1. Introduction
The use of composites containing natural fibers is growing rapidly around the world. The combination of thermoplastic polymers (e.g., polyolefins) with natural fibers has been used to develop wood plastic composites (WPCs) widely. WPCs have been developed from a variety of agricultural and forest resources, including wood flour and other types of fibers from plants [
1,
2]. In particular, the use of agricultural waste fibers has reached a production of 140 billion metric tons annually around the globe [
3]. A literature review [
1,
4] shows an increased use of agro-waste as a reinforcement option in plastic composites. Many of these composites are based on the use of waste from crops after harvesting. Some of these natural materials are obtained from orchard pruning residues. Currently, this waste is typically either burned or mixed in the soil as fertilizer. Using an agro-waste approach can create composites that would be greener and less harmful to the environment. In the manufacturing industry, there is an increase in environmental awareness and government regulations forcing companies to look for environmentally friendly materials that can be biodegradable, ecologically friendly, low cost with good physical properties and energy-efficient [
5]. Natural fibers, including agricultural waste, are considered to be a viable option to meet the manufacturing industry requirements [
6]. Different waste sources have been studied to characterize WPCs. For example, Fernandez-Garcia et al. [
7] analyzed the mechanical properties of palm tree pruning in particleboard. In the case study from Merida, Mexico [
8], Cruz-Estrada et al. studied the use of pruning waste from trees and recycled HDPE [
8]. In another study, conducted by Pinzón, Moreno and Saron [
9], the mechanical properties of low-density polyethylene with waste pinewood were analyzed. An analysis by Valles-Rosales et al. [
10] reviewed the potential use of chili stalks waste as a fiber for polypropylene. In a study presented by Oliver-Ortega et al., waste from rapeseed and polypropylene was used to fabricate specimens, which were tested for mechanical properties for potential construction material [
11]. Sutivisedsak et al. [
12] developed WPCs from three different nutshell flours such as almond, pistachio and walnut waste. Jorda-Reolid et al. [
13] analyzed the waste of argan nutshell with bio-based polyethylene. These composites have properties to potentially be used in several areas such as building, construction, automotive and furniture. Even so, the physical requirements on each application are different; the composites have a wide variety of applications. Therefore, an evaluation of the properties of WPCs with various materials is important.
Various studies have focused on the thermal, rheological and mechanical properties of WPCs [
11]. In particular, efforts have been devoted to obtaining good mechanical properties for new WPCs [
13]. For example, Maldas et al. [
14] discussed the effect of additives on fiber dispersion and mechanical properties in high-density polyethylene and peanut hull and a 10% pecan shell particle composite. The study was conducted to analyze the effect of maleate polyethylene (MAPE) and peroxide on mechanical characteristics. The results indicated an improvement of fiber dispersion when MAPE was used. The mechanical properties of tensile strength were significantly improved when maleate polyethylene was used; however, the tensile modulus remained unchanged. In a study conducted by Sutivisedsak et al. [
12], WPCs were created from three different nutshell flours such as almond, pistachio and walnut. The results obtained showed lower mechanical properties than the base polymer matrix (polypropylene and poly lactic acid). In another study, Adhikary, Pang and Staiger [
15] investigated WPCs based on recycled and virgin HDPE with wood flour, and they observed a significant an increase in tensile strength. Some previous studies have also analyzed the effect of wood content and particle size. For example, Gallagher and McDonald [
16] evaluated the fiber size impact on the mechanical properties of WPCs. They used maple flour and high-density polyethylene. The results indicated that fiber size affects the modulus of elasticity (MOE) and the modulus of rupture (MOR). The results of these investigations showed that fiber content may increase tensile strength in WPCs. It is clearly shown that there is an ongoing interest to improve the tensile strength of WPCs using thermoplastics and sustainable materials. It is also important to mention that some of the polymers used were polypropylene (PP), polyethylene (PE), the chemical structures of which are shown in
Figure 1.
These polymers have several advantages such as low cost, recyclable, high impact and good strength, among other properties. These characteristics become an import asset to the composites because they reinforce materials. Natural fibers, including from wood, have been used to impart good mechanical properties and to improve the sustainability of these plastics.
Figure 2 shows the chemical structure of cellobiose, which is a component of wood [
18]. Wood is made from three components composed of cellulose, hemicellulose and lignin [
19]. Pecan wood is a hardwood with content consisting of 70% holocellulose, 21% lignin and 9% others [
19].
As mentioned by Golofit et al. [
20], composites from wood sources have been increasingly studied in the past ten years with the purpose of positively impacting the environment [
21]. Within the development of WPCs, the analysis of wood degradation in the polymer matrix has been one focus of attention [
22]. Understanding the other properties of WPCs is important since applications of the new developed material may be suitable for new applications where it is necessary to evaluate electrical or physical properties [
23].
The mechanical properties of composites have been predicted using several micromechanical models. Various studies [
11,
15,
24,
25,
26,
27,
28] have analyzed tensile properties based on experimental testing and theoretical modeling using models developed by Reuss, Vought, Hirsch, Halpin-Tsai, Modified Bowyer and Bader, among others, where the predicted values of the composites did not fit the test data very well. Little research has been performed on composites developed from tree pruning waste; specifically, reports from pecan trees are very limited. No study has been published that used pecan tree pruning flour as reinforcement in polyethylene. Some studies have reported on composites using pecan shells [
8,
12,
14,
22,
23,
29,
30], although with different responses. In these studies, the composites were coupled with different types of coupling agents depending on the matrix type, most of which were polyolefin and polylactic acid. No studies have been reported on composites based on pecan wood flour or composites using pecan pruning waste. Due to the lack of information on the mechanical properties of high-density polyethylene (HDPE) and pecan wood flour composites, there is a need for assessing the mechanical properties of such material for potential application in different uses in construction or automotive. In this article, we developed and tested WPCs specimens based on pecan wood flour from tree pruning waste as reinforcement for HDPE and a coupling agent to enhance the bond between them. WPC specimens were fabricated using different weight ratios and particle sizes to determine their effect on the resulting mechanical properties. Statistical analysis was conducted to understand interaction effects on the mechanical response. Additionally, a micromechanical model was developed to better predict the tensile strength based on the shear interfacial strength.
2. Materials and Methods
2.1. Materials
ExxonMobil HDPE HD 6733 (ExxonMobil, Spring, TX, USA) was used as a matrix. This HDPE has good mechanical properties with a density of 0.950 g/cm3, melt index of 33/10 min at 190 °C (ASTM D1238). The coupling agent used in the composite was Polybond 3009 (Addivant, Danbury, CT, USA), which is a maleic anhydride modified high density polyethylene with a maleic anhydride content of 0.8 to 1.2%.
Pecan pruning waste was obtained from orchards in the region of Las Cruces, NM, USA. The pecan pruning waste was shredded as a first step, and then milled in a commercial hammer mill (Model 250E10-5780-12, Meadows Mill Inc., North Wikesboro, North Carolina, USA). Flour was milled using a ¼-inch screen as the initial step. The pecan wood flour was milled and sieved at 10, 20, 40 and 60 mesh. The flour from pecan wood was processed using a commercial sieve shaker.
2.2. Specimen Fabrication
In this study, specimens were fabricated in three steps. As a first step, pecan flour was sieved with 10-, 20-, 40- and 60-mesh screens (2000, 841, 400 and 250 microns) and dried for 24 h at 90 °C in an oven. In a second step, the composite blends were mixed in a twin extruder extrusion machine of 15 cc twin co-rotating screws, Xplore model DSM 15 cc capacity (DSM Research, Sittard, The Netherlands).
The extruder temperatures were set to 180 °C in all temperature zones; motor speed was set to 50 rpm with a maximum force of 8500 N; acceleration speed was set to 1000 rpm/min. Once the highest value of force was reached, a valve was opened to fill the injection molding cylinder. The third step was the injection molding process using a machine Xplore DSM 12 cc heating chamber, model Micro 12 cc (DSM Research, Sittard, The Netherlands). The injection molding machine was set with the mold temperature at 45 °C; the molding temperature was set at 190 °C; the three-stage injection process was set with the first stage at 9 bars for 5 s, the second stage at 11 bars for 5 s, and the third stage at 11 bars for 5 s. The coupling agent (CA) concentration was set between 3 and 5% [
11,
15]. Our preliminary testing results found that the value of 3.5% gave good results in the tensile response. Composites with pecan flour contents of 10, 30, 40, 50 and 60% were created, and a total of 6 type-V (ASTM D638-14 ASTM International, West Conshohocken, PA, United States.) specimens per test condition were injection molded (see
Figure 3).
2.3. Mechanical Testing
A tensile test was performed using a universal tester Instron machine, model 5882. This machine has a built-in software called Blu hill used for data collection in the CSV format. The procedure was based on the ASTM D638-14 standard method to test the tensile strength of reinforced and unreinforced polymers using the type-V specimen. The head speed was set up at 1 mm/min. The modulus of elasticity was determined from the slope of the linear portion of the stress–strain plot.
2.4. Analysis of Variance
Testing data were analyzed to determine statistical effect of the factors mentioned for the pecan waste composite. A two-way analysis of variance (ANOVA) was used in order to determine the effect of each factor and their interactions. Minitab software was used for the analysis. The following results section provides more details about the resulting ANOVA.
3. Results and Discussion
Injection molded tensile samples were produced using HDPE and various concentrations of pecan wood particles. Experiments were conducted with specimens made of four mesh sizes, 10, 20, 40 and 60, and five weight contents, 10, 30, 40, 50 and 60%, which gives a total of 20 experimental runs. Polybond 3009 at a 3.5% weight was used as a coupling agent.
Table 1 shows all the runs performed.
3.1. Tensile Properties
3.1.1. Tensile Strength
Pecan branches were shredded and milled with bark of 16% of the wood weight [
31]. The reinforcement gave a 16 to 44% average increase in the tensile strength of the matrix. A similar tensile response was reported by Adhikary et al. [
15], as the pecan wood flour acted more as a reinforcement than a filler due to the effect of Polybond 3009 as coupling among pecan flour and HDPE. In their study, they used pinewood with ratio of 60% and found tensile results lower than the results in the present article. Furthermore, the study did describe that the composite had the highest tensile at a 40–50% ratio, whereas, in our study, higher values were at 50 and 60%. In another study by Facca et al. [
24], they conducted experiments with a wood weight ratio of up to 60%. However, the tensile strength data reported do not agree with the tensile strength data of this study, as their values are lower.
Table 2 displays the results of the analysis of variance (ANOVA) for tensile tests in all the pecan runs. Data of results in
Appendix A.
Minitab
® 21.1 software was used to conduct the analysis of variance and to create
Table 2. A significance level
p-value was compared to an α-value = 0.05. Therefore,
Table 2 shows that the
p-value is less than the significance level for factors such as mesh size, weight fraction and the combination of mesh size and weight, and it is concluded that the mesh size and weight fraction have a significant effect on the response and tensile strength properties. Moreover, analyzing each
p-value, the weight fraction of pecan has a major effect on the tensile properties.
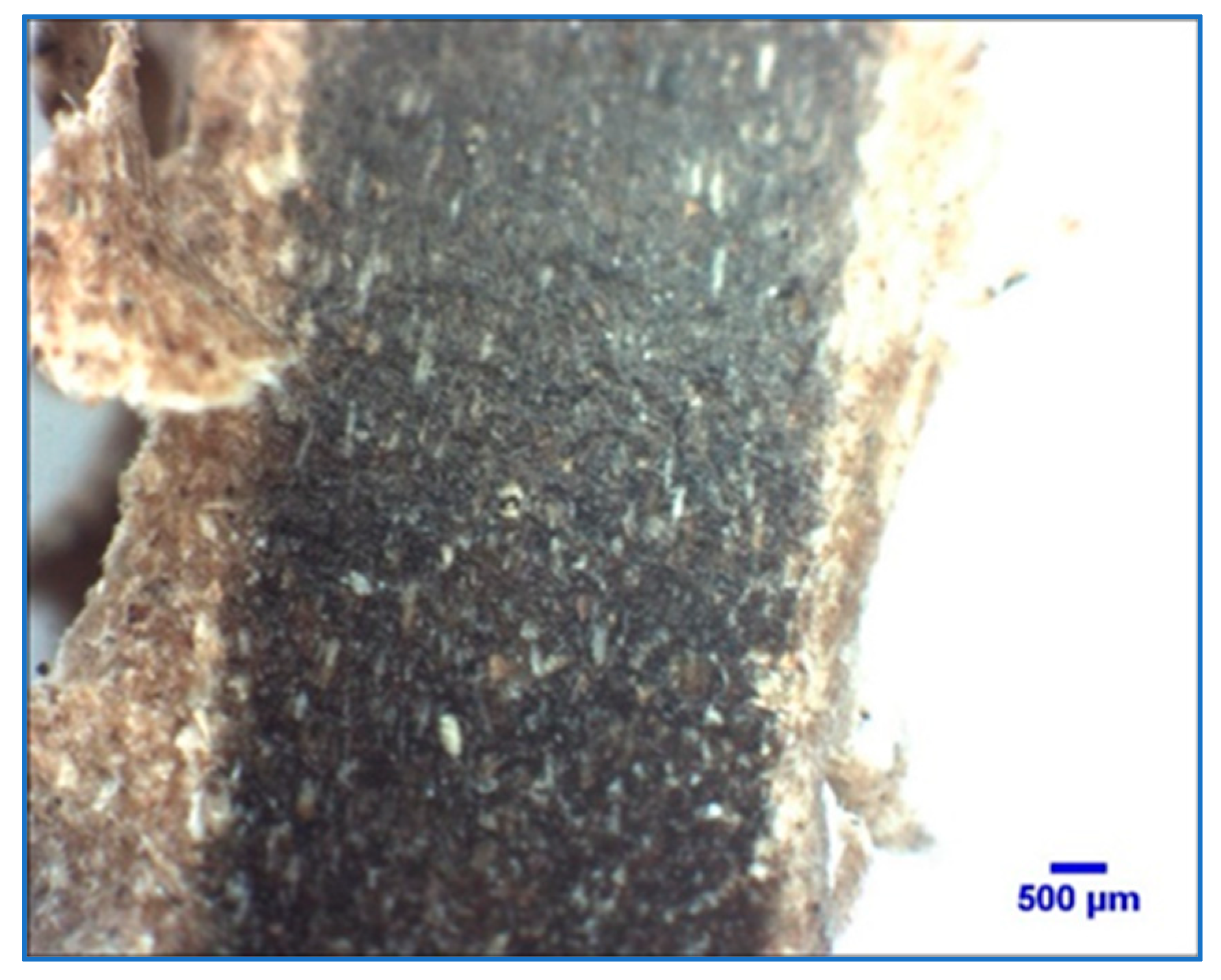
Figure 4 complements the above statement where a machined composite sample specimen with a 60-mesh size and 40% pecan wood weight fraction shows a good mix between HDPE and pecan wood.
These results are in good agreement with those by Stark and Berger [
32] and others in which tensile strength increases with an increasing wood weight ratio.
Table 3 shows the results of the tensile strength of 40-mesh pecan flour at different weight ratios and a coupling agent content of 3.5%.
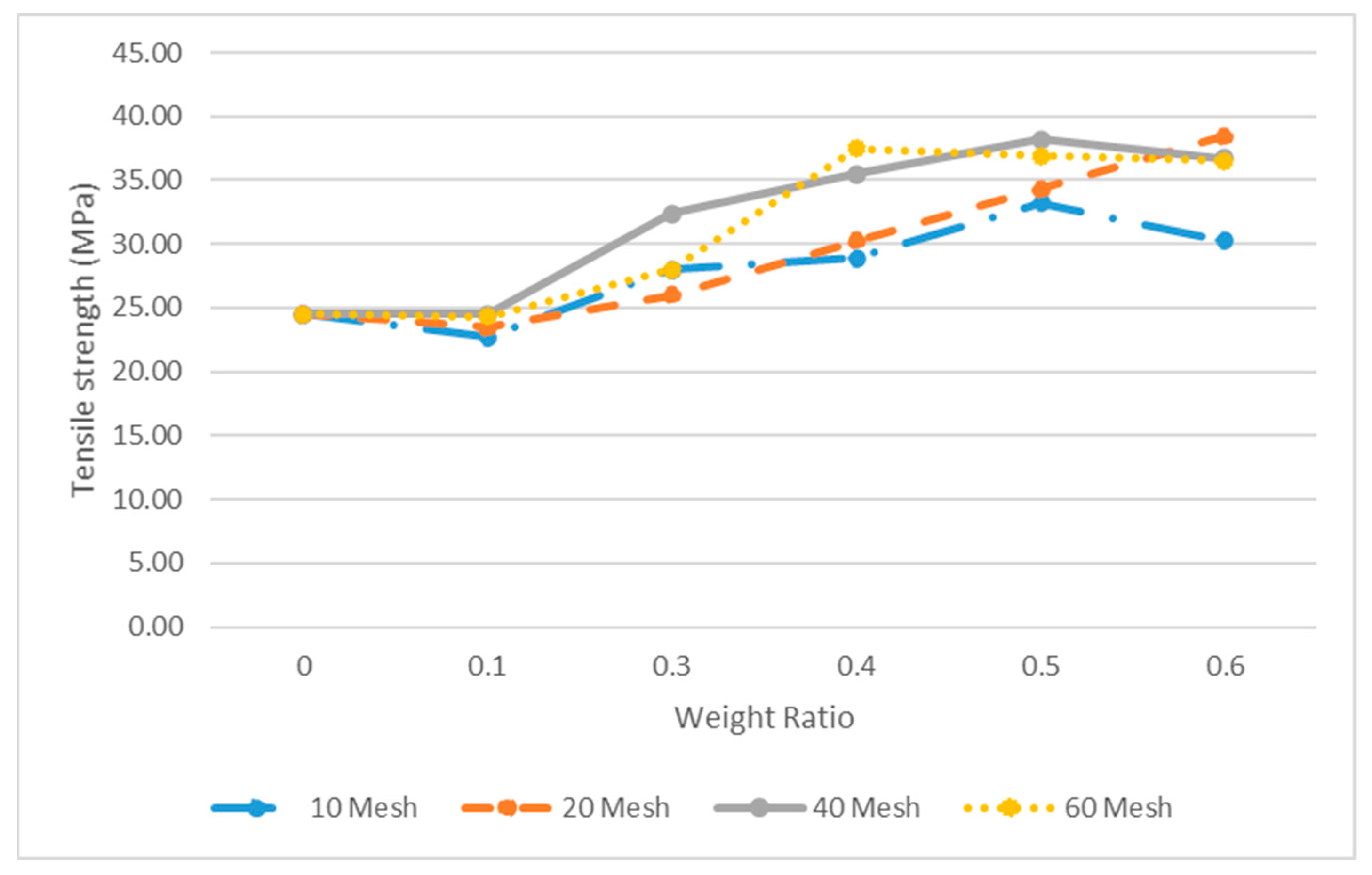
Table 4 lists the average tensile strength values of all the mesh sizes by weight ratio and the equivalent volume fraction values that were estimated based on the density of HDPE and pecan wood. The tensile strength of the composites was increased by as much as 45%. The increase in tensile strength observed is dependent mainly on the pecan wood weight ratio. On average, the tensile values reached the maximum value at a 0.5 ratio and then decreased at a 0.6 ratio. The data related to tensile strength are shown in
Figure 5 where the strength of the pecan composite increases as the weight increases until 50%. This result agrees with other studies from [
11,
15], where the maximum tensile strength reaches 50%. Other studies [
24,
26,
27,
32,
33] observed the maximum tensile strength at 40% weight; however, Facca et al. [
24] observed maximum values at 40% wood content for 40-mesh hardwood with HDPE. Furthermore, the stress values reported are lower than those reported in this article.
In addition, as observed in
Figure 5, there is some variability in the tensile strength with respect to the mesh size, especially for the weight ratio at 50% and higher. For high weight ratios, WPCs produced from 10 mesh pecan flour were observed to have the lowest tensile strength; the poor bonding seems to be due to the volumetric particle size.
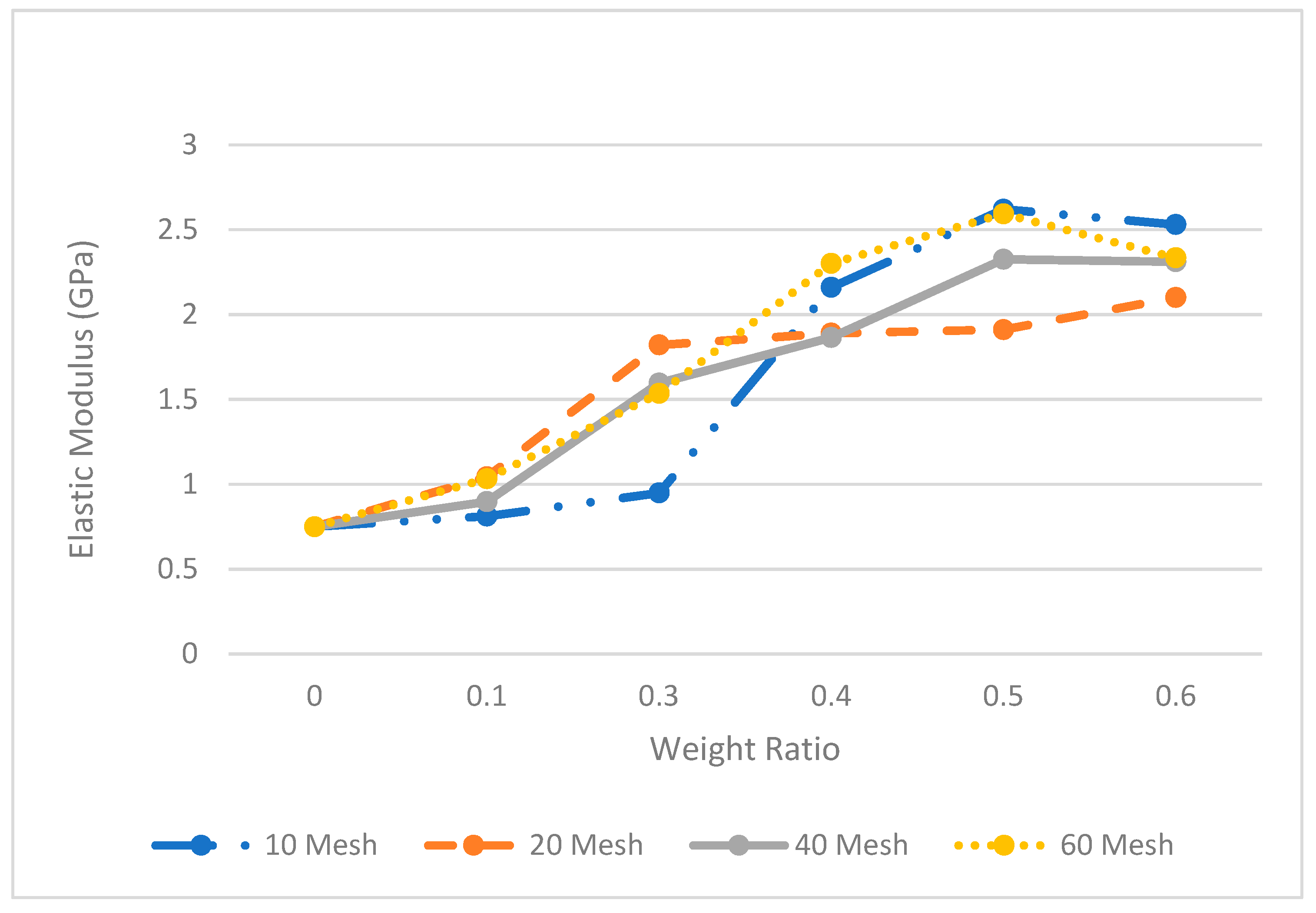
3.1.2. Elastic Modulus
The tensile modulus of elasticity (MOE) was estimated using the stress–strain relationship from the tensile test data. An analysis of variance was performed for MOE and is shown in
Table 5. The effect of mesh size is not statistically significant, whereas the effect of weight ratio is quite significant (small
p-value).
Figure 6 and
Table 6 show a significant increase in the MOE with respect to the pecan loading levels. The MOE values for all the mesh sizes with the same weight ratio showed an increase of 26 to 209%. This is highly significant, as other studies [
33,
34] reported an increase of up to 100%. The results from the MOE show inconsistent variability with respect to each mesh size.
The MOE experimental results show a similar behavior between tensile stress and weight ratio. The MOE increases as the weight increases, as described above. The incorporation of the pecan flour particles in the matrix improved the mechanical performance of the composite. Composites at high weight fractions of pecan flour were observed to have increased viscosity and volatiles, making the molding process more complex, requiring adjustments to the processing conditions.
3.2. Micromechanical Analysis
Several models have been developed to predict the mechanical properties of a composite. Some of the models proposed (e.g., [
35,
36]) do not consider the effect of the reinforcement particles shape and size in evaluating the composite properties shown in the following equation:
where
σc is the composite tensile strength,
σ1 is the fiber tensile strength,
σ2 is the matrix tensile strength and
c1 and
c2 are the volume fractions of fiber and matrix. This equation is known as the Voight equation, also called “the series model” [
25]. A similar model was also proposed by the following Reuss equation. Fibers are parallel to the stress direction in this model.
where
σc is the composite tensile strength,
σf is the fiber tensile strength,
σm is the matrix tensile strength and
Vf and
Vm are the volume fractions of fiber and matrix. Other models consider factors such as fiber geometry, distribution and loading conditions to estimate the mechanical properties of a composite. These are sown in the Halpin-Tsai Equations (3) and (4), which provide a value of E and tensile in a composite with discontinuous fibers.
In Equation (3),
σc is the composite tensile strength,
σf is the fiber tensile strength,
σm is the matrix tensile strength,
Vf and
Vm are the volume fractions of fiber and matrix,
n is a factor for fiber orientation, and
A is determined from the Einstein coefficient
K. The Hirsch model in equation 5 considers a correcting factor in a model that combines series and parallel models. The correcting factor
x is based on the fiber alignment, which is 0.4 for longitudinal and 0.1 for randomly oriented fibers [
19].
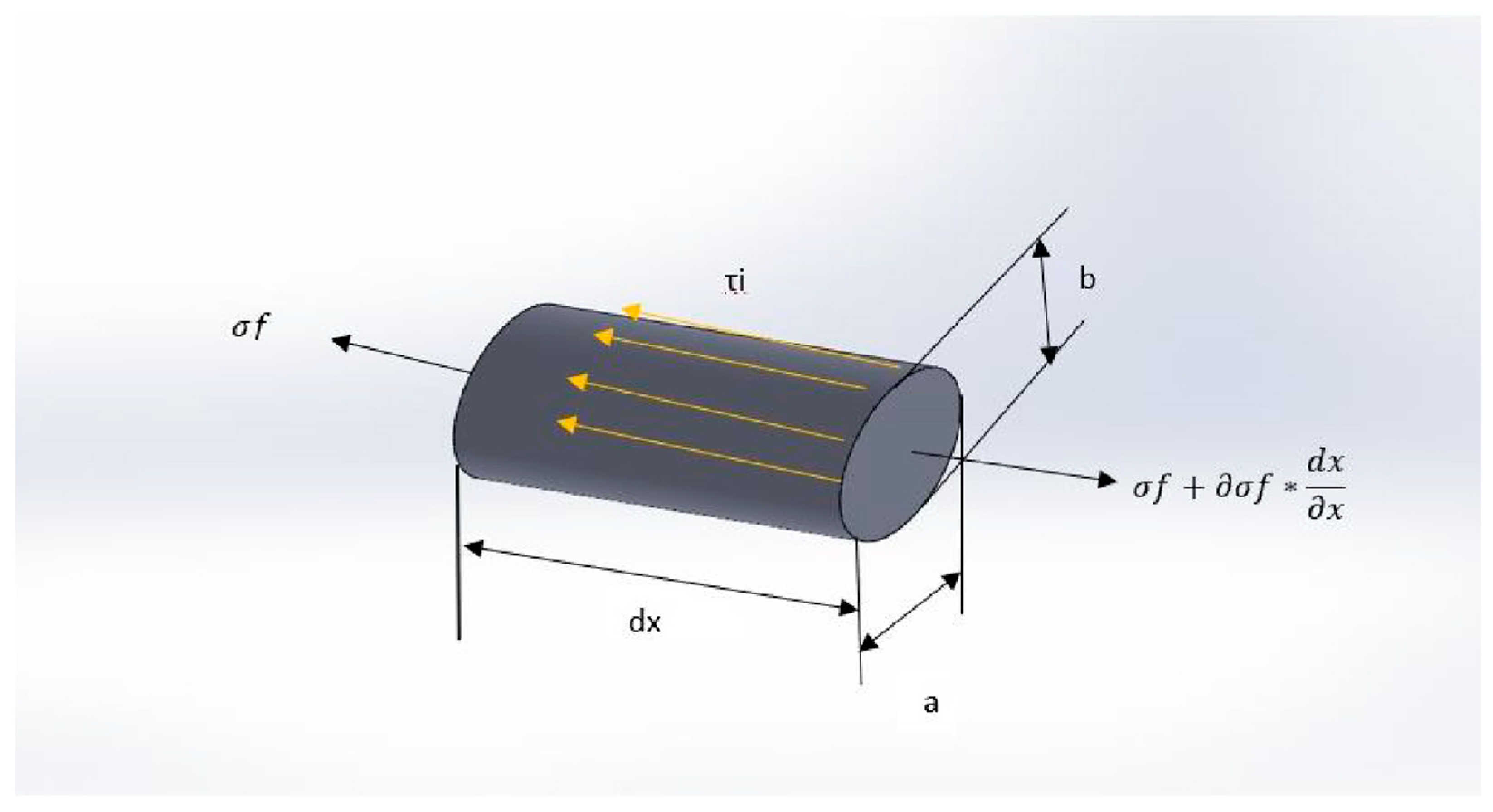
The preliminary results of the experimental data indicate that there is a significant effect of fiber size on mechanical properties. In this article, we used a modified micro mechanical model from Rosler, Harders and Baeker [
37].
Figure 7 depicts the micromechanical model used in this study. In
Figure 7, a fiber element
dx with an ellipse shape is proposed, the tensile stress
acts along the
x axis and shear stress
in the surface; this analysis was used to determine a correction factor for shape and size on fiber stress.
The correction factor for fiber normal stress was determined from the differential equation of stress equilibrium shown in
Figure 7 and in the stress fiber Equation (6). In this equation,
σf is the tensile stress of fiber and
is the interfacial shear stress of fiber,
a is the major axis and
b is the minor axis of fiber, and
is the fiber length. Combining this factor and using the equation from [
24], a micromechanical model was developed considering elliptical fibers.
The equation proposed to calculate the tensile stress in a composite containing fibers with ellipse cross-sections is the following:
where σ
c, τ, σ
m,
Vf,
l,
a and
b are the tensile of the composite, the shear stress of the fiber, the tensile of the matrix, volume fraction of fiber, the length of the fiber and the major axis of the ellipse and the minor axis, respectively. This equation is the series or Voight equation modified by using a correction factor, which will adjust the response based on the elliptical shape while varying the length of the fiber. The parameters
a and
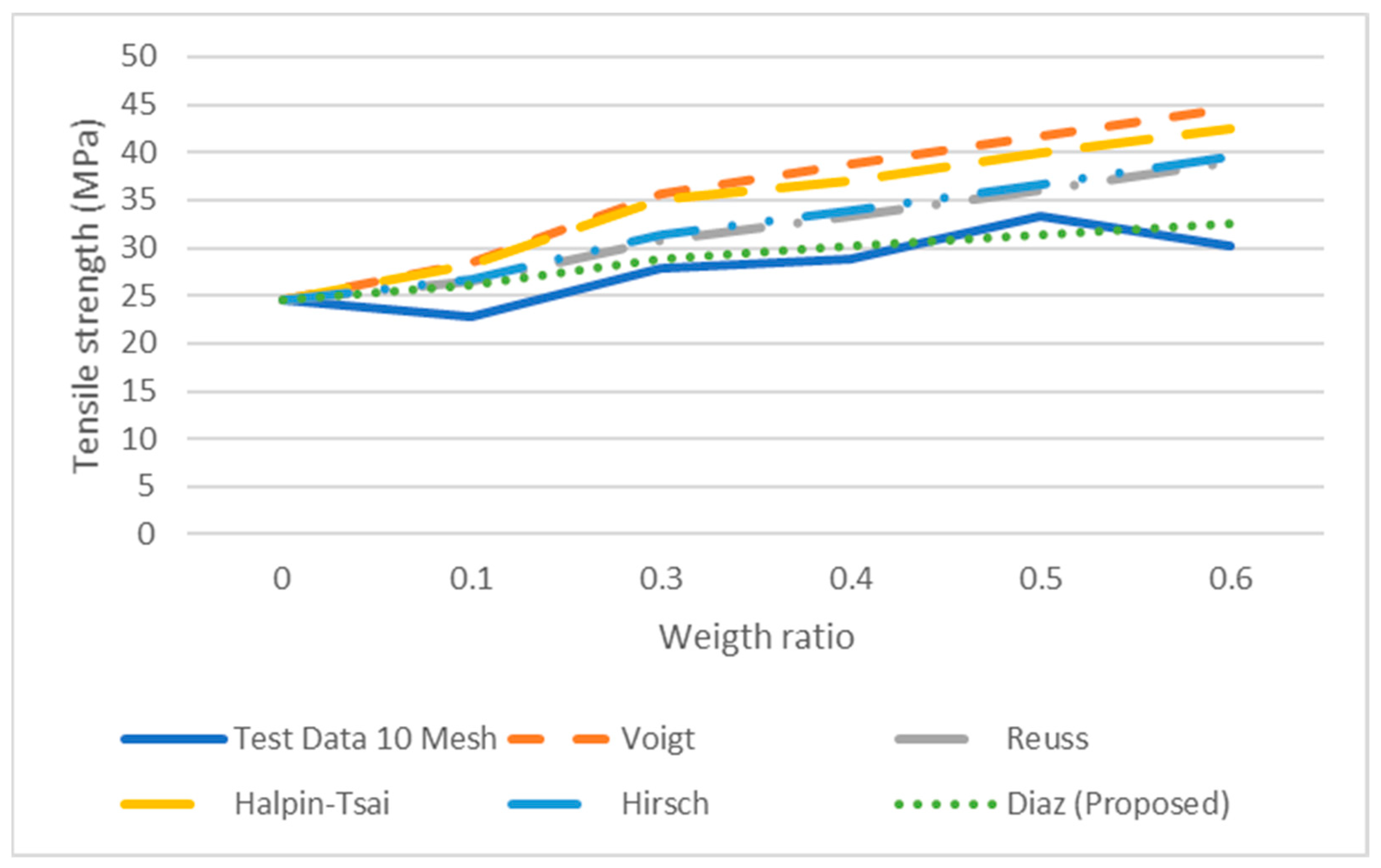
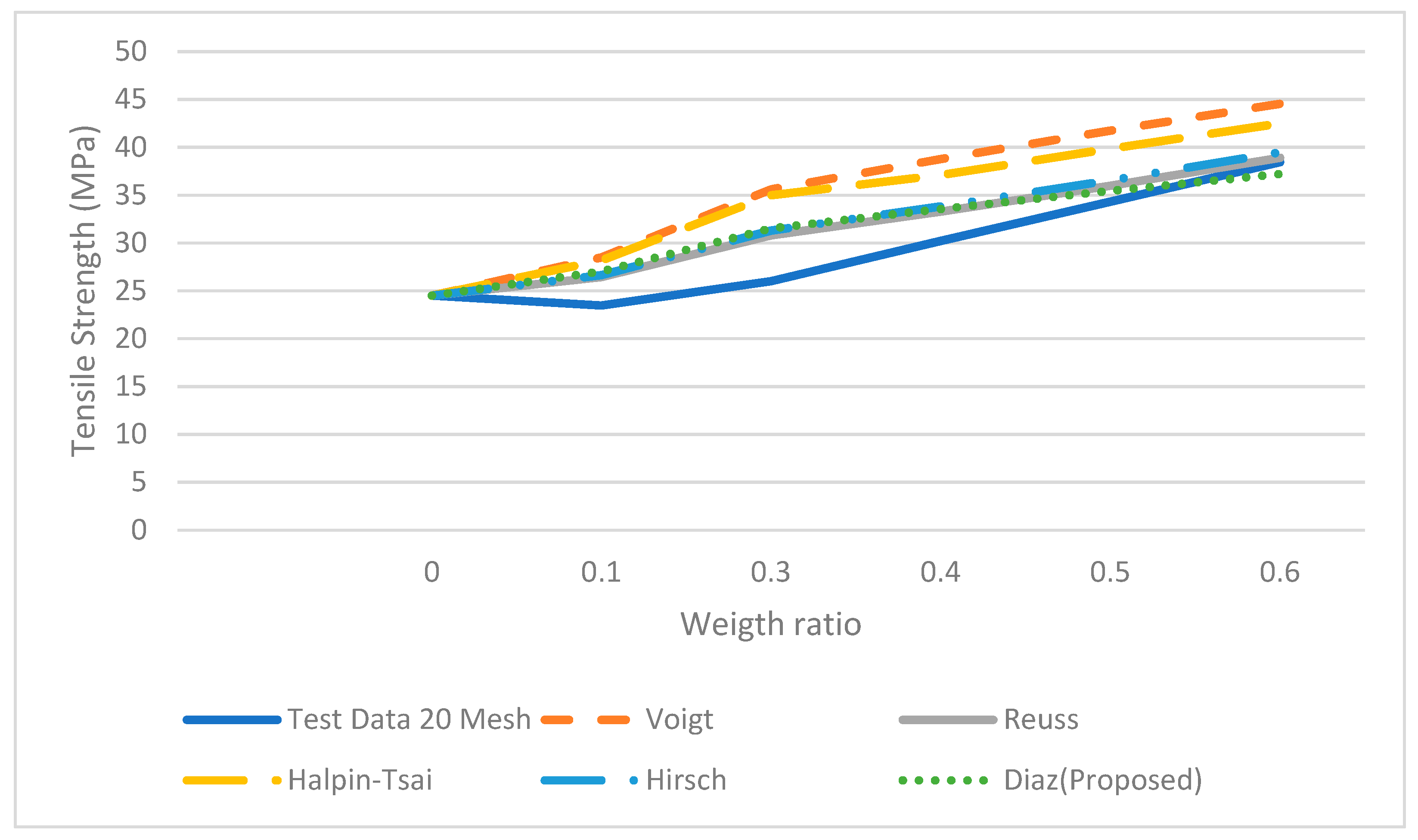
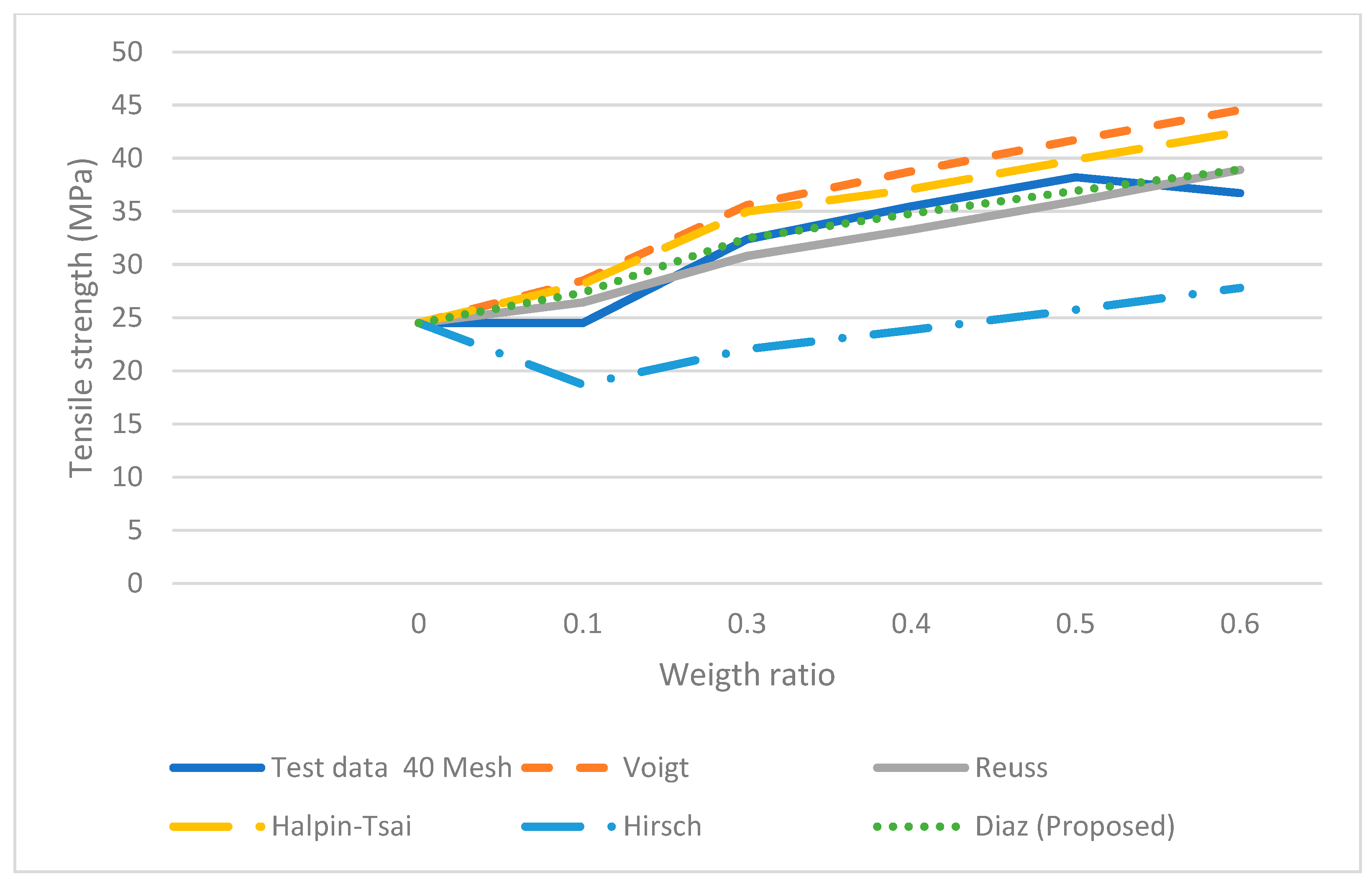
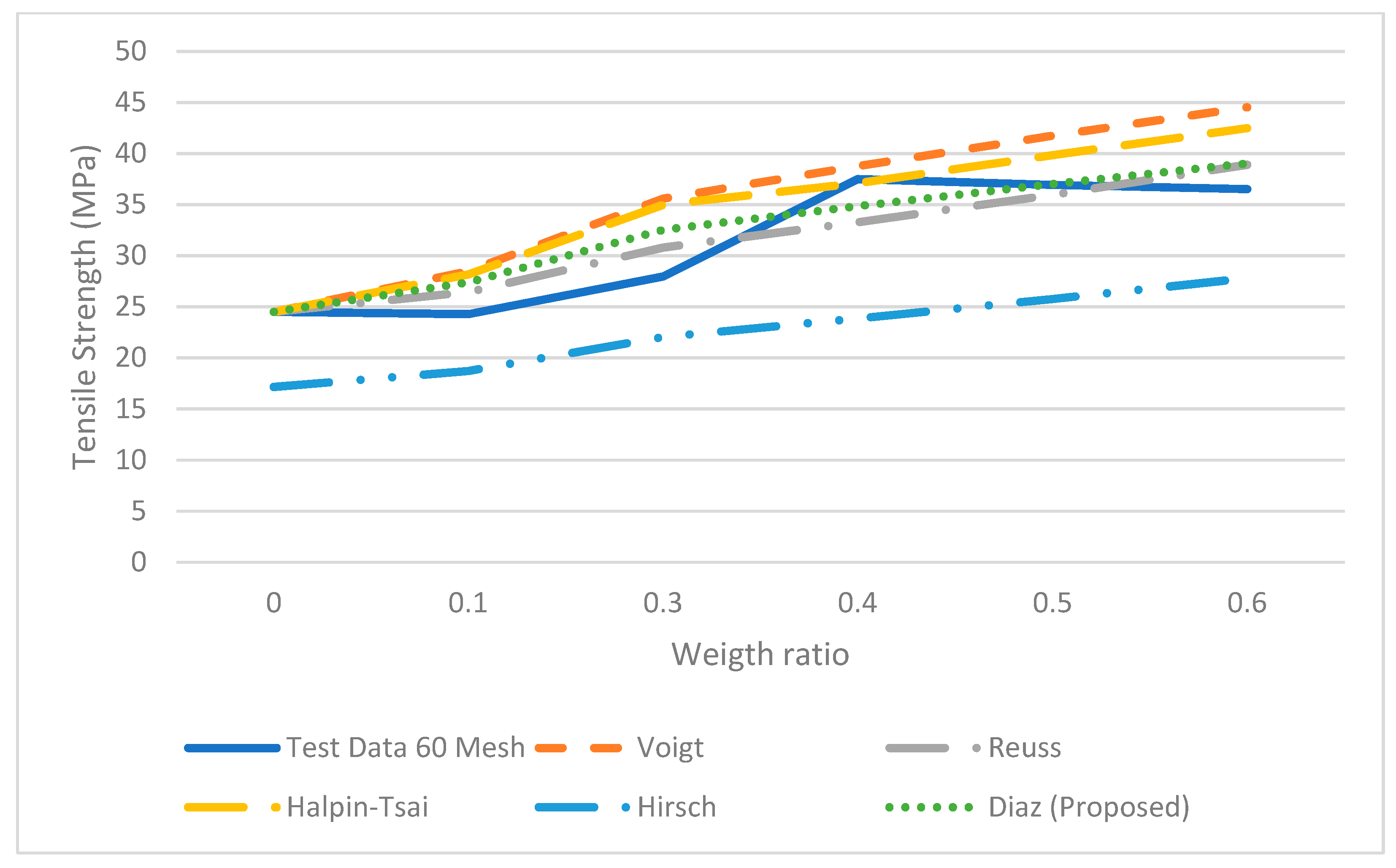
b in the equation represent a theoretical size of each particle and these approximate values were used to fit the mesh size. The tensile stresses were estimated using Equation (7). The results predicted by Equation (7) were more accurate than those obtained by the Vought, Reuss, Halpin-Tsai and Hirsch equations (see
Figure 8,
Figure 9,
Figure 10 and
Figure 11) for 10, 20 40 and 60 meshes.
Furthermore, the results from Vought, Reuss, Halpin-Tsai and Hirsch have a minimum difference in all the experimental runs since there is no correction factor for the fiber size and shape; the predicted results from the proposed micromechanical model are more consistent with the experimental data. Each set of experimental data with different mesh sizes shows non-monotonic behavior.
It was observed from three of four data sets that tensile strength increases as the weight ratio increases; then it decreases at the 50% weight ratio. The micromechanical models do not follow a similar trend in the experiment, i.e., the strength decreases at the 50% weight ratio. Moreover, as is observed, the models such as Halpin-Tsai or Hirsch do not fit the experimental data very well in all the weight ratios. The proposed micromechanical model, however, fits well in general and approximates the data near the 50% and 60% weight ratios.
4. Conclusions
Wood plastic composites were successfully produced from HDPE and milled pecan pruning waste flour. The tensile strength of the sample specimens obtained from this process were up to 46% higher than that of the HDPE matrix. The WPCs were fabricated using a 10 to 60% weight ratio of pecan flour and a coupling agent at 3.5%. The mesh sizes analyzed were 10, 20, 40 and 60 mesh. On each of the mesh sizes, the tensile strength was observed to increase with an increase in weight. These results are in agreement with those of other studies that use different waste sources. The data presented in this study clearly demonstrate that the WPCs produced with pecan pruning waste possess good mechanical properties. The Modulus of Elasticity values increased up to 200% compared to the matrix base value. The WPCs analyzed show that pecan wood acted not just as a filler, but also as a reinforcement; thus, the mechanical behavior was significantly improved.
A micromechanical model was proposed for predicting the mechanical properties of wood flour and fiber-reinforced composites. Some micromechanical models by Halpin Tsai, Voight, Reuss and Hirsch were also used to estimate tensile strength, and the difference in accuracy between these models and the proposed model was studied in comparison with the experimental data. The micromechanical model proposed uses the correction factor for elliptical fibers of varied sizes and shapes and provided a good fit to experimental the data obtained from the composite in all mesh sizes.
The tensile strength results for the WPCs material using pruned waste from pecan orchards indicates that it can be suitable for various applications that need to be further studied, such as in construction materials or interior automotive panels. Further efforts will be made to better asses the suitability of the WPC composite material in diverse applications and environments.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}










