

Effect of Process Parameters on Thermal and Mechanical Properties of Filament Wound Polymer-Based Composite Pipes

 , ,
, , 
Abstract
:1. Introduction
2. Experimental Part
2.1. Materials
2.2. Preparation of Composite Pipes and DOE
2.3. Thermal Analysis
2.4. Mechanical Performance Test
3. Results and Discussion
3.1. Thermal Analysis
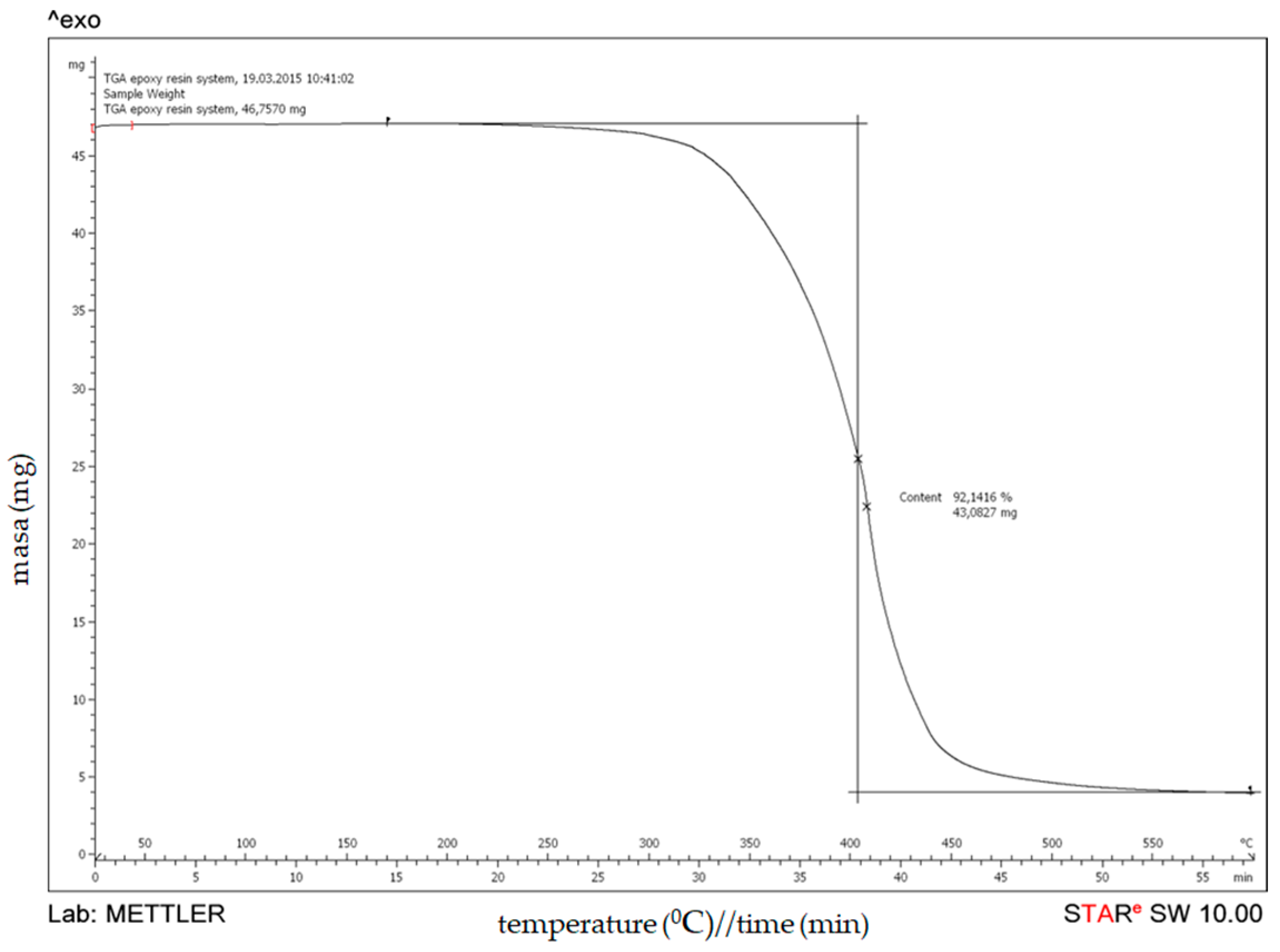
3.1.1. Thermogravimetric Analysis (TGA)
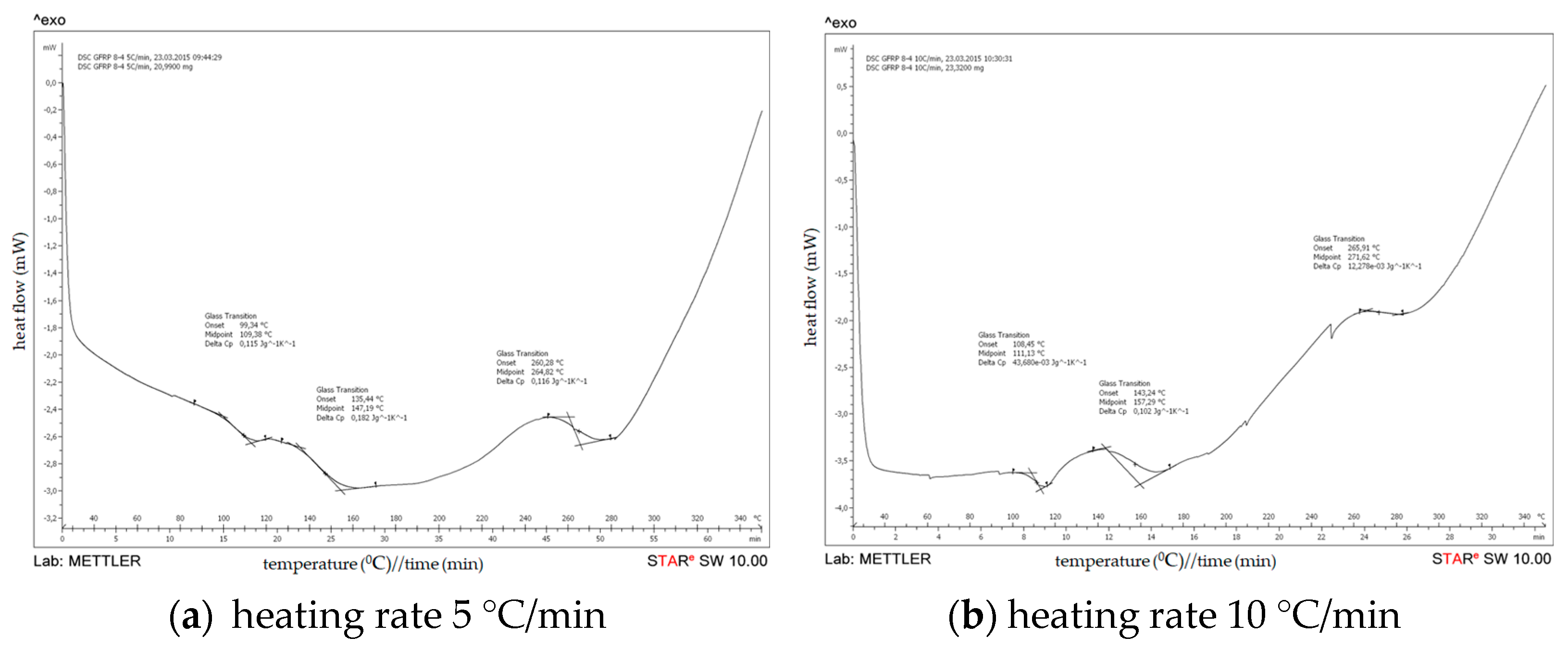
3.1.2. Differential Scanning Calorimetry (DSC) Analysis
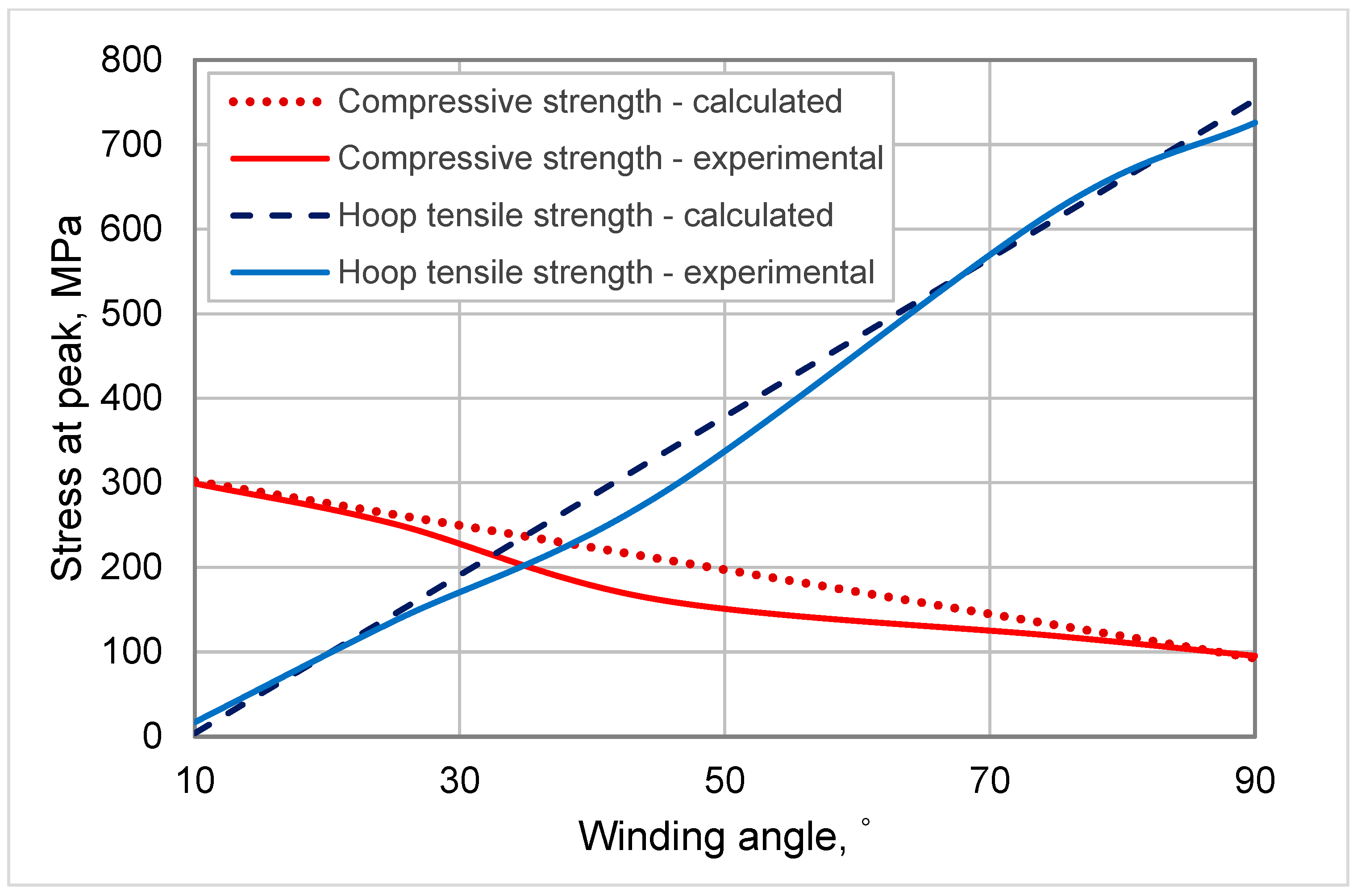
3.2. Mechanical Properties and DOE
4. Conclusions
- (1)
- From the thermal characterization, it can be concluded that all the produced filament-wound pipes have good thermal stability, and their complete weight loss was observed at temperature intervals from 600 °C to 1000 °C.
- (2)
- By using TGA, we have received 20–25 weight percentage of glass fibers which we have expected during the production procedure.
- (3)
- The values for the glass transition temperature (Tg) of the analyzed composites are similar for all configurations of filament-wound pipes, which indicate that the degree of crosslinking has already been reached in all composites.
- (4)
- The values of the heat capacity of the composites prove that a high degree of crosslinking has already been reached in all composites and there are not volatile materials.
- (5)
- The glass transition temperature (Tg) in the composites increases with the increasing of the heating rate.
- (6)
- The tensile and compression test results indicated that the change of the winding angle causes a huge variation in the final mechanical results, whereas the influence of the other two parameters—winding velocity and fiber tension—is much lower, and the interaction of the factors has a negligible effect on the response.
- (7)
- It was observed that if the study domain is precisely established (narrow enough), the full factorial experimental design can be employed to give good approximation of the response, i.e., stress of peak values.
- (8)
- Filament-wound composite pipes represent a good potential for utilization as loaded elements in the construction industry.
- (9)
- Based on the mechanical as well as thermal properties of these composite pipes, it can be concluded that they can be used for transportation of hot fluid under pressure.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Park, J.-S.; Hong, C.-S.; Kim, C.-G.; Kim, C.-U. Analysis of Filament Wound Composite Structures Considering the Change of Winding Angles Through the Thickness Direction. Compos. Struct. 2002, 55, 63–71. [Google Scholar] [CrossRef]
- Tarakçioğlu, N.; Gemi, L.; Yapıcı, A. Fatigue Failure Behavior of Glass/Epoxy ±55° Filament Wound Pipes Under Internal Pressure. Compos. Sci. Technol. 2004, 65, 703–708. [Google Scholar] [CrossRef]
- Ellyin, F.; Martens, M. Biaxial Fatigue Behaviour of a Multidirectional Filament-Wound Glass-Fiber/Epoxy Pipe. Compos. Sci. Technol. 2001, 61, 491–502. [Google Scholar] [CrossRef]
- Etemad, M.R.; Pask, E.; Besant, C.B. Hoop Strength Characterization of High Strength Carbon Fibre Composites. Composites 1992, 23, 253–259. [Google Scholar] [CrossRef]
- Aydin, M. Development of Fiber Reinforced Cylindrical Composite Structures by Filament Winding Technique. Master’s Thesis, Izmir Institute of Technology İYTE, İzmir, Turkey, 2019; p. 65. [Google Scholar]
- Wild, P.M.; Vickers, G.W. Analysis of Filament-Wound Cylindrical Shells Under Combined Centrifugal, Pressure and Axial Loading. Compos. Part A 1997, 28A, 47–55. [Google Scholar] [CrossRef]
- Parnas, L.; Katırcı, N. Design of Fiber-Reinforced Composite Pressure Vessels Under Various Loading Conditions. Compos. Struct. 2002, 58, 83–95. [Google Scholar] [CrossRef]
- Kaynak, C.; Mat, O. Uniaxial Fatigue Behavior of Filament Wound Glass-Fiber/Epoxy Composite Tubes. Compos. Sci. Technol. 2001, 61, 1833–1840. [Google Scholar] [CrossRef]
- Bai, J.; Seeleuthner, P.; Bompard, P. Mechanical Behavior of ±55° Filament-Wound Glass-Fibre/Epoxy-Resin Tubes: I. Microstructural Analyses, Mechanical Behavior and Damage Mechanisms of Composite Tubes Under Pure Tensile Loading, Pure Internal Pressure, and Combined Loading. Compos. Sci. Technol. 1997, 57, 141–153. [Google Scholar] [CrossRef]
- Mertiny, P.; Ellyin, F.; Hothan, A. An experimental investigation on the effect of multi-angle filament winding on the strength of tubular composite structures. Compos. Sci. Technol. 2004, 64, 1–9. [Google Scholar] [CrossRef]
- Risteska, S.; Samakoski, B.; Sokoloski, Z.; Stefanovska, M. Investigation of influence of carbon fiber delivery system for filament winding process with NOL-Ring specimen tests. In Proceedings of the ECCM16—16th European Conference on Composite Materials, Seville, Spain, 22–26 June 2014. [Google Scholar]
- Ruiz De Luzuriaga, A.; Martin, R.; Markaide, N.; Rekondo, A.; Cabañero, G.; Rodríguez, J.; Odriozola, I. Epoxy resin with exchangeable disulfide crosslinks to obtain reprocessable, repairable and recyclable fiber-reinforced thermoset composites. Mater. Horiz. 2016, 3, 241–247. [Google Scholar] [CrossRef]
- Sideridis, E.; Papadopoulos, G.A. Short-Beam and Three-Point-Bending Tests for the Study of Shear and Flexural Properties in Unidirectional-Fiber-Reinforced Epoxy Composites. J. Appl. Polym. Sci. 2004, 93, 63–74. [Google Scholar] [CrossRef]
- Belingardi, G.; Cavatorta, M.P.; Frasca, C. Bending fatigue behavior of glass–carbon/epoxy hybrid composites. Compos. Sci. Techol. 2006, 66, 222–232. [Google Scholar] [CrossRef]
- Dorigato, A.; Pegoretti, A.J. Flexural and impact behaviour of carbon/basalt fibers hybrid laminates. Compos. Mat. 2014, 48, 1121–1130. [Google Scholar] [CrossRef]
- Kissinger, H.E. Reaction Kinetics in Differential Thermal Analysis. Anal. Chem. 2002, 29, 1702–1706. [Google Scholar] [CrossRef]
- Risteska, S.; Samakoski, B.; Stefanovska, M. Properties of Composite Trapezoidal Parts Manufactured with help of Filament Winding Technology using Taguchi Method. Int. J. Eng. Res. Technol. 2014, 3, 250–255. [Google Scholar]
- Putic, S.; Stamenovic, M.; Zrlic, M.; Bajaceta, M. Bending properties of Glass—Polyester Composite Pipes. In Proceedings of the 3th International Conference on Deformation Processing and Structure of Materials, Belgrade, Serbia, 20–22 September 2007. [Google Scholar]
- Risteska, S.; Stefanovska, M.; Samakoski, B. Factorial design of experiment vs. Taguchi approach in filament wound composites. In Proceedings of the 6th International Symposium on Industrial Engineering, Belgrade, Serbia, 24–25 September 2015. [Google Scholar]
- Stefanovska, M.; Risteska, S.; Samakoski, B.; Maneski, G.; Kostadinoska, B. Theoretical and Experimental Bending Properties of Composite Pipes. Int. J. Environ. Ecol. Eng. 2015, 9, 706–710. [Google Scholar]
- Svetlana, R.; Anka, T.P.; Maja, S.; Anita, T.; Blagoja, S. Design of experiment on final resin mass fraction in composite. J. TTEM 2015, 10, 305–312. [Google Scholar]
- George, E.P.; Box, J.S.; Hunter, W.G. Statistics for Experimenters: Design, Innovation and Discovery, 2nd ed.; John Wiley and Sons: New York, NY, USA, 2005; p. 672. ISBN 978-0-471-71813-0. [Google Scholar]
- Kaddour, A.S.; Hinton, M.J.; Soden, P.D. Behaviour of ±45° Glass/Epoxy Filament Wound Tubes Under Quasi-Static Biaxial Tension—Compression Loading: Experimental Results. Compos. Part B Eng. 2003, 34, 689–704. [Google Scholar] [CrossRef]
- Dong, C.; Duong, J.; Davies, I.J. Flexural Properties of S-2 Glass and TR 30S Carbon Fiber—Reinforced Epoxy Hybrid Composites. Polym. Compos. 2014, 33, 773–781. [Google Scholar] [CrossRef]
- Srebrenkoska, V.; Risteska, S.; Mijajlovik, M.; Srebrenkoska, S.; Zezova, S. Mechanical and thermal properties of filament wound composite pipes. In Proceedings of the VII International Metallurgy Congress, Metallurgy, Materials and Environmental, Ohrid, Macedonia, 9–12 June 2016. [Google Scholar]
- Pattanaik, A.; Mukherjee, M.; Mishra, S.B. Influence of curing condition on thermo-mechanical properties of fly ash reinforced epoxy composite. Compos. Part Eng. 2019, 176, 107301. [Google Scholar] [CrossRef]
- Mphahlele, K.; Ray, S.S.; Kolesnikov, A. Cure kinetics, morphology development, and rheology of a high-performance carbon-fiber-reinforced epoxy composite. Compos. Part Eng. 2019, 176, 107300. [Google Scholar] [CrossRef]
- Man, T.C.; Karin, P.; Lin, Y.H.; Larpsuriyakul, P.; Ohtake, N. A Study on Curing Temperature and Fracture Mechanism of Carbon and Glass Fiber Reinforced Polymers Using an Electron Microscopy. Int. J. Automot. Technol. 2021, 22, 687–700. [Google Scholar] [CrossRef]
- Abliz, D.; Jürgens, T.; Artys, T.; Ziegmann, G. Cure kinetics and rheology modelling of boehmite (AlOOH) nanoparticle modified epoxy resin systems. Thermochim. Acta 2018, 669, 30–39. [Google Scholar] [CrossRef]
- Kaelble, D.H.; Smith, T. Analysis of curing kinetics in polymer composites. J. Polym. Sci. Polym. Lett. Ed. 1974, 12, 473–475. [Google Scholar] [CrossRef]
- Koga, N. Ozawa’s kinetic method for analyzing thermoanalytical curves. J. Therm. Anal. Calorim. 2013, 113, 1527–1541. [Google Scholar] [CrossRef]
- Alavi-Soltani, S.; Sabzevari, S.; Koushyar, H.; Minaie, B. Thermal, rheological, and mechanical properties of a polymer composite cured at different isothermal cure temperatures. J. Compos. Mater. 2011, 46, 575–587. [Google Scholar] [CrossRef]
- Liang, J.; Liu, L.; Qin, Z.; Zhao, X.; Li, Z.; Emmanuel, U.; Feng, J. Experimental Study of Curing Temperature Effect on Mechanical Performance of Carbon Fiber Composites with Application to Filament Winding Pressure Vessel Design. Polymers 2023, 15, 982. [Google Scholar] [CrossRef] [PubMed]
- Ismail, A.S.; Jawaid, M.; Hamid, N.H.; Yahaya, R.; Hassan, A.; Asim, M.; Supian, A.B.M. Effect of Curing Temperature on Mechanical Properties of Bio-phenolic/Epoxy Polymer Blends. J. Polym. Environ. 2021, 30, 878–885. [Google Scholar] [CrossRef]
- ASTM Standards D 2290-00; Standard Test Method for Apparent Hoop Tensile Strength of Plastic or Reinforced Plastic Pipe by Split Disk Method. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM Standards D 5449/D 5449M-93; Standard Test Method for Transverse Compressive Properties of Hoop Wound Polymer Matrix Composite Cylinders. ASTM International: West Conshohocken, PA, USA, 2013.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (g/cm3) | Viscosity (mPa·s) | Gel Time (min) | Pot Life (h) |
|---|---|---|---|
| 1.15 | 600–1000 at 25 °C | 50–60 at 80 °C | 18–24 at 25 °C |
| Tensile Strength (MPa) | Linear Density (g/km) | Volume Density (g/cm3) | Elongation (%) |
|---|---|---|---|
| 3100–3800 | 1200 | 2.6 | 4.5–4.9 |
| Winding Speed, m/min | Fiber Tension, N | Winding Angle, ° | |
|---|---|---|---|
| Zero level, xi = 0 | 13.125 | 47 | 50 |
| Interval of variation | 7.875 | 13 | 40 |
| High level, xi = +1 | 21 | 60 | 90 |
| Lower level, xi = −1 | 5.25 | 34 | 10 |
| Code | x1 | x2 | x3 |
| Temperature Range (°C) | Weight Loss (%) | ||
|---|---|---|---|
| Epoxy | GFRP 7-4 | GFRP 8-4 | |
| 150–600 | 92.1416 | 20.2401 | 20.4326 |
| 600–1000 | 7.8584 | 1.0401 | 1.1437 |
| Specific Values and Extrapolation Results of Ti, Tp and Tf at Different Heating Rates | ||||
|---|---|---|---|---|
| Heating Rate q(°C/min) | Onset Ti (°C) | Peak Tp (°C) | Endset Tf (°C) | ∆Hcure (Jg−1) |
| 0 | 68.1 | 96.2 | 106.9 | |
| 5 | 76.21 (133.27) | 103.50 (148.02) | 115.19 (159.75) | 171.41 (14.11) |
| 10 | 92.12 (139.14) | 118.14 (150.38) | 129.76 (169.07) | 160.94 (8.82) |
| 15 | 101.52 | 126.12 | 138.98 | 260.84 |
| 20 | 108.40 | 132.80 | 146.28 | 237.96 |
| Glass Transition | 5 °C/min | 10 °C/min | 15 °C/min | 20 °C/min | |
|---|---|---|---|---|---|
| Onset (°C) | 135.4 | 143.2 | 159.8 | 167.1 | GFRP 8-4 |
| Midpoint (°C) | 147.2 | 157.3 | 168.9 | 178.3 | |
| ∆Cp (Jg−1K−1) | 0.182 | 0.102 | 0.035 | 0.060 | |
| Onset (°C) | 137.89 | 148.87 | 153.33 | 174.31 | GFRP 7-4 |
| Midpoint (°C) | 146.48 | 156.69 | 169.90 | 178.64 | |
| ∆Cp (Jg−1K−1) | 0.15 | 0.147 | 0.095 |
| x1 | x2 | x3 | x1 x2 | x1 x3 | x2 x3 | x1 x2 x3 | σ Average (MPa) | |
|---|---|---|---|---|---|---|---|---|
| 1 | −1 | −1 | −1 | +1 | +1 | +1 | −1 | 16.95 |
| 2 | +1 | −1 | −1 | −1 | −1 | +1 | +1 | 17.00 |
| 3 | −1 | +1 | −1 | −1 | +1 | −1 | +1 | 22.28 |
| 4 | +1 | +1 | −1 | +1 | −1 | −1 | −1 | 25.32 |
| 5 | −1 | −1 | +1 | +1 | −1 | −1 | +1 | 725.85 |
| 6 | +1 | −1 | +1 | −1 | +1 | −1 | −1 | 854.60 |
| 7 | −1 | +1 | +1 | −1 | −1 | +1 | −1 | 811.22 |
| 8 | +1 | +1 | +1 | +1 | +1 | +1 | +1 | 881.20 |
| x1 | x2 | x3 | x1 x2 | x1 x3 | x2 x3 | x1 x2 x3 | σ Average (MPa) | |
|---|---|---|---|---|---|---|---|---|
| 1 | −1 | −1 | −1 | +1 | +1 | +1 | −1 | 299.40 |
| 2 | +1 | −1 | −1 | −1 | −1 | +1 | +1 | 238.24 |
| 3 | −1 | +1 | −1 | −1 | +1 | −1 | +1 | 304.68 |
| 4 | +1 | +1 | −1 | +1 | −1 | −1 | −1 | 297.30 |
| 5 | −1 | −1 | +1 | +1 | −1 | −1 | +1 | 95.40 |
| 6 | +1 | −1 | +1 | −1 | +1 | −1 | −1 | 78.93 |
| 7 | −1 | +1 | +1 | −1 | −1 | +1 | −1 | 89.77 |
| 8 | +1 | +1 | +1 | +1 | +1 | +1 | +1 | 109.21 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Srebrenkoska, S.; Kochoski, F.; Srebrenkoska, V.; Risteska, S.; Kotynia, R. Effect of Process Parameters on Thermal and Mechanical Properties of Filament Wound Polymer-Based Composite Pipes. Polymers 2023, 15, 2829. https://doi.org/10.3390/polym15132829
Srebrenkoska S, Kochoski F, Srebrenkoska V, Risteska S, Kotynia R. Effect of Process Parameters on Thermal and Mechanical Properties of Filament Wound Polymer-Based Composite Pipes. Polymers. 2023; 15(13):2829. https://doi.org/10.3390/polym15132829
Chicago/Turabian StyleSrebrenkoska, Sara, Filip Kochoski, Vineta Srebrenkoska, Svetlana Risteska, and Renata Kotynia. 2023. "Effect of Process Parameters on Thermal and Mechanical Properties of Filament Wound Polymer-Based Composite Pipes" Polymers 15, no. 13: 2829. https://doi.org/10.3390/polym15132829
APA StyleSrebrenkoska, S., Kochoski, F., Srebrenkoska, V., Risteska, S., & Kotynia, R. (2023). Effect of Process Parameters on Thermal and Mechanical Properties of Filament Wound Polymer-Based Composite Pipes. Polymers, 15(13), 2829. https://doi.org/10.3390/polym15132829