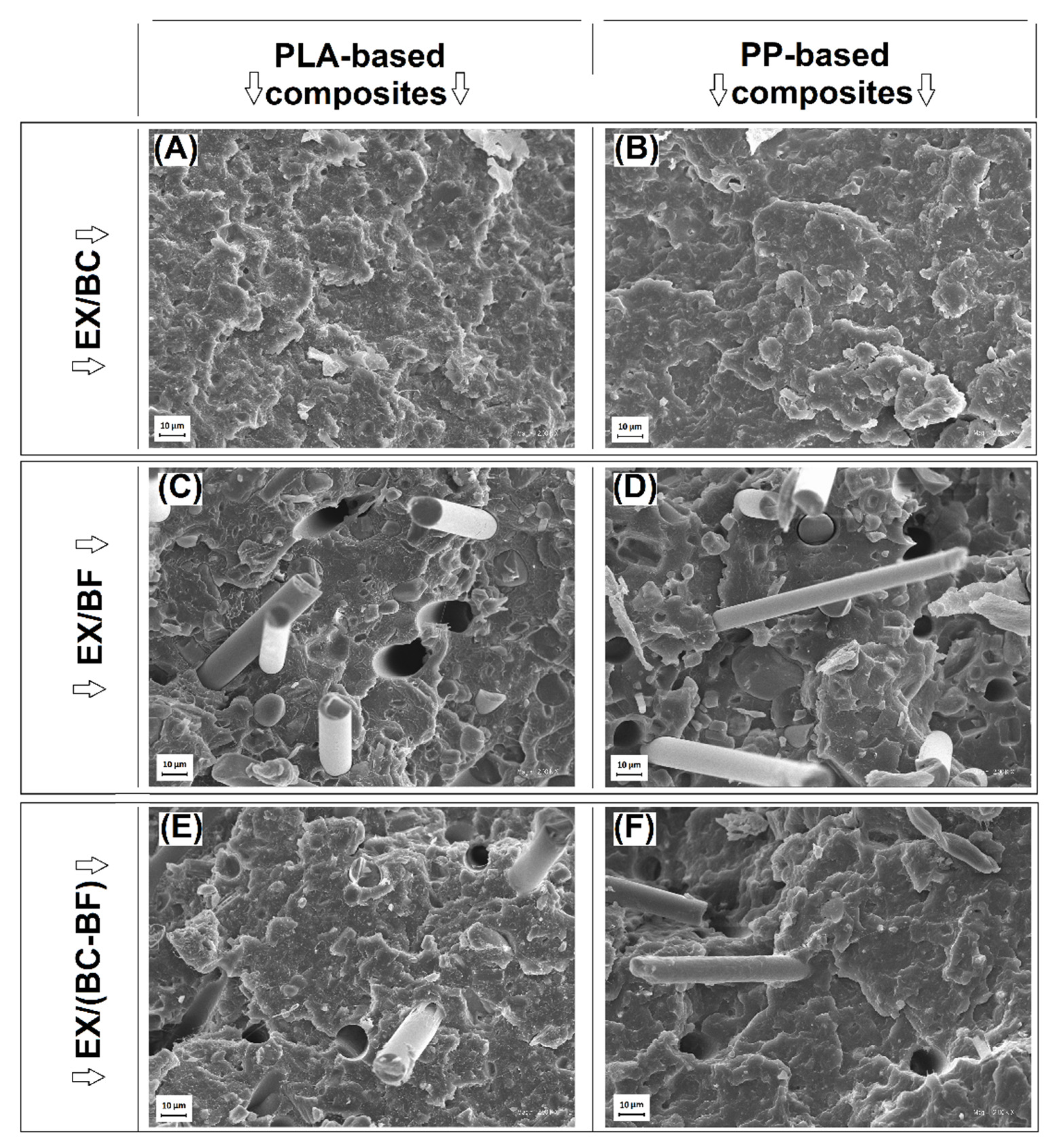
3.1. Structure Evaluation—Scanning Electron Microscopy Observations
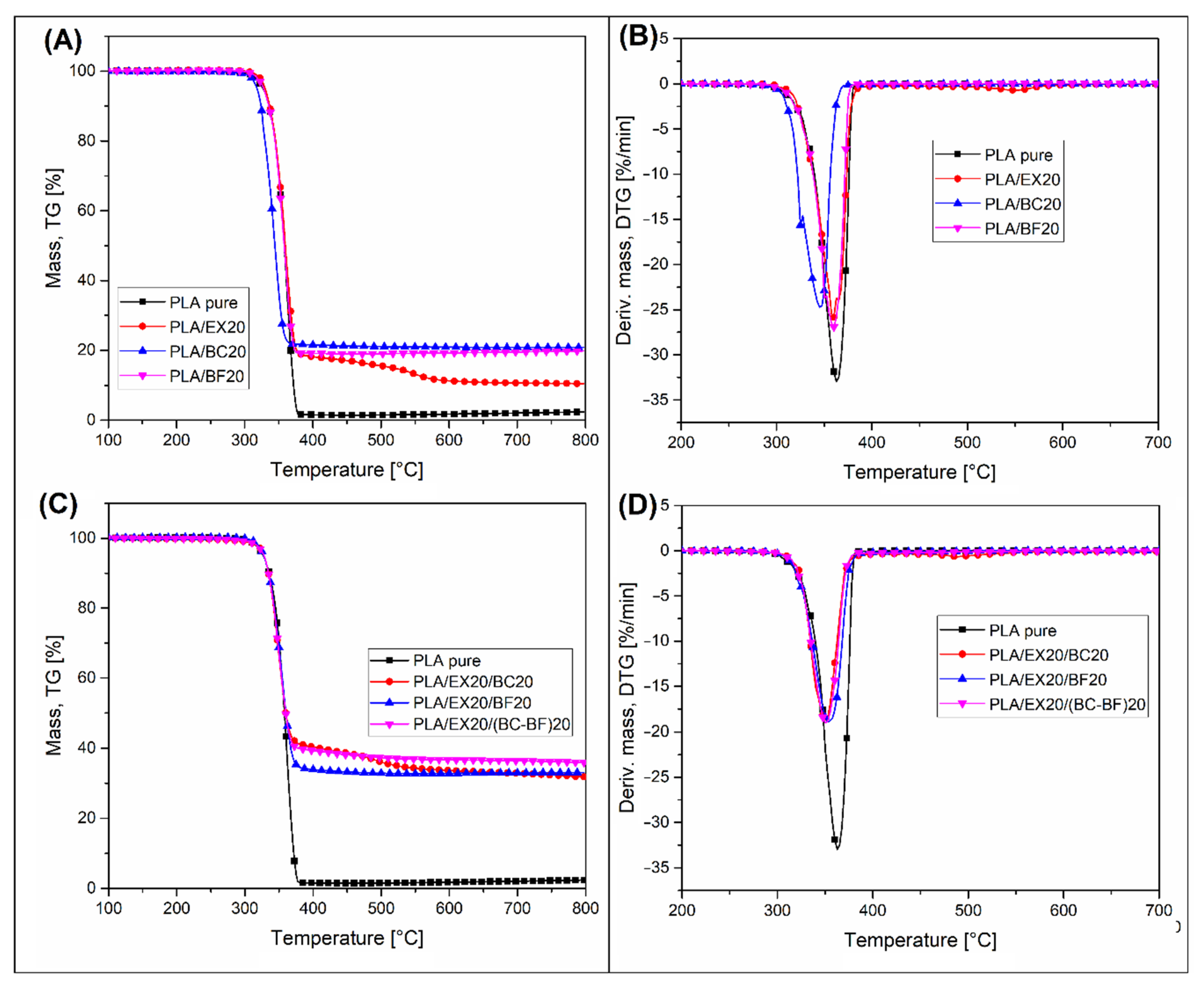
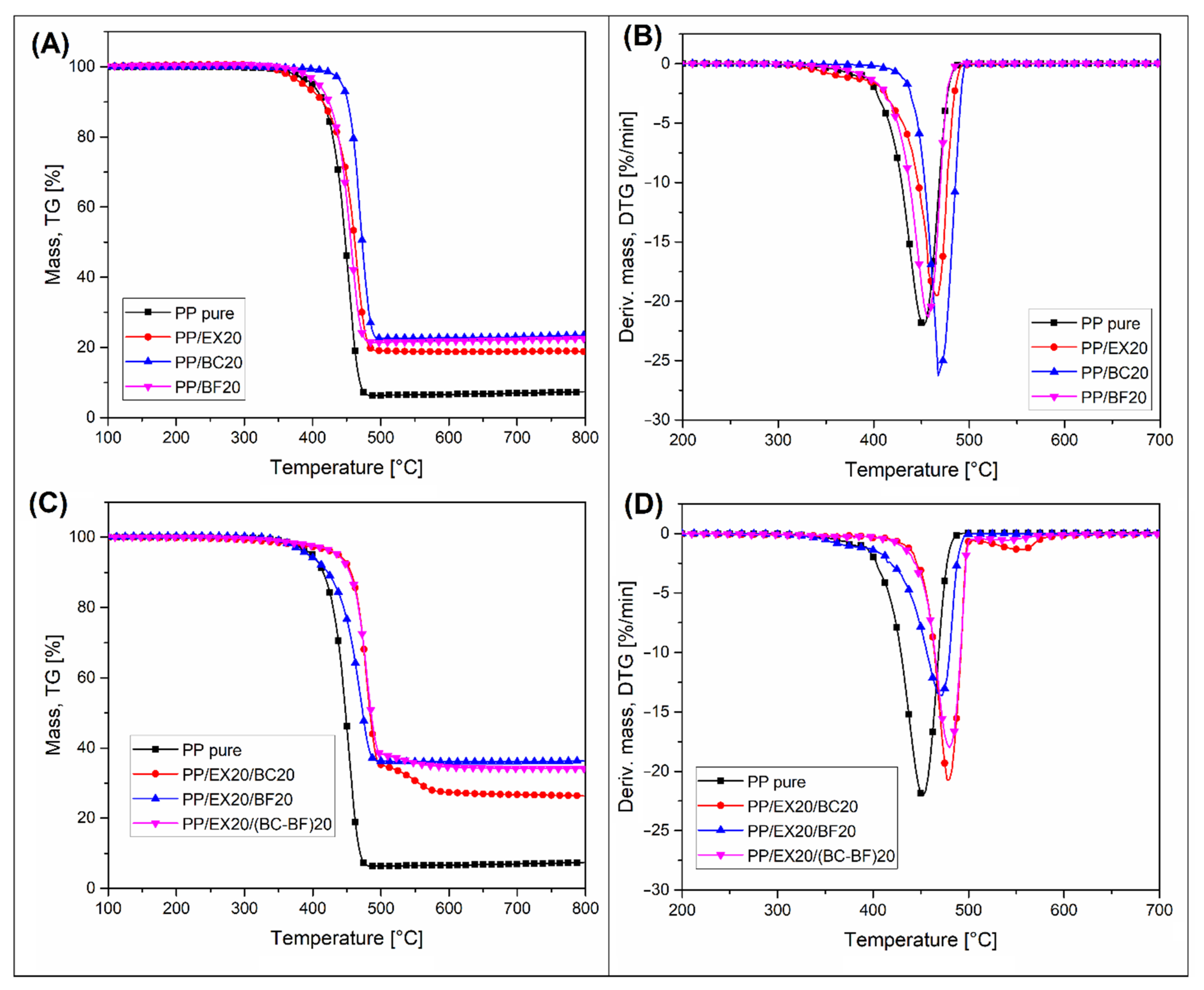
3.2. Thermal Stability—Thermogravimetric Analysis (TGA)
3.3. Thermal Properties, Phase Transitions—DSC Analysis
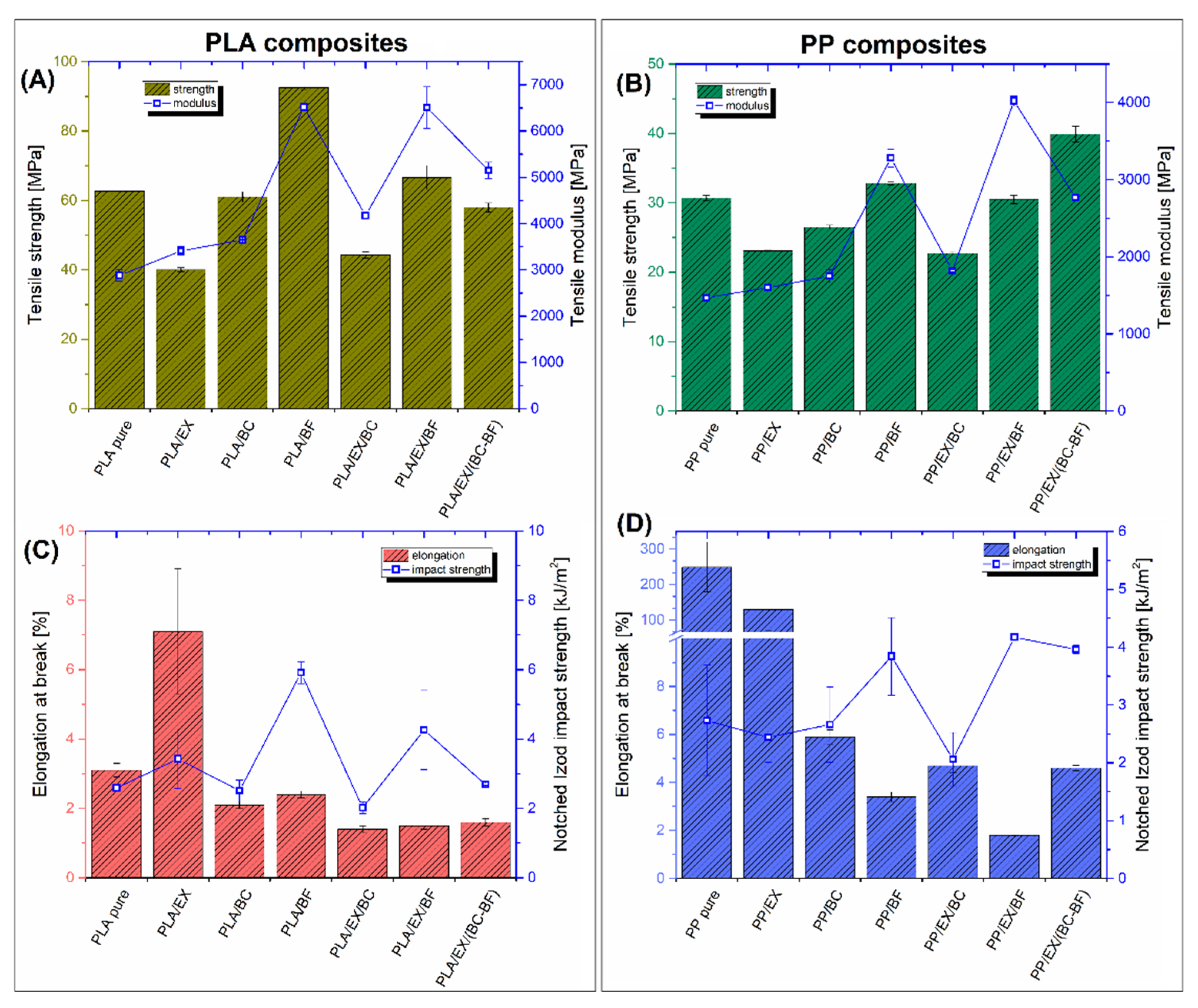
3.4. Mechanical Properties Evaluation—Static and Impact Tests
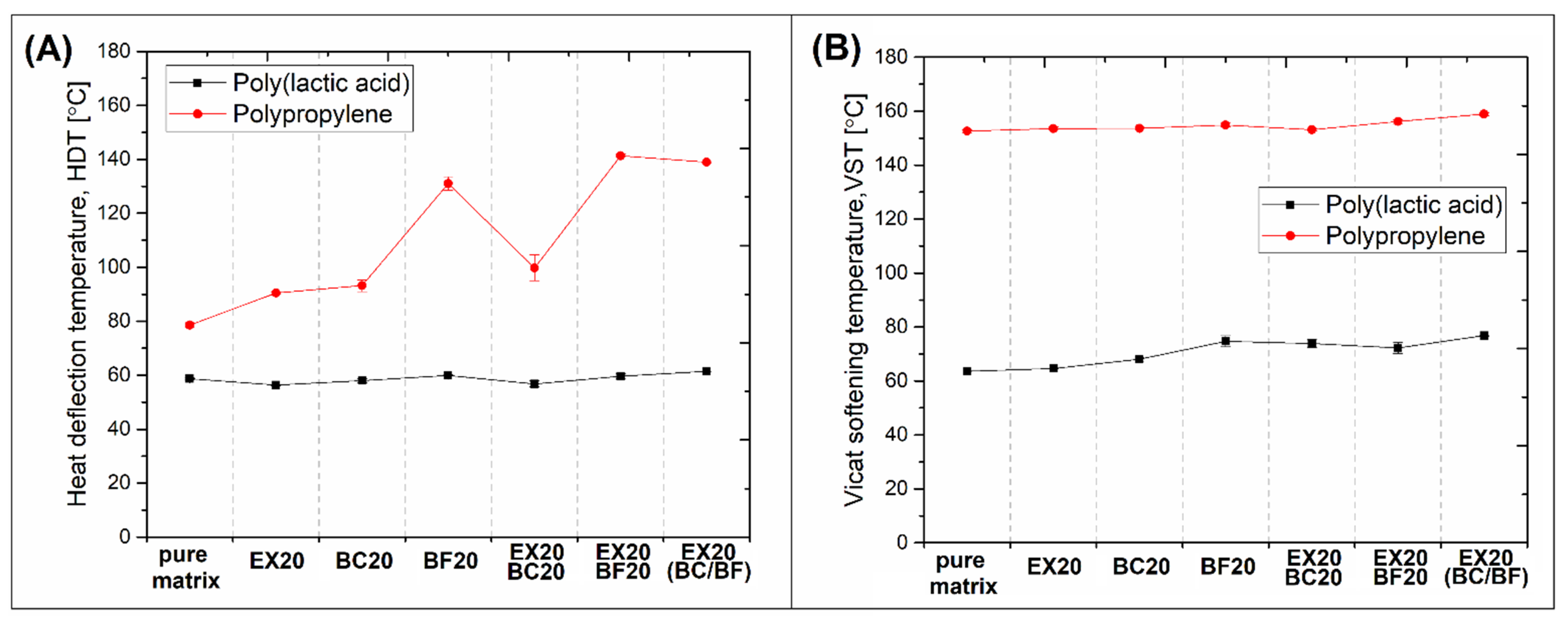
3.5. Thermo-Mechanical Properties—Comparison between DMTA Analysis and HDT/Vicat Tests
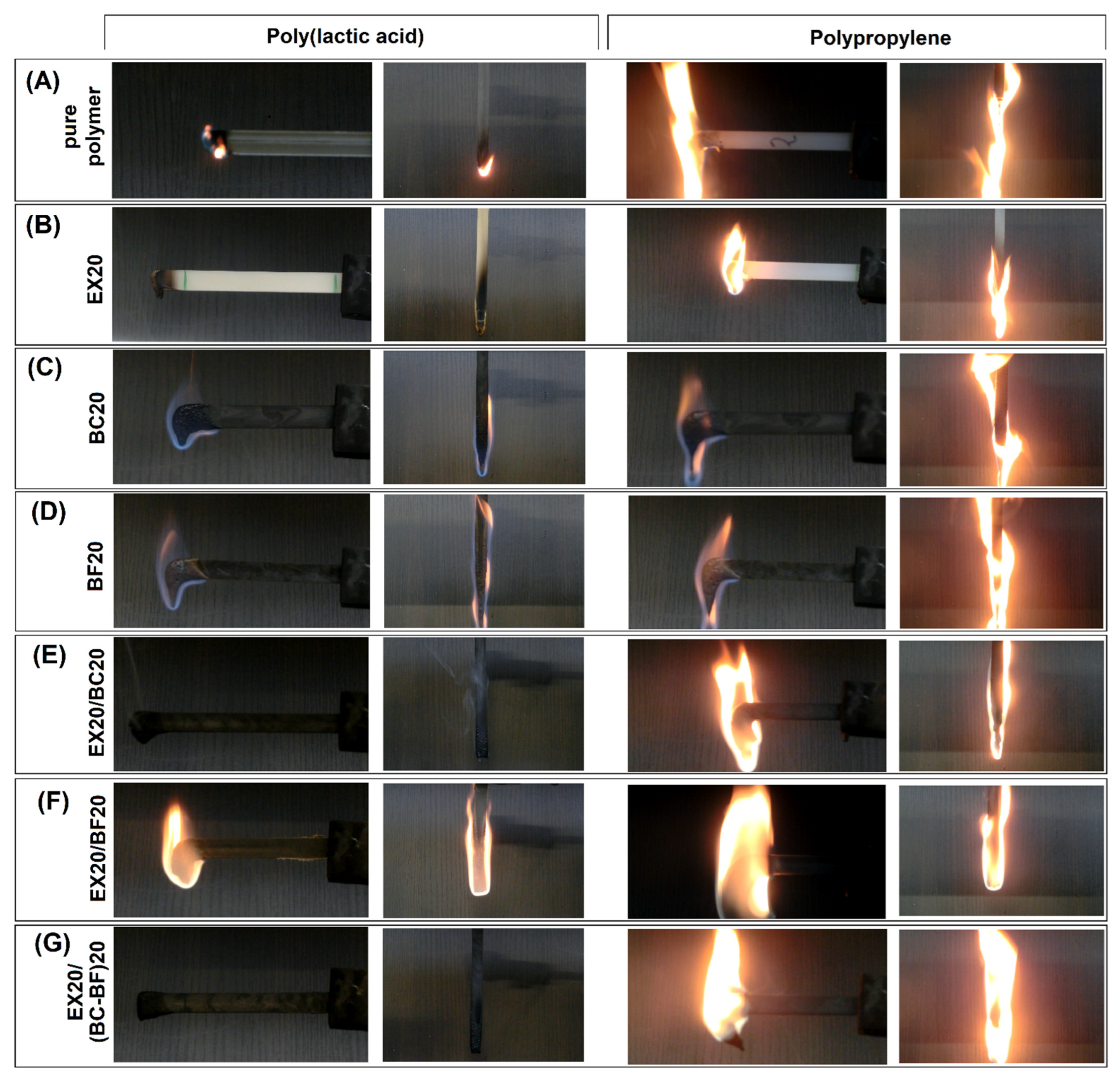
3.6. Flame Retardancy—PCFC Microcalorimetric Analysis, UL-94 Tests
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Salasinska, K.; Celiński, M.; Mizera, K.; Kozikowski, P.; Leszczyński, M.K.; Gajek, A. Synergistic effect between histidine phosphate complex and hazelnut shell for flammability reduction of low-smoke emission epoxy resin. Polym. Degrad. Stab. 2020, 181, 109292. [Google Scholar] [CrossRef]
- Kairyte, A.; Kremensas, A.; Vaitkus, S.; Członka, S.; Strakowska, A. Fire suppression and thermal behavior of biobased rigid polyurethane foam filled with biomass incinerationwaste ash. Polymers 2020, 12, 683. [Google Scholar] [CrossRef] [PubMed]
- Hull, T.R.; Law, R.J.; Bergman, Å. Environmental Drivers for Replacement of Halogenated Flame Retardants; Elsevier: Amsterdam, The Netherlands, 2014; ISBN 9780444538093. [Google Scholar] [CrossRef]
- Abbasi, G.; Li, L.; Breivik, K. Global Historical Stocks and Emissions of PBDEs. Environ. Sci. Technol. 2019, 53, 6330–6340. [Google Scholar] [CrossRef] [PubMed]
- Lavandier, R.; Quinete, N.; Hauser-Davis, R.A.; Dias, P.S.; Taniguchi, S.; Montone, R.; Moreira, I. Polychlorinated biphenyls (PCBs) and Polybrominated Diphenyl ethers (PBDEs) in three fish species from an estuary in the southeastern coast of Brazil. Chemosphere 2013, 90, 2435–2443. [Google Scholar] [CrossRef]
- Xiong, P.; Yan, X.; Zhu, Q.; Qu, G.; Shi, J.; Liao, C.; Jiang, G. A Review of Environmental Occurrence, Fate, and Toxicity of Novel Brominated Flame Retardants. Environ. Sci. Technol. 2019, 53, 13551–13569. [Google Scholar] [CrossRef]
- Woo, Y.; Cho, D. Effect of aluminum trihydroxide on flame retardancy and dynamic mechanical and tensile properties of kenaf/poly(lactic acid) green composites. Adv. Compos. Mater. 2013, 22, 451–464. [Google Scholar] [CrossRef]
- Yanagisawa, T.; Kiuchi, Y.; Iji, M. Enhanced flame retardancy of polylactic acid with aluminum tri-hydroxide and phenolic resins. Kobunshi Ronbunshu 2009, 66, 49–54. [Google Scholar] [CrossRef]
- Nishida, H.; Fan, Y.; Mori, T.; Oyagi, N.; Shirai, Y.; Endo, T. Feedstock recycling of flame-resisting poly(lactic acid)/aluminum hydroxide composite to L,L-lactide. Ind. Eng. Chem. Res. 2005, 44, 1433–1437. [Google Scholar] [CrossRef]
- Cao, X.; Chi, X.; Deng, X.; Sun, Q.; Gong, X.; Yu, B.; Yuen, A.C.Y.; Wu, W.; Li, R.K.Y. Facile synthesis of phosphorus and cobalt co-Doped graphitic carbon nitride for fire and smoke suppressions of polylactide composite. Polymers 2020, 12, 1106. [Google Scholar] [CrossRef]
- Mngomezulu, M.E.; Luyt, A.S.; Chapple, S.A.; John, M.J. Poly(lactic acid)-starch/Expandable Graphite (PLA-starch/EG) Flame Retardant Composites. J. Renew. Mater. 2018, 6, 26–37. [Google Scholar] [CrossRef]
- Fukushima, K.; Murariu, M.; Camino, G.; Dubois, P. Effect of expanded graphite/layered-silicate clay on thermal, mechanical and fire retardant properties of poly(lactic acid). Polym. Degrad. Stab. 2010, 95, 1063–1076. [Google Scholar] [CrossRef]
- Wen, X.; Liu, Z.; Li, Z.; Zhang, J.; Wang, D.Y.; Szymańska, K.; Chen, X.; Mijowska, E.; Tang, T. Constructing multifunctional nanofiller with reactive interface in PLA/CB-g-DOPO composites for simultaneously improving flame retardancy, electrical conductivity and mechanical properties. Compos. Sci. Technol. 2020, 188, 107988. [Google Scholar] [CrossRef]
- Yue, X.; Li, C.; Ni, Y.; Xu, Y.; Wang, J. Flame retardant nanocomposites based on 2D layered nanomaterials: A review. J. Mater. Sci. 2019, 54, 13070–13105. [Google Scholar] [CrossRef]
- Vahidi, G.; Bajwa, D.S.; Shojaeiarani, J.; Stark, N.; Darabi, A. Advancements in traditional and nanosized flame retardants for polymers—A review. J. Appl. Polym. Sci. 2021, 138, 50050. [Google Scholar] [CrossRef]
- Murariu, M.; Bonnaud, L.; Yoann, P.; Fontaine, G.; Bourbigot, S.; Dubois, P. New trends in polylactide (PLA)-based materials: “Green” PLA-Calcium sulfate (nano)composites tailored with flame retardant properties. Polym. Degrad. Stab. 2010, 95, 374–381. [Google Scholar] [CrossRef]
- Sun, Y.; Sun, S.; Chen, L.; Liu, L.; Song, P.; Li, W.; Yu, Y.; Fengzhu, L.; Qian, J.; Wang, H. Flame retardant and mechanically tough poly(lactic acid) biocomposites via combining ammonia polyphosphate and polyethylene glycol. Compos. Commun. 2017, 6, 1–5. [Google Scholar] [CrossRef]
- Yu, S.; Xiang, H.; Zhou, J.; Zhu, M. Enhanced flame-retardant performance of poly(lactic acid) (PLA) composite by using intrinsically phosphorus-containing PLA. Prog. Nat. Sci. Mater. Int. 2018, 28, 590–597. [Google Scholar] [CrossRef]
- Jia, Y.W.; Zhao, X.; Fu, T.; Li, D.F.; Guo, Y.; Wang, X.L.; Wang, Y.Z. Synergy effect between quaternary phosphonium ionic liquid and ammonium polyphosphate toward flame retardant PLA with improved toughness. Compos. Part B Eng. 2020, 197, 108192. [Google Scholar] [CrossRef]
- Mazur, K.; Singh, R.; Friedrich, R.P.; Genç, H.; Unterweger, H.; Sałasińska, K.; Bogucki, R.; Kuciel, S.; Cicha, I. The Effect of Antibacterial Particle Incorporation on the Mechanical Properties, Biodegradability, and Biocompatibility of PLA and PHBV Composites. Macromol. Mater. Eng. 2020, 305, 2000244. [Google Scholar] [CrossRef]
- Jiang, S.C.; Yang, Y.F.; Ge, S.B.; Zhang, Z.F.; Peng, W.X. Preparation and properties of novel flame-retardant PBS wood-plastic composites. Arab. J. Chem. 2018, 11, 844–857. [Google Scholar] [CrossRef]
- Zhang, Y.; Hu, Y.; Wang, J.; Tian, W.; Liew, K.M.; Zhang, Y.; Wang, B. Engineering carbon nanotubes wrapped ammonium polyphosphate for enhancing mechanical and flame retardant properties of poly(butylene succinate). Compos. Part A Appl. Sci. Manuf. 2018, 115, 215–227. [Google Scholar] [CrossRef]
- Prabhakar, M.N.; ur Rehman Shah, A.; Song, J.-I. Improved flame-retardant and tensile properties of thermoplastic starch/flax fabric green composites. Carbohydr. Polym. 2017, 168, 201–211. [Google Scholar] [CrossRef]
- Wu, K.; Hu, Y.; Song, H.L.L.; Wang, Z. Flame retardancy and thermal degradation of intumescent flame retardant starch-based biodegradable composites. Ind. Eng. Chem. Res. 2009, 48, 3150–3157. [Google Scholar] [CrossRef]
- Qi, J.; Pan, Y.; Luo, Z.; Wang, B. Facile and scalable fabrication of bioderived flame retardant based on adenine for enhancing fire safety of fully biodegradable PLA/PBAT/TPS ternary blends. J. Appl. Polym. Sci. 2021, 138, 50877. [Google Scholar] [CrossRef]
- Ma, M.; Wang, X.; Liu, K.; Chen, S.; Shi, Y.; He, H.; Wang, X. Achieving simultaneously toughening and flame-retardant modification of poly(lactic acid) by in-situ formed cross-linked polyurethane and reactive blending with ammonium polyphosphate. J. Mater. Sci. 2022, 57, 5645–5657. [Google Scholar] [CrossRef]
- Schirp, A.; Su, S. Effectiveness of pre-treated wood particles and halogen-free flame retardants used in wood-plastic composites. Polym. Degrad. Stab. 2016, 126, 81–92. [Google Scholar] [CrossRef]
- Seefeldt, H.; Braun, U. A new flame retardant for wood materials tested in wood-plastic composites. Macromol. Mater. Eng. 2012, 297, 814–820. [Google Scholar] [CrossRef]
- Stark, N.M.; White, R.H.; Mueller, S.A.; Osswald, T.A. Evaluation of various fire retardants for use in wood flour-polyethylene composites. Polym. Degrad. Stab. 2010, 95, 1903–1910. [Google Scholar] [CrossRef]
- Salasinska, K.; Mizera, K.; Barczewski, M.; Borucka, M.; Gloc, M.; Celiński, M.; Gajek, A. The influence of degree of fragmentation of Pinus sibirica on flammability, thermal and thermomechanical behavior of the epoxy-composites. Polym. Test. 2019, 79, 106036. [Google Scholar] [CrossRef]
- Wang, S.; Zhong, J.; Gu, Y.; Li, G.; Cui, J. Mechanical properties, flame retardancy, and thermal stability of basalt fiber reinforced polypropylene composites. Polym. Compos. 2020, 41, 4181–4191. [Google Scholar] [CrossRef]
- Ying, S.; Zhou, X. Chemical and thermal resistance of basalt fiber in inclement environments. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2013, 28, 560–565. [Google Scholar] [CrossRef]
- Li, Z.; Ma, J.; Ma, H.; Xu, X. Properties and Applications of Basalt Fiber and Its Composites. IOP Conf. Ser. Earth Environ. Sci. 2018, 186, 012052. [Google Scholar] [CrossRef]
- Chen, N.; Pilla, S. A comprehensive review on transforming lignocellulosic materials into biocarbon and its utilization for composites applications. Compos. Part C Open Access 2022, 7, 100225. [Google Scholar] [CrossRef]
- Chang, B.P.; Rodriguez-Uribe, A.; Mohanty, A.K.; Misra, M. A comprehensive review of renewable and sustainable biosourced carbon through pyrolysis in biocomposites uses: Current development and future opportunity. Renew. Sustain. Energy Rev. 2021, 152, 111666. [Google Scholar] [CrossRef]
- Greg, L.; Martinez, M. Canadian Research Allows Ford to Use McDonald’s Coffee Chaff in Headlights. Plastics News. Available online: https://www.plasticsnews.com/news/ford-using-mcdonalds-coffee-chaff-headlights (accessed on 4 December 2019).
- Tadele, D.; Roy, P.; Defersha, F.; Misra, M.; Mohanty, A.K. A comparative life-cycle assessment of talc- and biochar-reinforced composites for lightweight automotive parts. Clean Technol. Environ. Policy 2020, 22, 639–649. [Google Scholar] [CrossRef]
- Seredynski, P. Ford’s Mielewski Envisions Broad Portfolio of Renewable Materials. SAE International. Available online: https://www.sae.org/news/2020/09/2020-spe-fords-mielewski-envisions-renewable-materials-portfolio (accessed on 18 September 2020).
- Botta, L.; Teresi, R.; Titone, V.; Salvaggio, G.; La Mantia, F.P.; Lopresti, F. Use of biochar as filler for biocomposite blown films: Structure-processing-properties relationships. Polymers 2021, 13, 3953. [Google Scholar] [CrossRef]
- Diaz, C.A.; Shah, R.K.; Evans, T.; Trabold, T.A.; Draper, K. Thermoformed containers based on starch and starch/coffee waste biochar composites. Energies 2020, 13, 6034. [Google Scholar] [CrossRef]
- Behazin, E.; Misra, M.; Mohanty, A.K. Sustainable Biocomposites from Pyrolyzed Grass and Toughened Polypropylene: Structure-Property Relationships. ACS Omega 2017, 2, 2191–2199. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, D.; Xu, H.; Lu, W.; Ren, X.; Cai, H.; Lei, H.; Huo, E.; Zhao, Y.; Qian, M.; et al. Biochar filled high-density polyethylene composites with excellent properties: Towards maximizing the utilization of agricultural wastes. Ind. Crops Prod. 2020, 146, 112185. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Misra, M.; Mohanty, A.K. Polycarbonate biocomposites reinforced with a hybrid filler system of recycled carbon fiber and biocarbon: Preparation and thermomechanical characterization. J. Appl. Polym. Sci. 2018, 135, 46449. [Google Scholar] [CrossRef]
- Watt, E.; Abdelwahab, M.A.; Snowdon, M.R.; Mohanty, A.K.; Khalil, H.; Misra, M. Hybrid biocomposites from polypropylene, sustainable biocarbon and graphene nanoplatelets. Sci. Rep. 2020, 10, 10714. [Google Scholar] [CrossRef] [PubMed]
- Sałasińska, K.; Borucka, M.; Celiński, M.; Gajek, A.; Zatorski, W.; Mizera, K.; Leszczyńska, M.; Ryszkowska, J. Thermal stability, fire behavior, and fumes emission of polyethylene nanocomposites with halogen-free fire retardants. Adv. Polym. Technol. 2017, 37, 2394–2410. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Misra, M.; Mohanty, A.K. Sustainable biocomposites from biobased polyamide 6,10 and biocarbon from pyrolyzed miscanthus fibers. J. Appl. Polym. Sci. 2017, 134, 1–11. [Google Scholar] [CrossRef]
- Ogunsona, E.O.; Codou, A.; Misra, M.; Mohanty, A.K. Thermally Stable Pyrolytic Biocarbon as an Effective and Sustainable Reinforcing Filler for Polyamide Bio-composites Fabrication. J. Polym. Environ. 2018, 26, 3574–3589. [Google Scholar] [CrossRef]
- Codou, A.; Misra, M.; Mohanty, A.K. Sustainable biocomposites from Nylon 6 and polypropylene blends and biocarbon—Studies on tailored morphologies and complex composite structures. Compos. Part A Appl. Sci. Manuf. 2020, 129, 105680. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Aniśko, J.; Szulc, J. A comparative study of biocarbon reinforced polyoxymethylene and polyamide: Materials performance and durability. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106715. [Google Scholar] [CrossRef]
- Mazur, K.; Kuciel, S.; Salasinska, K. Mechanical, fire, and smoke behaviour of hybrid composites based on polyamide 6 with basalt/carbon fibres. J. Compos. Mater. 2019, 53, 3979–3991. [Google Scholar] [CrossRef]
- Sałasińska, K.; Cabulis, P.; Kirpluks, M.; Kovalovs, A.; Kozikowski, P.; Barczewski, M.; Celiński, M.; Mizera, K.; Gałecka, M.; Skukis, E.; et al. The Effect of Manufacture Process on Mechanical Properties and Burning Behavior of Epoxy-Based Hybrid Composites. Materials 2022, 15, 301. [Google Scholar] [CrossRef]
- Prabhakar, M.N.; Naga Kumar, C.; Dong Woo, L.; Jung-IL, S. Hybrid approach to improve the flame-retardant and thermal properties of sustainable biocomposites used in outdoor engineering applications. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106674. [Google Scholar] [CrossRef]
- Izwan, S.M.; Sapuan, S.M.; Zuhri, M.Y.M.; Mohamed, A.R. Thermal stability and dynamic mechanical analysis of benzoylation treated sugar palm/kenaf fiber reinforced polypropylene hybrid composites. Polymers 2021, 13, 2961. [Google Scholar] [CrossRef]
- Snowdon, M.R.; Wu, F.; Mohanty, A.K.; Misra, M. Comparative study of the extrinsic properties of poly(lactic acid)-based biocomposites filled with talc: Versus sustainable biocarbon. RSC Adv. 2019, 9, 6752–6761. [Google Scholar] [CrossRef]
- Li, W.; Zhang, L.; Chai, W.; Yin, N.; Semple, K.; Li, L.; Zhang, W.; Dai, C. Enhancement of flame retardancy and mechanical properties of polylactic acid with a biodegradable fire-retardant filler system based on bamboo charcoal. Polymers 2021, 13, 2167. [Google Scholar] [CrossRef]
- Wang, S.; Zhang, L.; Semple, K.; Zhang, M.; Zhang, W.; Dai, C. Development of biodegradable flame-retardant bamboo charcoal composites, part ii: Thermal degradation, gas phase, and elemental analyses. Polymers 2020, 12, 2238. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Gapiński, B.; Islam, A.; Szostak, M. The influence of the hybridization process on the mechanical and thermal properties of polyoxymethylene (POM) composites with the use of a novel sustainable reinforcing system based on biocarbon and basalt fiber (BC/BF). Materials 2020, 13, 3496. [Google Scholar] [CrossRef]
- Kufel, A.; Para, S.; Kuciel, S. Basalt/glass fiber polypropylene hybrid composites: Mechanical properties at different temperatures and under cyclic loading and micromechanical modelling. Materials 2021, 14, 5574. [Google Scholar] [CrossRef]
- Yan, X.; Shen, H.; Yu, L.; Hamada, H. Polypropylene–glass fiber/basalt fiber hybrid composites fabricated by direct fiber feeding injection molding process. J. Appl. Polym. Sci. 2017, 134, 45472. [Google Scholar] [CrossRef]
- Rabe, S.; Sanchez-Olivares, G.; Pérez-Chávez, R.; Schartel, B. Natural keratin and coconut fibres from industrial wastes in flame retarded thermoplastic starch biocomposites. Materials 2019, 12, 344. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Mohanty, A.K.; Misra, M. Development of hybrid composites reinforced with biocarbon/carbon fiber system. The comparative study for PC, ABS and PC/ABS based materials. Compos. Part B Eng. 2020, 200, 108319. [Google Scholar] [CrossRef]
- Chen, Y.; Li, L.; Qian, L. The pyrolysis behaviors of phosphorus-containing organosilicon compound modified ammonium polyphosphate with different phosphorus-containing groups, and their different flame-retardant mechanisms in polyurethane foam. RSC Adv. 2018, 8, 27470–27480. [Google Scholar] [CrossRef] [Green Version]
- Schirp, A.; Schwarz, B. Influence of compounding conditions, treatment of wood particles with fire-retardants and artificial weathering on properties of wood-polymer composites for façade applications. Eur. J. Wood Wood Prod. 2021, 79, 821–840. [Google Scholar] [CrossRef]
- Cayla, A.; Rault, F.; Giraud, S.; Salaün, F.; Sonnier, R.; Dumazert, L. Influence of ammonium polyphosphate/lignin ratio on thermal and fire behavior of biobased thermoplastic: The case of Polyamide 11. Materials 2019, 12, 1146. [Google Scholar] [CrossRef]
- Codou, A.; Anstey, A.; Misra, M.; Mohanty, A.K. Novel compatibilized nylon-based ternary blends with polypropylene and poly(lactic acid): Morphology evolution and rheological behaviour. RSC Adv. 2018, 8, 15709–15724. [Google Scholar] [CrossRef]
- Kandola, B.K.; Pornwannachai, W.; Ebdon, J.R. Flax/pp and flax/pla thermoplastic composites: Influence of fire retardants on the individual components. Polymers 2020, 12, 2452. [Google Scholar] [CrossRef]
- Dobrzyńska-Mizera, M.; Dutkiewicz, M.; Sterzyński, T.; Di Lorenzo, M.L. Isotactic polypropylene modified with sorbitol-based derivative and siloxane-silsesquioxane resin. Eur. Polym. J. 2016, 85, 62–71. [Google Scholar] [CrossRef]
- Barczewski, M.; Dobrzyńska-Mizera, M.; Dudziec, B.; Sterzyński, T. Influence of a sorbitol-based nucleating agent modified with silsesquioxanes on the non-isothermal crystallization of isotactic polypropylene. J. Appl. Polym. Sci. 2014, 131, 1–9. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Andrzejewski, J.; Piasecki, A.; Strzemięcka, B.; Adamek, G. The inhibiting effect of basalt powder on crystallization behavior and the structure-property relationship of α-nucleated polypropylene composites. Polym. Test. 2021, 103, 107372. [Google Scholar] [CrossRef]
- Wu, Q.; Cui, X.; Mu, C.; Sun, J.; Gu, X.; Li, H.; Zhang, S. Toward a new approach to synchronously improve the fire performance and toughness of polylactic acid by the incorporation of facilely synthesized ammonium polyphosphate derivatives. Compos. Part A Appl. Sci. Manuf. 2021, 150, 106595. [Google Scholar] [CrossRef]
- Li, D.F.; Zhao, X.; Jia, Y.W.; He, L.; Wang, X.L.; Wang, Y.Z. Dual effect of dynamic vulcanization of biobased unsaturated polyester: Simultaneously enhance the toughness and fire safety of Poly(lactic acid). Compos. Part B Eng. 2019, 175, 107069. [Google Scholar] [CrossRef]
- Li, H.; Huneault, M.A. Effect of nucleation and plasticization on the crystallization of poly(lactic acid). Polymer 2007, 48, 6855–6866. [Google Scholar] [CrossRef] [Green Version]
- Kulinski, Z.; Piorkowska, E.; Gadzinowska, K.; Stasiak, M. Plasticization of poly(L-lactide) with poly(propylene glycol). Biomacromolecules 2006, 7, 2128–2135. [Google Scholar] [CrossRef]
- Martin, O.; Averous, L.; Piorkowska, E.; Kulinski, Z.; Galeski, A.; Masirek, R.; Pluta, M.; Piorkowska, E.; Kulinski, Z.; Piorkowska, E.; et al. Citrate esters as plasticizers for poly(lactic acid). Polymer 2015, 2, 209–218. [Google Scholar] [CrossRef]
- Phelps, J.H.; Abd El-Rahman, A.I.; Kunc, V.; Tucker, C.L. A model for fiber length attrition in injection-molded long-fiber composites. Compos. Part A Appl. Sci. Manuf. 2013, 51, 11–21. [Google Scholar] [CrossRef]
- Lingesh, B.V.; Rudresh, B.M.; Ravi Kumar, B.N.; Reddappa, H.N. Effect of fiber loading on mechanical, physical behavior of thermoplastic blend composites. Mater. Today Proc. 2022, 54, 245–250. [Google Scholar] [CrossRef]
- Evens, T.; Bex, G.J.; Yigit, M.; De Keyzer, J.; Desplentere, F.; Van Bael, A. The influence of mechanical recycling on properties in injection molding of fiber-reinforced polypropylene. Int. Polym. Process. 2019, 34, 398–407. [Google Scholar] [CrossRef]
- Sang, L.; Han, S.; Li, Z.; Yang, X.; Hou, W. Development of short basalt fiber reinforced polylactide composites and their feasible evaluation for 3D printing applications. Compos. Part B Eng. 2019, 164, 629–639. [Google Scholar] [CrossRef]
- Barczewski, M.; Mysiukiewicz, O.; Lewandowski, K.; Nowak, D.; Matykiewicz, D.; Andrzejewski, J.; Skórczewska, K.; Piasecki, A. Effect of Basalt Powder Surface Treatments on Mechanical and Processing Properties of Polylactide-Based Composites. Materials 2020, 13, 5436. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Barczewski, M.; Szostak, M. Injection Molding of Highly Filled Polypropylene-based Biocomposites. Buckwheat Husk and Wood Flour Filler: A Comparison of Agricultural and Wood Industry Waste Utilization. Polymers 2019, 11, 1881. [Google Scholar] [CrossRef]
- Van Dommelen, J.A.W.; Brekelmans, W.A.M.; Baaijens, F.P.T. Multiscale modeling of particle-modified polyethylene. J. Mater. Sci. 2003, 38, 4393–4405. [Google Scholar] [CrossRef]
- Ammar, O.; Bouaziz, Y.; Haddar, N.; Mnif, N. Talc as Reinforcing Filler in Polypropylene Compounds: Effect on Morphology and Mechanical Properties. Polym. Sci. 2017, 3, 1–7. [Google Scholar] [CrossRef] [Green Version]
- Andrzejewski, J.; Nowakowski, M. Development of Toughened Flax Fiber Reinforced Composites. Modification of Poly(lactic acid)/Poly(butylene adipate-co-terephthalate) Blends by Reactive Extrusion Process. Materials 2021, 14, 1523. [Google Scholar] [CrossRef]
- Pastorek, M.; Kovalcik, A. Effects of thermal annealing as polymer processing step on poly(lactic acid). Mater. Manuf. Process. 2018, 33, 1674–1680. [Google Scholar] [CrossRef]
- Nagarajan, V.; Zhang, K.; Misra, M.; Mohanty, A.K. Overcoming the fundamental challenges in improving the impact strength and crystallinity of PLA biocomposites: Influence of nucleating agent and mold temperature. ACS Appl. Mater. Interfaces 2015, 7, 11203–11214. [Google Scholar] [CrossRef] [PubMed]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Crystallization behavior and morphology of polylactic acid (PLA) with aromatic sulfonate derivative. J. Appl. Polym. Sci. 2016, 133, 1–11. [Google Scholar] [CrossRef]
- Feng, Y.; Ma, P.; Xu, P.; Wang, R.; Dong, W.; Chen, M.; Joziasse, C. The crystallization behavior of poly(lactic acid) with different types of nucleating agents. Int. J. Biol. Macromol. 2018, 106, 955–962. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.; Wang, W.; Liu, Z.; Yao, Y.; Qian, L. Synthesis of a novel flame retardant containing phosphazene and triazine groups and its enhanced charring effect in poly(lactic acid) resin. J. Appl. Polym. Sci. 2017, 134, 44660. [Google Scholar] [CrossRef]
- Wu, N.; Yu, J.; Lang, W.; Ma, X.; Yang, Y. Flame retardancy and toughness of poly(lactic acid)/GNR/SiAHP composites. Polymers 2019, 11, 1129. [Google Scholar] [CrossRef]
- Salasinska, K.; Mizera, K.; Celiński, M.; Kozikowski, P.; Borucka, M.; Gajek, A. Thermal properties and fire behavior of polyethylene with a mixture of copper phosphate and melamine phosphate as a novel flame retardant. Fire Saf. J. 2020, 115, 103137. [Google Scholar] [CrossRef]
- Tang, C.; Xu, F.X.; Li, G. Combustion performance and thermal stability of baasalt fiber-reinforced polypropylene composites. Polymers 2019, 11, 1826. [Google Scholar] [CrossRef]
- Isitman, N.A.; Kaynak, C. Nanoclay and carbon nanotubes as potential synergists of an organophosphorus flame-retardant in poly(methyl methacrylate). Polym. Degrad. Stab. 2010, 95, 1523–1532. [Google Scholar] [CrossRef]
- Dittrich, B.; Wartig, K.A.; Hofmann, D.; Mülhaupt, R.; Schartel, B. Flame retardancy through carbon nanomaterials: Carbon black, multiwall nanotubes, expanded graphite, multi-layer graphene and graphene in polypropylene. Polym. Degrad. Stab. 2013, 98, 1495–1505. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymers | ||||
|---|---|---|---|---|
| Density (g/cm3) | Melt Flow Rate (g/10 Min) | Tensile Strength (MPa) | Izod Impact Strength (J/m) | |
| PLA | 1.24 | 22 | 62 | 16 |
| PP | 0.9 | 12 | 34 | 25 |
| Fillers | ||||
| Density (g/cm3) | Particle size (µm) | Bulk density (g/cm3) | Decomposition temperature (°C) | |
| EX | 1.9 | 15 | 0.7 | >275 |
| Density (g/cm3) | Particle size (µm) | Biomass type | Carbon content (%) | |
| BC | 1.5 | 1 | Wood chips | 65 |
| Density (g/cm3) | Diameter (µm) | Fiber length (mm) | Sizing | |
| BF | 2.7 | 13 | 6.2 | Silane (0.4%) |
| Matrix Polymer | Ammonium Polyphosphate (EX) | Biocarbon (BC) | Basalt Fiber (BF) | |
|---|---|---|---|---|
| Sample | (wt%) | (wt%) | (wt%) | (wt%) |
| PLA | 100 | 0 | 0 | 0 |
| PLA/EX20 | 80 | 20 | 0 | 0 |
| PLA/BC20 | 80 | 0 | 20 | 0 |
| PLA/BF20 | 80 | 0 | 0 | 20 |
| PLA/EX20/BC20 | 60 | 20 | 20 | 0 |
| PLA/EX20/BF20 | 60 | 20 | 0 | 20 |
| PLA/EX20/(BC-BF)20 | 60 | 20 | 10 | 10 |
| PP | 100 | 0 | 0 | 0 |
| PP/EX20 | 80 | 20 | 0 | 0 |
| PP/BC20 | 80 | 0 | 20 | 0 |
| PP/BF20 | 80 | 0 | 0 | 20 |
| PP/EX20/BC20 | 60 | 20 | 20 | 0 |
| PP/EX20/BF20 | 60 | 20 | 0 | 20 |
| PP/EX20/(BC-BF)20 | 60 | 20 | 10 | 10 |
| Sample | Horizontal Measurement | Vertical Measurement | Rating | |||
|---|---|---|---|---|---|---|
| Burning Speed (mm/min) | Dripping | T1 * (s) | T2 * (s) | Dripping | ||
| PLA-based composites | ||||||
| PLA pure | 21.4 | Yes | 10 | Total burn | Yes | HB |
| PLA/EX20 | SE * | Yes | 0 | 0 | No | V0 |
| PLA/BC20 | 32.2 | Yes | Total burn | - | Yes | HB |
| PLA/BF20 | 32.6 | Yes | Total burn | - | Yes | HB |
| PLA/EX20/BC20 | SE | No | 0 | 0 | No | V0 |
| PLA/EX20/BF20 | 25.9 | Yes | Total burn | - | No | HB |
| PLA/EX20/(BC-BF)20 | SE | No | 0 | 3 | No | V0 |
| PP-based composites | ||||||
| PP pure | 34.8 | Yes | Total burn | - | Yes | HB |
| PP/EX20 | 22.1 | Yes | 3 | Total burn | Yes | HB |
| PP/BC20 | 25.9 | Yes | Total burn | - | Yes | HB |
| PP/BF20 | 27.7 | Yes | Total burn | - | Yes | HB |
| PP/EX20/BC20 | 18.8 | Yes | 5 | Total burn | Yes | HB |
| PP/EX20/BF20 | 27.3 | No | Total burn | - | No | HB |
| PP/EX20/(BC-BF)20 | 16.7 | Yes | Total burn | - | Yes | HB |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andrzejewski, J.; Michałowski, S. Development of a New Type of Flame Retarded Biocomposite Reinforced with a Biocarbon/Basalt Fiber System: A Comparative Study between Poly(lactic Acid) and Polypropylene. Polymers 2022, 14, 4086. https://doi.org/10.3390/polym14194086
Andrzejewski J, Michałowski S. Development of a New Type of Flame Retarded Biocomposite Reinforced with a Biocarbon/Basalt Fiber System: A Comparative Study between Poly(lactic Acid) and Polypropylene. Polymers. 2022; 14(19):4086. https://doi.org/10.3390/polym14194086
Chicago/Turabian StyleAndrzejewski, Jacek, and Sławomir Michałowski. 2022. "Development of a New Type of Flame Retarded Biocomposite Reinforced with a Biocarbon/Basalt Fiber System: A Comparative Study between Poly(lactic Acid) and Polypropylene" Polymers 14, no. 19: 4086. https://doi.org/10.3390/polym14194086