
A Comparative Study on the Roll-to-Roll Processing of a Silicate–Polyvinyl Alcohol Composite Barrier Lacquer Using Slot-Die and Reverse Gravure Coating Techniques
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Coating Processes
2.2.1. Slot-Die Coating
2.2.2. Reverse Gravure Coating
2.2.3. Roll-to-Roll Machine Adjustments and Curing
2.3. Methods
2.3.1. Thickness Measurement
2.3.2. Oxygen Permeability
2.3.3. Surface Energy Measurement
2.3.4. Distance Measurement during Coating Processes
2.3.5. Viscosity Measurement
2.3.6. Roughness Measurement
2.3.7. Scanning Electron Microscopy (SEM)
2.3.8. Pole Figures
3. Results and Discussion
3.1. Oxygen Permeability
3.2. Surface Energy of the Barrier Lacquers and Substrate
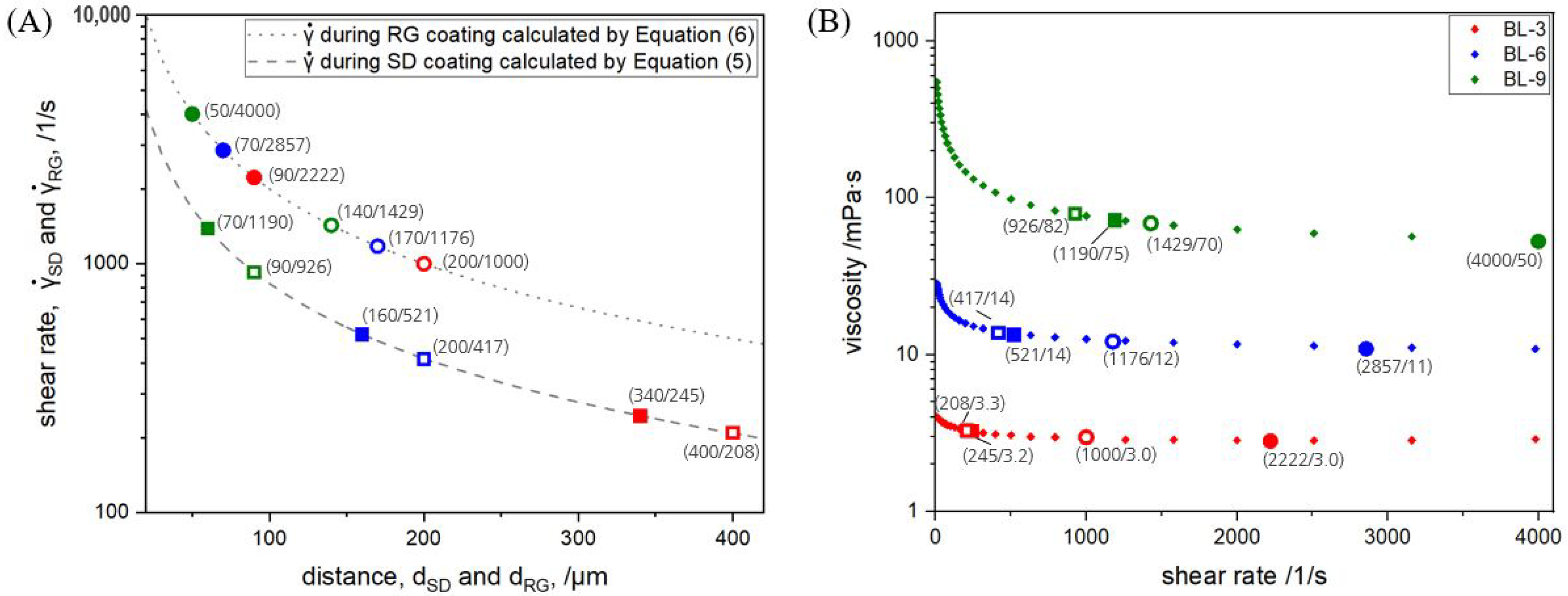
3.3. Shear Rates during Coating Process
3.4. Viscosity of Barrier Lacquers
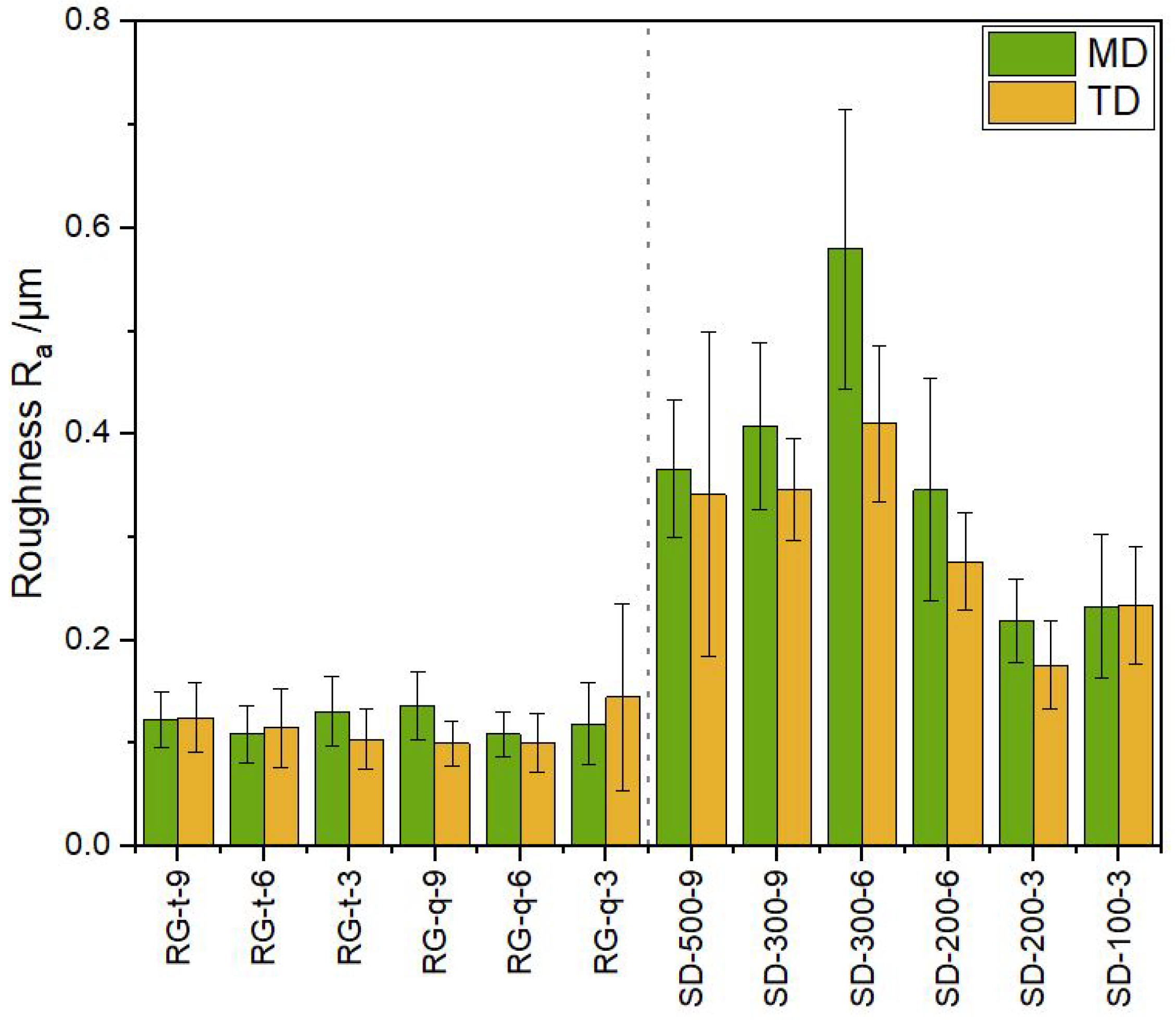
3.5. Roughness
3.6. Orientation of Montmorillonite Particles in Dry Coating Layer
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Panda, P.K.; Sadeghi, K.; Seo, J. Recent advances in poly (vinyl alcohol)/natural polymer based films for food packaging applications: A review. Food Packag. Shelf Life 2022, 33, 100904. [Google Scholar] [CrossRef]
- Matthews, C.M.; Hufford, A.; Eaton, C. Texas Freeze Triggers Global Plastics Shortage. Wall Str. J. 2021. [Google Scholar]
- Hedayati, H.R.; Khorasani, M.; Ahmadi, M.; Ballard, N. Preparation of well-defined Poly(Vinyl alcohol) by hydrolysis of Poly(Vinyl acetate) synthesized by RAFT suspension polymerization. Polymer 2022, 246, 124674. [Google Scholar] [CrossRef]
- Kuraray Co., Ltd. EVALTM EVOH Global Price Increase; Press Release; Kuraray America, Inc. Headquaters: Houston, TX, USA, 2021. [Google Scholar]
- Kuraray Co., Ltd. Price Revisions for EVOH Products EVALTM; Press Release; Kuraray America, Inc. Headquaters: Houston, TX, USA, 2022. [Google Scholar]
- KunststoffWeb GmbH. Schur Flexibles: Hohe Sauerstoff-Barriere Ohne EVOH; Press Release; KunststoffWeb GmbH: Bad Homburg, Germany, 2022. [Google Scholar]
- Harmsen, P.F.H.; Hackmann, M.M.; Bos, H.L. Green building blocks for bio-based plastics. Biofuels Bioprod. Biorefin. 2014, 8, 306–324. [Google Scholar] [CrossRef]
- Maes, C.; Luyten, W.; Herremans, G.; Peeters, R.; Carleer, R.; Buntinx, M. Recent Updates on the Barrier Properties of Ethylene Vinyl Alcohol Copolymer (EVOH): A Review. Polym. Rev. 2018, 58, 209–246. [Google Scholar] [CrossRef] [Green Version]
- Grunlan, J.C.; Grigorian, A.; Hamilton, C.B.; Mehrabi, A. Effect of clay concentration on the oxygen permeability and optical properties of a modified poly(vinyl alcohol). J. Appl. Polym. Sci. 2004, 93, 2–9. [Google Scholar] [CrossRef]
- Song, Y.; Gerringer, J.; Qin, S.; Grunlan, J.C. High Oxygen Barrier Thin Film from Aqueous Polymer/Clay Slurry. Ind. Eng. Chem. Res. 2018, 57, 4–9. [Google Scholar] [CrossRef]
- Ben Dhieb, F.; Tabatabaei, S.H.; Mighri, F.; Ajji, A. Comparison of Crosslinking Efficiency in Dip and Roll-Deposited Coatings on Their Oxygen Barrier. ACS Omega 2019, 4, 772–779. [Google Scholar] [CrossRef]
- Dabbaghianamiri, M.; Shazly, M.; Duraia, E.; Beall, G.W. Self-assembled Montmorillonite clay-poly vinyl alcohol nanocomposite as a safe and efficient gas barrier. Results Mater. 2020, 7, 100101. [Google Scholar] [CrossRef]
- Meng, X.; Qi, P.; Sun, J.; Li, H.; Zhang, S.; Liu, X.; Gu, X. Fabrication of transparent clay-polymer hybrid coatings on PET film to enhance flame retardancy and oxygen barrier properties. Prog. Org. Coatings 2020, 147, 105788. [Google Scholar] [CrossRef]
- Schiessl, S.; Kucukpinar, E.; Cros, S.; Miesbauer, O.; Langowski, H.C.; Eisner, P. Nanocomposite Coatings Based on Polyvinyl Alcohol and Montmorillonite for High-Barrier Food Packaging. Front. Nutr. 2022, 9, 790157. [Google Scholar] [CrossRef]
- MacDonald, W.A. Latest Advances in Substrates for Flexible Electronics. In Large Area and Flexible Electronics; Chapter 10; John Wiley & Sons, Ltd.: Chichester, UK, 2015; pp. 291–314. [Google Scholar] [CrossRef]
- Brunetti, F.; Operamolla, A.; Castro-Hermosa, S.; Lucarelli, G.; Manca, V.; Farinola, G.M.; Brown, T.M. Printed Solar Cells and Energy Storage Devices on Paper Substrates. Adv. Funct. Mater. 2019, 29, 80–98. [Google Scholar] [CrossRef] [Green Version]
- Bugnicourt, E.; Brzoska, N.; Kucukpinar, E.; Philippe, S.; Forlin, E.; Bianchin, A.; Schmid, M. Dispersion and Performance of a Nanoclay/Whey Protein Isolate Coating upon its Upscaling as a Novel Ready-to-Use Formulation for Packaging Converters. Polymers 2019, 11, 1410. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Koppolu, R.; Lahti, J.; Abitbol, T.; Swerin, A.; Kuusipalo, J.; Toivakka, M. Continuous Processing of Nanocellulose and Polylactic Acid into Multilayer Barrier Coatings. ACS Appl. Mater. Interfaces 2019, 11, 920–927. [Google Scholar] [CrossRef] [PubMed]
- Das, P.; Schipmann, S.; Malho, J.M.; Zhu, B.; Klemradt, U.; Walther, A. Facile Access to Large-Scale, Self-Assembled, Nacre-Inspired, High-Performance Materials with Tunable Nanoscale Periodicities. ACS Appl. Mater. Interfaces 2013, 5, 38–47. [Google Scholar] [CrossRef]
- LaChance, A.M.; Hou, Z.; Farooqui, M.M.; Carr, S.A.; Serrano, J.M.; Odendahl, C.E.; Hurley, M.E.; Morrison, T.E.; Kubachka, J.L.; Samuels, N.T.; et al. Doctor-Blade-Assisted Casting for Forming Thin Composite Coatings of Montmorillonite and Poly(vinyl alcohol). Ind. Eng. Chem. Res. 2022, 61, 3766–3774. [Google Scholar] [CrossRef]
- Bauer, A.S.; Tacker, M.; Uysal-Unalan, I.; Cruz, R.M.S.; Varzakas, T.; Krauter, V. Recyclability and Redesign Challenges in Multilayer Flexible Food Packaging—A Review. Foods 2021, 10, 2702. [Google Scholar] [CrossRef]
- Unsbo, H.; Strömberg, E.; Almasi, A.M. Increasing the Circularity of High Barrier Flexible Plastic Packaging-Results from WP1: Market Analysis; Technical Report C739; IVL Swedish Environmental Research Institute: Stockholm, Sweden, 2023. [Google Scholar]
- Kucukpinar, E. Enhancement of Barrier Performance of Packaging Materials by Nano-Functionalization. In Proceedings of the VVD Meets Freisinger Tage, Freising, Germany, 5–6 February 2020. [Google Scholar]
- Türksever, C.; Kizilirmar Esmer, Z. Food Packaging Trends within Sustainable Development. In Proceedings of the 31st International Scientific-Expert Conference of Agriculture and Food Industry, İzmir, Turkey, 27–28 September 2021; p. 87. [Google Scholar]
- Mueller, K.; Schoenweitz, C.; Langowski, H.C. Thin Laminate Films for Barrier Packaging Application-Influence of Down Gauging and Substrate Surface Properties on the Permeation Properties. Packag. Technol. Sci. 2012, 25, 137–148. [Google Scholar] [CrossRef]
- Bishop, C.A. 2-Products Using Vacuum Deposited Coatings. In Vacuum Deposition onto Webs, Films and Foils (Second Edition), 2nd ed.; William Andrew Publishing: Oxford, UK, 2011; pp. 13–51. [Google Scholar] [CrossRef]
- Ding, X.; Liu, J.; Harris, T.A.L. A review of the operating limits in slot die coating processes. Aiche J. 2016, 62, 08–24. [Google Scholar] [CrossRef]
- Durst, F.; Ray, S.; Ünsal, B.; Bayoumi, O.A. The Development Lengths of Laminar Pipe and Channel Flows. J. Fluids Eng. 2005, 127, 1154–1160. [Google Scholar] [CrossRef]
- Chang, H.M.; Lee, C.C.; Liu, T.J. The Effect of Bead Vacuum on Slot Die Coating. Int. Polym. Process. 2009, 24, 157–165. [Google Scholar] [CrossRef]
- Jakubka, F.; Heyder, M.; Machui, F.; Kaschta, J.; Eggerath, D.; Lövenich, W.; Krebs, F.C.; Brabec, C.J. Determining the coating speed limitations for organic photovoltaic inks. Sol. Energy Mater. Sol. Cells 2013, 109, 120–125. [Google Scholar] [CrossRef]
- Durst, F.; Wagner, H.G. Liquid Film Coating. In Liquid Film Coating; Chapter Slot Coating 11a; Springer Science+Business Media: Dordrecht, The Netherlands, 2012; pp. 401–426. [Google Scholar] [CrossRef]
- Röhrl, M.; Mettke, J.H.; Rosenfeldt, S.; Schmalz, H.; Mansfeld, U.; Timmins, R.L.; Habel, C.; Breu, J.; Durst, F. Shear orientation of nematic phases of clay nanosheets: Processing of barrier coatings. J. Coatings Technol. Res. 2022, 19, 487–495. [Google Scholar] [CrossRef]
- Shim, E. Smart Textile Coatings and Laminates. In Smart Textile Coatings and Laminates, 2nd ed.; Chapter Coating and Laminating Processes and Techniques for Textiles; Woodhead Publishing: Cambridge, UK, 2019; pp. 11–45. [Google Scholar] [CrossRef]
- DIN ISO 8296; DIN Deutsches Institut für Normung e.V. Plastics-Film and Sheeting-Determination of Wetting Tension. Japanese Industrial Standards Committee: Tokyo, Japan, 2008.
- Aydemir, C.; Altay, B.N.; Akyol, M. Surface analysis of polymer films for wettability and ink adhesion. Color Res. Appl. 2021, 46, 489–499. [Google Scholar] [CrossRef]
- DIN 53380-3; DIN Deutsches Institut für Normung e.V. Determining the Gas Transmission Rate of Plastic Film, Sheeting and Mouldings by the Carrier Gas Method. Japanese Industrial Standards Committee: Tokyo, Japan, 1998.
- Langowski, H.C. Food Packaging Materials; Chapter Shelf Life of Packed Food and Packaging Functionality; CRC Press: Boca Raton, FL, USA, 2017; pp. 11–66. [Google Scholar] [CrossRef]
- ISO 19403-2:2017; DIN Deutsches Institut für Normung e.V. Paints and Varnishes-Wettability-Part 2: Determination of the Surface Free Energy of Solid Surfaces by Measuring the Contact Angle. DIN-Normenausschuss Beschichtungsstoffe und Beschichtungen (NAB): Berlin, Germany, 2020.
- Owens, D.K.; Wendt, R. Estimation of the surface free energy of polymers. J. Appl. Polym. Sci. 1969, 13, 1741–1747. [Google Scholar] [CrossRef]
- ISO 19403-3:2017; DIN Deutsches Institut für Normung e.V. Paints and Varnishes-Wettability-Part 3: Determination of the Surface Tension of Liquids Using the Pendant Drop Method. DIN-Normenausschuss Beschichtungsstoffe und Beschichtungen (NAB): Berlin, Germany, 2020.
- Vargaftik, N.B.; Volkov, B.N.; Voljak, L.D. International Tables of the Surface Tension of Water. J. Phys. Chem. Ref. Data 1983, 12, 817–820. [Google Scholar] [CrossRef] [Green Version]
- Chen, T.; Zhao, Y.; Song, S. Comparison of colloidal stability of montmorillonite dispersion in aqueous NaCl solution with in alcohol-water mixture. Powder Technol. 2017, 322, 378–385. [Google Scholar] [CrossRef]
- Nagarkar, R.; Patel, J. Polyvinyl Alcohol: A Comprehensive Study. Acta Sci. Pharm. Sci. 2019, 3, 34–44. [Google Scholar]
- Mittal, K.L. The role of the interface in adhesion phenomena. Polym. Eng. Sci. 1977, 17, 467–473. [Google Scholar] [CrossRef]
- Svendsen, J.R.; Kontogeorgis, G.M.; Kiil, S.; Weinell, C.E.; Grønlund, M. Adhesion between coating layers based on epoxy and silicone. J. Colloid Interface Sci. 2007, 316, 678–686. [Google Scholar] [CrossRef]
- Lindner, M.; Rodler, N.; Jesdinszki, M.; Schmid, M.; Sängerlaub, S. Surface energy of corona treated PP, PE and PET films, its alteration as function of storage time and the effect of various corona dosages on their bond strength after lamination. J. Appl. Polym. Sci. 2018, 135, 45842. [Google Scholar] [CrossRef] [Green Version]
- Prabhu, K.N.; Fernades, P.; Kumar, G. Effect of substrate surface roughness on wetting behaviour of vegetable oils. Mater. Des. 2009, 30, 297–305. [Google Scholar] [CrossRef]
- Paz, E.; Narbón, J.J.; Abenojar, J.; Cledera, M.; del Real, J.C. Influence of Acrylic Adhesive Viscosity and Surface Roughness on the Properties of Adhesive Joint. J. Adhes. 2016, 92, 877–891. [Google Scholar] [CrossRef] [Green Version]
- Creel, E.B.; Tjiptowidjojo, K.; Lee, A.J.; Livingston, K.M.; Schunk, R.P.; Bell, N.S.; Serov, A.; Wood, D.L., III. Slot-die-coating operability windows for polymer electrolyte membrane fuel cell cathode catalyst layers. J. Colloid Interface Sci. 2022, 610, 474–485. [Google Scholar] [CrossRef]
- Bhamidipati, K.L.; Didari, S.; Bedell, P.; Harris, T.A. Wetting phenomena during processing of high-viscosity shear-thinning fluid. J. Non-Newton. Fluid Mech. 2011, 166, 723–733. [Google Scholar] [CrossRef]
- Kornum, L.; Raaschou Nielsen, H. Surface defects in drying paint films. Prog. Org. Coatings 1980, 8, 275–324. [Google Scholar] [CrossRef]
- Benkreira, H.; Cohu, O. Direct forward gravure coating on unsupported web. Chem. Eng. Sci. 1998, 53, 23–31. [Google Scholar] [CrossRef] [Green Version]
- Gao, H.; He, J.; Yang, R.; Yang, L. Characteristic rheological features of high concentration PVA solutions in water with different degrees of polymerization. J. Appl. Polym. Sci. 2010, 116, 34–41. [Google Scholar] [CrossRef]
- Shi, H.; Jiang, G.; Shi, H.; Luo, S. Study on Morphology and Rheological Property of Organoclay Dispersions in Soybean Oil Fatty Acid Ethyl Ester over a Wide Temperature Range. Acs Omega 2020, 5, 1851–1861. [Google Scholar] [CrossRef] [Green Version]
- Xu, J.; Cheng, L.; Zhang, Z.; Zhang, L.; Xiong, C.; Huang, W.; Xie, Y.; Yang, L. Highly exfoliated montmorillonite clay reinforced thermoplastic polyurethane elastomer: In situ preparation and efficient strengthening. Rsc Adv. 2019, 9, 8184–8196. [Google Scholar] [CrossRef] [Green Version]
- Cruz, N.; Peng, Y.; Farrokhpay, S.; Bradshaw, D. Interactions of clay minerals in copper–gold flotation: Part 1—Rheological properties of clay mineral suspensions in the presence of flotation reagents. Miner. Eng. 2013, 50–51, 30–37. [Google Scholar] [CrossRef]
- Vikingsson, L.; Vinals-Guitart, A.; Valera-Martínez, A.; Riera, J.; Vidaurre, A.; Gallego Ferrer, G.; Gomez Ribelles, J.L. Local deformation in a hydrogel induced by an external magnetic field. J. Mater. Sci. 2016, 51. [Google Scholar] [CrossRef] [Green Version]
- Voigt, M.M.; Guite, A.; Chung, D.Y.; Khan, R.U.A.; Campbell, A.J.; Bradley, D.D.C.; Meng, F.; Steinke, J.H.G.; Tierney, S.; McCulloch, I.; et al. Polymer Field-Effect Transistors Fabricated by the Sequential Gravure Printing of Polythiophene, Two Insulator Layers, and a Metal Ink Gate. Adv. Funct. Mater. 2010, 20, 239–246. [Google Scholar] [CrossRef]
- Dunkerley, E.; Schmidt, D. Effects of Composition, Orientation and Temperature on the O2 Permeability of Model Polymer/Clay Nanocomposites. Macromolecules 2010, 43, 36–44. [Google Scholar] [CrossRef]
- Cornet, I. Expansion of the Montmorillonite Lattice on Hydration. J. Chem. Phys. 1950, 18, 623–626. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S | |||||||
|---|---|---|---|---|---|---|---|
| Sample Code | m | wt% | m | mPa s | bar | ||
| SD-500-9 | 500 | 9 | 17 | 21.7 | 33.3 | 336 | 0.020 |
| SD-300-9 | 300 | 9 | 17 | 21.7 | 92.6 | 201 | 0.056 |
| SD-300-6 | 300 | 6 | 25 | 32.5 | 139 | 16.5 | 0.007 |
| SD-200-6 | 200 | 6 | 25 | 32.5 | 313 | 14.7 | 0.021 |
| SD-200-3 | 200 | 3 | 50 | 65.0 | 625 | 2.99 | 0.008 |
| SD-100-3 | 100 | 3 | 50 | 65.0 | 2500 | 2.83 | 0.064 |
| Self-Metered Reverse Gravure Coating | Premetered Slot-Die Coating | ||
|---|---|---|---|
| m | m | ||
| RG-t-9 | 1.90.1 | SD-500-9 | 1.60.1 |
| RG-t-6 | 1.30.1 | SD-300-9 | 1.60.2 |
| RG-t-3 | 0.50.2 | SD-300-6 | 1.60.1 |
| RG-q-9 | 1.00.1 | SD-200-6 | 1.50.1 |
| RG-q-6 | 0.30.2 | SD-200-3 | 1.50.1 |
| RG-q-3 | 0.10.1 | SD-100-3 | 1.40.1 |
| Total () | Dispersive () | Polar () | |
|---|---|---|---|
| BoPP (untreated) | 24.10.2 | 24.00.2 | 0.080.01 |
| BoPP (pretreated) | 37.00.4 | 30.10.3 | 6.940.12 |
| BL-3 | 61.70.2 | N/A | N/A |
| BL-6 | 62.30.2 | N/A | N/A |
| BL-9 | 61.50.7 | N/A | N/A |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schiessl, S.; Kucukpinar, E.; Rivollier, N.; Langowski, H.-C.; Eisner, P. A Comparative Study on the Roll-to-Roll Processing of a Silicate–Polyvinyl Alcohol Composite Barrier Lacquer Using Slot-Die and Reverse Gravure Coating Techniques. Polymers 2023, 15, 2761. https://doi.org/10.3390/polym15132761
Schiessl S, Kucukpinar E, Rivollier N, Langowski H-C, Eisner P. A Comparative Study on the Roll-to-Roll Processing of a Silicate–Polyvinyl Alcohol Composite Barrier Lacquer Using Slot-Die and Reverse Gravure Coating Techniques. Polymers. 2023; 15(13):2761. https://doi.org/10.3390/polym15132761
Chicago/Turabian StyleSchiessl, Stefan, Esra Kucukpinar, Noémie Rivollier, Horst-Christian Langowski, and Peter Eisner. 2023. "A Comparative Study on the Roll-to-Roll Processing of a Silicate–Polyvinyl Alcohol Composite Barrier Lacquer Using Slot-Die and Reverse Gravure Coating Techniques" Polymers 15, no. 13: 2761. https://doi.org/10.3390/polym15132761