
On Comparison of Heat Treated and Non-Heat-Treated LOM Manufactured Sample for Poly(lactic)acid: Mechanical and Morphological View Point




Abstract
1. Introduction
Scope of the Present Study
2. Materials and Methods
2.1. Selection of Material and FDM Printing
2.2. Selected DOE and Stages of Work
2.3. Heat Treatment of Specimens and Mechanical and Morphological Testing
2.4. Mechanical and Morphological Property Testing
3. Results and Discussion
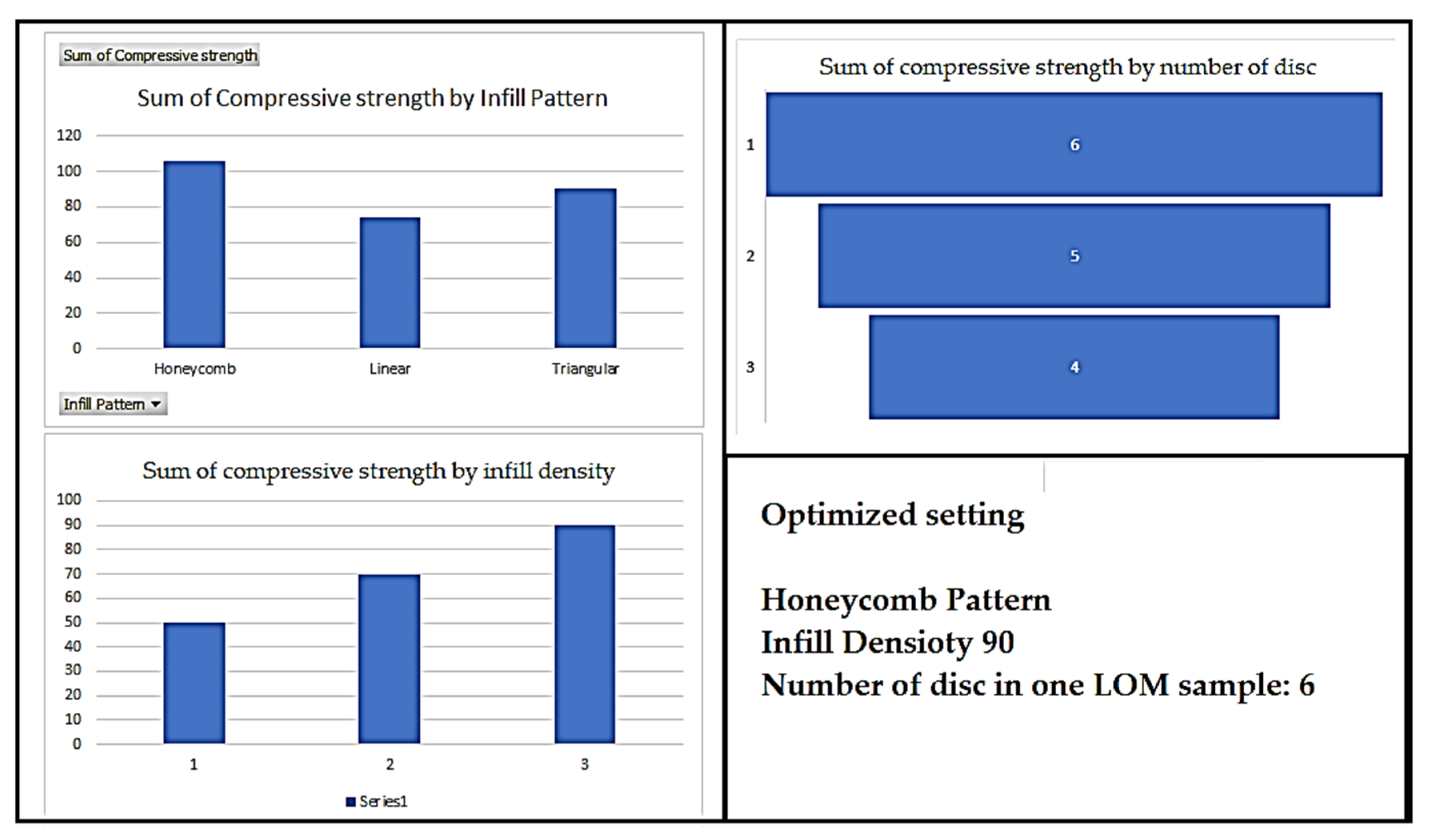
3.1. Compression Properties for Non-Heat-Treated Specimens (Stage 1)
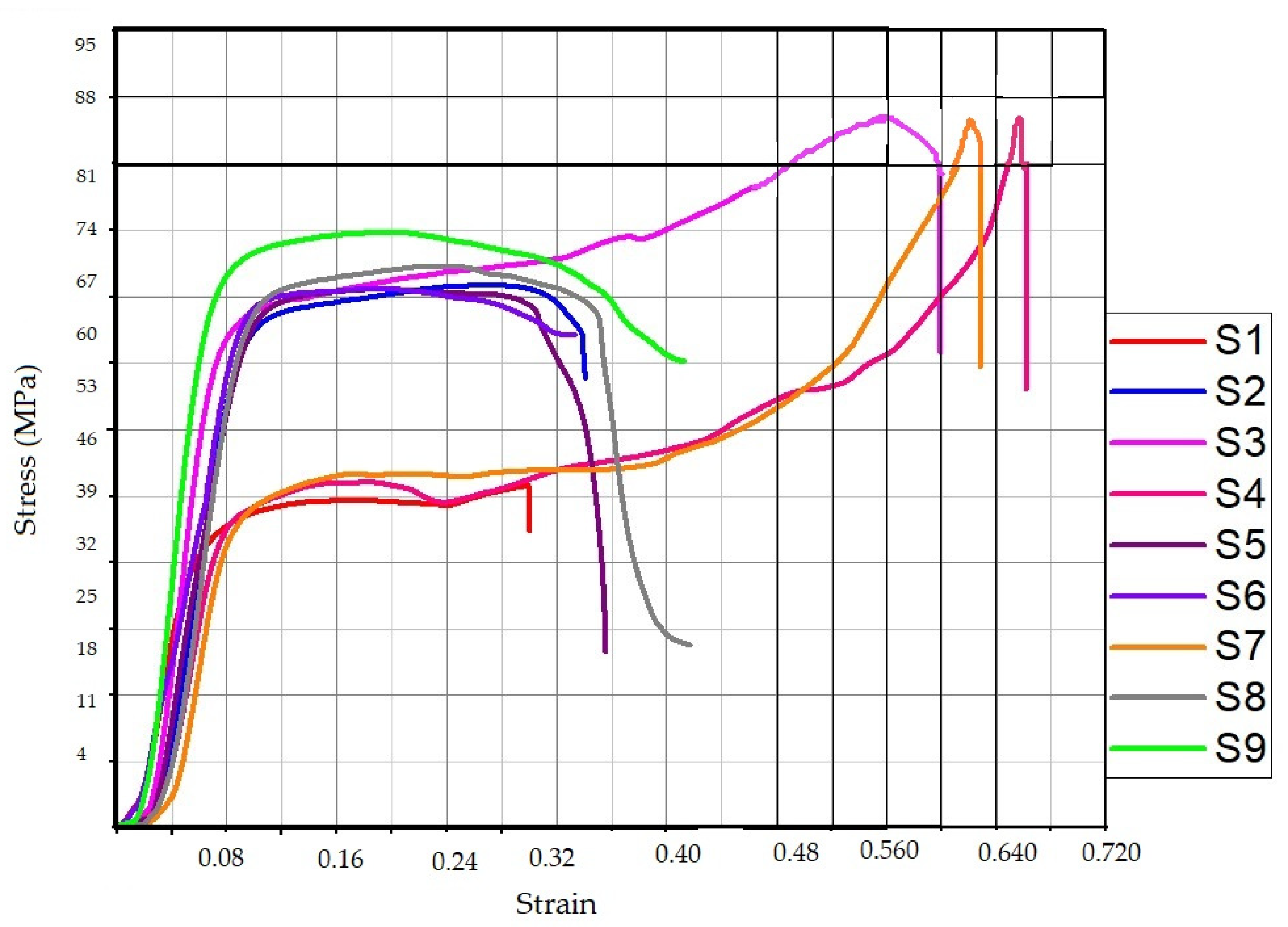
3.2. Stage 2: Compression Properties for Heat-Treated Specimens
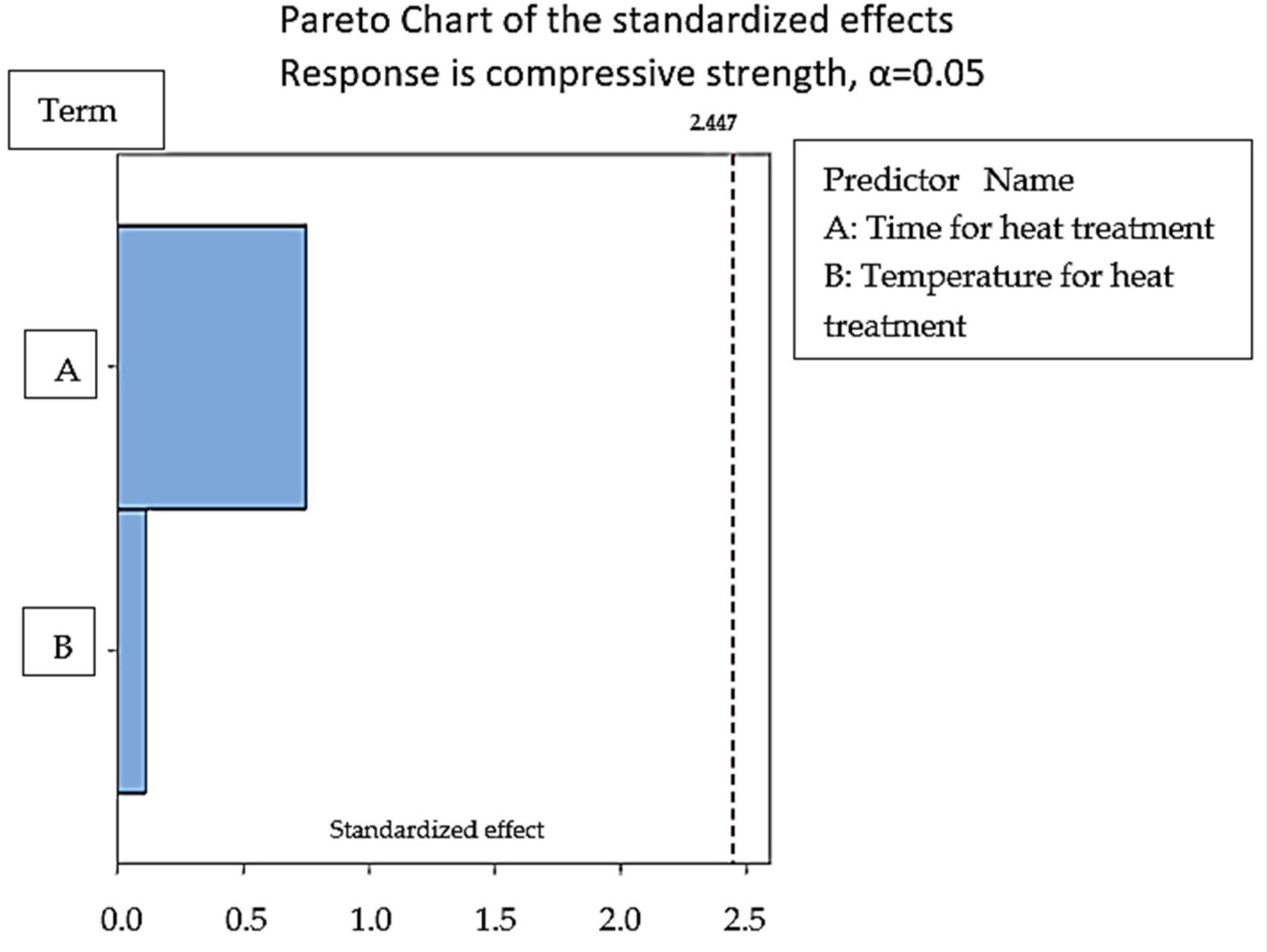
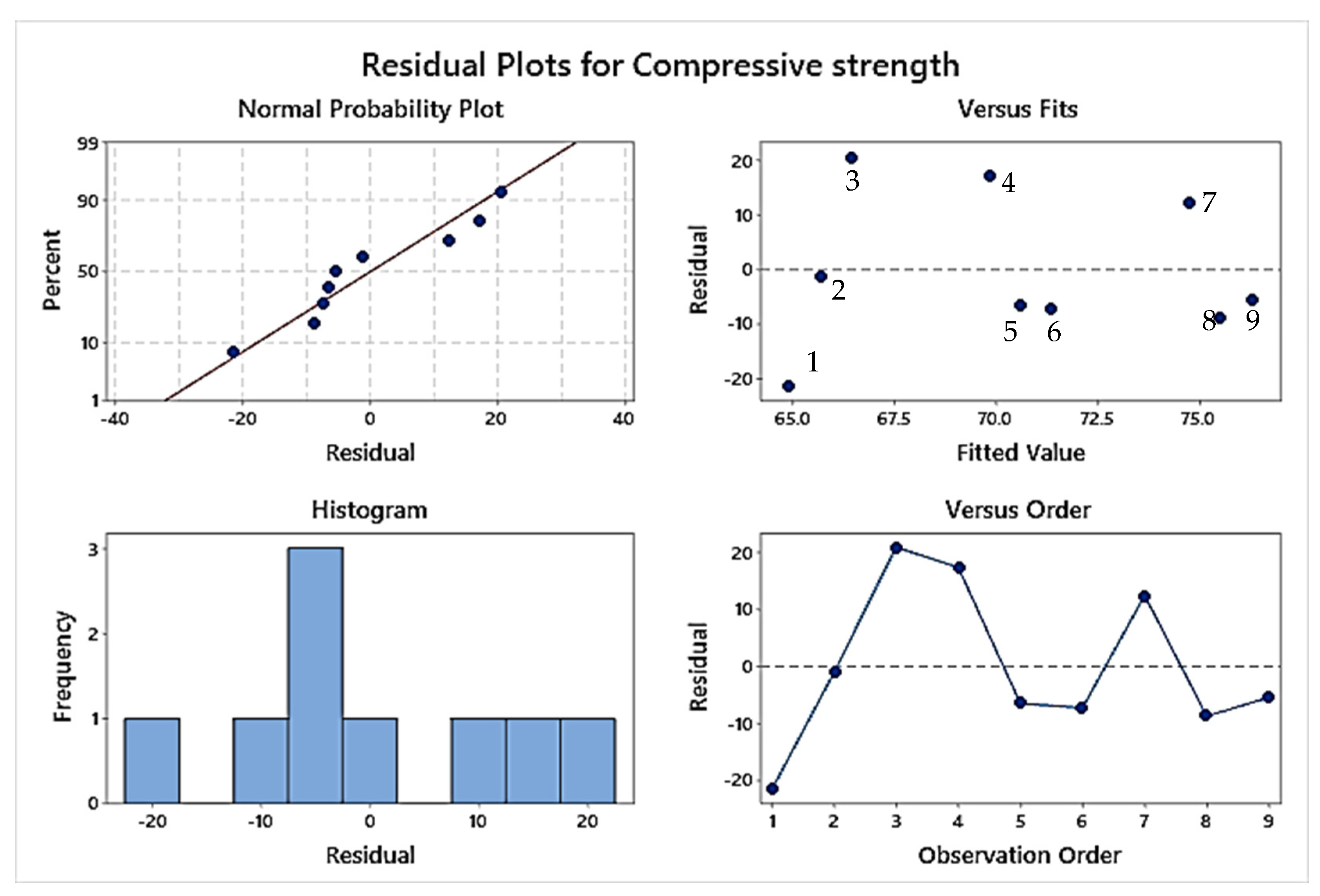
Regression Analysis for Stage 2
3.3. Comparison of the Heat-Treated and Non-Heat-Treated Morphological Properties
4. Morphological Results
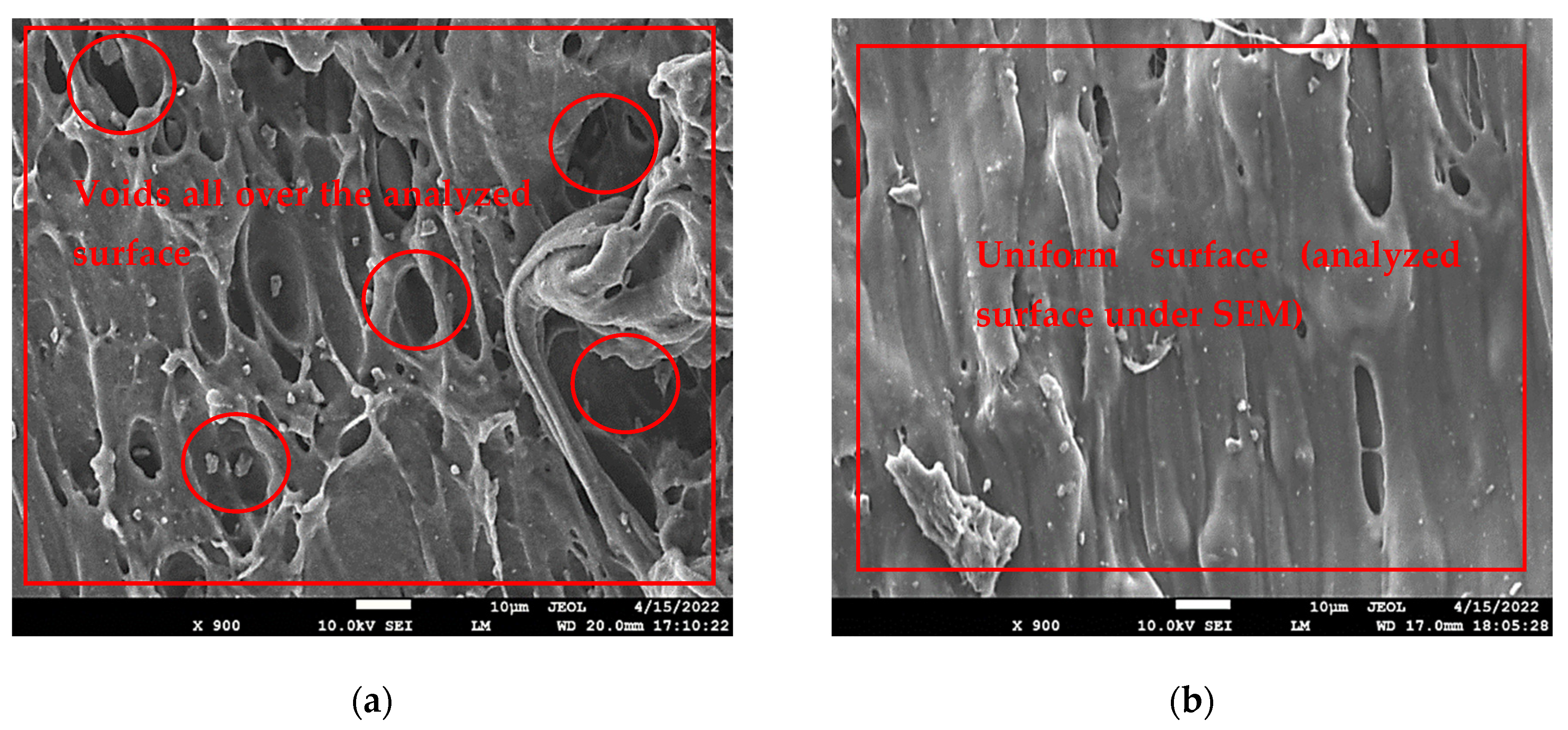
4.1. SEM Analysis for Stage 1
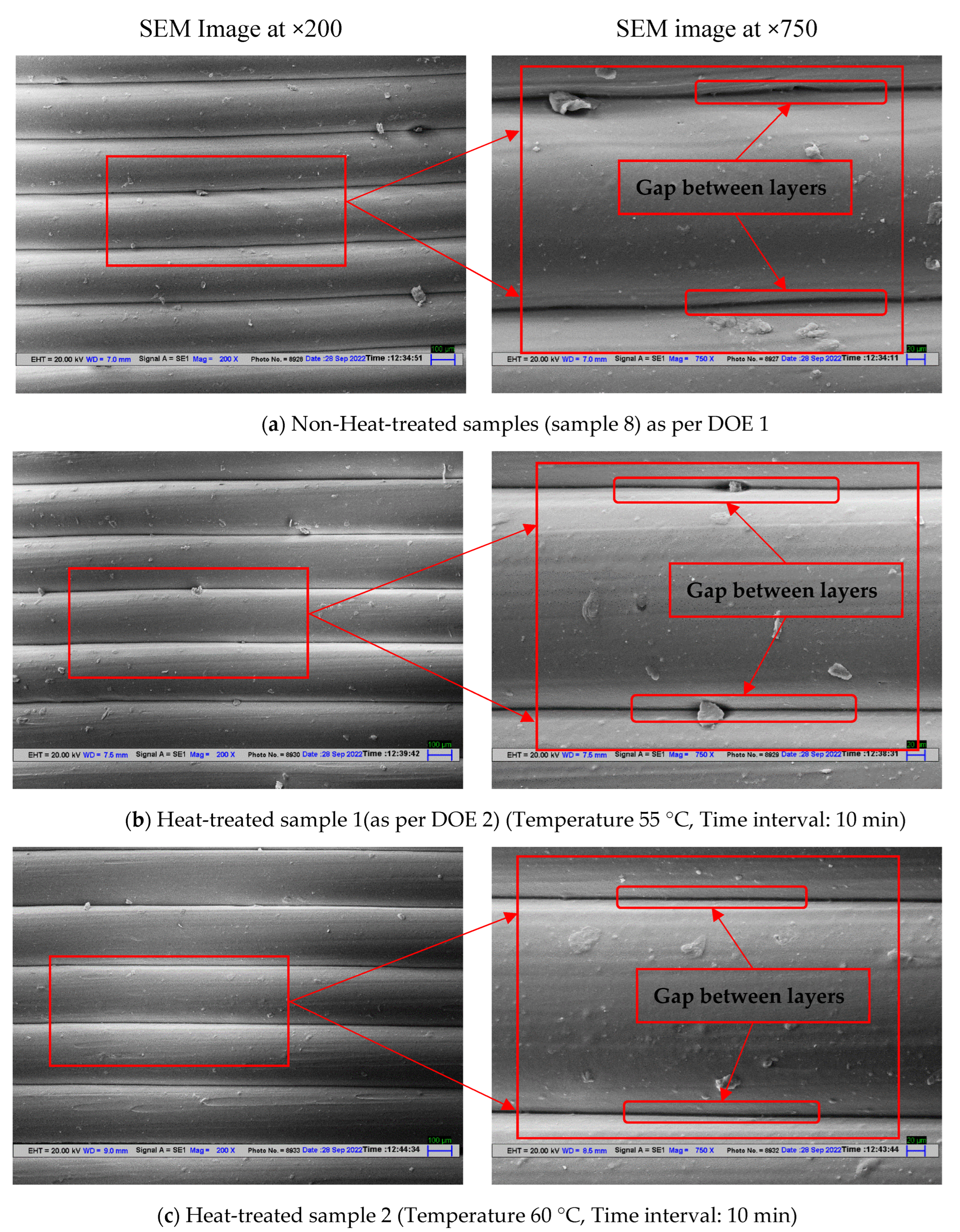
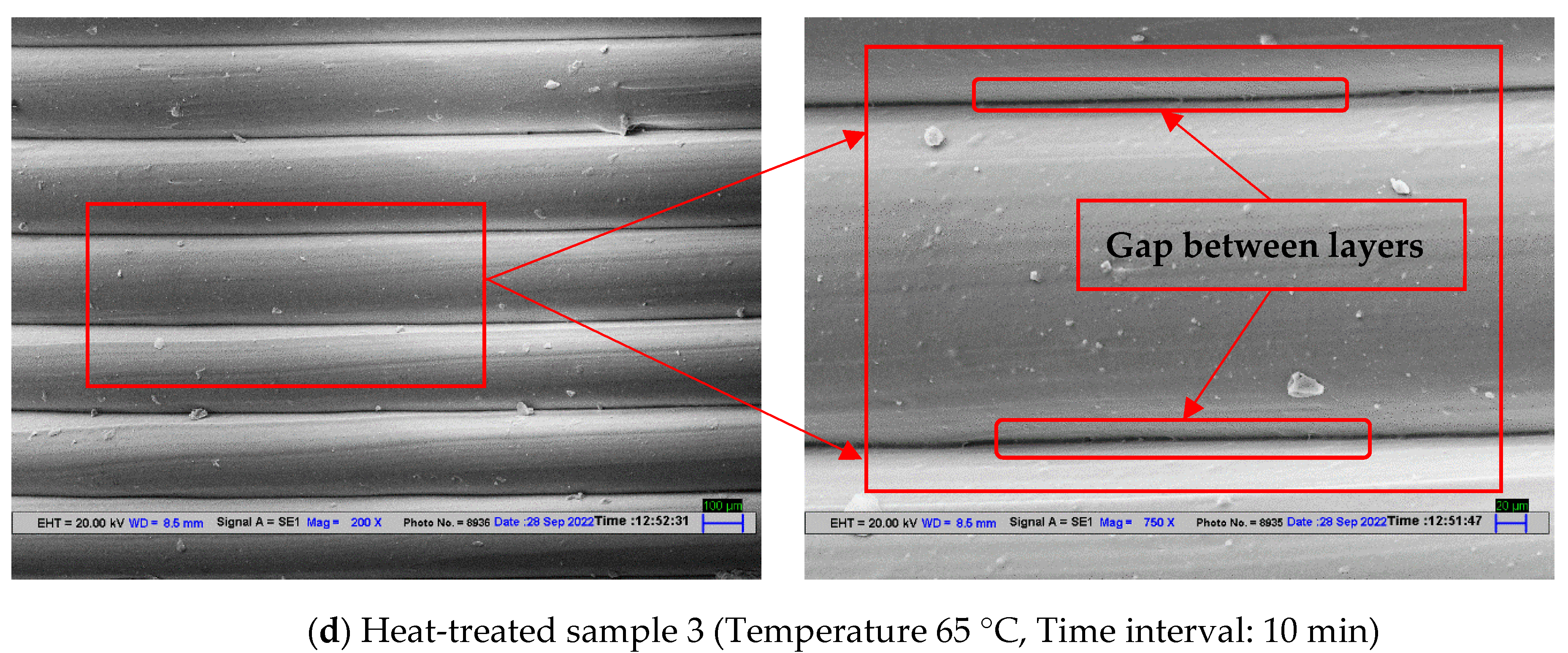
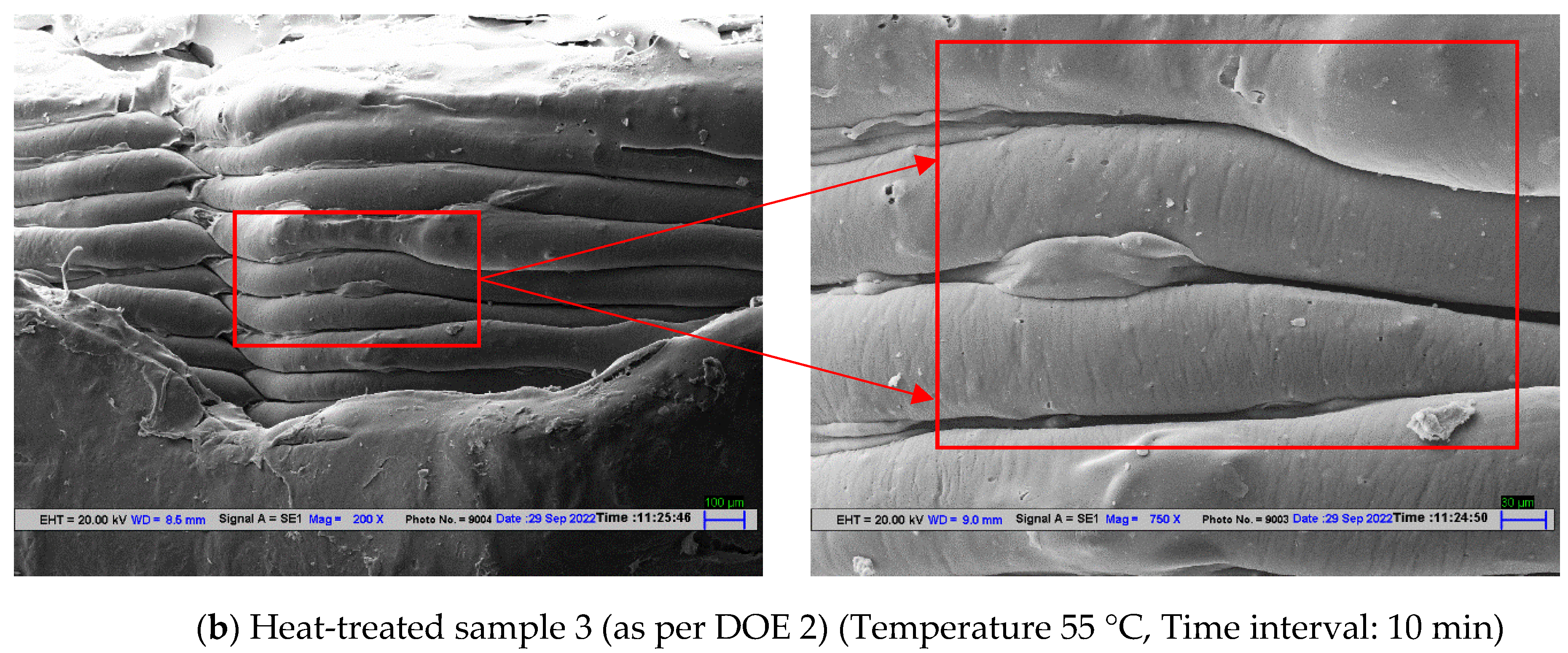
4.2. SEM Analysis for Stage 2
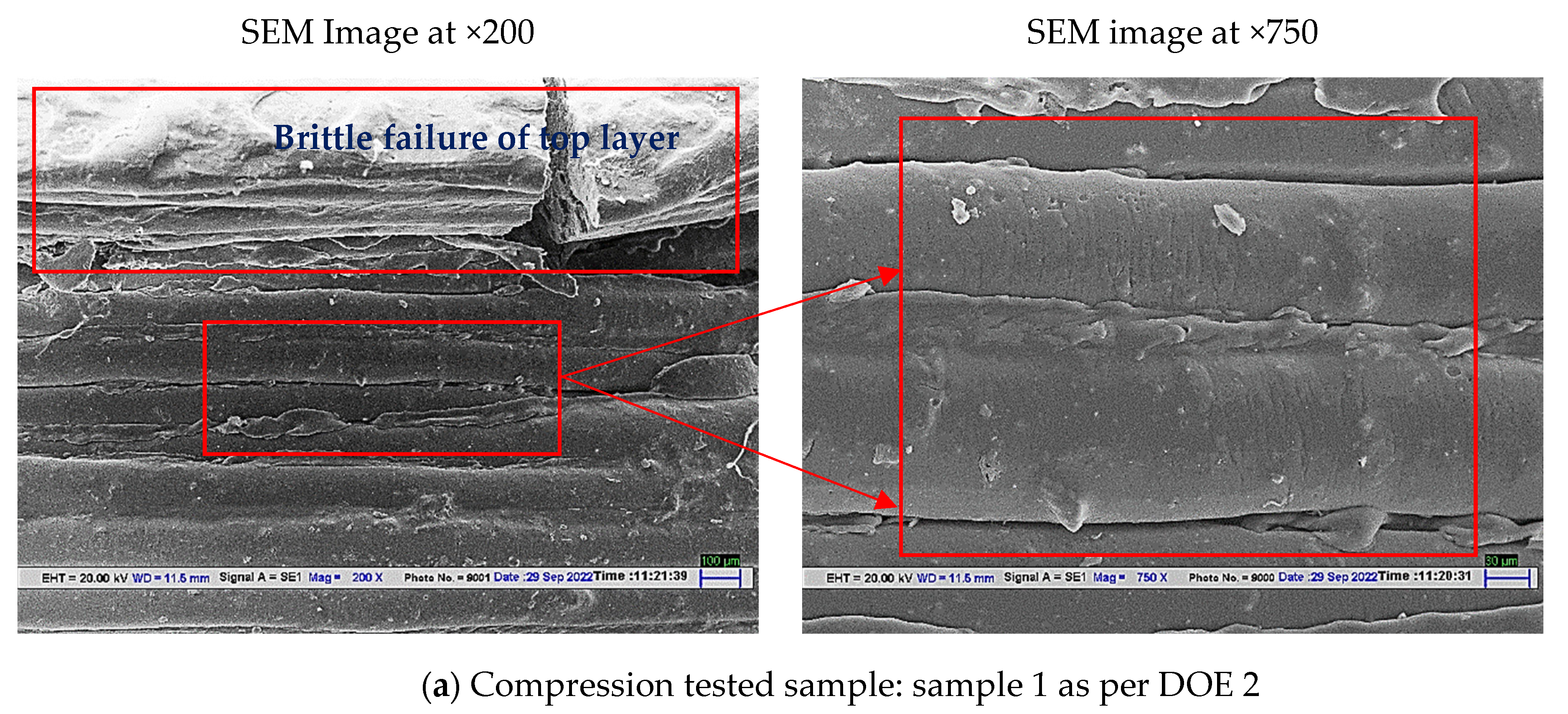
4.3. SEM Analysis for the Compressed Samples of Stage 2
5. Conclusions
- (a)
- The heat-treated samples have shown significant improvement in compression strength and strain values. Sample 3 has shown maximum compressive strength but the corresponding strain value for sample 3 was 0.59.
- (b)
- From the heat treatment analysis, it may be concluded that high temperature and low time value (sample 3: temperature: 65 °C, 10 min interval) work equally well for low-temperature value and high time interval (Sample 7: 55 °C, 30 min). The least effect in compressive strength has been observed for sample 1 with heat treatment at a temperature of 55 °C, and time interval of 10 min.
- (c)
- Morphological analysis through SEM supported the mechanical observation. The heat treatment of the samples has improved the interlayer bonding by reducing the gap between the adjacent layers.
- (a)
- From the comparison of heat-treated and non-heat-treated samples, it may be concluded that the heat treatment at a high temperature near Tg for a low time interval of 10 min improved the compressive strength by 105.42%.
- (b)
- Morphological analysis using SEM characterization has supported the observed behavior.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Khan, M.S.; Abdul-Latif, A.; Koloor, S.S.R.; Petrů, M.; Tamin, M.N. Representative Cell Analysis for Damage-Based Failure Model of Polymer Hexagonal Honeycomb Structure under the Out-of-Plane Loadings. Polymers 2020, 13, 52. [Google Scholar] [CrossRef]
- Mlýnek, J.; Petrů, M.; Martinec, T.; Koloor, S.S.R. Fabrication of High-Quality Polymer Composite Frame by a New Method of Fiber Winding Process. Polymers 2020, 12, 1037. [Google Scholar] [CrossRef] [PubMed]
- Wong, K.J.; Johar, M.; Koloor, S.S.R.; Petrů, M.; Tamin, M.N. Moisture Absorption Effects on Mode II Delamination of Carbon/Epoxy Composites. Polymers 2020, 12, 2162. [Google Scholar] [CrossRef] [PubMed]
- Kashyzadeh, K.; Koloor, S.R.; Bidgoli, M.O.; Petrů, M.; Asfarjani, A.A. An Optimum Fatigue Design of Polymer CompositeCompressed Natural Gas Tank Using Hybrid Finite Element-Response Surface Methods. Polymers 2021, 13, 483. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, I.; Koloor, S.S.R.; Kumar, D.; Yahya, M.Y. On Laminated Object Manufactured FDM-Printed ABS/TPU Multimaterial Specimens: An Insight into Mechanical and Morphological Characteristics. Polymers 2022, 14, 4066. [Google Scholar] [CrossRef]
- Koloor, S.; Abdullah, M.; Tamin, M.; Ayatollahi, M. Fatigue damage of cohesive interfaces in fiber-reinforced polymer composite laminates. Compos. Sci. Technol. 2019, 183, 107779. [Google Scholar] [CrossRef]
- Yarahmadi, N.; Jakubowicz, I.; Hjertberg, T. The effects of heat treatment and ageing on the mechanical properties of rigid PVC. Polym. Degrad. Stab. 2003, 82, 59–72. [Google Scholar] [CrossRef]
- Fouad, H.; Mourad, A.-H.; Barton, D. Effect of pre-heat treatment on the static and dynamic thermo-mechanical properties of ultra-high molecular weight polyethylene. Polym. Test. 2005, 24, 549–556. [Google Scholar] [CrossRef]
- Pagno, V.; Módenes, A.N.; Dragunski, D.C.; Fiorentin-Ferrari, L.D.; Caetano, J.; Guellis, C.; Gonçalves, B.C.; dos Anjos, E.V.; Pagno, F.; Martinelli, V. Heat treatment of polymeric PBAT/PCL membranes containing activated carbon from Brazil nutshell biomass obtained by electrospinning and applied in drug removal. J. Environ. Chem. Eng. 2020, 8, 104159. [Google Scholar] [CrossRef]
- Chalgham, A.; Ehrmann, A.; Wickenkamp, I. Mechanical Properties of FDM Printed PLA Parts before and after Thermal Treatment. Polymers 2021, 13, 1239. [Google Scholar] [CrossRef]
- Jayanth, N.; Senthil, P.; Prakash, C. Effect of chemical treatment on tensile strength and surface roughness of 3D-printed ABS using the FDM process. Virtual Phys. Prototyp. 2018, 13, 155–163. [Google Scholar] [CrossRef]
- Storck, J.L.; Ehrmann, G.; Güth, U.; Uthoff, J.; Homburg, S.V.; Blachowicz, T.; Ehrmann, A. Investigation of Low-Cost FDM-Printed Polymers for Elevated-Temperature Applications. Polymers 2022, 14, 2826. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Zhao, K.; Li, Y.; Chen, F. Mechanical characterization of biocompatible PEEK by FDM. J. Manuf. Process 2020, 56, 28–42. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B. Improvement of Heat Treatment Process on Mechanical Properties of FDM 3D-Printed Short- and Continuous-Fiber-Reinforced PEEK Composites. Coatings 2022, 12, 827. [Google Scholar] [CrossRef]
- Wach, R.A.; Wolszczak, P.; Adamus-Wlodarczyk, A. Enhancement of Mechanical Properties of FDM-PLA Parts via Thermal Annealing. Macromol. Mater. Eng. 2018, 303, 1800169. [Google Scholar] [CrossRef]
- Li, W.; Sang, L.; Jian, X.; Wang, J. Influence of sanding and plasma treatment on shear bond strength of 3D-printed PEI, PEEK and PEEK/CF. Int. J. Adhes. Adhes. 2020, 100, 102614. [Google Scholar] [CrossRef]
- Lluch-Cerezo, J.; Benavente, R.; Meseguer, M.; García-Manrique, J. Effect of a Powder Mould in the Post-Process Thermal Treatment of ABS Parts Manufactured with FDM Technology. Polymers 2021, 13, 2422. [Google Scholar] [CrossRef]
- Akhoundi, B.; Nabipour, M.; Hajami, F.; Shakoori, D. An Experimental Study of Nozzle Temperature and Heat Treatment (Annealing) Effects on Mechanical Properties of High-Temperature Polylactic Acid in Fused Deposition Modeling. Polym. Eng. Sci. 2020, 60, 979–987. [Google Scholar] [CrossRef]
- Guduru, K.; Srinivasu, G. Effect of post treatment on tensile properties of carbon reinforced PLA composite by 3D printing. Mater. Today: Proc. 2020, 33, 5403–5407. [Google Scholar] [CrossRef]
- Aberoumand, M.; Soltanmohammadi, K.; Soleyman, E.; Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. A comprehensive experimental investigation on 4D printing of PET-G under bending. J. Mater. Res. Technol. 2022, 18, 2552–2569. [Google Scholar] [CrossRef]
- Ehrmann, G.; Brockhagen, B.; Ehrmann, A. Shape-Memory Properties of 3D Printed Cubes from Diverse PLA Materials with Different Post-Treatments. Technologies 2021, 9, 71. [Google Scholar] [CrossRef]
- Jayswal, A.; Adanur, S. Effect of heat treatment on crystallinity and mechanical properties of flexible structures 3D printed with fused deposition modeling. J. Ind. Text. 2022, 51 (Suppl. S2), 2616S–2641S. [Google Scholar] [CrossRef]
- McLouth, T.D.; Gustafson, S.M.; Kim, H.I.; Zaldivar, R.J. Enhancement of FDM ULTEM® 9085 bond strength via atmospheric plasma treatment. J. Manuf. Process. 2021, 66, 179–188. [Google Scholar] [CrossRef]
- Moradi, M.; Moghadam, M.K.; Shamsborhan, M.; Bodaghi, M.; Falavandi, H. Post-Processing of FDM 3D-Printed Polylactic Acid Parts by Laser Beam Cutting. Polymers 2020, 12, 550. [Google Scholar] [CrossRef]
- Sardinha, M.; Vicente, C.M.; Frutuoso, N.; Leite, M.; Ribeiro, R.; Reis, L. Effect of the ironing process on ABS parts produced by FDM. Mater. Des. Process. Commun. 2021, 3, e151. [Google Scholar] [CrossRef]
- Shaik, Y.P.; Schuster, J.; Katherapalli, H.R.; Shaik, A. 3D Printing under High Ambient Pressures and Improvement of Mechanical Properties of Printed Parts. J. Compos. Sci. 2022, 6, 16. [Google Scholar] [CrossRef]
- Mazlan, S.N.H.; Alkahari, M.R.; Ramli, F.R.; Maidin, N.A.; Sudin, M.N.; Zolkaply, A.R. Surface finish and mechanical properties of FDM part after blow cold vapor treatment. J. Adv. Res. Fluid Mech. Therm. Sci. 2018, 48, 148–155. [Google Scholar]
- Rafie, M.; Marsilla, K.K.; Hamid, Z.; Rusli, A.; Abdullah, M. Enhanced mechanical properties of plasticized polylactic acid filament for fused deposition modelling: Effect of in situ heat treatment. Prog. Rubber, Plast. Recycl. Technol. 2020, 36, 131–142. [Google Scholar] [CrossRef]
- Elsheikh, A. Bistable Morphing Composites for Energy-Harvesting Applications. Polymers 2022, 14, 1893. [Google Scholar] [CrossRef]
- Elsheikh, A.H.; Panchal, H.; Shanmugan, S.; Muthuramalingam, T.; El-Kassas, A.; Ramesh, B. Recent progresses in wood-plastic composites: Pre-processing treatments, manufacturing techniques, recyclability and eco-friendly assessment. Clean. Eng. Technol. 2022, 8, 100450. [Google Scholar] [CrossRef]
- ASTM D695-15. International, A., Standard Test Method for Compressive Properties of Rigid Plastics; ASTM International: West Conshohocken, PA, USA, 2010.
- Karimzadeh, A.; Ayatollahi, M.R.; Koloor, S.S.R.; Bushroa, A.R.; Yahya, M.Y.; Tamin, M.N. Assessment of Compressive Mechanical Behavior of Bis-GMA Polymer Using Hyperelastic Models. Polymers 2019, 11, 1571. [Google Scholar] [CrossRef]
- Khalajmasoumi, M.; Koloor, S.; Arefnia, A.; Ibrahim, I.; Yatim, J.M. Hyperelastic Analysis of High Density Polyethylene under Monotonic Compressive Load. Appl. Mech. Mater. 2012, 229–231, 309–313. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S.No. | Research Group’s | Effort Made | Findings |
|---|---|---|---|
| 1 | Yarahmadi et al. [7] | Heat-treated polyvinyl chloride (PVC) for the selected range of temperature between 55 °C to 165 °C over a period of time 1 h to 143 days. | The work observed a decrease in break elongation with an increase in temperature above 55 °C and for increasing aging time. |
| 2 | Fouad et al. [8] | Post-heat treatment of ultra-high molecular weight polyethylene (UHMWPE) polymeric material at 50 °C, 80 °C, and 100 °C for 2 to 4 h | Improvement in the fracture strength, modulus, and yield strength of the tensile specimen significantly in the range of 11 to 25% for different material characteristics. |
| 3 | Pagno et al. [9] | Studied the effect of heat treatment on PBAT and PCL reinforce matrix for membrane application in drug removal. | Improved the retention capacity of electro-spun-produced membranes by 67%. |
| 4 | Chalgham et al. [10] | Heat treatment of PLA for orthosis application. | Heat treatment of samples led to a change in geometry for orthosis without decreasing the maximum force. |
| 5 | Jayanth et al. [11] | Chemical treatment of ABS after FDM printing. |
|
| 6 | Storck et al. [12] | Tested different materials of FDM printing for elevated temperatures −40 °C to +80 °C by selecting cycles of 90 min. | PLA material was observed to be stable and other materials lost their dimensional and mechanical characteristics. |
| 7 | Zhao et al. [13] | Post heat treatment process effect for PEEK for the temperature of 150 °C to 250 °C (above glass transition temperature Tg) and time interval of 2 h. | The tensile strength for the PEEK samples was observed to be increasing with increasing temperature. |
| 8 | Wang and Zou [14] | Observed the effect of heat treatment on short and continuous fiber-reinforced PEEK material matrix. | Improvement in the layer adhesion and diffusion of the adjacent layers leads to better mechanical strength. |
| 9 | Wach et al. [14] | Explored the thermal annealing process for PLA matrix to improve the crystallinity degree. | 11 to 20% improvement in the PLA strength. |
| 10 | Li et al. [16] | Worked on sanding or plasma treatment of the 3D-printed PEEK, PEEK/CF material. | The study indicated a significant increase in the shear strength of the lap-jointed 3D-printed workpiece. |
| 11 | Cerezo et al. [17] | Explored heat treatment using a ceramic powder mold | Reduced 80% to 90% chances of deformation in geometry especially in the length of the FDM-printed samples when heat treated with ceramic mold |
| 12 | Akhoundi et al. [18] | Studied the impact of the heat treatment annealing process on FDM-printed parts of PLA. | 32% increase in the mechanical strength for the heat-treated samples. |
| 13 | Guduru and Srinivasu [19] | Explored post-heat treatment and chemical treatment process on PLA/CF reinforced FDM-printed samples. | Significant increase in the tensile strength of PLA/CF material for optimized sample using chemical treatment (80 MPa) and heat treatment (74 MPa) route than normal PLA/CF FDM-printed matrix (70 MPa). |
| 14 | Mohammad, et al. [20] | made effort towards 4D printing of PET-G [20] and tried to give material self-healing characteristics | Observed that 75 °C temperature is the optimized range where material exhibits self-healing from bending. Below and above this temperature, the material has shown the least effect on self-healing and shape recovery. |
| 15 | Ehrmann et al. [21] | The post-heat treatment process for PLA material for different grades and colors of PLA | The reported results suggested that there are contradictions and low reproducibility of the results with the previously reported data |
| 16 | Jayswal and Adanur [22] | The post-heat treatment process for PLA material for textile application | Improved mechanical properties of PLA. Furthermore, more crystallinity was found in the case of heat-treated samples. |
| 17 | McLouth et al. [23] | Tested atmospheric plasma treatment (APT) on polyetherimide (PEI) | Observed 35% improved surface and mechanical characteristics of the samples in terms of bond strength. It was also observed that the damaged samples of PEI were repaired at a 100% recovery rate by the applied plasma treatment and bonding technique. |
| 18 | Moradi et al. [24] | Exploration for annealing process on PLA samples using laser cutting setup. | The study reported optimized processing conditions for the post-processing as focal position: 0.53 mm, laser cutting speed: 1.19 mm/s, and laser power 36.49 W. |
| 19 | Sardinha et al. [25] | proposed a new method called “Ironing” which deals with heating the stacked layer at a defined level while FDM printing. | The results of the study have suggested a 60% improvement in the surface roughness value. |
| 20 | Shaik et al. [26] | In-situ pressure technique while FDM printing | 10 bar of in-situ pressure improves the mechanical properties by 100–150%. |
| 21 | Mazlan et al. [27] | Blow cold vapor treatment of FDM-printed PLA parts | Improved surface characteristics of PLA samples |
| 22 | Rafie et al. [28] | In-Situ and vacuum oven-based heat treatment of PLA sample | vacuum oven-based heat treatment of PLA sample proved to be better than in-situ treatment. |
| S.No. | Parameter | Description | Level |
|---|---|---|---|
| 1 | Infill Pattern | The geometric pattern inside in form of fill |
|
| 2 | Infill Density (%age) | Total fill percentage inside the 3D-printed samples |
|
| 3 | Number of discs | Number of discs joined by LOM manufacturing to prepare a standard sample of 25.4 mm as per ASTM D695 |
|
| S.No. | Time for Heat Treatment | Temperature for Heat Treatment |
|---|---|---|
| 1 | 10 | 55 |
| 2 | 10 | 60 |
| 3 | 10 | 65 |
| 4 | 20 | 55 |
| 5 | 20 | 60 |
| 6 | 20 | 65 |
| 7 | 30 | 55 |
| 8 | 30 | 60 |
| 9 | 30 | 65 |
Description of the variable for stage 2
| ||
| S.No. | Stress | Strain |
|---|---|---|
| 1 | 29.71 | 0.31 |
| 2 | 22.4 | 0.24 |
| 3 | 21.91 | 0.19 |
| 4 | 28.38 | 0.36 |
| 5 | 25.91 | 0.28 |
| 6 | 36.06 | 0.37 |
| 7 | 30.38 | 0.32 |
| 8 | 42.47 | 0.41 |
| 9 | 32.75 | 0.34 |
| Source | F | P | Percentage Contribution |
|---|---|---|---|
| IP | 206.41 | 0.005 | 51.60 |
| ID | 0.48 | 0.677 | 0.11 |
| NoD | 192.02 | 0.005 | 48.29 |
| RE | … | … | … |
| Total | … | … | … |
| S.No. | Fmax (N) | dL at Fmax (mm) | Fbreak (N) | dL at Fbreak (mm) | Strain at Break | Compression Strength (MPa) |
|---|---|---|---|---|---|---|
| 1 | 5500.24 | 7.48 | 4484.31 | 7.50 | 0.30 | 43.44 |
| 2 | 8179.14 | 6.63 | 6782.61 | 8.53 | 0.34 | 64.60 |
| 3 | 11,045.73 | 14.96 | 10,168.34 | 14.98 | 0.59 | 87.24 |
| 4 | 11,023.91 | 16.52 | 9221.12 | 16.54 | 0.65 | 87.07 |
| 5 | 8118.13 | 4.83 | 2658.78 | 8.89 | 0.35 | 64.12 |
| 6 | 8121.15 | 4.59 | 7427.25 | 8.32 | 0.33 | 64.14 |
| 7 | 11,028.00 | 15.69 | 6954.72 | 15.71 | 0.62 | 87.10 |
| 8 | 8461.87 | 5.76 | 2758.83 | 10.42 | 0.41 | 66.83 |
| 9 | 8973.84 | 5.03 | 7032.76 | 10.31 | 0.41 | 70.88 |
| S.No. | Compressive Strength (MPa) of Stage 2 | Best Compressive Strength (MPa) of Stage1 | Percentage Improvement in the Compressive Strength (%age) |
|---|---|---|---|
| 1 | 43.44 | 42.47 | 2.29 |
| 2 | 64.60 | 42.47 | 52.11 |
| 3 | 87.24 | 42.47 | 105.42 |
| 4 | 87.07 | 42.47 | 105.01 |
| 5 | 64.12 | 42.47 | 50.97 |
| 6 | 64.14 | 42.47 | 51.03 |
| 7 | 87.10 | 42.47 | 105.09 |
| 8 | 66.83 | 42.47 | 57.36 |
| 9 | 70.88 | 42.47 | 66.89 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, I.; Kumar, S.; R. Koloor, S.S.; Kumar, D.; Yahya, M.Y.; Mago, J. On Comparison of Heat Treated and Non-Heat-Treated LOM Manufactured Sample for Poly(lactic)acid: Mechanical and Morphological View Point. Polymers 2022, 14, 5098. https://doi.org/10.3390/polym14235098
Singh I, Kumar S, R. Koloor SS, Kumar D, Yahya MY, Mago J. On Comparison of Heat Treated and Non-Heat-Treated LOM Manufactured Sample for Poly(lactic)acid: Mechanical and Morphological View Point. Polymers. 2022; 14(23):5098. https://doi.org/10.3390/polym14235098
Chicago/Turabian StyleSingh, I., S. Kumar, S. S. R. Koloor, D. Kumar, M. Y. Yahya, and J. Mago. 2022. "On Comparison of Heat Treated and Non-Heat-Treated LOM Manufactured Sample for Poly(lactic)acid: Mechanical and Morphological View Point" Polymers 14, no. 23: 5098. https://doi.org/10.3390/polym14235098
APA StyleSingh, I., Kumar, S., R. Koloor, S. S., Kumar, D., Yahya, M. Y., & Mago, J. (2022). On Comparison of Heat Treated and Non-Heat-Treated LOM Manufactured Sample for Poly(lactic)acid: Mechanical and Morphological View Point. Polymers, 14(23), 5098. https://doi.org/10.3390/polym14235098