
Integrating Exposure Assessment and Process Hazard Analysis: The Nano-Enabled 3D Printing Filament Extrusion Case
 , , , , ,
, , , , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Nanomaterials and Polymer Matrices
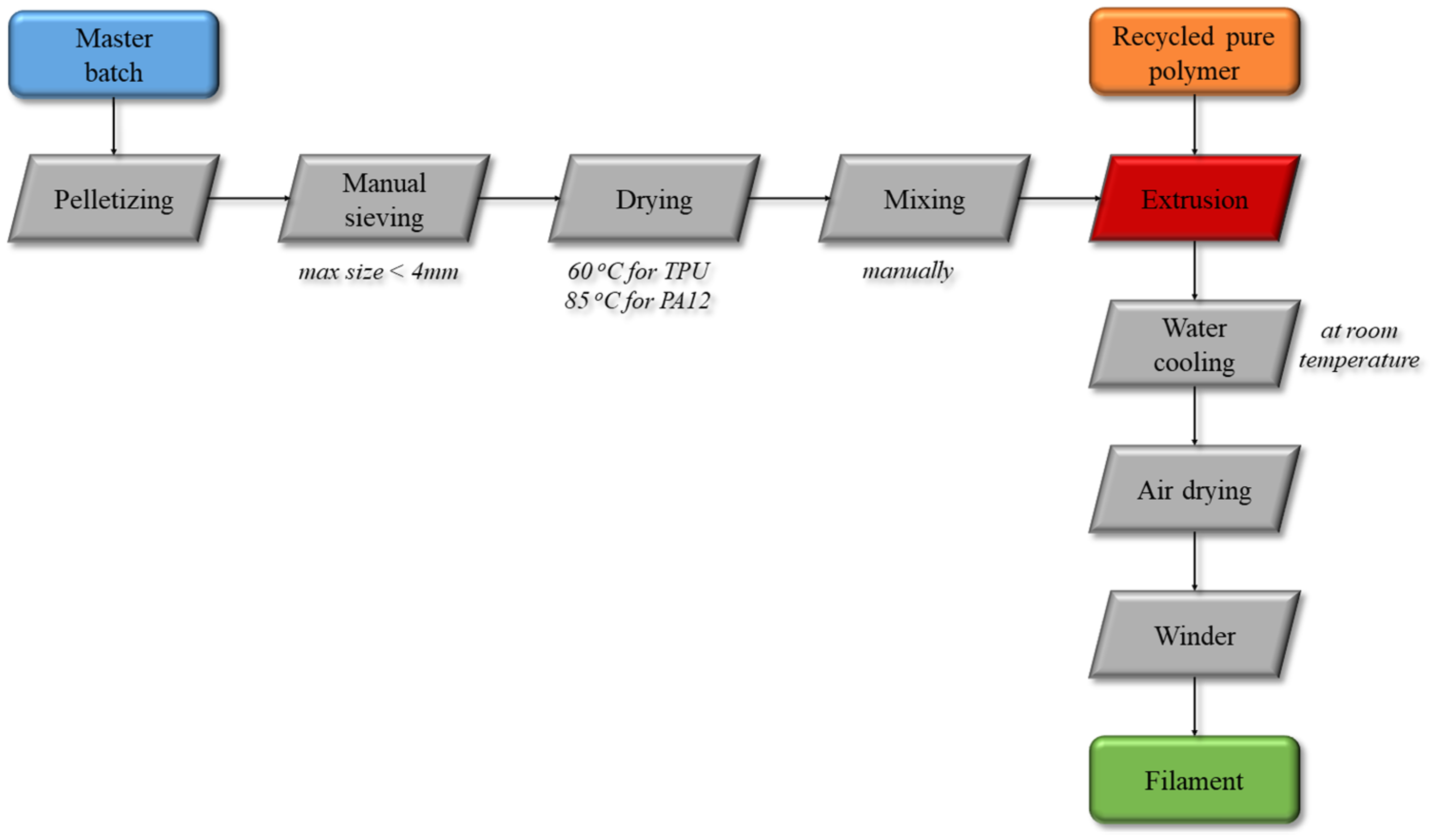
2.2. Extrusion Pilot Line for 3D Printing Filament Preparation
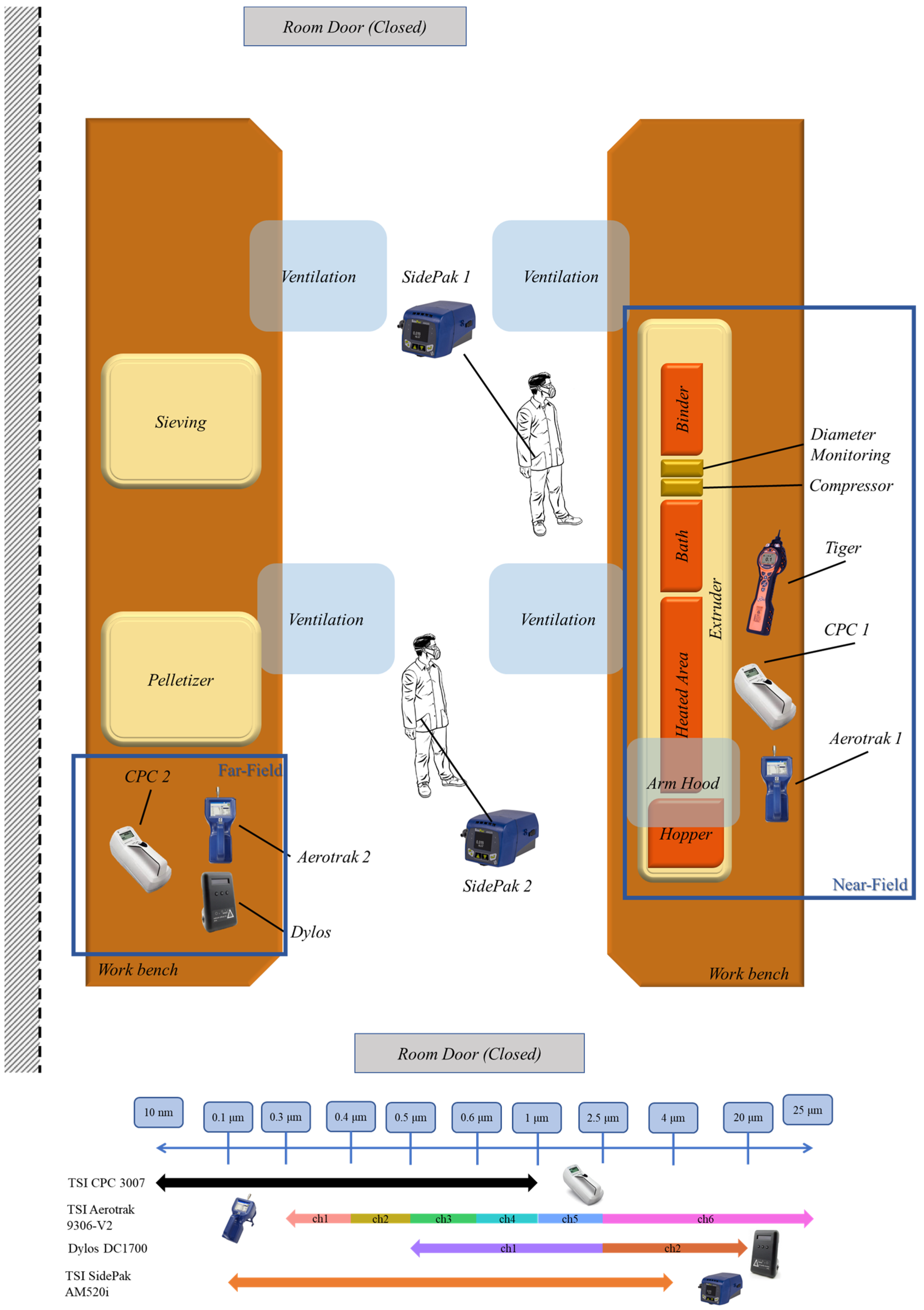
2.3. Exposure Measurement Campaign
2.4. Risk Assessment Methodology
2.4.1. Failure Mode and Effect Analysis (FMEA)
- Severity (S) was ranked from one to five, describing the effect per failure mode (one: least severe, five: most severe).
- Occurrence (O) was ranked from one to five and was associated with the likelihood of each failure mode to take place (one: low probability, five: high probability).
- Detection (D) was ranked from one to five and was associated with the difficulty of a failure mode being detected and prevented (one: easy to be detected, five: hard to be detected).
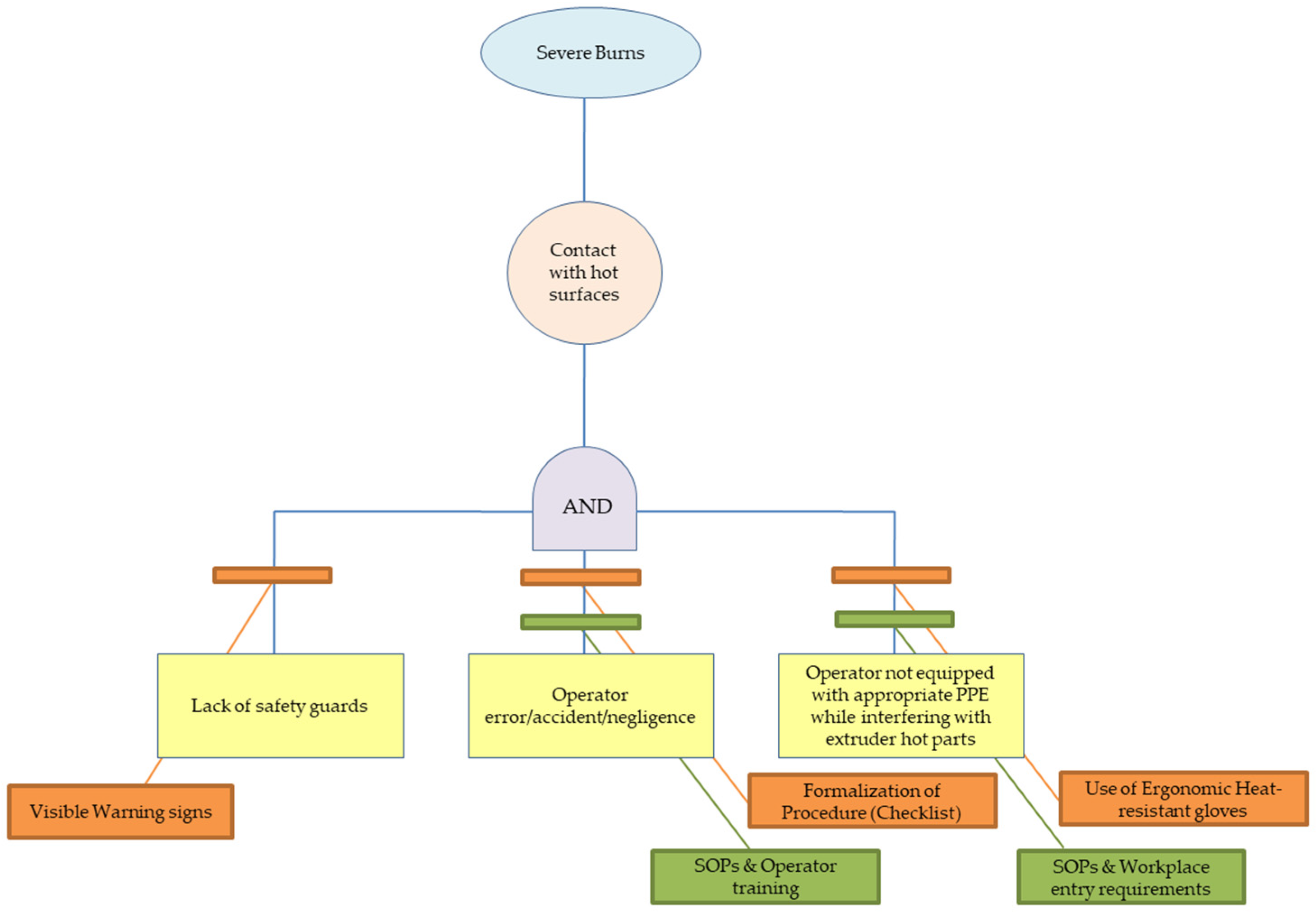
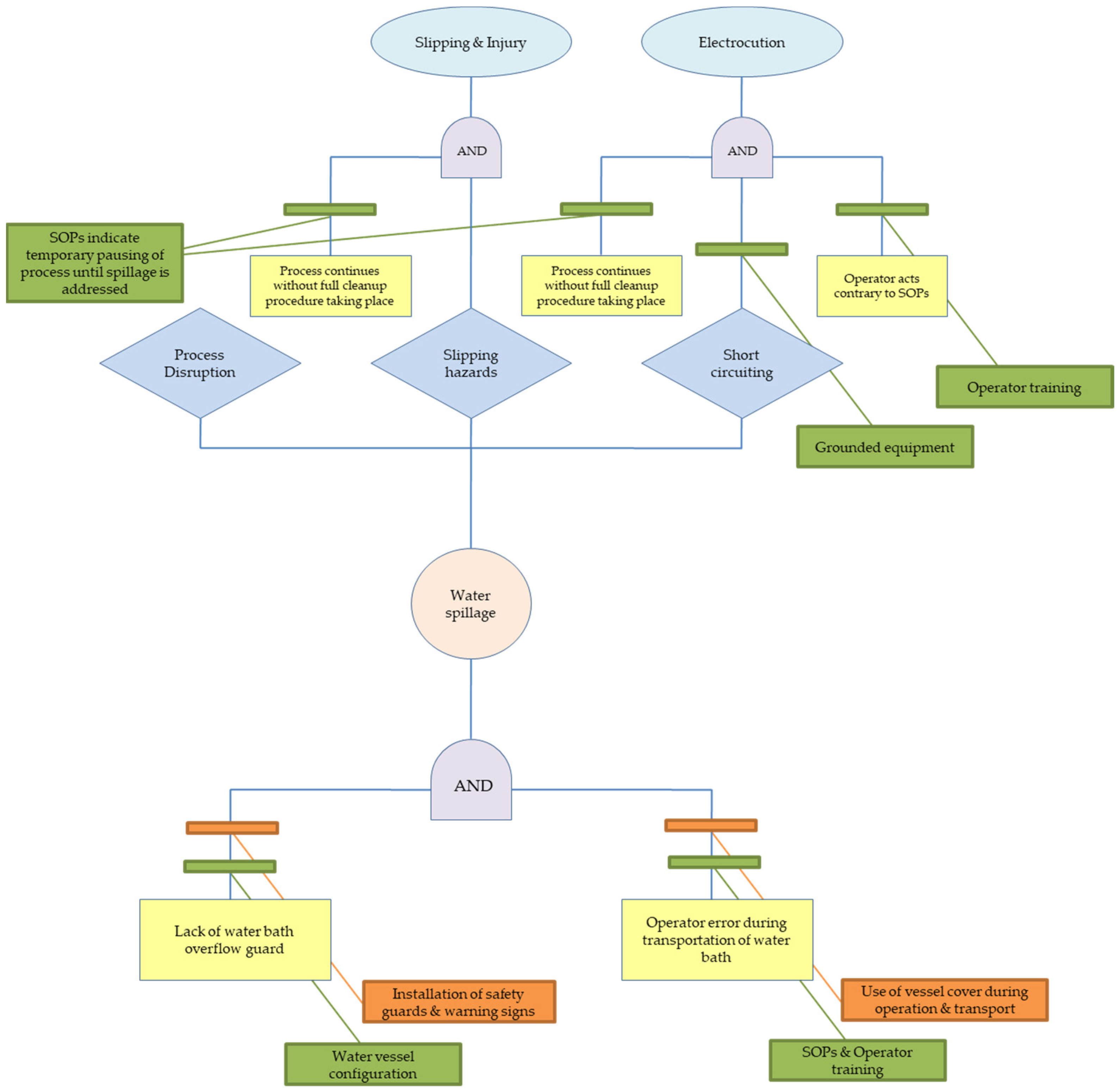
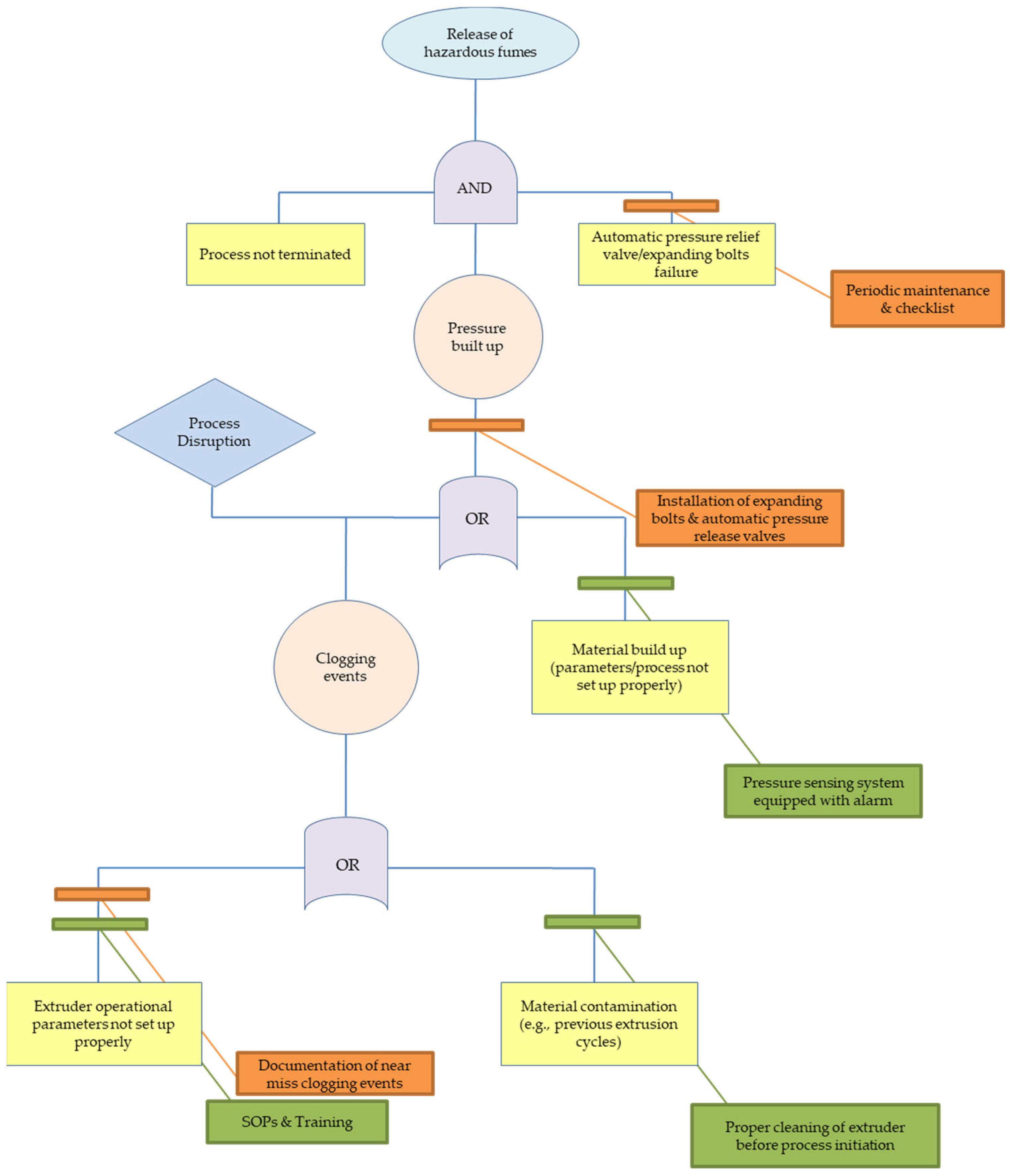
2.4.2. Fault Tree Analysis (FTA)
- The top event, which includes the description of the critical system;
- The basic events, which include the low-level identified causes;
- The logic gates (AND, OR), which display the logic connection between the basic events and the top event.
3. Results
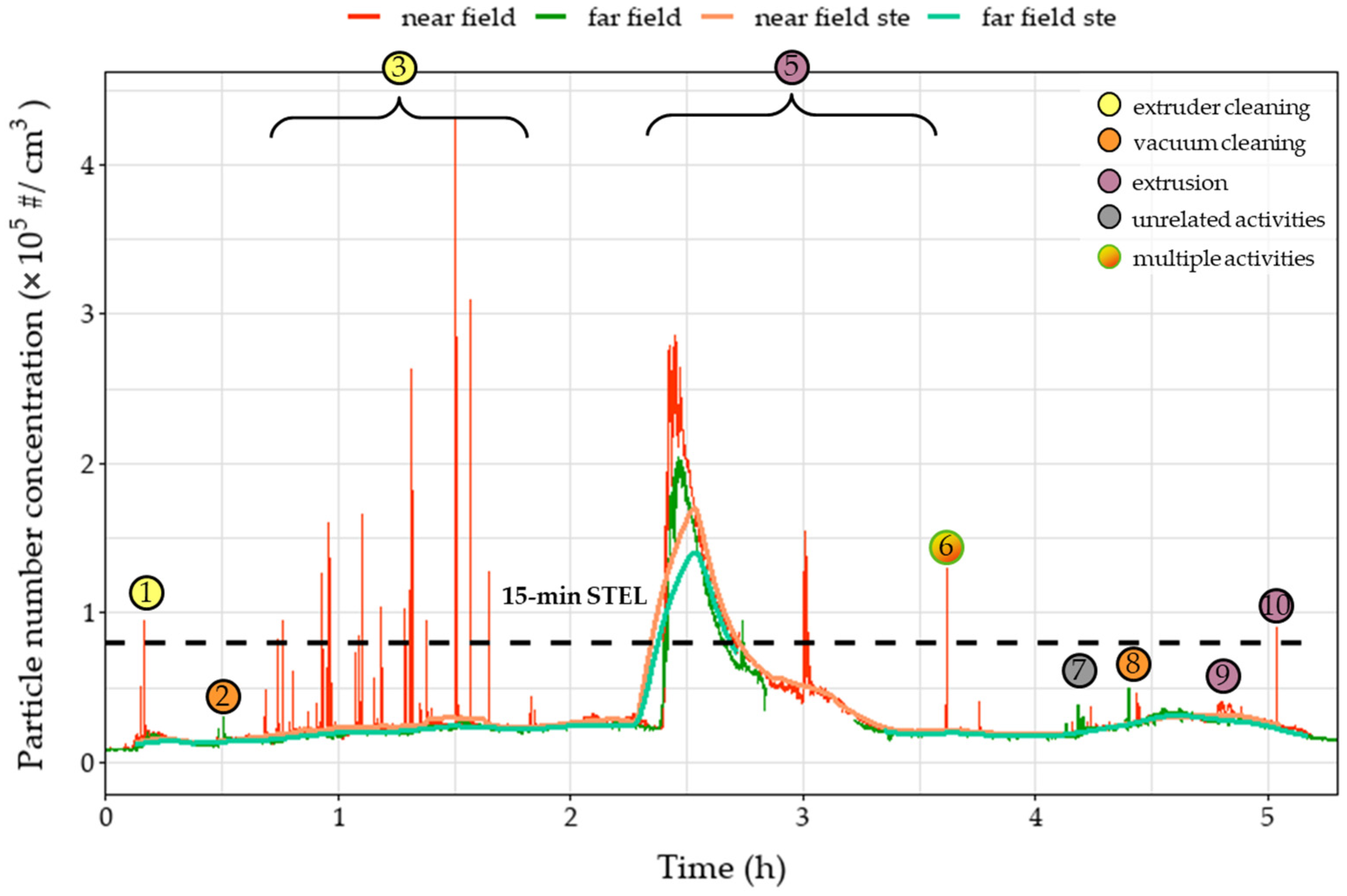
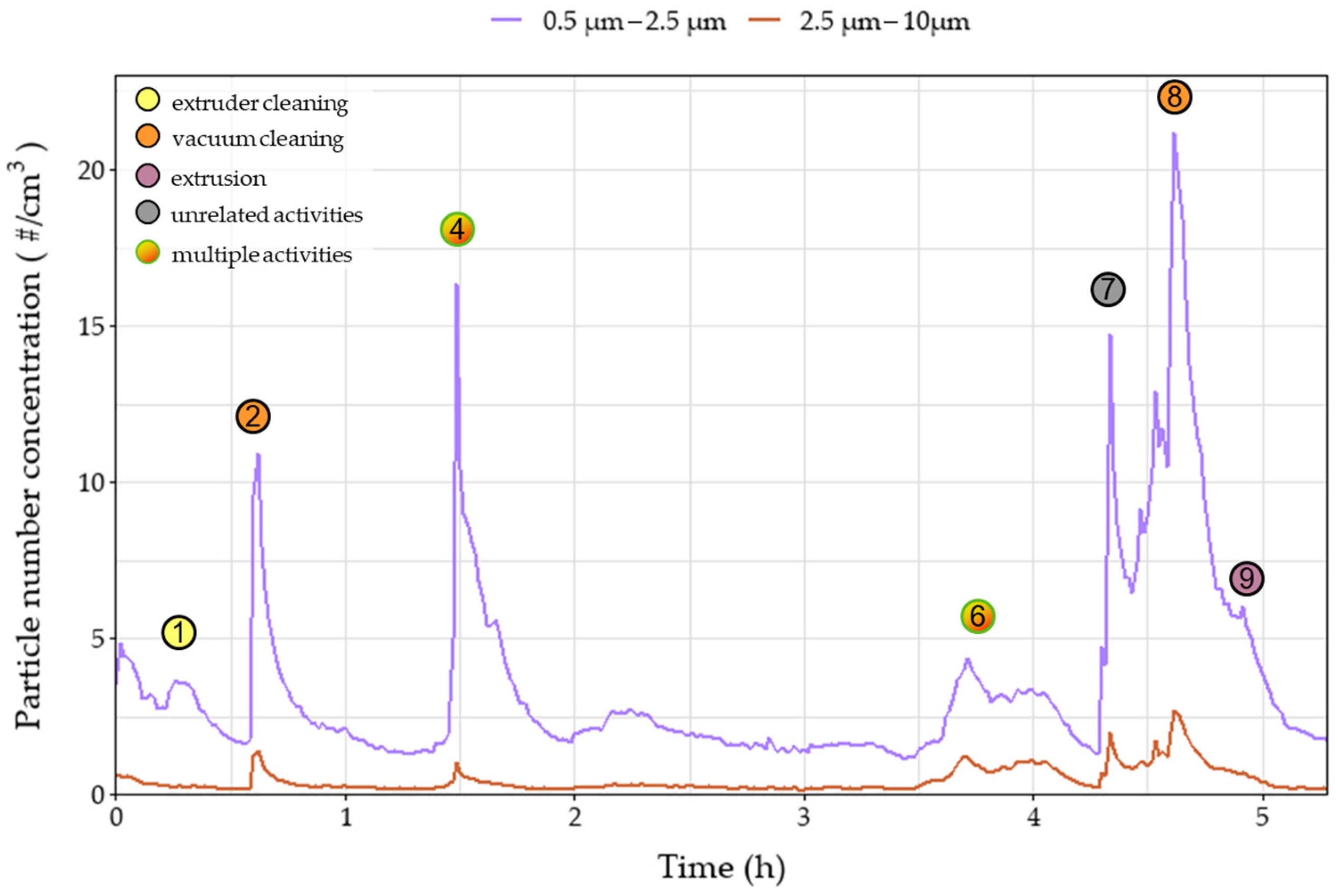
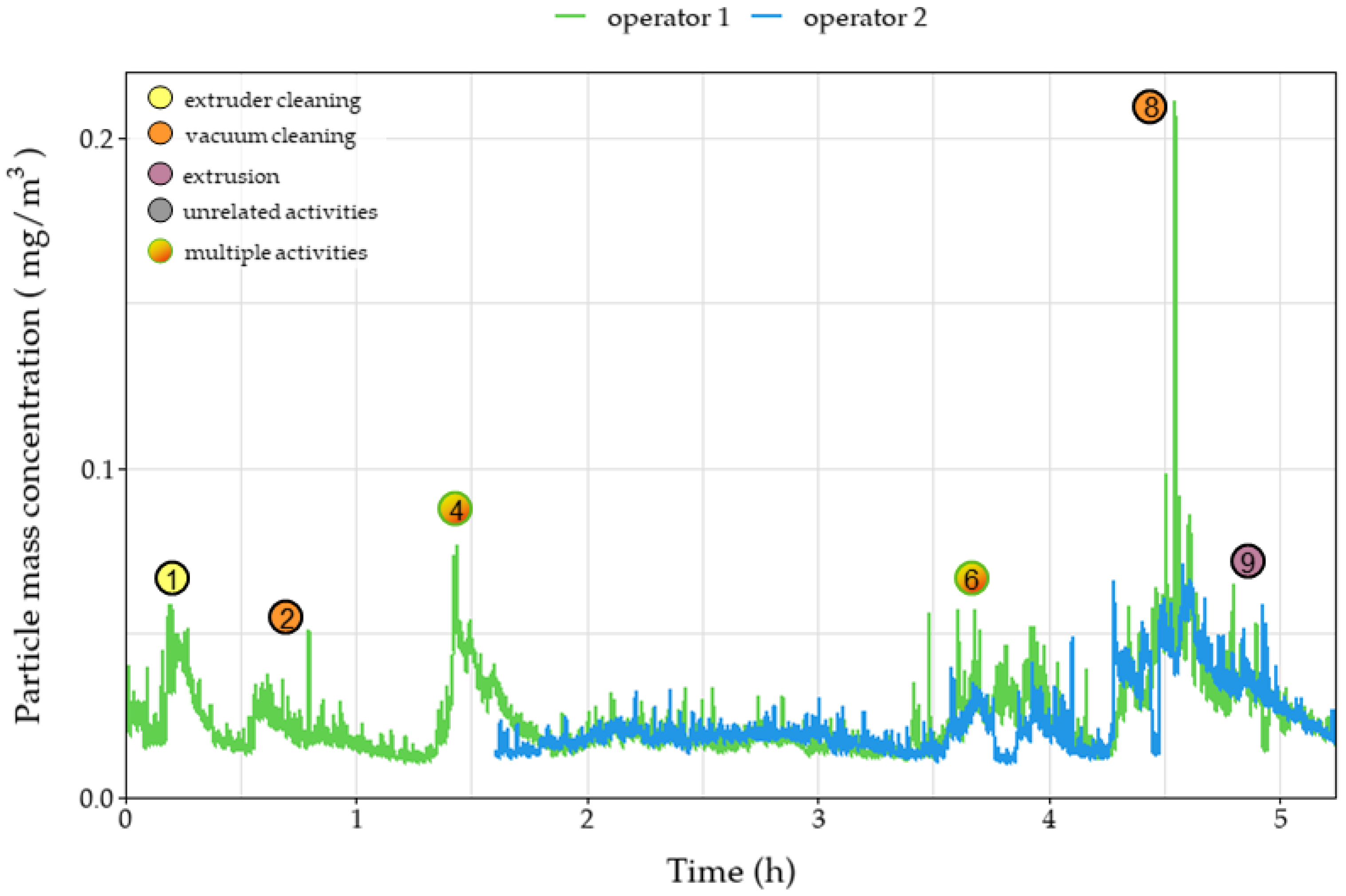
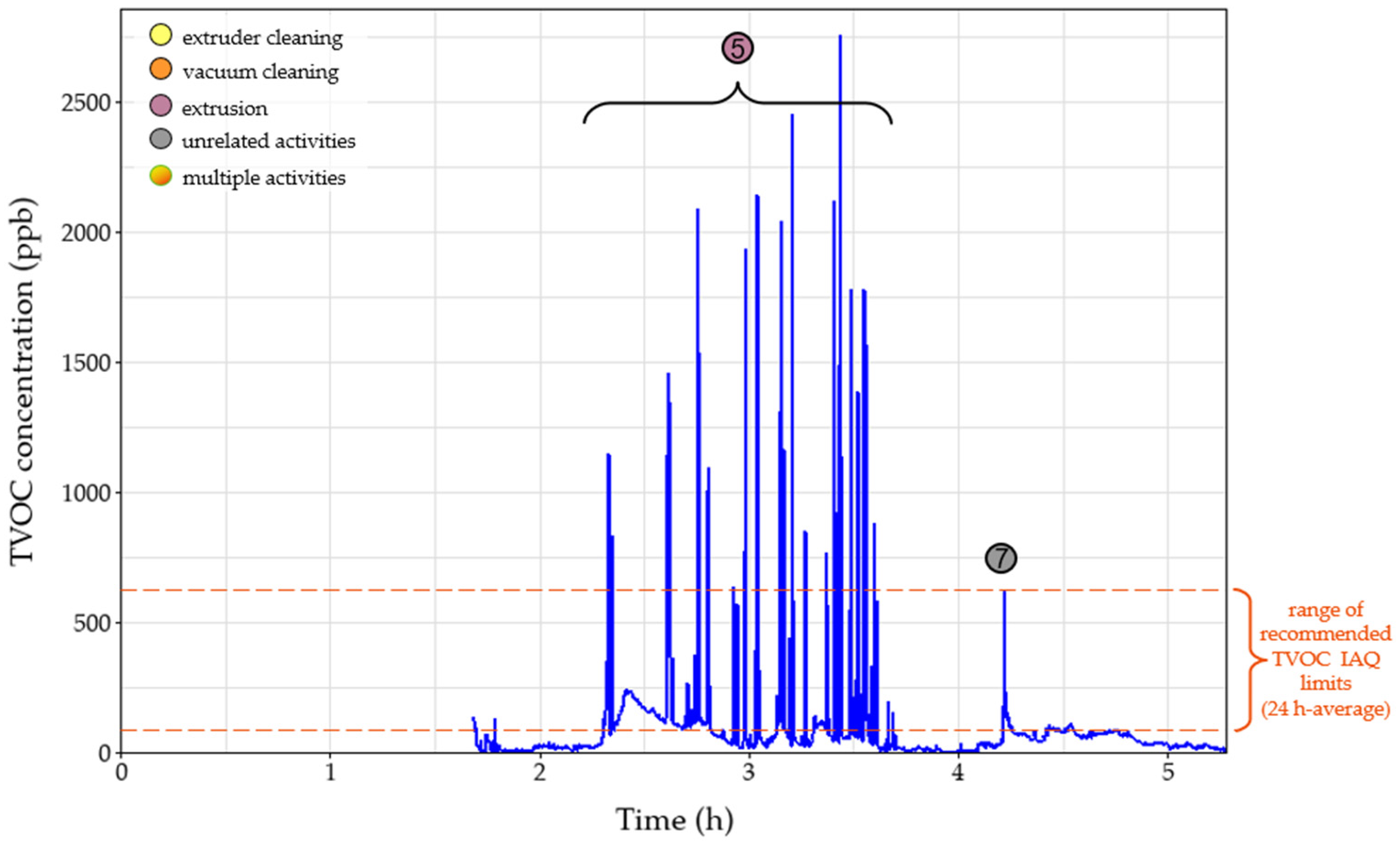
3.1. Airborne Contaminant Exposure
3.2. Process Hazard Analysis
3.3. Study Limitations and Future Research
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hamadneh, N.; Khan, W.; Khan, W. Polymer Nanocomposites—Synthesis Techniques, Classification and Properties. In Science and Applications of Tailored Nanostructures; One Central Press (OCP): Manchester, UK, 2016; ISBN 978-1-910086-19-3. [Google Scholar]
- Hussain, F.; Hojjati, M.; Okamoto, M.; Gorga, R.E. Review Article: Polymer-Matrix Nanocomposites, Processing, Manufacturing, and Application: An Overview. J. Compos. Mater. 2006, 40, 1511–1575. [Google Scholar] [CrossRef]
- Kanda, M.; Puggal, S.; Dhall, N.; Sharma, A. Recent Developments in the Fabrication, Characterization, and Properties Enhancement of Polymer Nanocomposites: A Critical Review. Mater. Today Proc. 2018, 5, 28243–28252. [Google Scholar] [CrossRef]
- Tserpes, K.; Chanteli, A.; Pantelakis, S.; Koumoulos, E.P.; Charitidis, C.A. Mechanical and Nanomechanical Properties of MWCNT/PP Nanocomposite. Frat. Integrità Strutt. 2018, 12, 73–83. [Google Scholar] [CrossRef] [Green Version]
- Zhang, Z.; Gkartzou, E.; Jestin, S.; Semitekolos, D.; Pappas, P.-N.; Li, X.; Karatza, A.; Zouboulis, P.; Trompeta, A.-F.; Koutroumanis, N.; et al. 3D Printing Processability of a Thermally Conductive Compound Based on Carbon Nanofiller-Modified Thermoplastic Polyamide 12. Polymers 2022, 14, 470. [Google Scholar] [CrossRef]
- Zhou, Y.; Lei, L.; Yang, B.; Li, J.; Ren, J. Preparation and Characterization of Polylactic Acid (PLA) Carbon Nanotube Nanocomposites. Polym. Test. 2018, 68, 34–38. [Google Scholar] [CrossRef]
- Poddar, M.K.; Arjmand, M.; Sundararaj, U.; Moholkar, V.S. Ultrasound-Assisted Synthesis and Characterization of Magnetite Nanoparticles and Poly(Methyl Methacrylate)/Magnetite Nanocomposites. Ultrason. Sonochemistry 2018, 43, 38–51. [Google Scholar] [CrossRef] [PubMed]
- Mukhopadhyay, R.; Bhaduri, D.; Sarkar, B.; Rusmin, R.; Hou, D.; Khanam, R.; Sarkar, S.; Kumar Biswas, J.; Vithanage, M.; Bhatnagar, A.; et al. Clay–Polymer Nanocomposites: Progress and Challenges for Use in Sustainable Water Treatment. J. Hazard. Mater. 2020, 383, 121125. [Google Scholar] [CrossRef]
- Jin, F.-L.; Zhang, H.; Yao, S.-S.; Park, S.-J. Effect of Surface Modification on Impact Strength and Flexural Strength of Poly(Lactic Acid)/Silicon Carbide Nanocomposites. Macromol. Res. 2018, 26, 211–214. [Google Scholar] [CrossRef]
- Tanahashi, M. Development of Fabrication Methods of Filler/Polymer Nanocomposites: With Focus on Simple Melt-Compounding-Based Approach without Surface Modification of Nanofillers. Materials 2010, 3, 1593–1619. [Google Scholar] [CrossRef] [Green Version]
- Saliakas, S.; Karayannis, P.; Kokkinopoulos, I.; Damilos, S.; Gkartzou, E.; Zouboulis, P.; Karatza, A.; Koumoulos, E.P. Fused Filament Fabrication 3D Printing: Quantification of Exposure to Airborne Particles. J. Compos. Sci. 2022, 6, 119. [Google Scholar] [CrossRef]
- Abbasi, R.; Shineh, G.; Mobaraki, M.; Doughty, S.; Tayebi, L. Structural Parameters of Nanoparticles Affecting Their Toxicity for Biomedical Applications: A Review. J. Nanoparticle Res. 2023, 25, 43. [Google Scholar] [CrossRef]
- Sengul, A.B.; Asmatulu, E. Toxicity of Metal and Metal Oxide Nanoparticles: A Review. Environ. Chem. Lett. 2020, 18, 1659–1683. [Google Scholar] [CrossRef]
- ISO/TR 22293:2021; Evaluation of Methods for Assessing the Release of Nanomaterials from Commercial, Nanomaterial-Containing Polymer Composites. International Organization for Standardization: Geneva, Switzerland, 2021.
- Braakhuis, H.M.; Park, M.V.; Gosens, I.; De Jong, W.H.; Cassee, F.R. Physicochemical Characteristics of Nanomaterials That Affect Pulmonary Inflammation. Part. Fibre Toxicol. 2014, 11, 18. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Oberdörster, G.; Oberdörster, E.; Oberdörster, J. Nanotoxicology: An Emerging Discipline Evolving from Studies of Ultrafine Particles. Environ. Health Perspect. 2005, 113, 823–839. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Raftis, J.B.; Miller, M.R. Nanoparticle Translocation and Multi-Organ Toxicity: A Particularly Small Problem. Nano Today 2019, 26, 8–12. [Google Scholar] [CrossRef] [PubMed]
- Watson, A.Y.; Bates, R.R.; Kennedy, D. Biological Disposition of Airborne Particles: Basic Principles and Application to Vehicular Emissions. In Air Pollution, the Automobile, and Public Health; National Academies Press (US): Washington, DC, USA, 1988. [Google Scholar]
- Larese Filon, F.; Mauro, M.; Adami, G.; Bovenzi, M.; Crosera, M. Nanoparticles Skin Absorption: New Aspects for a Safety Profile Evaluation. Regul. Toxicol. Pharmacol. 2015, 72, 310–322. [Google Scholar] [CrossRef]
- Zhu, S.; Li, L.; Gu, Z.; Chen, C.; Zhao, Y. 15 Years of Small: Research Trends in Nanosafety. Small 2020, 16, 2000980. [Google Scholar] [CrossRef]
- Van Duuren-Stuurman, B.; Vink, S.R.; Verbist, K.J.M.; Heussen, H.G.A.; Brouwer, D.H.; Kroese, D.E.D.; Van Niftrik, M.F.J.; Tielemans, E.; Fransman, W. Stoffenmanager Nano Version 1.0: A Web-Based Tool for Risk Prioritization of Airborne Manufactured Nano Objects. Ann. Occup. Hyg. 2012, 56, 525–541. [Google Scholar] [CrossRef]
- Subramanian, V.; Semenzin, E.; Hristozov, D.; Zabeo, A.; Malsch, I.; McAlea, E.; Murphy, F.; Mullins, M.; van Harmelen, T.; Ligthart, T.; et al. Sustainable Nanotechnology Decision Support System: Bridging Risk Management, Sustainable Innovation and Risk Governance. J. Nanoparticle Res. 2016, 18, 89. [Google Scholar] [CrossRef]
- ISO/TR 12885:2018; Nanotechnologies—Health and Safety Practices in Occupational Settings. International Organization for Standardization: Geneva, Switzerland, 2018.
- Singh, A.V.; Laux, P.; Luch, A.; Sudrik, C.; Wiehr, S.; Wild, A.-M.; Santomauro, G.; Bill, J.; Sitti, M. Review of Emerging Concepts in Nanotoxicology: Opportunities and Challenges for Safer Nanomaterial Design. Toxicol. Mech. Methods 2019, 29, 378–387. [Google Scholar] [CrossRef] [Green Version]
- Ding, Y.; Kuhlbusch, T.A.J.; Van Tongeren, M.; Jiménez, A.S.; Tuinman, I.; Chen, R.; Alvarez, I.L.; Mikolajczyk, U.; Nickel, C.; Meyer, J.; et al. Airborne Engineered Nanomaterials in the Workplace—A Review of Release and Worker Exposure during Nanomaterial Production and Handling Processes. J. Hazard. Mater. 2017, 322, 17–28. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- ENV/JM/MONO(2015)19; Harmonized Tiered Approach to Measure and Assess the Potential Exposure to Airborne Emissions of Engineered Nano-Objects and Their Agglomerates and Aggregates at Workplaces. Organisation for Economic Co-Operation and Development: Paris, France, 2015.
- Visser, M.; Gosens, I.; Bard, D.; van Broekhuizen, P.; Janer, G.; Kuempel, E.; Riediker, M.; Vogel, U.; Dekkers, S. Towards Health-Based Nano Reference Values (HNRVs) for Occupational Exposure: Recommendations from an Expert Panel. NanoImpact 2022, 26, 100396. [Google Scholar] [CrossRef]
- ISO 45001:2018; Occupational Health and Safety Management Systems—Requirements with Guidance for Use. International Organization for Standardization: Geneva, Switzerland, 2018.
- Nguyen, M.D.; Tran, H.-V.; Xu, S.; Lee, T.R. Fe3O4 Nanoparticles: Structures, Synthesis, Magnetic Properties, Surface Functionalization, and Emerging Applications. Appl. Sci. 2021, 11, 11301. [Google Scholar] [CrossRef]
- Ciardiello, R. The Mechanical Performance of Re-Bonded and Healed Adhesive Joints Activable through Induction Heating Systems. Materials 2021, 14, 6351. [Google Scholar] [CrossRef]
- Cheng, X.; Zhou, Y.; Charles, A.D.M.; Yu, Y.; Islam, M.S.; Peng, S.; Wang, J.; Rider, A.N.; Lim, M.; Timchenko, V.; et al. Enabling Contactless Rapid On-Demand Debonding and Rebonding Using Hysteresis Heating of Ferrimagnetic Nanoparticles. Mater. Des. 2021, 210, 110076. [Google Scholar] [CrossRef]
- Mohapatra, J.; Xing, M.; Liu, J.P. Inductive Thermal Effect of Ferrite Magnetic Nanoparticles. Materials 2019, 12, 3208. [Google Scholar] [CrossRef] [Green Version]
- Kanidi, M.; Loura, N.; Frengkou, A.; Milickovic, T.K.; Trompeta, A.-F.; Charitidis, C. Inductive Thermal Effect on Thermoplastic Nanocomposites with Magnetic Nanoparticles for Induced-Healing, Bonding and Debonding On-Demand Applications. J. Compos. Sci. 2023, 7, 74. [Google Scholar] [CrossRef]
- J1739_202101; Potential Failure Mode and Effects Analysis (FMEA) Including Design FMEA, Supplemental FMEA-MSR, and Process FMEA. Society of Automotive Engineering: Warrendale, PA, USA, 2021.
- Damilos, S.; Saliakas, S.; Kokkinopoulos, I.; Karayannis, P.; Karamitrou, M.; Trompeta, A.-F.; Charitidis, C.; Koumoulos, E.P. Occupational Safety Analysis for COVID-Instigated Repurposed Manufacturing Lines: Use of Nanomaterials in Injection Moulding. Polymers 2022, 14, 2418. [Google Scholar] [CrossRef]
- Uchoa, J.G.L.; de Sousa, M.J.A.; Silva, L.H.V.; Cavaignac, A.L.D.O. FMEA Method Application Based on Occupational Risks in the Construction Industry on Work at Height: A Theoretical Contribution. Int. J. Adv. Eng. Res. Sci. 2019, 6, 261–278. [Google Scholar] [CrossRef]
- Cavaignac, A.L.D.O.; Uchoa, J.G.L. Obtaining FMEA’s Indices for Occupational Safety in Civil Construction: A Theoretical Contribution. Braz. J. Oper. Prod. Manag. 2018, 15, 558–565. [Google Scholar] [CrossRef] [Green Version]
- Shafiee, M.; Enjema, E.; Kolios, A. An Integrated FTA-FMEA Model for Risk Analysis of Engineering Systems: A Case Study of Subsea Blowout Preventers. Appl. Sci. 2019, 9, 1192. [Google Scholar] [CrossRef] [Green Version]
- van Broekhuizen, P.; van Veelen, W.; Streekstra, W.-H.; Schulte, P.; Reijnders, L. Exposure Limits for Nanoparticles: Report of an International Workshop on Nano Reference Values. Ann. Occup. Hyg. 2012, 56, 515–524. [Google Scholar] [CrossRef] [Green Version]
- Azimi, P.; Zhao, D.; Pouzet, C.; Crain, N.E.; Stephens, B. Emissions of Ultrafine Particles and Volatile Organic Compounds from Commercially Available Desktop Three-Dimensional Printers with Multiple Filaments. Environ. Sci. Technol. 2016, 50, 1260–1268. [Google Scholar] [CrossRef]
- Stephens, B.; Azimi, P.; El Orch, Z.; Ramos, T. Ultrafine Particle Emissions from Desktop 3D Printers. Atmos. Environ. 2013, 79, 334–339. [Google Scholar] [CrossRef]
- Davis, A.Y.; Zhang, Q.; Wong, J.P.S.; Weber, R.J.; Black, M.S. Characterization of Volatile Organic Compound Emissions from Consumer Level Material Extrusion 3D Printers. Build. Environ. 2019, 160, 106209. [Google Scholar] [CrossRef]
- Knibbs, L.D.; He, C.; Duchaine, C.; Morawska, L. Vacuum Cleaner Emissions as a Source of Indoor Exposure to Airborne Particles and Bacteria. Environ. Sci. Technol. 2012, 46, 534–542. [Google Scholar] [CrossRef] [PubMed]
- Vicente, E.D.; Vicente, A.M.; Evtyugina, M.; Calvo, A.I.; Oduber, F.; Blanco Alegre, C.; Castro, A.; Fraile, R.; Nunes, T.; Lucarelli, F.; et al. Impact of Vacuum Cleaning on Indoor Air Quality. Build. Environ. 2020, 180, 107059. [Google Scholar] [CrossRef]
- Manigrasso, M.; Guerriero, E.; Avino, P. Ultrafine Particles in Residential Indoors and Doses Deposited in the Human Respiratory System. Atmosphere 2015, 6, 1444–1461. [Google Scholar] [CrossRef] [Green Version]
- Fleury, D.; Bomfim, J.A.S.; Vignes, A.; Girard, C.; Metz, S.; Muñoz, F.; R’Mili, B.; Ustache, A.; Guiot, A.; Bouillard, J.X. Identification of the Main Exposure Scenarios in the Production of CNT-Polymer Nanocomposites by Melt-Moulding Process. J. Clean. Prod. 2013, 53, 22–36. [Google Scholar] [CrossRef]
- Russkih, I.V. Improving the Process of Setting-up the Extrusion Line Based on a Systematic Approach. IOP Conf. Ser. Mater. Sci. Eng. 2019, 666, 012047. [Google Scholar] [CrossRef]
- Petretta, M.; Desando, G.; Grigolo, B.; Roseti, L. 3D Printing of Musculoskeletal Tissues: Impact on Safety and Health at Work. J. Toxicol. Environ. Health Part A 2019, 82, 891–912. [Google Scholar] [CrossRef]
- Directive 2003/10/EC of the European Parliament and of the Council of 6 February 2003 on the Minimum Health and Safety Requirements Regarding the Exposure of Workers to the Risks Arising from Physical Agents (Noise) (Seventeenth Individual Directive within the Meaning of Article 16(1) of Directive 89/391/EEC). Available online: http://data.europa.eu/eli/dir/2003/10/2019-07-26 (accessed on 1 May 2023).
- Waters, M.; McKernan, L.; Maier, A.; Jayjock, M.; Schaeffer, V.; Brosseau, L. Exposure Estimation and Interpretation of Occupational Risk: Enhanced Information for the Occupational Risk Manager. J. Occup. Environ. Hyg. 2015, 12, S99–S111. [Google Scholar] [CrossRef] [Green Version]
- Gopalaswami, N.; Han, Z. Analysis of Laboratory Incident Database. J. Loss Prev. Process. Ind. 2020, 64, 104027. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Characteristics | Logged Specification |
|---|---|
| Workroom Ventilation/Air filtration | Mechanical dilution ventilation, arm hood above the extruder |
| Workroom Specifications | Volume: ~250 m3 Temperature: ~25 °C Humidity: ~40% |
| Process Duration | 4 h to 8 h workday |
| Operator Involvement | 2 to 3 operators |
| Position | Equipment Name | Measurement |
|---|---|---|
| Near-field | CPC 3007, TSI Inc. | 10 nm–1 μm (number particle concentration) |
| Aerotrak 9306-V2, TSI Inc. | 0.3 μm–25 μm (number particle concentration) | |
| Tiger, Ionscience | 0–20,000 ppm (isobutylene equivalent) | |
| Far-field | CPC 3007, TSI Inc. | 10 nm–1 μm (number particle concentration) |
| Aerotrak 9306-V2, TSI Inc. | 0.3 μm–25 μm (number particle concentration) | |
| DC1700, Dylos | 0.5 μm–10 μm (number particle concentration) | |
| Portable | SidePak AM520i, TSI Inc. | 0.1 μm–4 μm (mass-based concentration) |
| SidePak AM520i, TSI Inc. | 0.1 μm–4 μm (mass-based concentration) |
| Level | Severity (S) | Occurrence (O) | Detection (D) |
|---|---|---|---|
| 1 | Negligible | Unlikely | Almost certain |
| 2 | Minor | Seldom | High |
| 3 | Serious | Occasional | Moderate |
| 4 | Major | Likely | Low |
| 5 | Fatal | Frequent | Almost impossible |
| Risk Level | Min | Max | Description |
|---|---|---|---|
| Very low | 0 | 1 | Negligible associated risks |
| Low | 2 | 8 | Discretionary remedial actions |
| Moderate | 9 | 27 | Remedial actions should be taken |
| High | 28 | 64 | Remedial actions must be given high priority |
| Very high | 65 | 125 | Operation not permissible. Immediate actions necessary |
| Emission Events | 1 Extruder Cleaning | 2 Vacuum Cleaning | 3 Extruder Cleaning | 4 Multiple Activities | 5 Extrusion | 6 Multiple Activities | 7 Unrelated Activities | 8 Vacuum Cleaning | 9 Extrusion | 10 Extrusion | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Instruments | |||||||||||
| CPC 1 (#/cm3) | 95,000 | \ | 431,000 | \ | 286,000 | 130,000 | 37,300 | 46,100 | 39,100 | 90,400 | |
| CPC 2 (#/cm3) | 20,800 | \ | 30,500 | \ | 204,000 | \ | 37,800 | 49,500 | \ | \ | |
| Aerotrak 1 (#/cm3) | Ch1 | 20.645 | 13.763 | \ | 19.305 | \ | 8.319 | 13.151 | 19.118 | 12.609 | \ |
| Ch2 | 5.314 | 4.546 | \ | 8.777 | \ | 2.980 | 5.588 | 9.097 | 4.955 | \ | |
| Ch3 | 1.873 | 2.093 | \ | 4.527 | \ | 1.354 | 3.178 | 4.803 | 2.539 | \ | |
| Ch4 | 1.746 | 2.850 | \ | 6.442 | \ | 1.846 | 4.423 | 6.667 | 2.934 | \ | |
| Ch5 | 0.605 | 1.488 | \ | 2.399 | \ | 2.268 | 2.517 | 3.731 | 1.309 | \ | |
| Ch6 | 0.209 | 0.442 | \ | 0.513 | \ | 2.614 | 0.972 | 0.943 | 0.584 | \ | |
| Aerotrak 2 (#/cm3) | Ch1 | 9.249 | 22.789 | \ | 40.331 | \ | 6.524 | 25.105 | 38.023 | 11.054 | \ |
| Ch2 | 4.741 | 15.059 | \ | 26.133 | \ | 4.600 | 17.457 | 25.900 | 7.020 | \ | |
| Ch3 | 2.498 | 9.655 | \ | 16.076 | \ | 3.383 | 11.667 | 16.732 | 4.257 | \ | |
| Ch4 | 1.873 | 7.692 | \ | 12.209 | \ | 2.955 | 9.465 | 13.409 | 3.319 | \ | |
| Ch5 | 0.835 | 4.008 | \ | 4.380 | \ | 2.090 | 4.879 | 6.586 | 1.562 | \ | |
| Ch6 | 0.214 | 1.044 | \ | 0.600 | \ | 1.045 | 1.281 | 1.541 | 0.558 | \ | |
| Dylos (#/cm3) | Ch1 | 3.613 | 10.944 | \ | 5.025 | \ | 4.361 | 14.737 | 21.196 | 6.124 | \ |
| Ch2 | 0.321 | 1.413 | \ | 0.456 | \ | 1.278 | 2.013 | 2.687 | 0.805 | \ | |
| SidePak 1 (mg/m3) | 0.135 | 0.081 | \ | 0.277 | \ | 0.281 | \ | 0.678 | 0.211 | \ | |
| SidePak 2 (mg/m3) | \ | \ | \ | \ | \ | 0.085 | \ | 0.185 | 0.240 | \ | |
| Tiger (ppb) | \ | \ | \ | \ | 2759 | \ | 622 | \ | \ | \ | |
| # | Equipment | Process Step | Potential Failure Mode | Potential Failure Effect | S | Potential Causes of Failure | O | Current Process Controls | D | RPN | Recommended Actions | S | O | D | RPN |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| FM1 | Extruder | Heating up of extruder | Contact with hot surfaces | Severe burns | 4 | Lack of safety guards, PPE not applied, operator error | 4 | Best practices, personnel training, PPE required | 2 | 32 | Ergonomic heat-resistant gloves, lab coat and visible warning signs, formalization of procedure (checklist) | 4 | 2 | 1 | 8 |
| FM2 | Extruder | Extruder water bath | Water spillage | Electrocution, short-circuiting and spillage causing slippery floor leading to slip hazards, process disruption | 5 | Lack of safety guards, operator error | 2 | Water vessel configuration, best practices and grounded equipment | 3 | 30 | Installation of safety guards and warning signs, vessel cover during operation and transport | 5 | 1 | 1 | 5 |
| FM3 | Extruder | Maintenance tooling | Sharp pointy tools throughout the workplace | Cutting hazards, injuries | 3 | Lack of appropriate case/tool storage, operator error | 2 | Best practices, operator training, PPE required | 1 | 6 | Update SOP, use of tool belt for frequently used tooling, use of designated toolkit for positioning unused tools | 3 | 1 | 1 | 3 |
| FM4 | Extruder | Positioning of the LEV | Misplaced arm hood | Physical hazards—head injury | 2 | Continuous repositioning of LEV to points of high emissions, operator error | 2 | Best practices and SOPs | 1 | 4 | Installation of multiple LEVs to avoid misplacement, cushion covers on arm hood external surfaces/edges | 2 | 1 | 1 | 2 |
| FM5 | Extruder | Extrusion | Clogging | Release of hazardous fumes, contact with heated material during cleaning, high pressure built-up. | 3 | Contamination (e.g., previously extruded material) | 3 | Proper cleaning of extruder before process initiation, pressure-sensing system, pressure alarm | 3 | 27 | Documentation of near-miss clogging events that could lead to prediction of clogging events through process monitoring. Pressure-release valves. | 3 | 2 | 1 | 6 |
| FM6 | Pelletizer | Pelletizer | Mechanical parts exposed | Injuries and cutting | 5 | Safety door opened during operation, operator error | 1 | Best practices and safety door, alarm | 1 | 5 | Alarm to notify that the door is open and interlock to prevent pelletizer to start when door is open. Periodic maintenance | 5 | 1 | 1 | 5 |
| FM7 | Blow dryer | Drying | High noise levels (>80 dB) | Possible hearing damage from continuous exposure | 2 | Extended operation of air compressor (leakage, compressor settings) | 3 | Best practices, process monitoring (pressure sensors) | 1 | 6 | Earmuffs/Earplugs | 2 | 1 | 1 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saliakas, S.; Damilos, S.; Karamitrou, M.; Trompeta, A.-F.; Milickovic, T.K.; Charitidis, C.; Koumoulos, E.P. Integrating Exposure Assessment and Process Hazard Analysis: The Nano-Enabled 3D Printing Filament Extrusion Case. Polymers 2023, 15, 2836. https://doi.org/10.3390/polym15132836
Saliakas S, Damilos S, Karamitrou M, Trompeta A-F, Milickovic TK, Charitidis C, Koumoulos EP. Integrating Exposure Assessment and Process Hazard Analysis: The Nano-Enabled 3D Printing Filament Extrusion Case. Polymers. 2023; 15(13):2836. https://doi.org/10.3390/polym15132836
Chicago/Turabian StyleSaliakas, Stratos, Spyridon Damilos, Melpo Karamitrou, Aikaterini-Flora Trompeta, Tatjana Kosanovic Milickovic, Costas Charitidis, and Elias P. Koumoulos. 2023. "Integrating Exposure Assessment and Process Hazard Analysis: The Nano-Enabled 3D Printing Filament Extrusion Case" Polymers 15, no. 13: 2836. https://doi.org/10.3390/polym15132836