
On the Effect of Lattice Topology on Mechanical Properties of SLS Additively Manufactured Sheet-, Ligament-, and Strut-Based Polymeric Metamaterials


Abstract
:1. Introduction
2. Methods and Materials
2.1. Topological Design
2.2. Experimental Methods
2.2.1. Additive Manufacturing
2.2.2. Architectural Characterization
2.2.3. Mechanical Testing
3. Results and Discussion
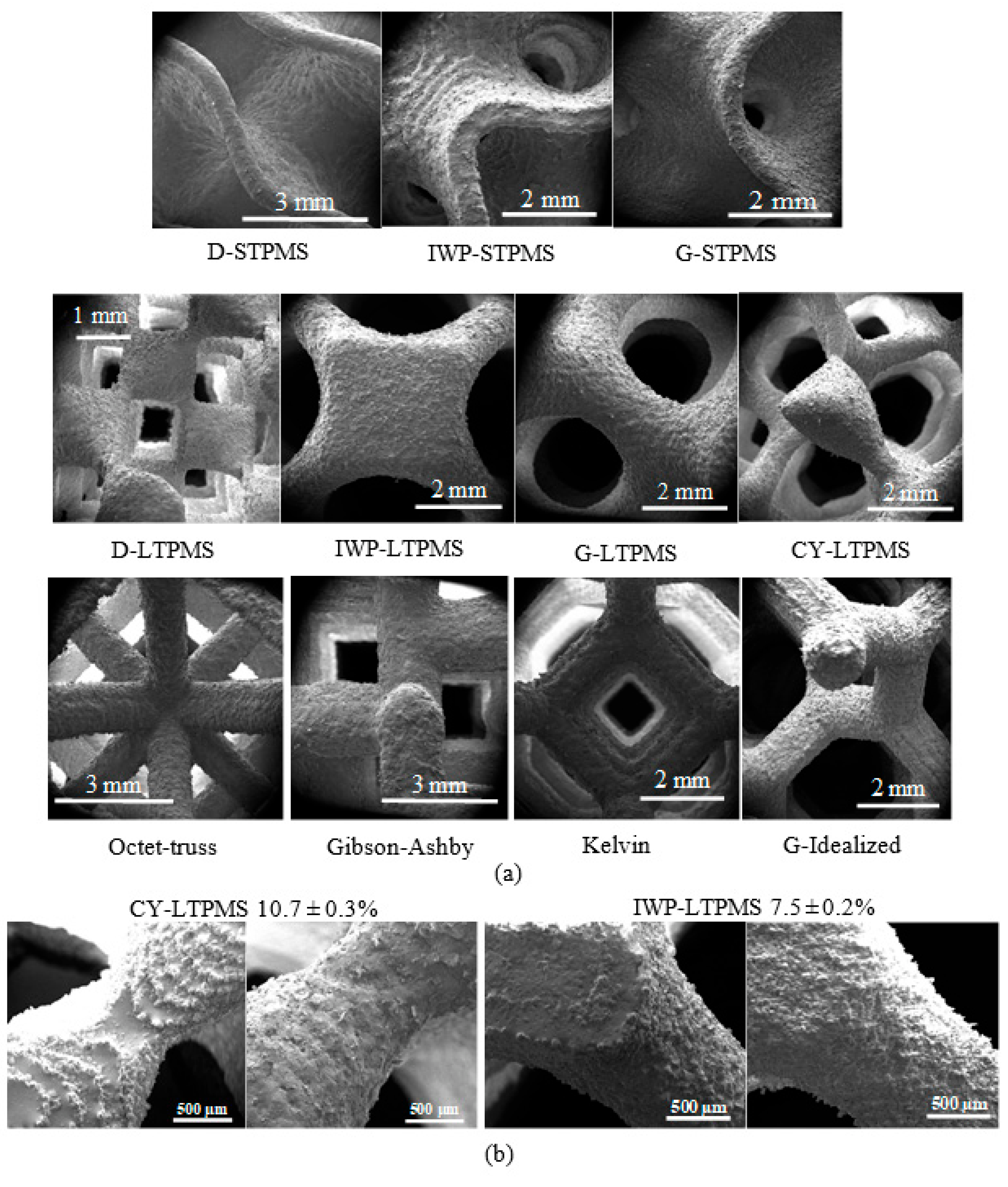
3.1. Assessing Morphology and Printability
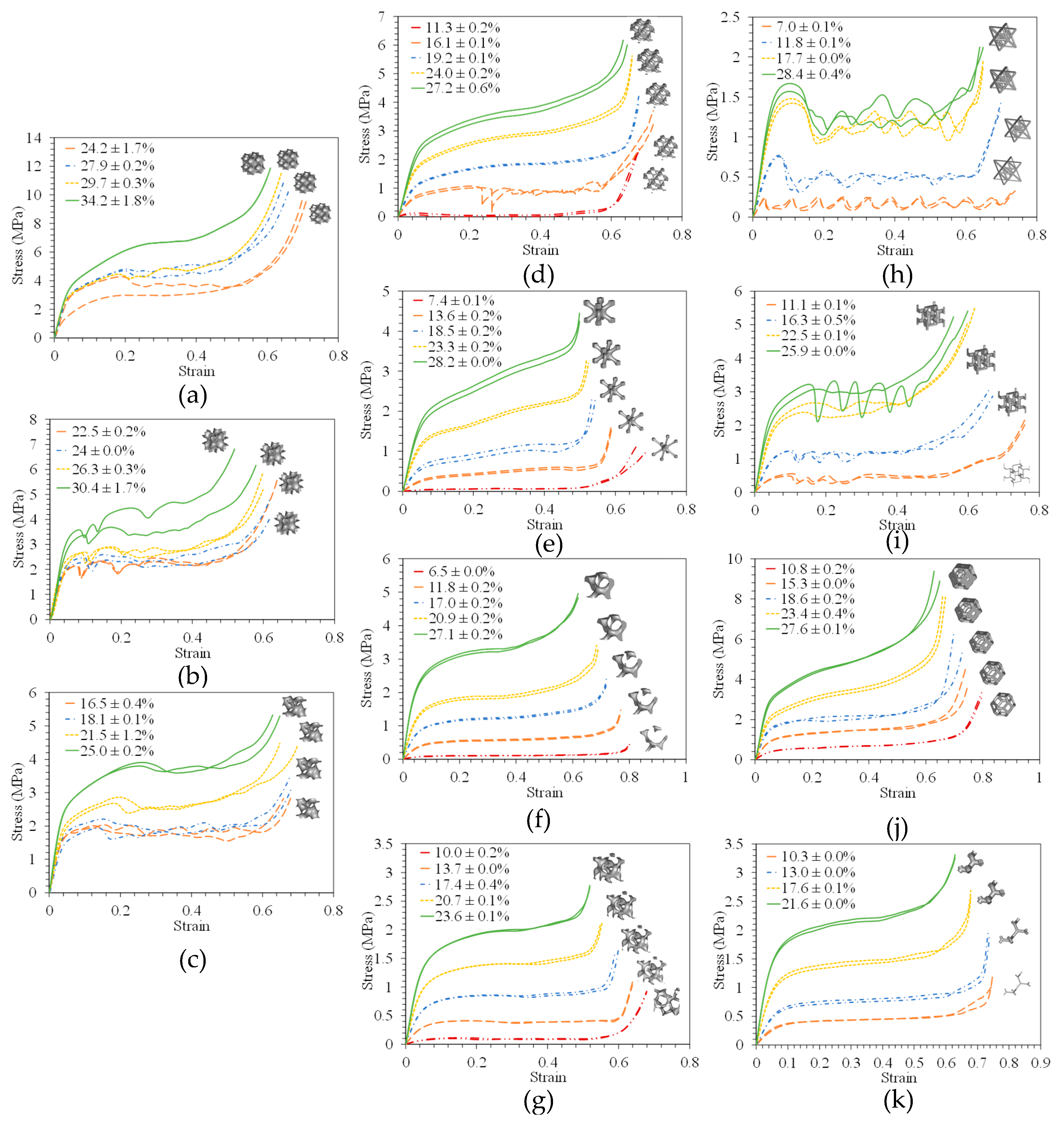
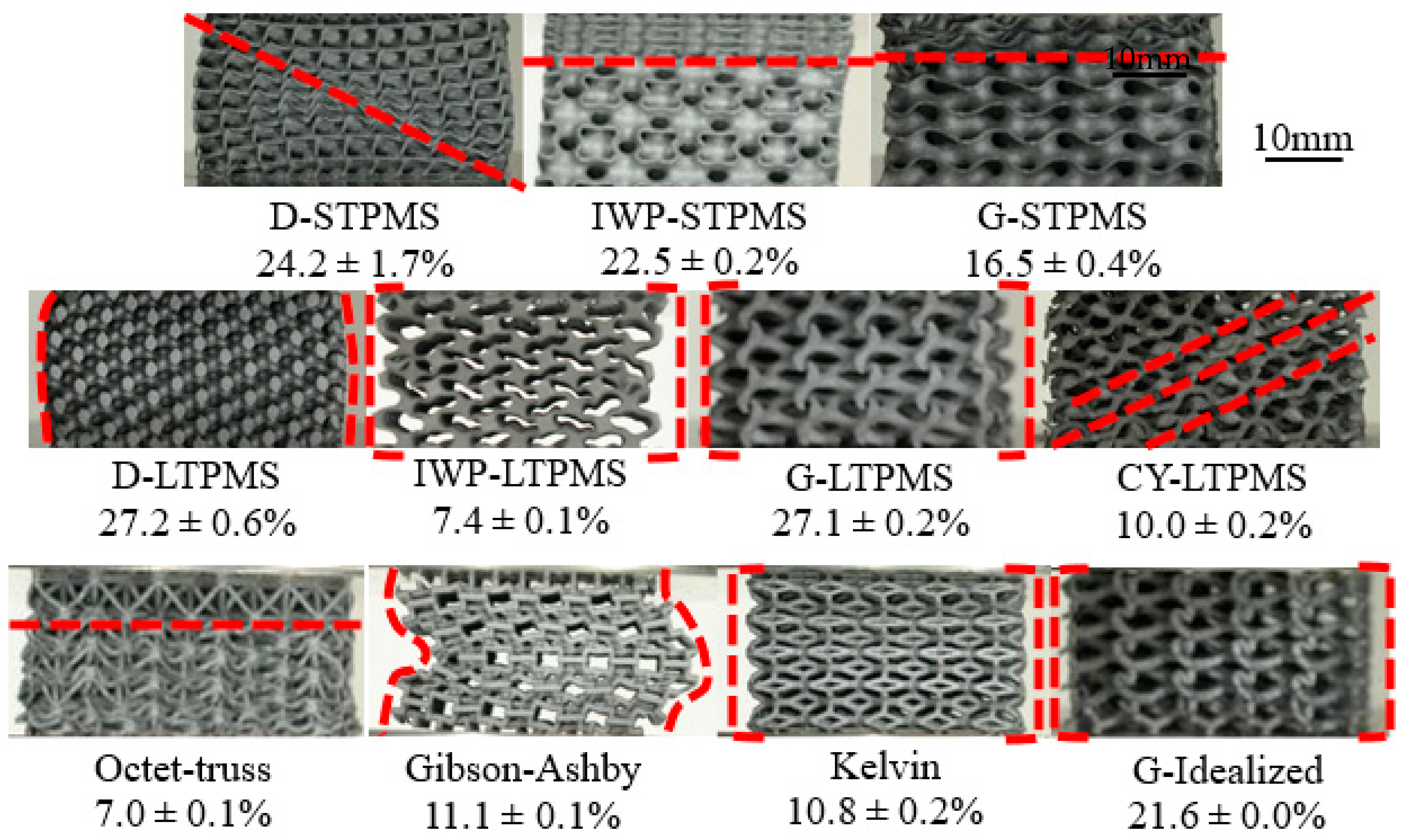
3.2. Compressive Mechanical Behavior
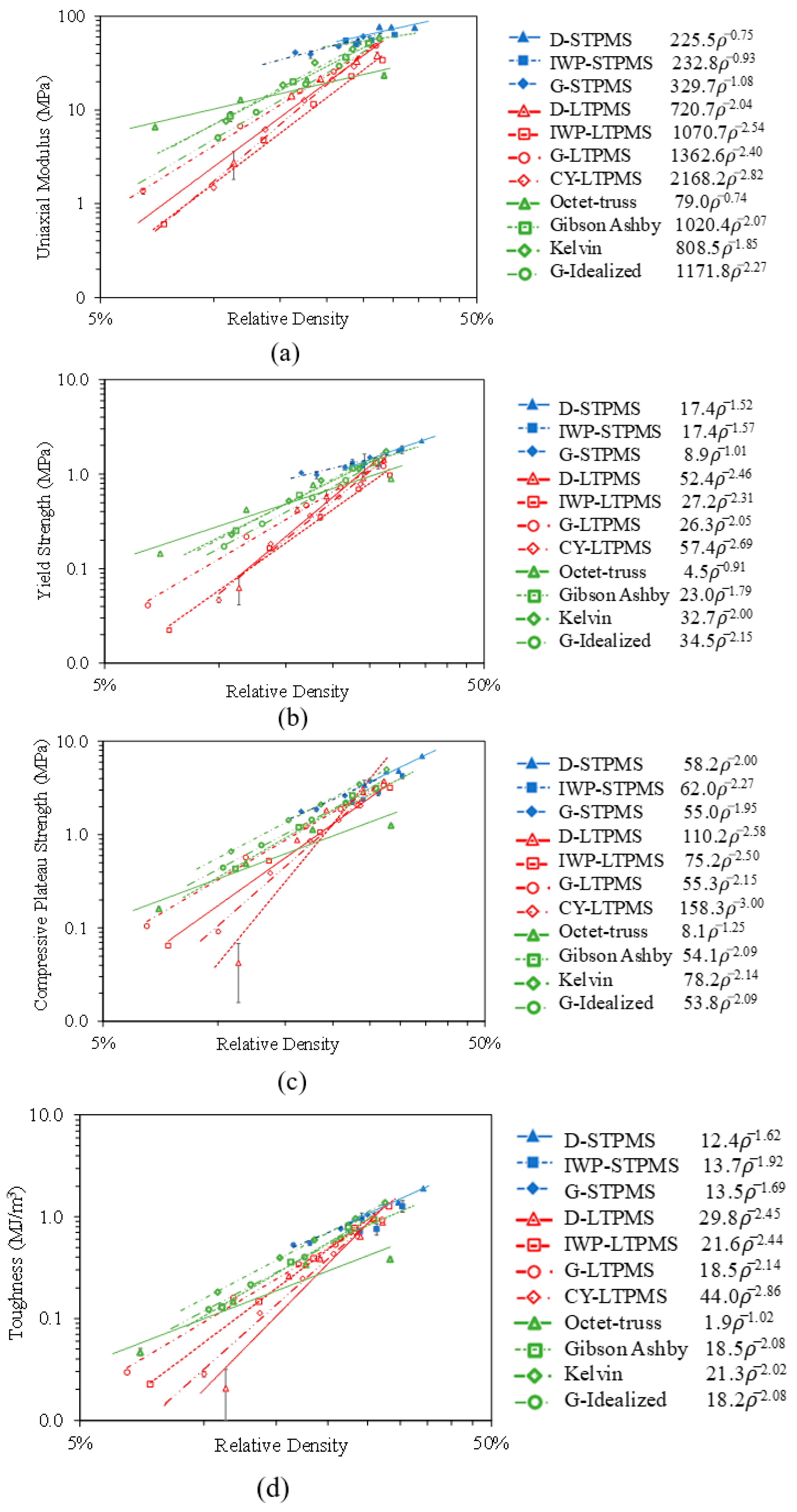
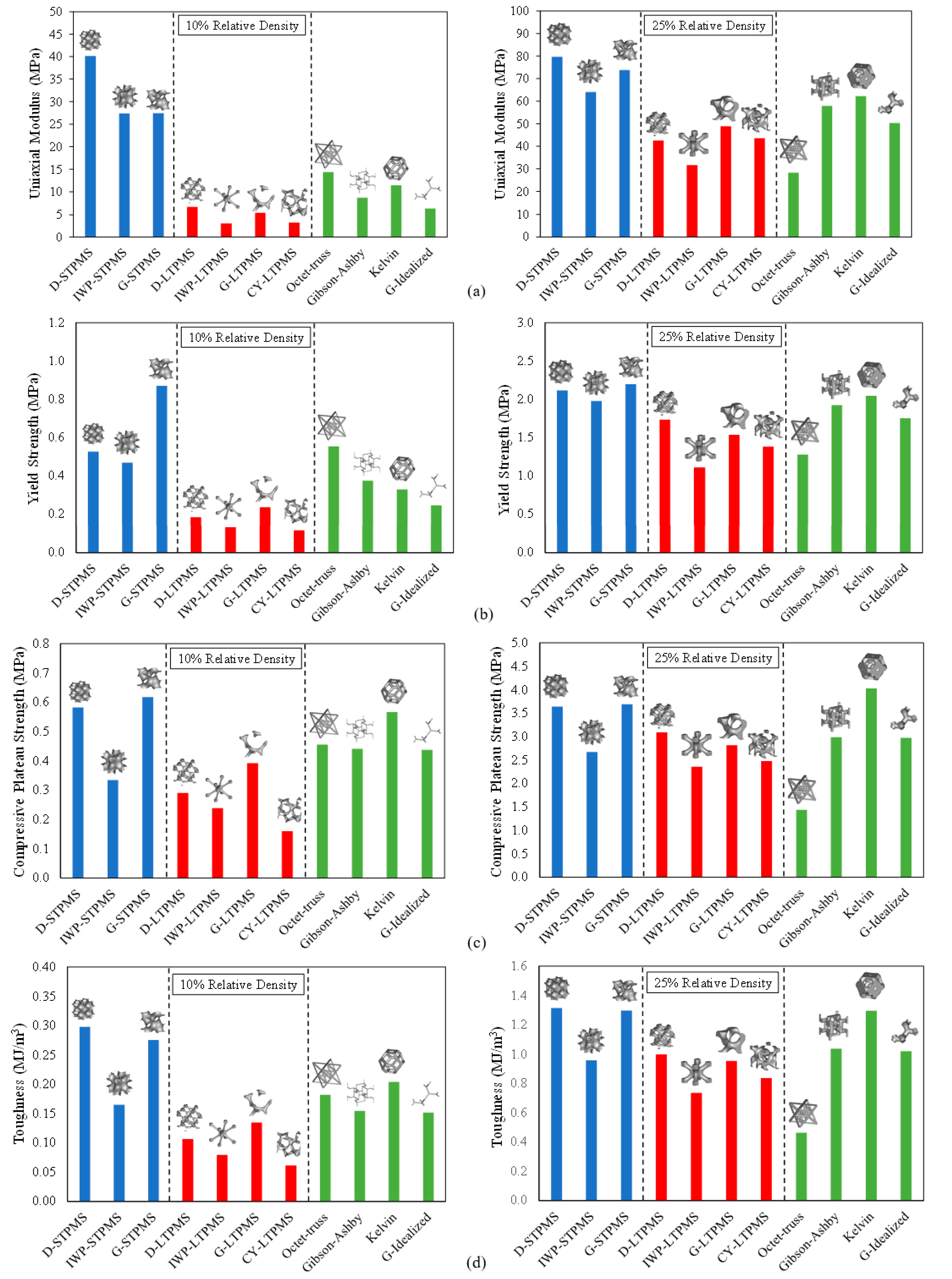
3.3. Compressive Mechanical Properties
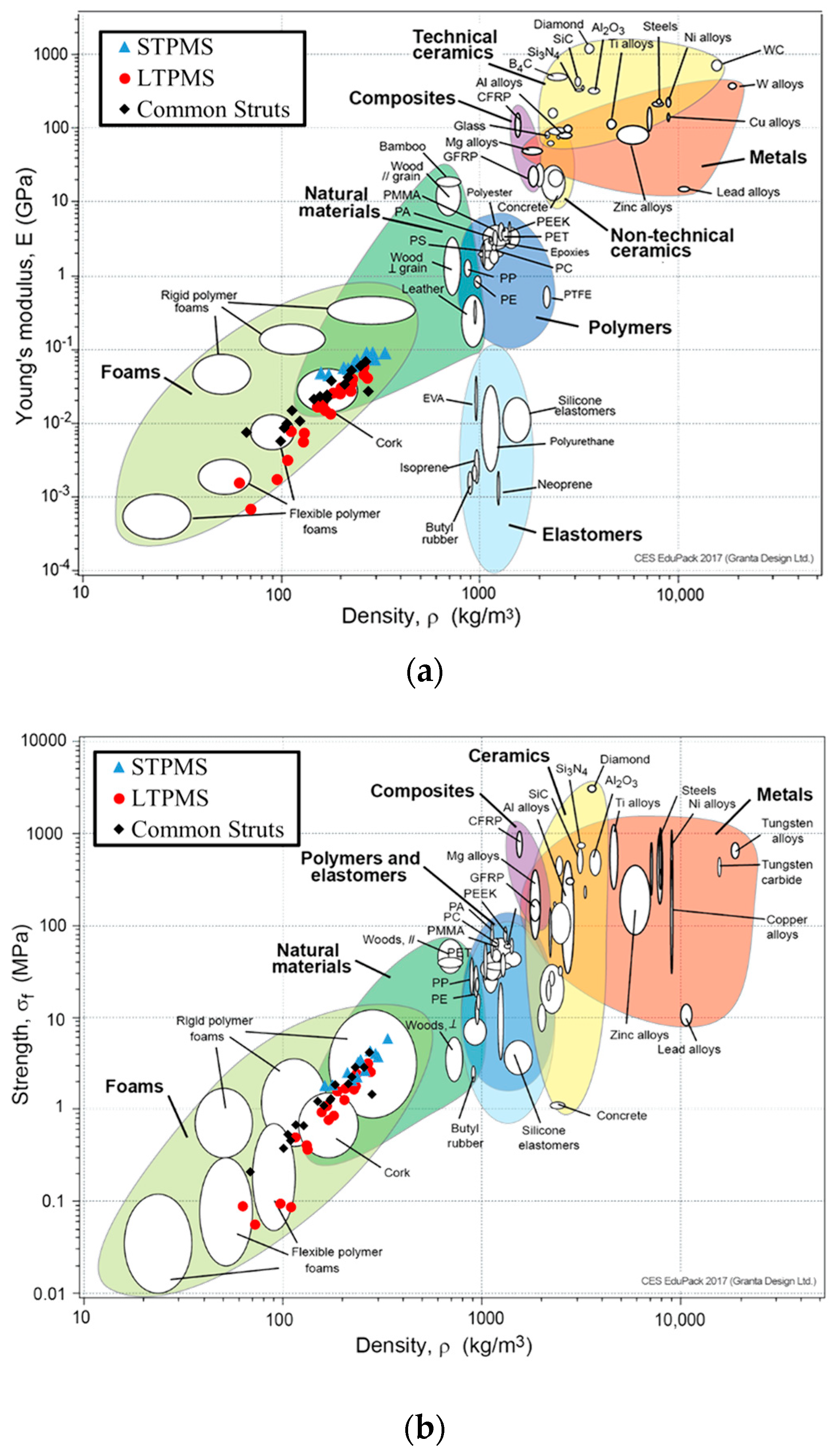
3.4. Further Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gibson, L.J.; Ashby, M.F. Cellular Solids: Structure and Properties; Cambridge University Press: Cambridge, UK, 1999. [Google Scholar]
- Surjadi, J.U.; Gao, L.; Du, H.; Li, X.; Xiong, X.; Fang, N.X.; Lu, Y. Mechanical Metamaterials and Their Engineering Applications. Adv. Eng. Mater. 2019, 21, 1800864. [Google Scholar] [CrossRef] [Green Version]
- Tancogne-Dejean, T.; Diamantopoulou, M.; Gorji, M.B.; Bonatti, C.; Mohr, D. 3D Plate-Lattices: An Emerging Class of Low-Density Metamaterial Exhibiting Optimal Isotropic Stiffness. Adv. Mater. 2018, 30, 1803334. [Google Scholar] [CrossRef] [PubMed]
- Al-Ketan, O.; Abu Al-Rub, R.K. Multifunctional mechanical metamaterials based on triply periodic minimal surface lattices. Adv. Eng. Mater. 2019, 21, 1900524. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K. Topology-mechanical property relationship of 3D printed strut, skeletal, and sheet based periodic metallic cellular materials. Addit. Manuf. 2018, 19, 167–183. [Google Scholar] [CrossRef]
- Avalle, M.; Belingardi, G.; Montanini, R. Characterization of polymeric structural foams under compressive impact loading by means of energy-absorption diagram. Int. J. Impact Eng. 2001, 25, 455–472. [Google Scholar] [CrossRef]
- Göransson, P. Acoustic and vibrational damping in porous solids, Philosophical Transactions of the Royal Society A: Mathematical. Phys. Eng. Sci. 2006, 364, 89–108. [Google Scholar]
- Lu, T.; Stone, H.A.; Ashby, M. Heat transfer in open-cell metal foams. Acta Mater. 1998, 46, 3619–3635. [Google Scholar] [CrossRef]
- Maskery, I.; Aboulkhair, N.T.; Aremu, A.; Tuck, C.; Ashcroft, I. Compressive failure modes and energy absorption in additively manufactured double gyroid lattices. Addit. Manuf. 2017, 16, 24–29. [Google Scholar] [CrossRef]
- Tian, J.; Lu, T.; Hodson, H.; Queheillalt, D.; Wadley, H. Cross flow heat exchange of textile cellular metal core sandwich panels. Int. J. Heat Mass Transf. 2007, 50, 2521–2536. [Google Scholar] [CrossRef]
- Wang, X.; Lu, T.J. Optimized acoustic properties of cellular solids. J. Acoust. Soc. Am. 1999, 106, 756–765. [Google Scholar] [CrossRef]
- Khalil, M.; Hassan Ali, M.I.; Khan, K.A.; Abu Al-Rub, R. Forced convection heat transfer in heat sinks with topologies based on triply periodic minimal surfaces. Case Stud. Therm. Eng. 2022, 38, 102313. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Pelanconi, M.; Ortona, A.; Abu Al-Rub, R.K. Additive manufacturing of architected catalytic ceramic substrates based on triply periodic minimal surfaces. J. Am. Ceram. Soc. 2019, 102, 6176–6193. [Google Scholar] [CrossRef]
- Thomas, N.; Sreedhar, N.; Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K.; Arafat, H. 3D printed triply periodic minimal surfaces as spacers for enhanced heat and mass transfer in membrane distillation. Desalination 2018, 443, 256–271. [Google Scholar] [CrossRef]
- Ashby, M. Designing architectured materials. Scr. Mater. 2013, 68, 4–7. [Google Scholar] [CrossRef]
- Mines, R. Metallic Microlattic Structures: Manufacture, Materials and Application; Springer: Cham, Switzerland, 2019. [Google Scholar]
- Guessasma, S.; Babin, P.; Della Valle, G.; Dendievel, R. Relating cellular structure of open solid food foams to their Young’s modulus: Finite element calculation. Int. J. Solids Struct. 2008, 45, 2881–2896. [Google Scholar] [CrossRef] [Green Version]
- Abou-Ali, A.M.; Al-Ketan, O.; Rowshan, R.; Abu Al-Rub, R.K. Mechanical response of 3D printed bending-dominated ligament-based triply periodic cellular polymeric solids. J. Mater. Eng. Perform. 2019, 28, 2316–2326. [Google Scholar] [CrossRef]
- Afshar, M.; Anaraki, A.P.; Montazerian, H. Compressive characteristics of radially graded porosity scaffolds architectured with minimal surfaces. Mater. Sci. Eng. C 2018, 92, 254–267. [Google Scholar] [CrossRef]
- Afshar, M.; Anaraki, A.P.; Montazerian, H.; Kadkhodapour, J. Additive manufacturing and mechanical characterization of graded porosity scaffolds designed based on triply periodic minimal surface architectures. J. Mech. Behav. Biomed. Mater. 2016, 62, 481–494. [Google Scholar] [CrossRef]
- Ataee, A.; Li, Y.; Brandt, M.; Wen, C. Ultrahigh-strength titanium gyroid scaffolds manufactured by selective laser melting (SLM) for bone implant applications. Acta Mater. 2018, 158, 354–368. [Google Scholar] [CrossRef]
- Ataee, A.; Li, Y.; Fraser, D.; Song, G.; Wen, C. Anisotropic Ti-6Al-4V gyroid scaffolds manufactured by electron beam melting (EBM) for bone implant applications. Mater. Des. 2018, 137, 345–354. [Google Scholar] [CrossRef]
- Cvijović, D.; Klinowski, J. The computation of the triply periodic I-WP minimal surface. Chem. Phys. Lett. 1994, 226, 93–99. [Google Scholar] [CrossRef]
- Gandy, P.J.; Bardhan, S.; Mackay, A.L.; Klinowski, J. Nodal surface approximations to the P, G, D and I-WP triply periodic minimal surfaces. Chem. Phys. Lett. 2001, 336, 187–195. [Google Scholar] [CrossRef]
- Gandy, P.J.; Cvijović, D.; Mackay, A.L.; Klinowski, J. Exact computation of the triply periodic D (diamond’) minimal surface. Chem. Phys. Lett. 1999, 314, 543–551. [Google Scholar] [CrossRef]
- Jung, Y.; Chu, K.T.; Torquato, S. A variational level set approach for surface area minimization of triply-periodic surfaces. J. Comput. Phys. 2007, 223, 711–730. [Google Scholar] [CrossRef] [Green Version]
- Jung, Y.; Torquato, S. Fluid permeabilities of triply periodic minimal surfaces. Phys. Rev. E 2005, 72, 056319. [Google Scholar] [CrossRef] [Green Version]
- Kadkhodapour, J.; Montazerian, H.; Raeisi, S. Investigating internal architecture effect in plastic deformation and failure for TPMS-based scaffolds using simulation methods and experimental procedure. Mater. Sci. Eng. C 2014, 43, 587–597. [Google Scholar] [CrossRef]
- Kapfer, S.C.; Hyde, S.T.; Mecke, K.; Arns, C.H.; Schröder-Turk, G.E. Minimal surface scaffold designs for tissue engineering. Biomaterials 2011, 32, 6875–6882. [Google Scholar] [CrossRef] [PubMed]
- Karcher, H.; Polthier, K. Construction of triply periodic minimal surfaces, Philosophical Transactions of the Royal Society of London A: Mathematical. Phys. Eng. Sci. 1996, 354, 2077–2104. [Google Scholar]
- Khaderi, S.; Deshpande, V.; Fleck, N. The stiffness and strength of the gyroid lattice. Int. J. Solids Struct. 2014, 51, 3866–3877. [Google Scholar] [CrossRef] [Green Version]
- Maskery, I.; Sturm, L.; Aremu, A.; Panesar, A.; Williams, C.; Tuck, C.; Wildman, R.D.; Ashcroft, I.; Hague, R.J. Insights into the mechanical properties of several triply periodic minimal surface lattice structures made by polymer additive manufacturing. Polymer 2018, 152, 62–71. [Google Scholar] [CrossRef]
- Michielsen, K.; Kole, J. Photonic band gaps in materials with triply periodic surfaces and related tubular structures. Phys. Rev. B 2003, 68, 115107. [Google Scholar] [CrossRef] [Green Version]
- Michielsen, K.; Stavenga, D.G. Gyroid cuticular structures in butterfly wing scales: Biological photonic crystals. J. R. Soc. Interface 2007, 5, 85–94. [Google Scholar] [CrossRef] [PubMed]
- Montazerian, H.; Davoodi, E.; Asadi-Eydivand, M.; Kadkhodapour, J.; Solati-Hashjin, M. Porous scaffold internal architecture design based on minimal surfaces: A compromise between permeability and elastic properties. Mater. Des. 2017, 126, 98–114. [Google Scholar] [CrossRef]
- Schoen, A.H. Infinite Periodic Minimal Surfaces without Self-Intersections; NASA Report; NASA: Washington, DC, USA, 1970. [Google Scholar]
- Sychov, M.; Lebedev, L.; Dyachenko, S.; Nefedova, L. Mechanical properties of energy-absorbing structures with triply periodic minimal surface topology. Acta Astronaut. 2018, 150, 81–84. [Google Scholar] [CrossRef]
- Wu, L.; Zhang, W.; Zhang, D. Engineering Gyroid-structured functional materials via templates discovered in nature and in the lab. Small 2015, 11, 5004–5022. [Google Scholar] [CrossRef] [PubMed]
- Yan, C.; Hao, L.; Hussein, A.; Young, P. Ti–6Al–4V triply periodic minimal surface structures for bone implants fabricated via selective laser melting. J. Mech. Behav. Biomed. Mater. 2015, 51, 61–73. [Google Scholar] [CrossRef] [Green Version]
- Yánez, A.; Cuadrado, A.; Martel, O.; Afonso, H.; Monopoli, D. Gyroid porous titanium structures: A versatile solution to be used as scaffolds in bone defect reconstruction. Mater. Des. 2018, 140, 21–29. [Google Scholar] [CrossRef]
- Yang, L.; Yan, C.; Han, C.; Chen, P.; Yang, S.; Shi, Y. Mechanical response of a triply periodic minimal surface cellular structures manufactured by selective laser melting. Int. J. Mech. Sci. 2018, 148, 149–157. [Google Scholar] [CrossRef]
- Yang, S.-D.; Lee, H.G.; Kim, J. A phase-field approach for minimizing the area of triply periodic surfaces with volume constraint. Comput. Phys. Commun. 2010, 181, 1037–1046. [Google Scholar] [CrossRef]
- Yoo, D. Heterogeneous minimal surface porous scaffold design using the distance field and radial basis functions. Med. Eng. Phys. 2011, 34, 625–639. [Google Scholar] [CrossRef]
- Yoo, D.J. Porous scaffold design using the distance field and triply periodic minimal surface models. Biomaterials 2011, 32, 7741–7754. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Feih, S.; Daynes, S.; Chang, S.; Wang, M.Y.; Wei, J.; Lu, W.F. Energy absorption characteristics of metallic triply periodic minimal surface sheet structures under compressive loading. Addit. Manuf. 2018, 23, 505–515. [Google Scholar] [CrossRef]
- Zheng, X.; Fu, Z.; Du, K.; Wang, C.; Yi, Y. Minimal surface designs for porous materials: From microstructures to mechanical properties. J. Mater. Sci. 2018, 53, 10194–10208. [Google Scholar] [CrossRef]
- Matsen, M.W.; Bates, F.S. Unifying weak-and strong-segregation block copolymer theories. Macromolecules 1996, 29, 1091–1098. [Google Scholar] [CrossRef]
- Abueidda, D.W.; Abu Al-Rub, R.K.; Dalaq, A.S.; Lee, D.-W.; Khan, K.A.; Jasiuk, I. Effective conductivities and elastic moduli of novel foams with triply periodic minimal surfaces. Mech. Mater. 2016, 95, 102–115. [Google Scholar] [CrossRef]
- Dalaq, A.S.; Abueidda, D.W.; Abu Al-Rub, R.K. Mechanical properties of 3D printed interpenetrating phase composites with novel architectured 3D solid-sheet reinforcements. Compos. Part A Appl. Sci. Manuf. 2016, 84, 266–280. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Assad, M.A.; Abu Al-Rub, R.K. Mechanical properties of periodic interpenetrating phase composites with novel architected microstructures. Compos. Struct. 2017, 176, 9–19. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Bubb, S.L.; Young, P.; Raymont, D. Evaluation of light-weight AlSi10Mg periodic cellular lattice structures fabricated via direct metal laser sintering. J. Mater. Process. Technol. 2014, 214, 856–864. [Google Scholar] [CrossRef]
- Yan, C.; Hao, L.; Hussein, A.; Young, P.; Raymont, D. Advanced lightweight 316L stainless steel cellular lattice structures fabricated via selective laser melting. Mater. Des. 2014, 55, 533–541. [Google Scholar] [CrossRef] [Green Version]
- Rajagopalan, S.; Robb, R.A. Schwarz meets Schwann: Design and fabrication of biomorphic and durataxic tissue engineering scaffolds. Med. Image Anal. 2006, 10, 693–712. [Google Scholar] [CrossRef]
- Alsalla, H.; Hao, L.; Smith, C. Fracture toughness and tensile strength of 316L stainless steel cellular lattice structures manufactured using the selective laser melting technique. Mater. Sci. Eng. A 2016, 669, 1–6. [Google Scholar] [CrossRef]
- Arabnejad, S.; Johnston, R.B.; Pura, J.A.; Singh, B.; Tanzer, M.; Pasini, D. High-strength porous biomaterials for bone replacement: A strategy to assess the interplay between cell morphology, mechanical properties, bone ingrowth and manufacturing constraints. Acta Biomater. 2016, 30, 345–356. [Google Scholar] [CrossRef]
- Benedetti, M.; du Plessis, A.; Ritchie, R.O.; Dallago, M.; Razavi, S.M.J.; Berto, F. Architected cellular materials: A review on their mechanical properties towards fatigue-tolerant design and fabrication. Mater. Sci. Eng. R 2021, 144, 100606. [Google Scholar] [CrossRef]
- Kadkhodapour, J.; Montazerian, H.; Darabi, A.C.; Zargarian, A.; Schmauder, S. The relationships between deformation mechanisms and mechanical properties of additively manufactured porous biomaterials. J. Mech. Behav. Biomed. Mater. 2017, 70, 28–42. [Google Scholar] [CrossRef] [PubMed]
- Yan, C.; Hao, L.; Hussein, A.; Young, P.; Huang, J.; Zhu, W. Microstructure and mechanical properties of aluminium alloy cellular lattice structures manufactured by direct metal laser sintering. Mater. Sci. Eng. A 2015, 628, 238–246. [Google Scholar] [CrossRef]
- Kadkhodapour, J.; Montazerian, H.; Darabi, A.C.; Anaraki, A.; Ahmadi, S.; Zadpoor, A.; Schmauder, S. Failure mechanisms of additively manufactured porous biomaterials: Effects of porosity and type of unit cell. J. Mech. Behav. Biomed. Mater. 2015, 50, 180–191. [Google Scholar] [CrossRef]
- Tran, T.Q.; Ng, F.L.; Kai, J.T.Y.; Feih, S.; Nai, M.L.S. Tensile strength enhancement of fused filament fabrication printed parts: A review of process improvement approaches and respective impact. Addit. Manuf. 2022, 54, 102724. [Google Scholar] [CrossRef]
- Tran, T.Q.; Canturri, C.; Deng, X.; Tham, C.L.; Ng, F.L. Enhanced tensile strength of acrylonitrile butadiene styrene composite specimens fabricated by overheat fused filament fabrication printing. Compos. Part B Eng. 2022, 235, 109783. [Google Scholar] [CrossRef]
- Tofail, S.A.; Koumoulos, E.P.; Bandyopadhyay, A.; Bose, S.; O’Donoghue, L.; Charitidis, C.J.M.T. Additive manufacturing: Scientific and technological challenges, market uptake and opportunities. Mater. Today 2018, 21, 22–37. [Google Scholar] [CrossRef]
- Goodridge, R.; Tuck, C.; Hague, R. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Abueidda, D.W.; Bakir, M.; Abu Al-Rub, R.K.; Bergström, J.S.; Sobh, N.A.; Jasiuk, I. Mechanical properties of 3D printed polymeric cellular materials with triply periodic minimal surface architectures. Mater. Des. 2017, 122, 255–267. [Google Scholar] [CrossRef]
- Almeida, H.A.; Bártolo, P.J. Design of tissue engineering scaffolds based on hyperbolic surfaces: Structural numerical evaluation. Med. Eng. Phys. 2014, 36, 1033–1040. [Google Scholar] [CrossRef] [PubMed]
- Melchels, F.P.; Bertoldi, K.; Gabbrielli, R.; Velders, A.H.; Feijen, J.; Grijpma, D.W. Mathematically defined tissue engineering scaffold architectures prepared by stereolithography. Biomaterials 2010, 31, 6909–6916. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Venkatesh, V.; Sreekanth, E. Design of Mathematically Defined Heterogeneous Porous Scaffold Architecture for Tissue Engineering. Int. J. Appl. Eng. Res. 2011, 10, 2015. [Google Scholar]
- Yang, N.; Zhou, K. Effective method for multi-scale gradient porous scaffold design and fabrication. Mater. Sci. Eng. C 2014, 43, 502–505. [Google Scholar] [CrossRef] [PubMed]
- Yoo, D.-J. Advanced projection image generation algorithm for fabrication of a tissue scaffold using volumetric distance field. Int. J. Precis. Eng. Manuf. 2014, 15, 2117–2126. [Google Scholar] [CrossRef]
- Yoo, D.-J.; Kim, K.-H. An advanced multi-morphology porous scaffold design method using volumetric distance field and beta growth function. Int. J. Precis. Eng. Manuf. 2015, 16, 2021–2032. [Google Scholar] [CrossRef]
- Zadpoor, A.A. Bone tissue regeneration: The role of scaffold geometry. Biomater. Sci. 2015, 3, 231–245. [Google Scholar] [CrossRef]
- Abueidda, D.W.; Elhebeary, M.; Shiang, C.-S.A.; Pang, S.; Abu Al-Rub, R.K.; Jasiuk, I.M. Mechanical properties of 3D printed polymeric Gyroid cellular structures: Experimental and finite element study. Mater. Des. 2019, 165, 107597. [Google Scholar] [CrossRef]
- Abou-Ali, A.M.; Al-Ketan, O.; Lee, D.-W.; Rowshan, R.; Abu Al-Rub, R.K. Mechanical behavior of polymeric selective laser sintered ligament and sheet based lattices of triply periodic minimal surface architectures. Mater. Des. 2020, 196, 109100. [Google Scholar] [CrossRef]
- Al-Ketan, O.; Abu Al-Rub, R.K. MSLattice: A free software for generating uniform and graded lattices based on triply periodic minimal surfaces. Mater. Des. Processing Commun. 2021, 3, 1–10. [Google Scholar] [CrossRef]
- Osher, S.; Fedkiw, R. Level set methods and dynamic implicit surfaces. Springer Sci. Bus. Media 2002, 44, 685. [Google Scholar]
- EOS GmbH. Material Specification: Tough Black PA 1102, in 3T Test Data; EOS GmbH: Kreiling, Germany, 2022. [Google Scholar]
- Van Bael, S.; Kerckhofs, G.; Moesen, M.; Pyka, G.; Schrooten, J.; Kruth, J.-P. Micro-CT-based improvement of geometrical and mechanical controllability of selective laser melted Ti6Al4V porous structures. Mater. Sci. Eng. A 2011, 528, 7423–7431. [Google Scholar] [CrossRef]
- Deshpande, V.; Ashby, M.; Fleck, N. Foam topology: Bending versus stretching dominated architectures. Acta Mater. 2001, 49, 1035–11040. [Google Scholar] [CrossRef]
- Bobbert, F.; Lietaert, K.; Eftekhari, A.; Pouran, B.; Ahmadi, S.; Weinans, H.; Zadpoor, A. Additively manufactured metallic porous biomaterials based on minimal surfaces: A unique combination of topological, mechanical, and mass transport properties. Acta Biomater. 2017, 53, 572–1584. [Google Scholar] [CrossRef] [Green Version]
- Al-Ketan, O.; Rezgui, R.; Rowshan, R.; Du, H.; Fang, N.X.; Abu Al-Rub, R.K. Microarchitected stretching-dominated mechanical metamaterials with minimal surface topologies. Adv. Eng. Mater. 2018, 20, 1800029. [Google Scholar] [CrossRef]
- Zheng, X.; Lee, H.; Weisgraber, T.H.; Shusteff, M.; DeOtte, J.; Duoss, E.B.; Kuntz, J.D.; Biener, M.M.; Ge, Q.; Jackson, J.A. Ultralight, ultrastiff mechanical metamaterials. Science 2014, 344, 1373–11377. [Google Scholar] [CrossRef] [Green Version]
- Bonatti, C.; Mohr, D. Large deformation response of additively-manufactured FCC metamaterials: From octet truss lattices towards continuous shell mesostructures. Int. J. Plast. 2017, 92, 122–147. [Google Scholar] [CrossRef] [Green Version]
- Deshpande, V.S.; Fleck, N.A.; Ashby, M.F. Effective properties of the octet-truss lattice material. J. Mech. Phys. Solids 2001, 49, 1747–11769. [Google Scholar] [CrossRef] [Green Version]
- Dong, L.; Deshpande, V.; Wadley, H. Mechanical response of Ti–6Al–4V octet-truss lattice structures. Int. J. Solids Struct. 2015, 60, 107–1124. [Google Scholar] [CrossRef]
- Dong, L.; Wadley, H. Mechanical properties of carbon fiber composite octet-truss lattice structures. Compos. Sci. Technol. 2015, 119, 26–133. [Google Scholar] [CrossRef]
- He, Z.; Wang, F.; Zhu, Y.; Wu, H.; Park, H.S. Mechanical properties of copper octet-truss nanolattices. J. Mech. Phys. Solids 2017, 101, 133–1149. [Google Scholar] [CrossRef]
- Latture, R.M.; Rodriguez, R.X.; Holmes, L.R., Jr.; Zok, F.W. Effects of nodal fillets and external boundaries on compressive response of an octet truss. Acta Mater. 2018, 149, 78–187. [Google Scholar] [CrossRef]
- Mazur, M.; Leary, M.; Sun, S.; Vcelka, M.; Shidid, D.; Brandt, M. Deformation and failure behaviour of Ti-6Al-4V lattice structures manufactured by selective laser melting (SLM). Int. J. Adv. Manuf. Technol. 2016, 84, 1391–11411. [Google Scholar] [CrossRef]
- O’Masta, M.R.; Dong, L.; St-Pierre, L.; Wadley, H.; Deshpande, V.S. The fracture toughness of octet-truss lattices. J. Mech. Phys. Solids 2017, 98, 271–1289. [Google Scholar] [CrossRef]
- Speirs, M.; Van Hooreweder, B.; Van Humbeeck, J.; Kruth, J.-P. Fatigue behaviour of NiTi shape memory alloy scaffolds produced by SLM, a unit cell design comparison. J. Mech. Behav. Biomed. Mater. 2017, 70, 53–159. [Google Scholar] [CrossRef]
- Olivares, A.L.; Marsal, È.; Planell, J.A.; Lacroix, D. Finite element study of scaffold architecture design and culture conditions for tissue engineering. Biomaterials 2009, 30, 6142–16149. [Google Scholar] [CrossRef]
- Ashby, M.G.D.L. CES EduPack. Granta Education Hub, 2018. Available online: https://www.grantadesign.com/education/teachingresources (accessed on 23 October 2022).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TPMS | Level Set Approximation |
|---|---|
Schwarz Diamond | |
Schoen IWP | |
Schoen Gyroid | |
Fischer Koch-CY |
| Sheet-Based TPMS Lattices | |||||||
|---|---|---|---|---|---|---|---|
| D-STPMS | IWP-STPMS | G-STPMS | |||||
| RD (%) | c | RD (%) | c | RD (%) | c | ||
| 8.4% | −0.07 < c < 0.07 | 10.9% | −0.41 < c < 0.41 | 6.5% | −0.1 < c < 0.1 | ||
| 12.6% | −0.11 < c < 0.11 | 13.8% | −0.52 < c < 0.52 | 10.4% | −0.16 < c < 0.16 | ||
| 16.7% | −0.14 < c < 0.14 | 16.7% | −0.63 < c < 0.63 | 14.3% | −0.22 < c < 0.22 | ||
| 20.9% | −0.18 < c < 0.18 | 19.7% | −0.75 < c < 0.75 | 18.2% | −0.28 < c < 0.28 | ||
| Ligament-Based TPMS Lattices | |||||||
| D-LTPMS | IWP-LTPMS | G-LTPMS | CY-LTPMS | ||||
| RD (%) | c | RD (%) | c | RD (%) | c | RD (%) | c |
| 10.3 | 0.67 | 7.2 | 2.79 | 6.1 | 1.30 | 9.8 | 1.76 |
| 14.0 | 0.61 | 12.6 | 2.57 | 10.8 | 1.16 | 13.0 | 1.63 |
| 17.8 | 0.55 | 17.3 | 2.35 | 15.3 | 1.04 | 16.0 | 1.50 |
| 21.4 | 0.49 | 21.5 | 2.11 | 19.6 | 0.92 | 19.1 | 1.37 |
| 25.1 | 0.43 | 25.4 | 1.89 | 23.9 | 0.80 | 22.0 | 1.25 |
| Designed RD (%) | Measured RD (%) | Standard Deviation (%) | |
|---|---|---|---|
| Octet-Truss | 7.5% | 7.0% | 0.1% |
| 11.4% | 11.8% | 0.1% | |
| 15.8% | 17.7% | 0.0% | |
| 18.2% | 19.6% | 1.0% | |
| 25.0% | 28.4% | 0.4% | |
| Gibson–Ashby | 10.0% | 11.1% | 0.1% |
| 14.0% | 16.3% | 0.5% | |
| 20.0% | 22.5% | 0.1% | |
| 24.7% | 25.9% | 0.0% | |
| Kelvin | 10.0% | 10.8% | 0.2% |
| 14.0% | 15.3% | 0.0% | |
| 17.0% | 18.6% | 0.2% | |
| 20.0% | 23.4% | 0.4% | |
| 24.7% | 27.6% | 0.1% | |
| Idealized Gyroid | 9.5% | 10.3% | 0.0% |
| 11.9% | 13.0% | 0.0% | |
| 15.8% | 17.6% | 0.1% | |
| 20.0% | 21.6% | 0.0% |
| Designed RD (%) | Measured RD (%) | Standard Deviation (%) | |
|---|---|---|---|
| D-LTPMS | 10.3% | 11.3% | 0.2% |
| 14.0% | 16.1% | 0.1% | |
| 17.8% | 19.2% | 0.1% | |
| 21.4% | 24.0% | 0.2% | |
| 25.1% | 27.2% | 0.6% | |
| IWP-LTPMS | 7.2% | 7.4% | 0.1% |
| 12.6% | 13.6% | 0.2% | |
| 17.3% | 18.5% | 0.2% | |
| 21.5% | 23.3% | 0.2% | |
| 25.4% | 28.2% | 0.0% | |
| G-LTPMS | 6.1% | 6.5% | 0.0% |
| 10.8% | 11.8% | 0.2% | |
| 15.3% | 17.0% | 0.2% | |
| 19.6% | 20.9% | 0.2% | |
| 23.9% | 27.1% | 0.2% | |
| CY-LTPMS | 9.8% | 10.0% | 0.2% |
| 13.0% | 13.7% | 0.0% | |
| 16.0% | 17.4% | 0.4% | |
| 19.1% | 20.7% | 0.1% | |
| 22.0% | 23.6% | 0.1% | |
| D-STPMS | 8.4% | 24.2% | 1.7% |
| 12.6% | 27.9% | 0.2% | |
| 16.7% | 29.7% | 0.3% | |
| 20.9% | 34.2% | 1.8% | |
| IWP-STPMS | 10.9% | 22.5% | 0.2% |
| 13.8% | 24.0% | 0.0% | |
| 16.7% | 26.3% | 0.3% | |
| 19.7% | 30.4% | 1.7% | |
| G-STPMS | 6.5% | 16.5% | 0.4% |
| 10.4% | 18.1% | 0.1% | |
| 14.3% | 21.5% | 1.2% | |
| 18.2% | 25.0% | 0.2% |
| Fitting Constants | ||||||||
|---|---|---|---|---|---|---|---|---|
| Uniaxial Modulus (MPa) | Yield Strength (MPa) | Plateau Strength (MPa) | Toughness (MJ/m3) | |||||
| C | n | C | n | C | n | C | n | |
| D-LTPMS | 720.7 | 2.04 | 52.4 | 2.46 | 110.2 | 2.58 | 29.8 | 2.45 |
| IWP-LTPMS | 1070.7 | 2.54 | 27.2 | 2.31 | 75.2 | 2.50 | 21.6 | 2.44 |
| G-LTPMS | 1362.6 | 2.40 | 26.3 | 2.05 | 55.3 | 2.15 | 18.5 | 2.14 |
| CY-LTPMS | 2168.2 | 2.82 | 57.4 | 2.69 | 158.3 | 3.00 | 44.0 | 2.86 |
| D-STPMS | 225.5 | 0.75 | 17.4 | 1.52 | 58.2 | 2.00 | 12.4 | 1.62 |
| IWP-STPMS | 232.8 | 0.93 | 17.4 | 1.57 | 62.0 | 2.27 | 13.7 | 1.92 |
| G-STPMS | 329.7 | 1.08 | 8.9 | 1.01 | 55.0 | 1.95 | 13.5 | 1.69 |
| Octet-Truss | 79.0 | 0.74 | 4.5 | 0.91 | 8.1 | 1.25 | 1.9 | 1.02 |
| Gibson–Ashby | 1020.4 | 2.07 | 23.0 | 1.79 | 54.1 | 2.09 | 18.5 | 2.08 |
| Kelvin | 808.5 | 1.85 | 32.7 | 2.00 | 78.2 | 2.14 | 21.3 | 2.02 |
| G-Idealized | 1171.8 | 2.27 | 34.5 | 2.15 | 53.8 | 2.09 | 18.2 | 2.08 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abou-Ali, A.M.; Lee, D.-W.; Abu Al-Rub, R.K. On the Effect of Lattice Topology on Mechanical Properties of SLS Additively Manufactured Sheet-, Ligament-, and Strut-Based Polymeric Metamaterials. Polymers 2022, 14, 4583. https://doi.org/10.3390/polym14214583
Abou-Ali AM, Lee D-W, Abu Al-Rub RK. On the Effect of Lattice Topology on Mechanical Properties of SLS Additively Manufactured Sheet-, Ligament-, and Strut-Based Polymeric Metamaterials. Polymers. 2022; 14(21):4583. https://doi.org/10.3390/polym14214583
Chicago/Turabian StyleAbou-Ali, Aliaa M., Dong-Wook Lee, and Rashid K. Abu Al-Rub. 2022. "On the Effect of Lattice Topology on Mechanical Properties of SLS Additively Manufactured Sheet-, Ligament-, and Strut-Based Polymeric Metamaterials" Polymers 14, no. 21: 4583. https://doi.org/10.3390/polym14214583