
Experimental and Numerical Investigation of a Lattice Structure for Energy Absorption: Application to the Design of an Automotive Crash Absorber




Abstract
:1. Introduction
2. Materials and Methods
2.1. Carbon Nylon Properties and Printing Parameters
2.2. Lattice Structure Specimens Geometry and Testing Plan
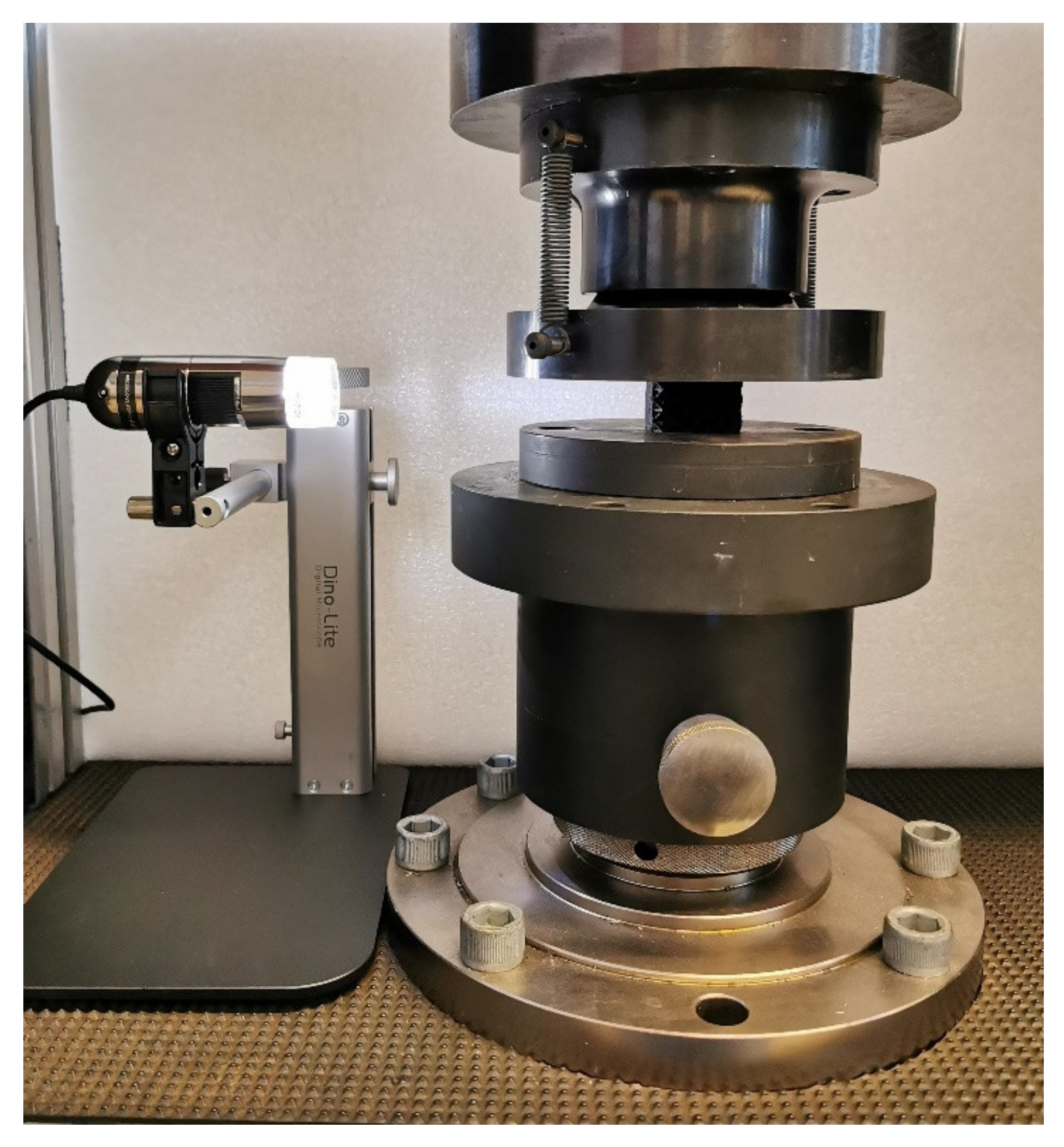
2.3. Compression Tests: Experimental Setup
2.4. Numerical Model of the Lattice Structure
3. Results of the Experimental Campaign and Numerical Investigations
3.1. Methods for the Analysis of the Experimental Data
- -
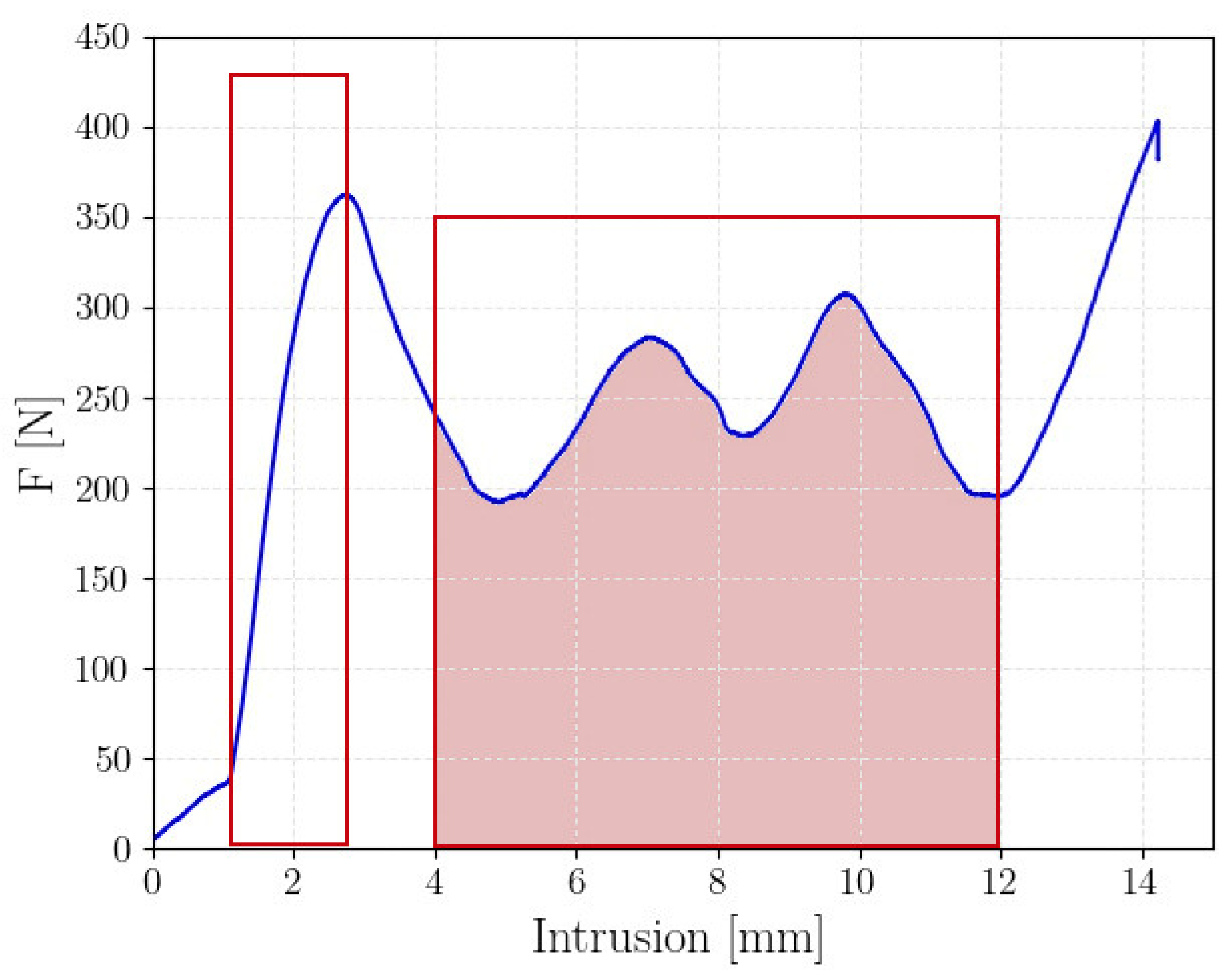
- Peak crushing force, PCF [N]: corresponds to the peak force, as indicated in Figure 4.
- -
- Absorbed energy, AE [J]: corresponds to the whole area below the force–displacement curve up to the densification, computed through numerical integration (i.e., , where is the measured force and the displacement of the cross bar of the testing machine).
- -
- Specific energy absorption, SEA [J/g]: defined as the ratio between the energy absorbed up to the densification, , divided by the specimen mass, (i.e., ). The mass of each specimen was measured by using a digital balance with 0.01 g resolution. This normalized parameter is of utmost importance in this analysis, since a comparison based only on the AE would not permit considering the influence of the cell mass, which is, on the other hand, a fundamental parameter in lightweight applications. Accordingly, the SEA provides information on the absorbing capability efficiency and permits comparisons between cells with different characteristics and geometries.
- -
- Mean Cushing Force, MCF [N]: represents the mean force in the plastic region, as indicated in Figure 4.
- -
- Crush Force Efficiency, CFE [%]: the ratio between the MCF and the PCF and is expressed as a percentage value (i.e., ). It provides information on the crash efficiency. For CFE close to 100%, the difference between the PCF and MCF was limited, with the impact response close to the ideal response that allows for achieving the optimal energy absorption.
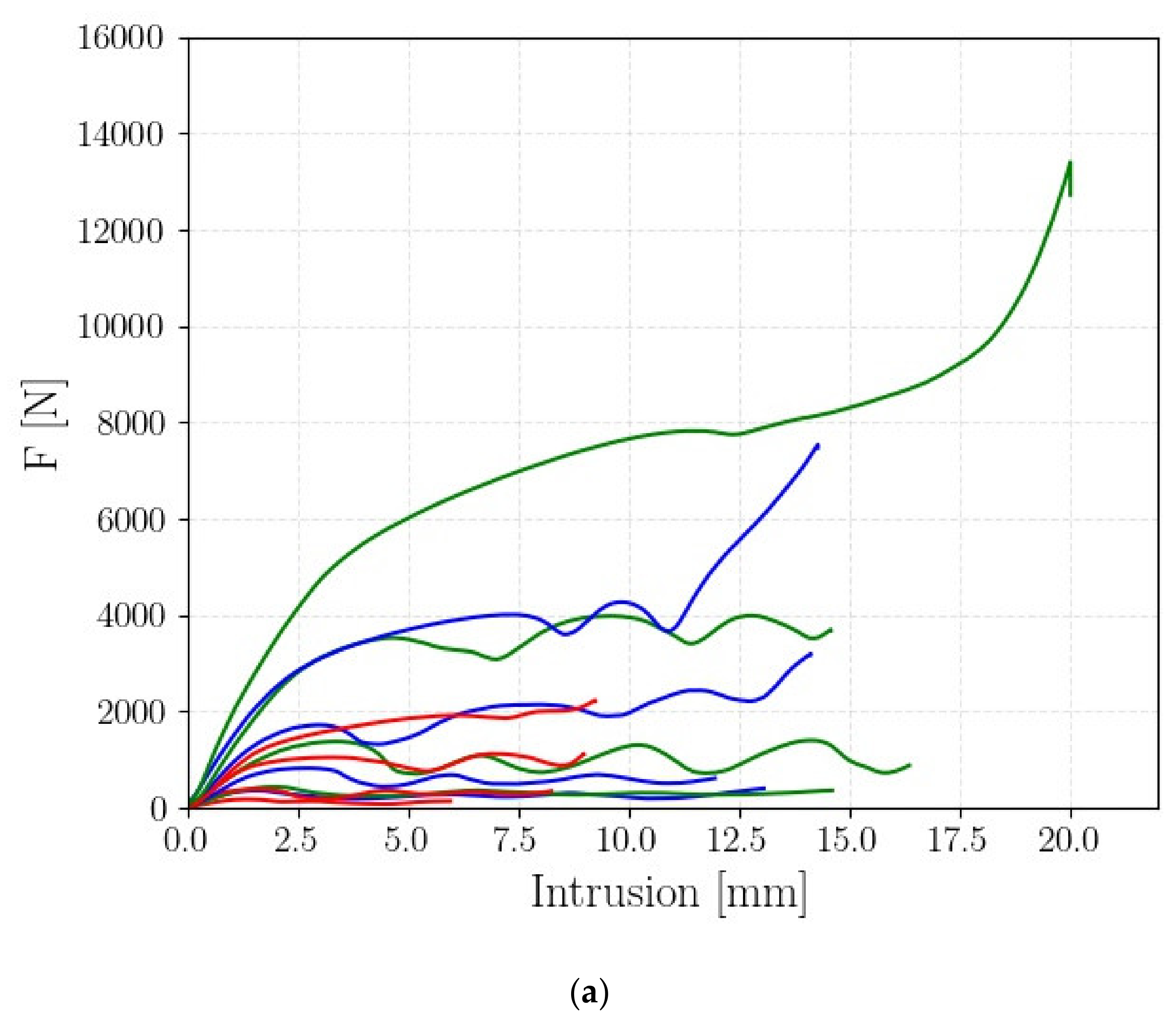
3.2. Experimental Results (FP1): Influence of the Beam Diameter and of the Cell Size
3.3. Experimental Results (FP2): Influence of the Beam Diameter and of the Specimen Size
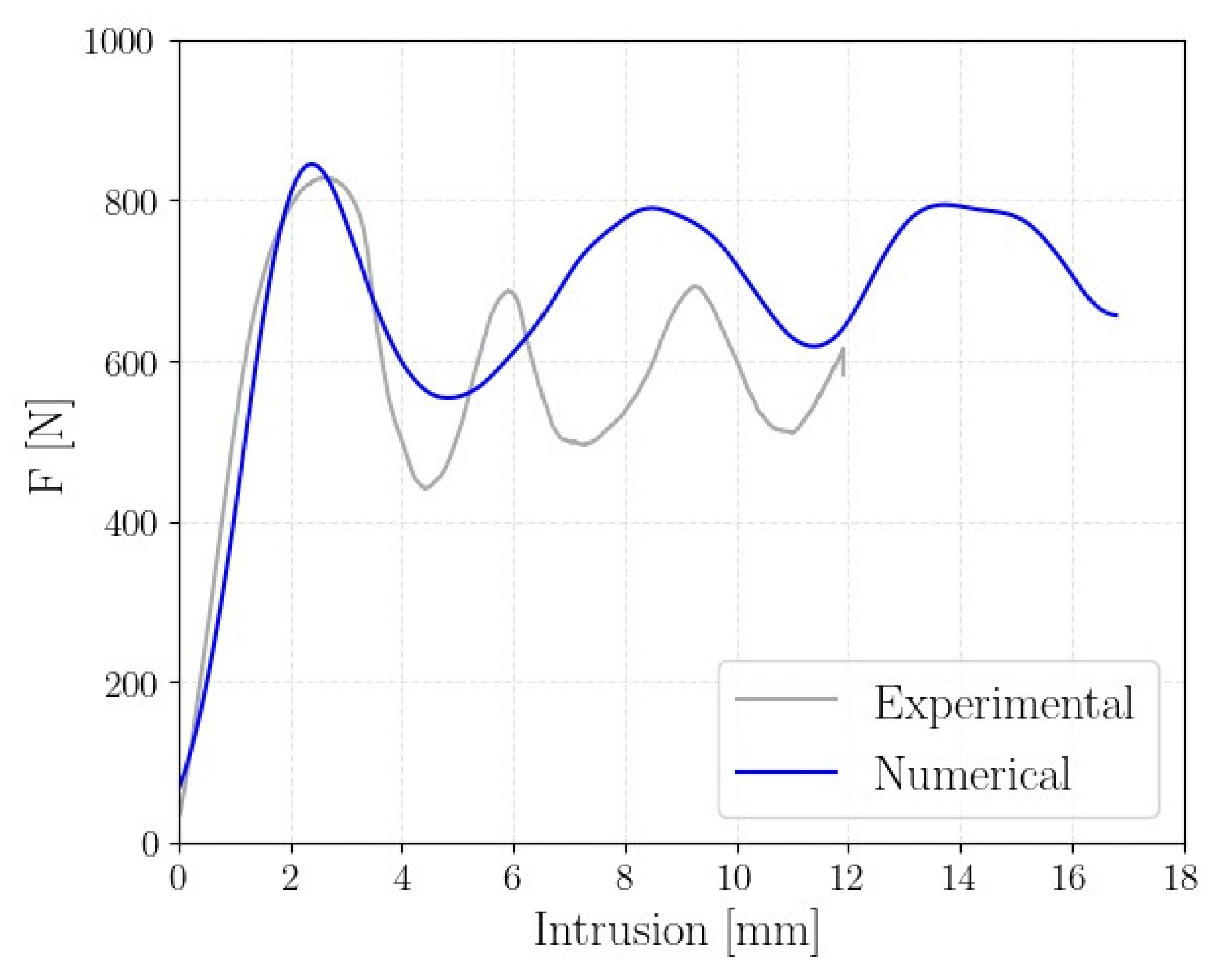
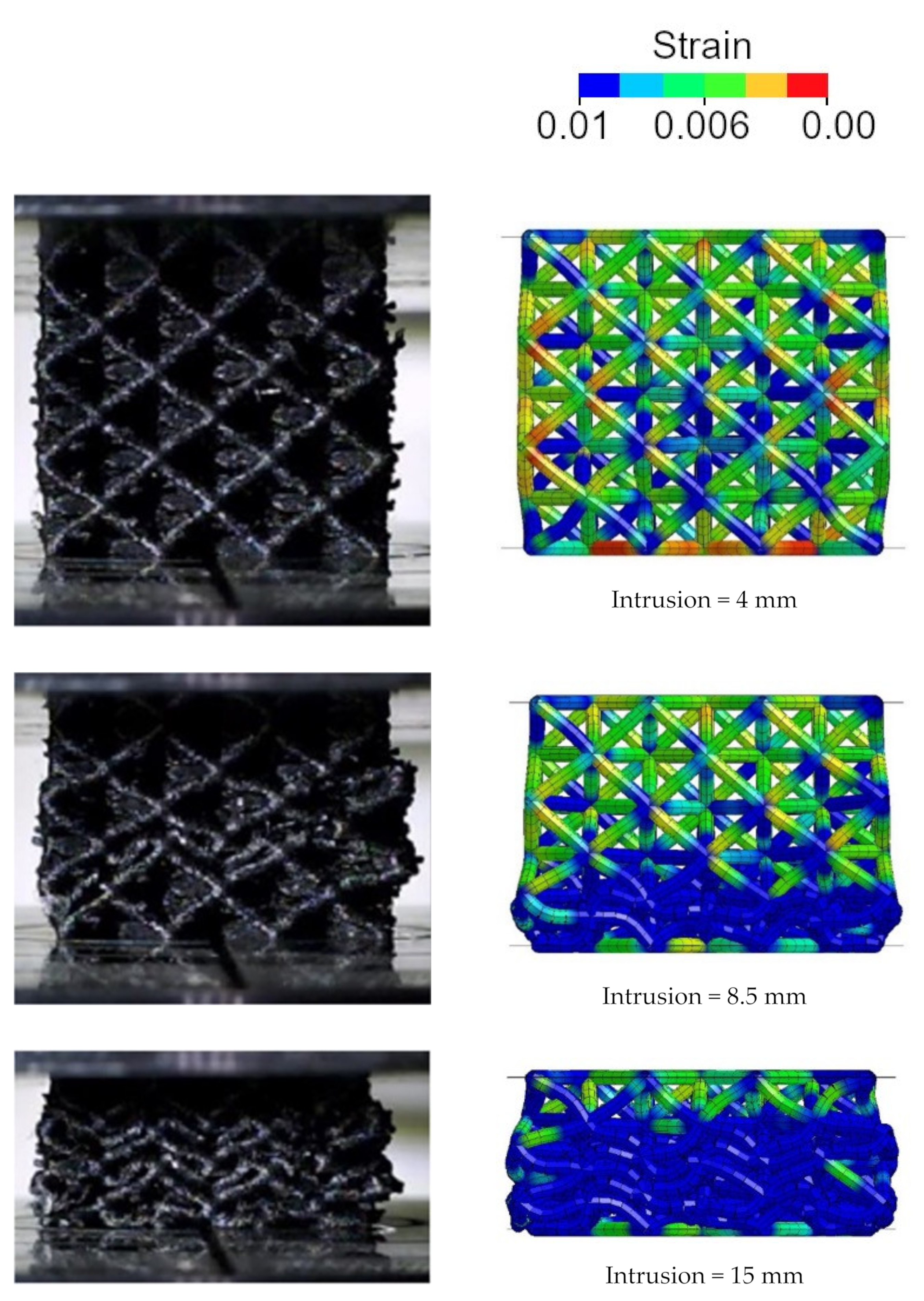
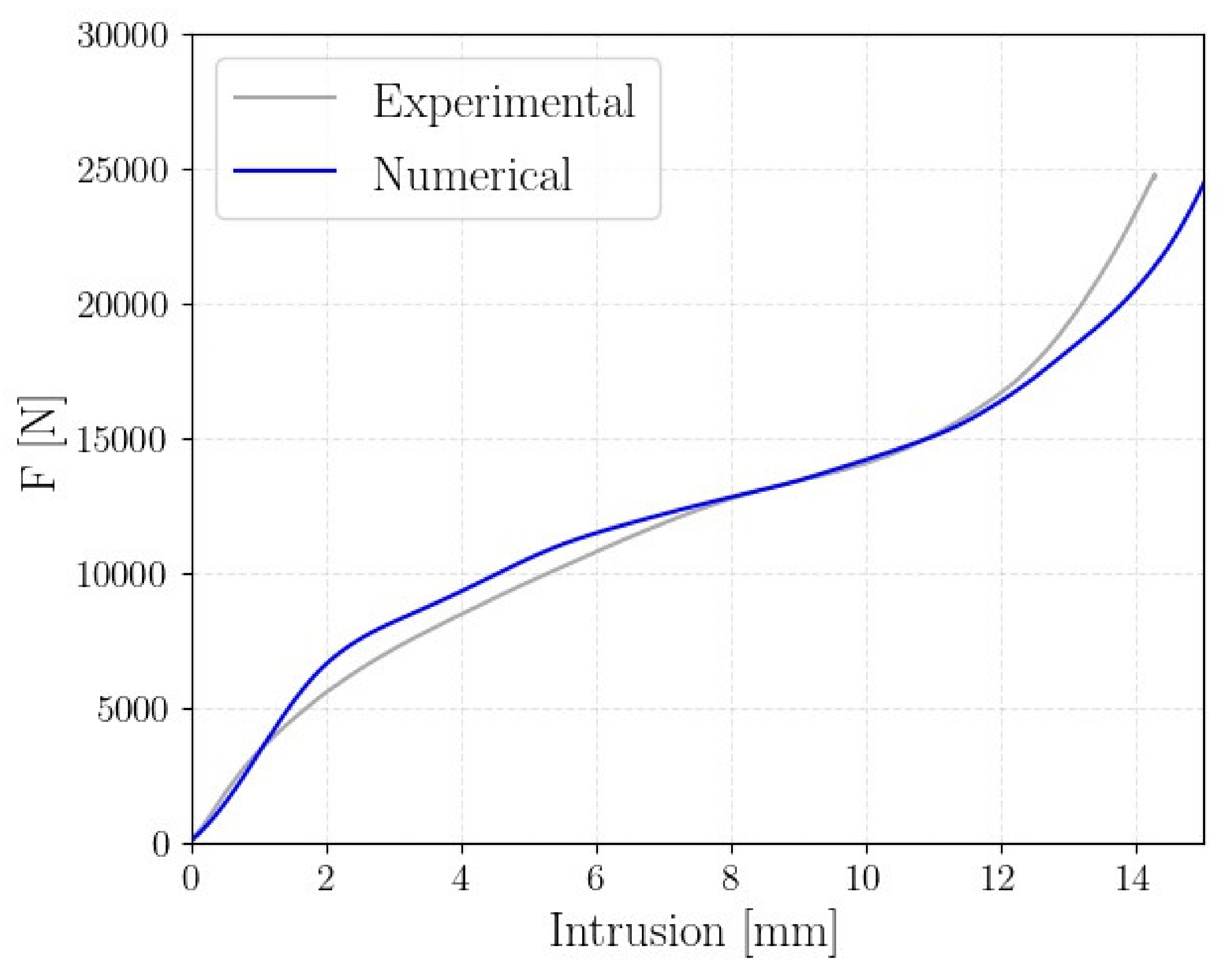
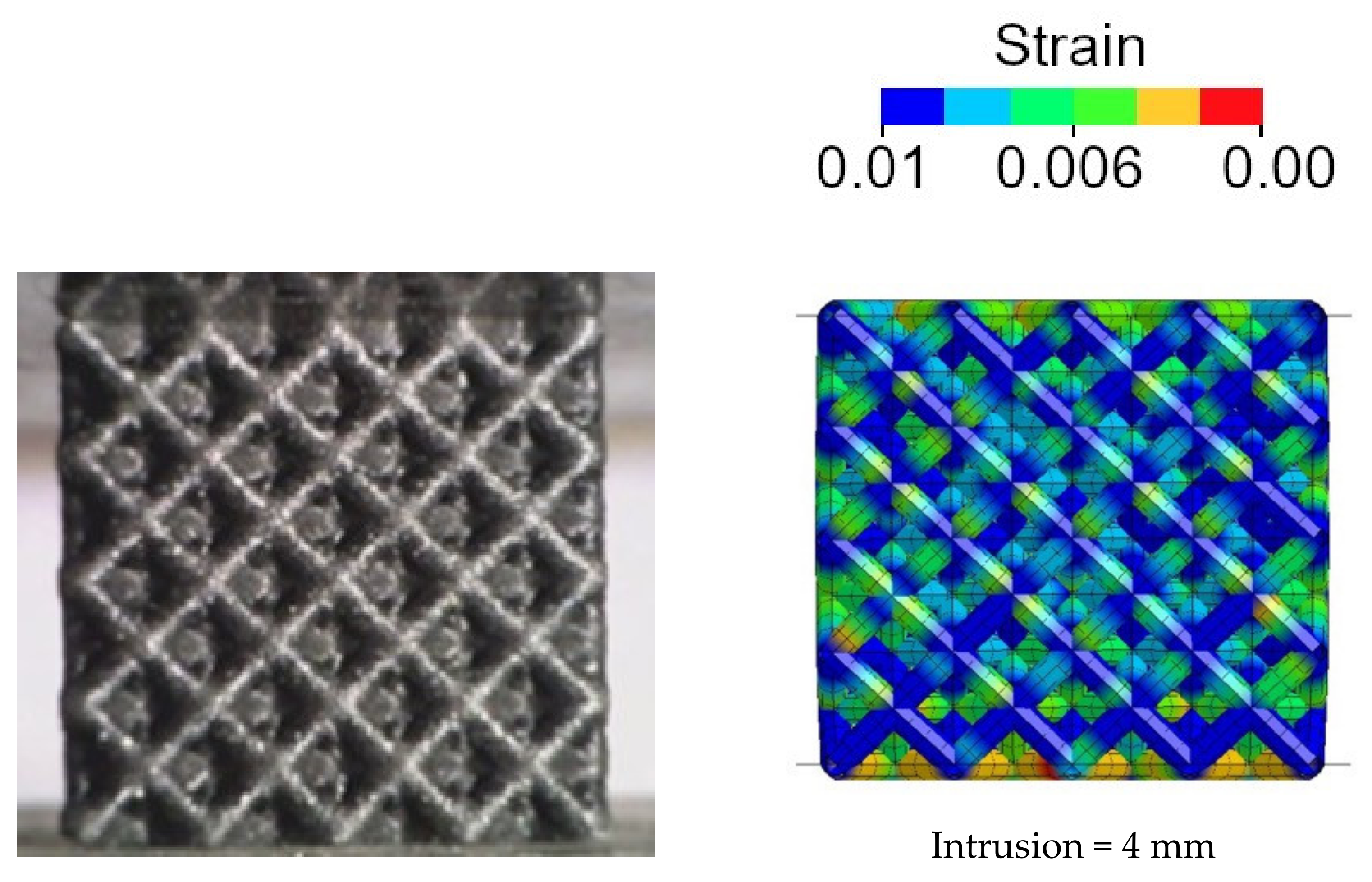
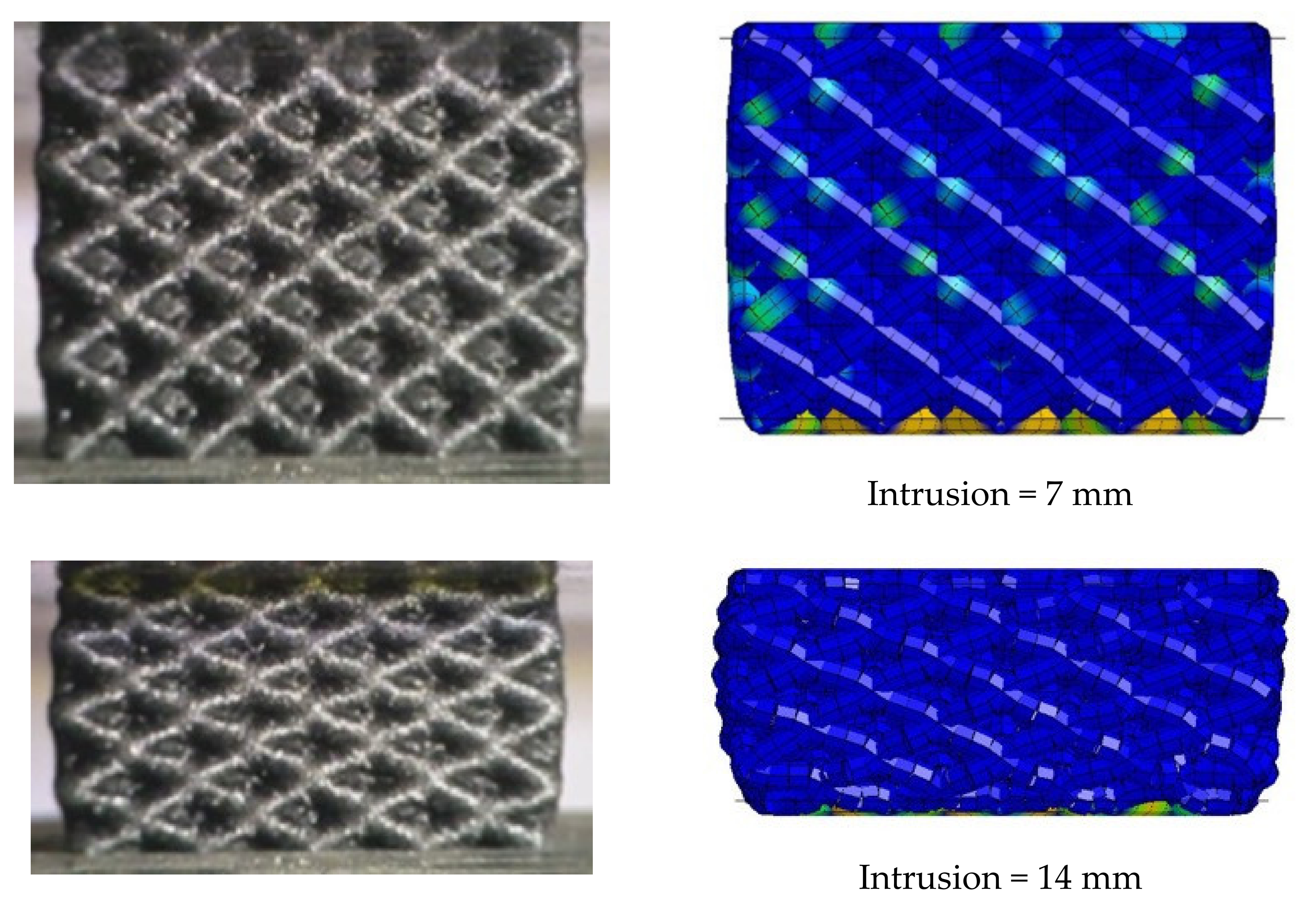
3.4. Numerical Investigations: Comparison with the Experimental Results
4. Design of a Crash Absorber
5. Conclusions
- -
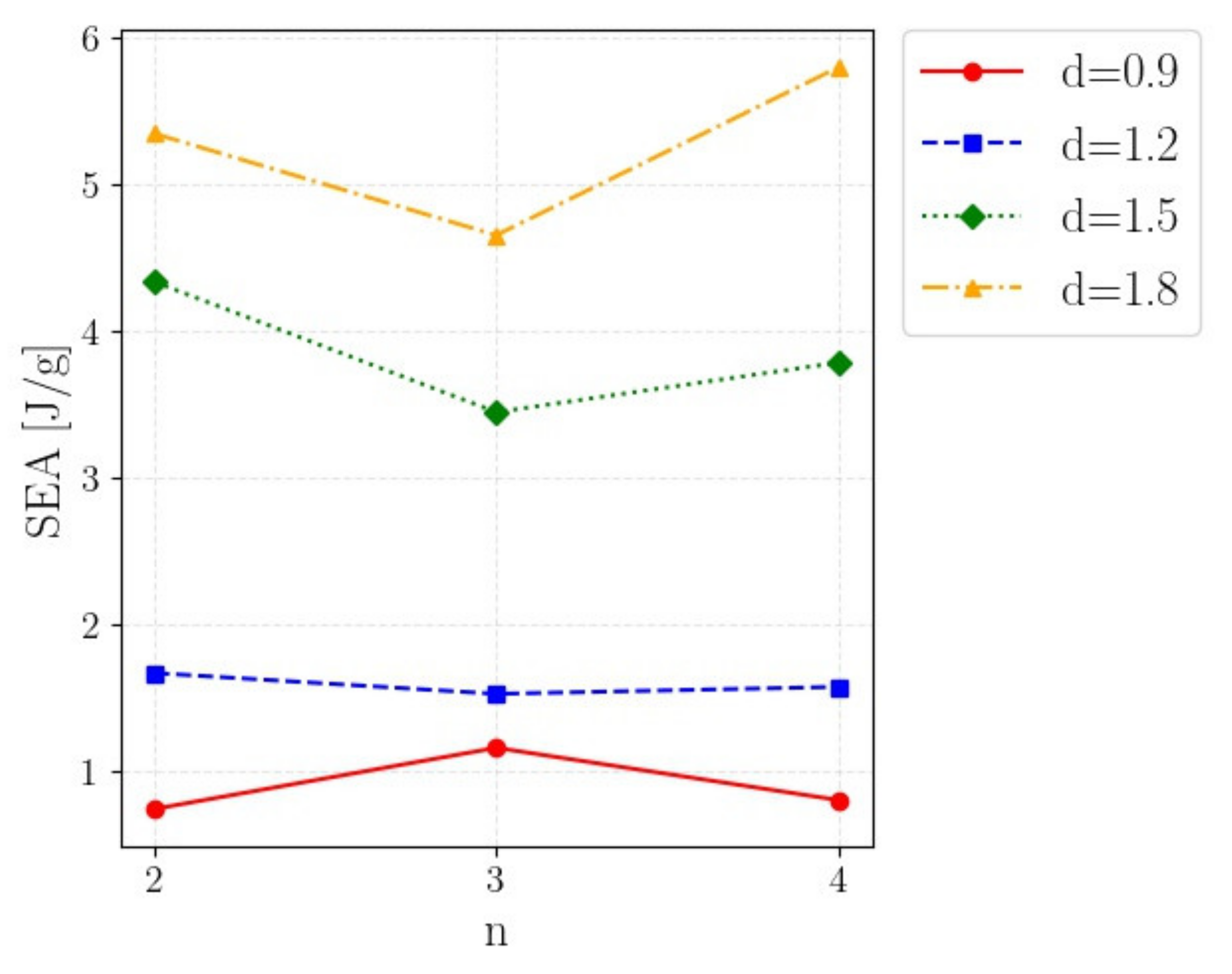
- according to both factorial plans, the larger the diameter, the higher the specific energy absorption (SEA) of the structure. In particular, according to the first factorial plan, as the size of the unit cell decreased (i.e., the density of the structure increases), the SEA increased;
- -
- the second factorial plan also showed that for the investigated material and for a fixed unit cell geometry, the number of cells did not significantly influence the SEA. This means that the absorbing capabilities of the investigated cell can be properly assessed through tests on specimens with a limited number of cells (thus permitting a reduction in the manufacturing time);
- -
- the numerical model showed that 1D elements can describe the mechanical behavior of the lattice structures with satisfactory accuracy. In energy absorption investigations, the use of 1D elements is particularly convenient as it allows one to consistently save on computational effort without affecting the accuracy of the results. Nevertheless, detailed analyses of the microstructure of the filament and of the printed part (e.g., through DSC/DMA), can be useful to investigate local material failures and their dependency on the manufacturing process. Furthermore, the numerical model highlighted that the collapse (i.e., local buckling of cell layers or foam-like failure) is governed by the unit cell geometry (i.e., diameter and length of the beams). However, independent of the typology of collapse, the whole lattice specimen yielded, confirming the efficiency of the structure; and
- -
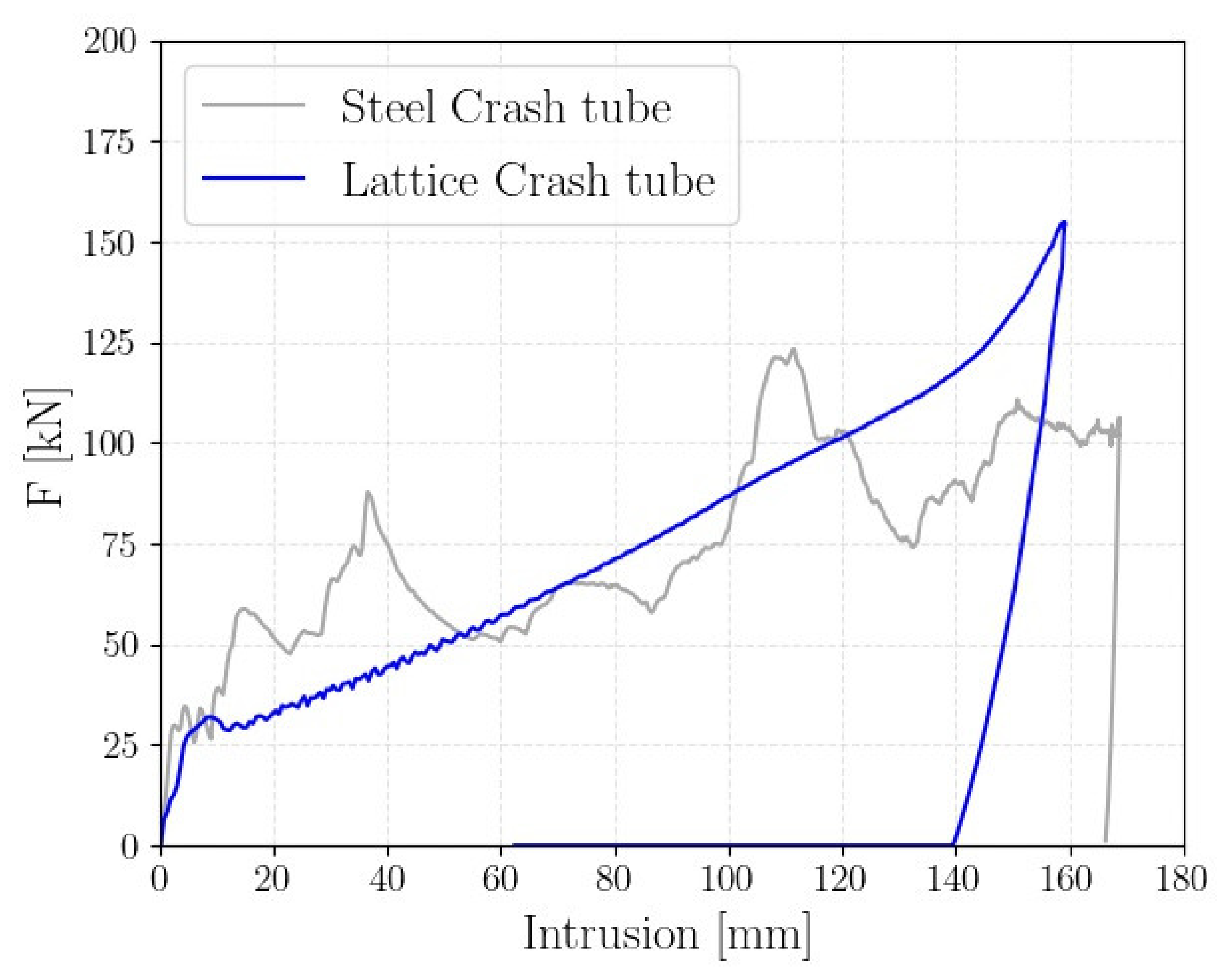
- based on the experimental and numerical results, the preliminary design of an automotive crash absorber made of a lattice structure was proposed. For a C-segment vehicle, the results showed that a mass saving of about 25% could be achieved through the proposed crash absorber with respect to the standard vehicle component made of steel. Additionally, the lattice crash tube had a smaller envelope and the maximum intrusion was 7% smaller.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zadpoor, A.A. Mechanical performance of additively manufactured meta-biomaterials. Acta Biomater. 2018, 85, 41–59. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.Z.; Leary, M.; Tang, H.P.; Song, T.; Qian, M. Selective electron beam manufactured Ti-6Al-4V lattice structures for orthopedic implant applications: Current status and outstanding challenges. Curr. Opin. Solid State Mater. Sci. 2018, 22, 75–99. [Google Scholar] [CrossRef]
- Maconachie, T.; Leary, M.; Lozanovski, B.; Zhang, X.; Qian, M.; Faruque, O.; Brandt, M. SLM lattice structures: Properties, performance, applications and challenges. Mater. Des. 2019, 183, 108137. [Google Scholar] [CrossRef]
- Ozdemir, Z.; Hernández-Nava, E.; Tyas, A.; Warren, J.A.; Fay, S.D.; Goodall, R.; Todd, I.; Askes, H. Energy absorption in lattice structures in dynamics: Experiments. Int. J. Impact Eng. 2016, 89, 49–61. [Google Scholar] [CrossRef] [Green Version]
- Ashby, M.F. The properties of foams and lattices. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2006, 364, 15–30. [Google Scholar] [CrossRef]
- Reid, S.; Bell, W.; Barr, R.A. Structural plastic shock model for one-dimensional ringsystems. Int. J. Impact. Eng. 1983, 1, 175–191. [Google Scholar] [CrossRef]
- Stronge, W.; Shim, V. Dynamic crushing of a ductile cellular array. Int. J. Mech. Sci. 1987, 29, 381–400. [Google Scholar] [CrossRef]
- Reid, S.; Peng, C. Dynamic uniaxial crushing of wood. Int. J. Impact Eng. 1997, 19, 531–570. [Google Scholar] [CrossRef]
- Deshpande, V.; Fleck, N. High strain-rate compressive behaviour of aluminiumalloy foams. Int. J. Impact Eng. 2000, 24, 277–298. [Google Scholar] [CrossRef] [Green Version]
- Elnasri, I.; Pattofatto, S.; Zhao, H.; Tsitsiris, H.; Hild, F.; Girard, Y. Shock enhancementof cellular structures under impact loading: Part I experiments. J. Mech. Phys. Solids 2007, 55, 2652–2671. [Google Scholar] [CrossRef] [Green Version]
- Yan, C.; Hao, L.; Hussein, A.; Bubb, S.L.; Young, P.; Raymont, D. Evaluation of light-weight AlSi10Mg periodic cellular lattice structures fabricated via direct metal laser sintering. J. Mater. Process. Technol. 2014, 214, 856–864. [Google Scholar] [CrossRef]
- Hasan, R.; Mines, R.A.; Shen, E.; Tsopanos, S.; Cantwell, W.J.; Brooks, W.; Sutcliffe, C. Comparison of the drop weight impact performance of sandwich panels with aluminium honeycomb and titanium alloy micro lattice cores. Appl. Mech. Mater. 2010, 24, 413–418. [Google Scholar] [CrossRef] [Green Version]
- McKown, S.S.; Shen, Y.; Brookes, W.K.; Sutcliffe, C.J.; Cantwell, W.J.; Langdon, G.S.; Nurick, G.N.; Theobald, M.D. Thequasi-static and blast loading response of lattice structures. Int. J. Impact Eng. 2008, 35, 795–810. [Google Scholar] [CrossRef]
- Elmarakbi, A.; Ciardiello, R.; Tridello, A.; Innocente, F.; Martorana, B.; Bertocchi, F.; Cristiano, F.; Elmarakbi, M.; Belingardi, G. Effect of graphene nanoplatelets on the impact response of a carbon fibrereinforced composite. Mater. Today Commun. 2020, 25, 101530. [Google Scholar] [CrossRef]
- Ciampaglia, A.; Fiumarella, D.; Niutta, C.; Ciardiello, R.; Belingardi, G. Impact response of an origami-shaped composite crash box: Experimental analysis and numerical optimization. Compos. Struct. 2021, 256, 113093. [Google Scholar] [CrossRef]
- Habib, F.N.; Iovenitti, P.; Masood, S.H.; Nikzad, M. Fabrication of polymeric lattice structures for optimum energy absorption usingmulti jet fusion technology. Mater. Des. 2018, 155, 86–98. [Google Scholar] [CrossRef]
- Davami, K.; Mohsenizadeh, M.; Munther, M.; Palma, T.; Beheshti, A.; Momeni, K. Dynamic energy absorption characteristics of additively-manufactured shape-recovering lattice structures. Mater. Res. Express 2019, 6, 45302. [Google Scholar] [CrossRef] [Green Version]
- Santiago, C.C.; Yelamanchi, B.; De la Peña, J.A.D.; Lamb, J.; Roguski, K.; Turzyński, F.; Faruqui, R.; Choo, K.; Du Plessis, A.; Sillani, F.; et al. Thermoplastic extrusion additive manufacturing of high-performance carbon fiber PEEK lattices. Crystals 2021, 11, 1453. [Google Scholar] [CrossRef]
- Weeks, J.S.; Ravichandran, G. High strain-rate compression behavior of polymeric rod and plate Kelvin lattice structures. Mech. Mater. 2022, 166, 104216. [Google Scholar] [CrossRef]
- Della Ripa, M.; Paolino, D.S.; Amorese, A.; Tridello, A. Numerical modelling of the mechanical response of lattice structures produced through AM. Procedia Struct. Integr. 2021, 33, 714–723. [Google Scholar] [CrossRef]
- Boneschanscher, M.P.; Evers, W.H.; Geuchies, J.J.; Altantzis, T.; Goris, B.; Rabouw, F.T.; van Rossum, S.A.P.; van der Zant, H.S.J.; Siebbeles, L.D.A.; Van Tendeloo, G.; et al. Long-range orientation and atomic attachment of nanocrystals in 2D honeycomb superlattices. Science 2014, 344, 1377–1380. [Google Scholar] [CrossRef] [PubMed]
- Zheng, X.; Lee, H.; Weisgraber, T.H.; Shusteff, M.; DeOtte, J.; Duoss, E.B.; Kuntz, J.D.; Biener, M.M.; Ge, Q.; Jackson, J.A.; et al. Ultralight, ultrastiff mechanical metamaterials. Science 2014, 344, 1373–1377. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, D.; Zheng, X. Multi-material additive manufacturing of metamaterials with giant, tailorable negative Poisson’s ratios. Sci. Rep. 2018, 8, 9139–9147. [Google Scholar] [CrossRef]
- Tamburrino, F.; Graziosi, S.; Bordegoni, M. The design process of additively manufactured mesoscale lattice structures: A review. J. Comput. Inf. Sci. Eng. 2018, 18, 040801. [Google Scholar] [CrossRef]
- Fabbrix. Available online: https://www.fabbrix.com (accessed on 1 March 2022).
- Calignano, F.; Lorusso, M.; Roppolo, I.; Minetola, P. Investigation of the mechanical properties of a carbon fiber-reinforced nylon filament for 3D printing. Machines 2020, 8, 52. [Google Scholar] [CrossRef]
- LSTC. LS-DYNA Keyword User’s Manual; Livermore Software Technology Corporation: Livermore, CA, USA, 2021; Volume I. [Google Scholar]
- Scapin, M.; Peroni, L. Numerical simulations of components produced by fused deposition 3D printing. Materials 2021, 14, 4625. [Google Scholar] [CrossRef] [PubMed]
- Lei, H.; Li, C.; Meng, J.; Zhou, H.; Liu, Y.; Zhang, X.; Wang, P.; Fang, D. Evaluation of compressive properties of SLM-fabricated multi-layer lattice structures by experimental test and μ-CT-based finite element analysis. Mater. Des. 2019, 169, 107685. [Google Scholar] [CrossRef]
- De Masi, A. Numerical Design and Experimental Validation of a Crash Box with Internal Lattice Structures. Master’s Thesis, Politecnico di Torino, Torino, Italy, 2021. [Google Scholar]
- Crash Simulation Vehicle Models. Available online: https://www.nhtsa.gov/crash-simulation-vehicle-models (accessed on 1 March 2022).







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Levels | 1 | 2 | 3 | 4 |
|---|---|---|---|---|
| Factor A, beam diameter d | 0.9 mm (0.8 mm) | 1.2 mm (1.1 mm) | 1.5 mm (1.4 mm) | 1.8 mm (1.65 mm) |
| Factor B, number of cells, n | 2 × 2 | 3 × 3 | 4 × 4 |
| Test Identification | Levels | |
|---|---|---|
| Factor A, d | Factor B, n | |
| A1B1 | 1 | 1 |
| A1B2 | 1 | 2 |
| A1B3 | 1 | 3 |
| A2B1 | 2 | 1 |
| A2B2 | 2 | 2 |
| A2B3 | 2 | 3 |
| A3B1 | 3 | 1 |
| A3B2 | 3 | 2 |
| A3B3 | 3 | 3 |
| A4B1 | 4 | 1 |
| A4B2 | 4 | 2 |
| A4B3 | 4 | 3 |
| Test Identification | AE [J] | SEA [J/g] | MCF [N] | PCF [N] | CFE [%] |
|---|---|---|---|---|---|
| A1B1 | 0.4 | 0.38 | 29 | 39 | 76% |
| A1B2 | 2.6 | 1.16 | 221 | 305 | 73% |
| A1B3 | 5.6 | 1.67 | 541 | 608 | 89% |
| A2B1 | 2.0 | 1.03 | 132 | 233 | 62% |
| A2B2 | 5.4 | 1.53 | 483 | 691 | 70% |
| A2B3 | 20.3 | 3.52 | 1883 | 2045 | 92% |
| A3B1 | 5.3 | 1.75 | 383 | 653 | 59% |
| A3B2 * | 19.9 | 3.45 | / | 2441 | / |
| A3B3 * | 48.5 | 5.38 | / | 6541 | / |
| A4B1 | 9.0 | 2.21 | 725 | 1138 | 63% |
| A4B2 | 36.3 | 4.65 | 3973 | 4293 | 93% |
| A4B3 * | 90.1 | 7.53 | / | 14,050 | / |
| Factors | DoF | Adjust SS | Adjust MS | p-Value |
|---|---|---|---|---|
| d | 3 | 0.000041 | 0.000014 | 0.000 |
| lcell | 2 | 0.000032 | 0.000016 | 0.000 |
| d lcell | 6 | 0.000008 | 0.000001 | 0.000 |
| Error | 9 | 0.000002 | 0.000000 | |
| Total | 20 | 0.000068 |
| Test Identification | AE [J] | SEA [J/g] | MCF [N] | PCF [N] | CFE [%] |
|---|---|---|---|---|---|
| A1B1 | 0.6 | 0.75 | 198 | 180 | 68% |
| A1B2 | 2.6 | 1.16 | 222 | 305 | 73% |
| A1B3 | 3.9 | 0.81 | 317 | 458 | 69% |
| A2B1 | 1.9 | 1.67 | 247 | 338 | 73% |
| A2B2 | 5.4 | 1.53 | 485 | 691 | 70% |
| A2B3 | 13.1 | 1.58 | 958 | 1323 | 72% |
| A3B1 | 8.2 | 4.34 | 1026 | 1098 | 93% |
| A3B2 | 19.9 | 3.45 | / | 2954 | / |
| A3B3 | 51.9 | 3.78 | 3680 | 3577 | 97% |
| A4B1 | 12.9 | 5.34 | / | 1877 | / |
| A4B2 | 36.3 | 4.65 | 3975 | 3920 | 97% |
| A4B3 | 106.7 | 5.79 | / | 8196 | / |
| Factors | DoF | Adjust SS | Adjust MS | p-Value |
|---|---|---|---|---|
| d | 3 | 0.000066 | 0.000183 | 0.000 |
| n | 2 | 0.000000 | 0.000000 | 0.238 |
| d∙n | 6 | 0.000002 | 0.000001 | 0.129 |
| Error | 10 | 0.000001 | 0.000000 | |
| Total | 20 | 0.000072 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boursier Niutta, C.; Ciardiello, R.; Tridello, A. Experimental and Numerical Investigation of a Lattice Structure for Energy Absorption: Application to the Design of an Automotive Crash Absorber. Polymers 2022, 14, 1116. https://doi.org/10.3390/polym14061116
Boursier Niutta C, Ciardiello R, Tridello A. Experimental and Numerical Investigation of a Lattice Structure for Energy Absorption: Application to the Design of an Automotive Crash Absorber. Polymers. 2022; 14(6):1116. https://doi.org/10.3390/polym14061116
Chicago/Turabian StyleBoursier Niutta, Carlo, Raffaele Ciardiello, and Andrea Tridello. 2022. "Experimental and Numerical Investigation of a Lattice Structure for Energy Absorption: Application to the Design of an Automotive Crash Absorber" Polymers 14, no. 6: 1116. https://doi.org/10.3390/polym14061116
APA StyleBoursier Niutta, C., Ciardiello, R., & Tridello, A. (2022). Experimental and Numerical Investigation of a Lattice Structure for Energy Absorption: Application to the Design of an Automotive Crash Absorber. Polymers, 14(6), 1116. https://doi.org/10.3390/polym14061116