

Research Status of and Prospects for 3D Printing for Continuous Fiber-Reinforced Thermoplastic Composites


Abstract
:1. Introduction
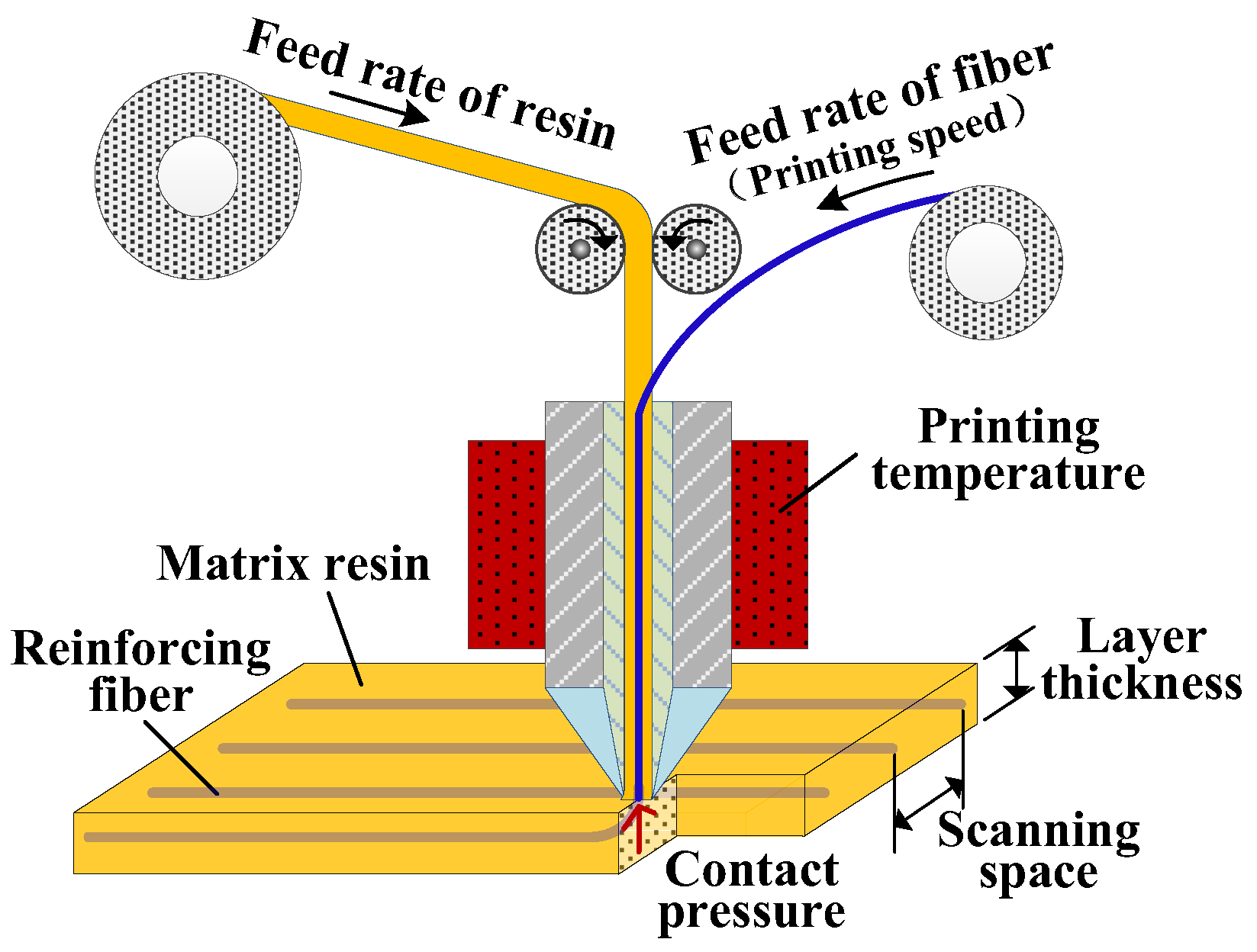
2. CFRTPCs-FDM Principles and Equipment
3. Influence of the Process Parameters on the Mechanical Properties
3.1. Material Type
3.2. Printing Temperature
- (1)
- Influence on the infiltration between fibers and resins
- (2)
- Influence on the multi-interface bonding performance of CFRTPCs
- (1)
- For the fiber/resin interface, a reasonable printing temperature is beneficial for the resin matrix to remain above the glass transition temperature for a relatively long time, which is conducive to the full infiltration between the resin and the fiber bundle, thereby obtaining a phase interface with good performance.
- (2)
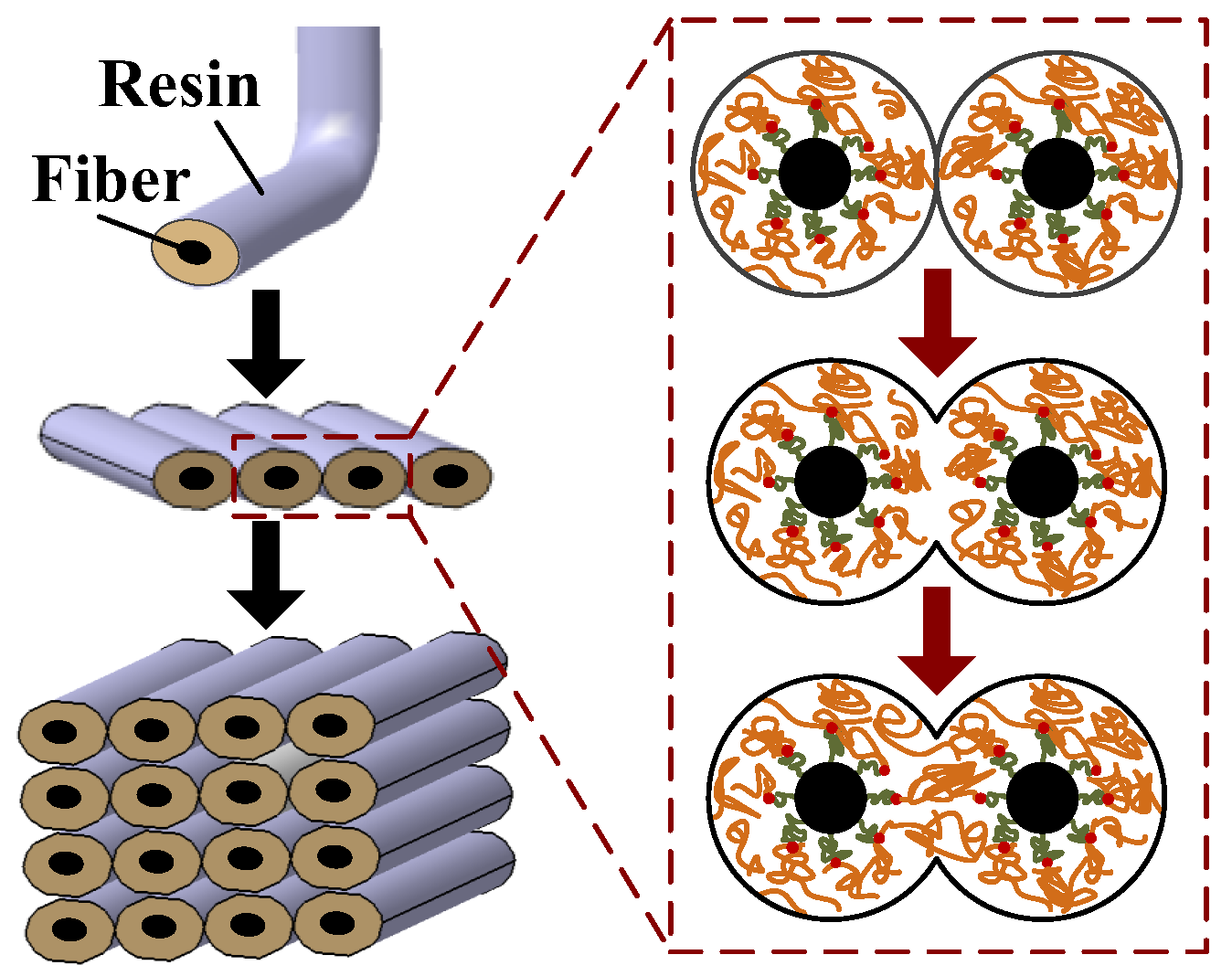
- For the interface between resin wires, as shown in Figure 8, the formation process of the wire interface includes three stages: the contact between the wire surfaces, the radial growth between adjacent wires, and the diffusion and fusion of molecular chains. A reasonable printing temperature is conducive to the full diffusion and fusion of molecular chains near the contact surface of the printed wire, promoting the radial growth of the wire contact surface, and finally forming a good wire interface.
3.3. Speed Parameters
3.4. Layer Thickness
3.5. Scanning Space
3.6. Stacking Direction
3.7. Fiber Volume Content
4. Improvement and Perfection for CFRTPCs-FDM
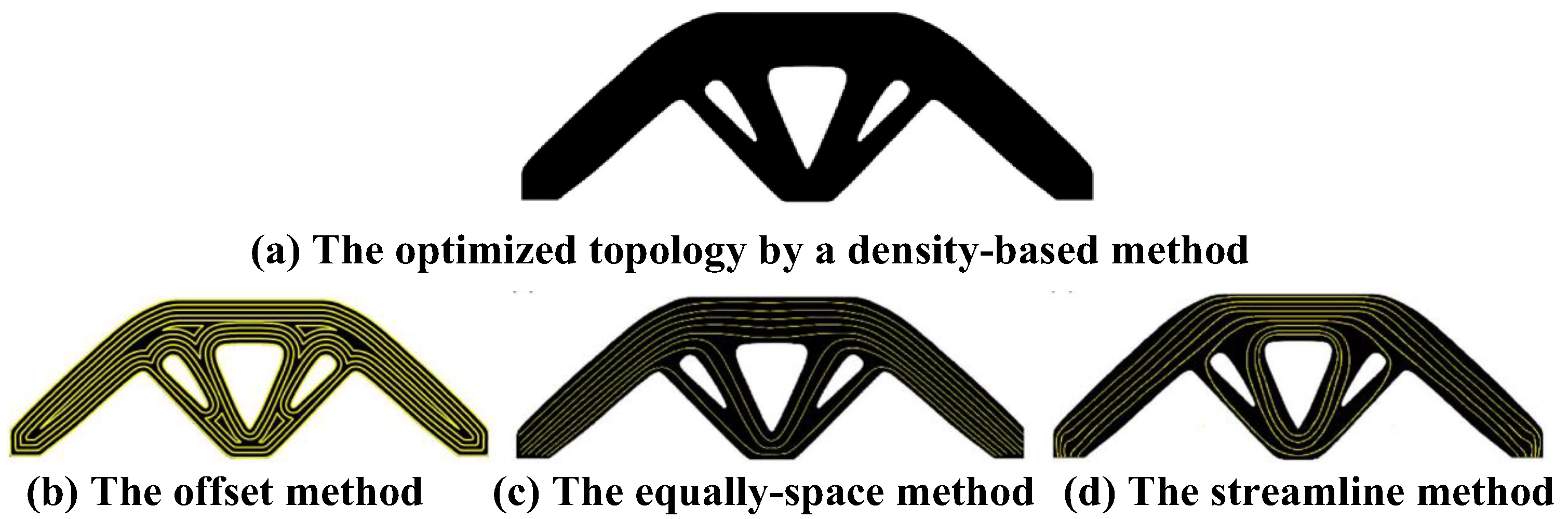
4.1. Structural Topology Optimization and Fiber Path Planning for CFRTPCs-FDM
4.2. Assisted Processes and Devices for CFRTPCs FDM
- (1)
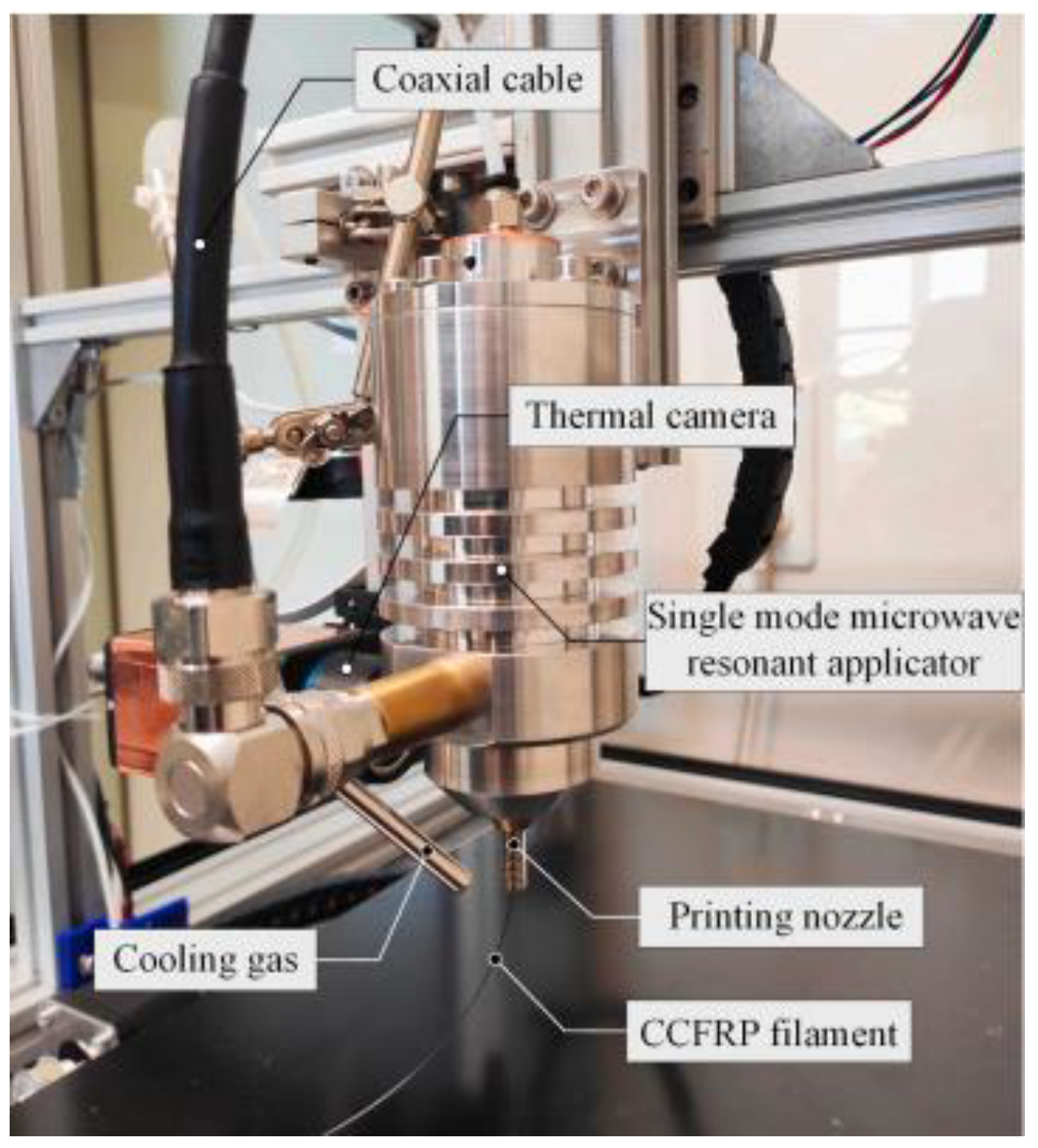
- Microwave-heating-assisted CFRTPCs-FDM
- (2)
- Ultrasonic-assisted CFRTPCs-FDM
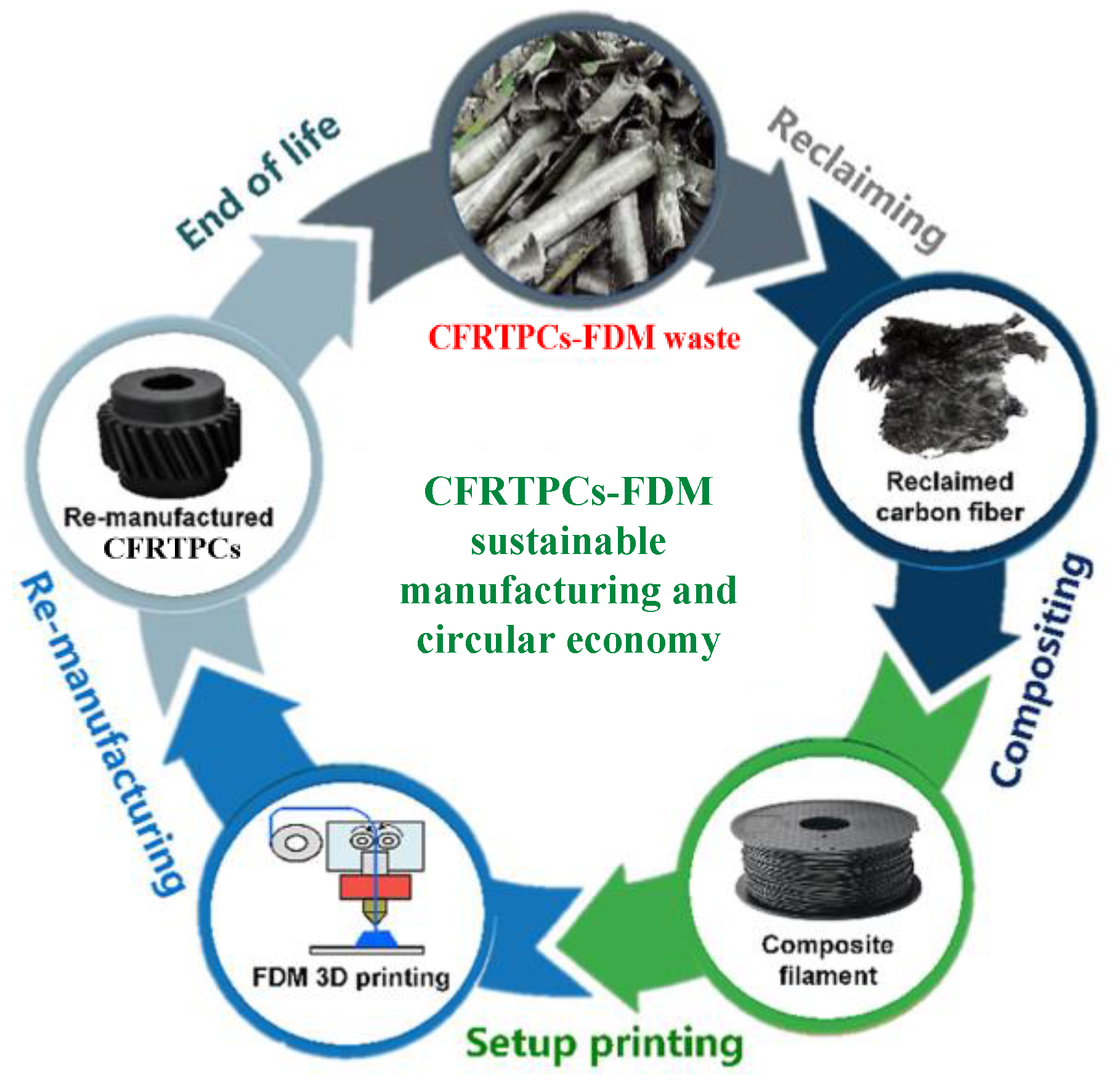
4.3. Recycling and Remanufacturing of CFRTPCs–FDM
5. Summary and Prospects
- (1)
- The mechanical properties of 3D printed CFRTPCs are closely related to the properties of reinforcing fibers, matrix resins, and multiple interfaces. The influencing factors can be summarized into three aspects: the material type, the process principle, and the process parameters. The factors are coupled with each other, jointly determining the forming quality of CFRTPC products;
- (2)
- The impact of the above factors on the mechanical properties of 3D printed CFRTPCs is ultimately reflected in three aspects: the fiber volume content, the interface bonding strength, and the porosity. Compared with traditional forming processes, current 3D printed CFRTPCs still face prominent problems such as a low fiber volume content, a weak interface bonding strength, and a high porosity.
- (3)
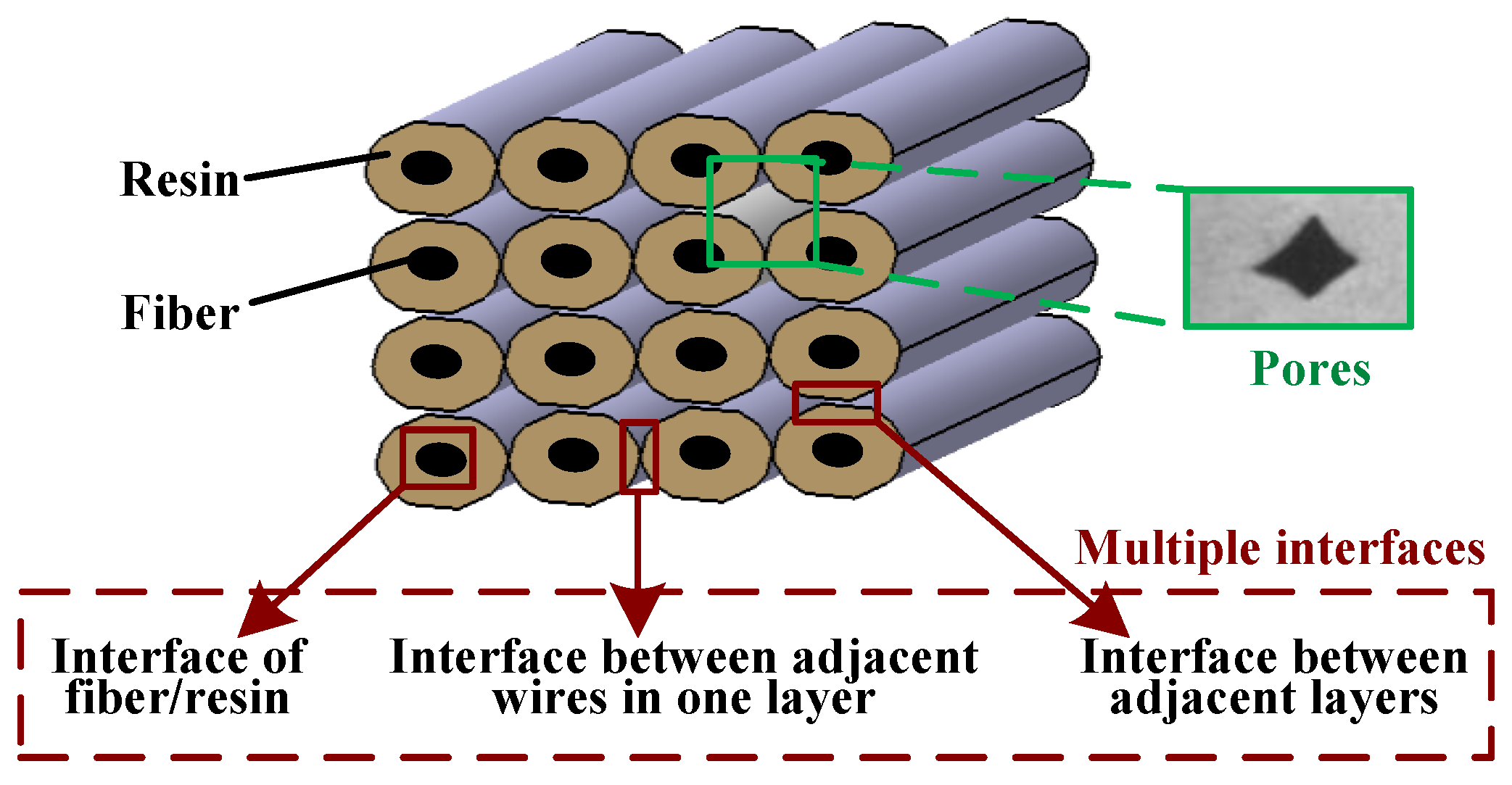
- The fiber volume content is determined by a combination of speed parameters, layer thickness, scanning space, stacking direction, and so on. The pores of workpieces can be divided into macroscopic pores caused by the minimum bending radius or scanning overlap of the fibers and microscopic pores existing in continuous fibers, matrix resin, and interphase interface connections. Three-dimensional printed CFRTPCs have multiple interfaces: a fiber/resin interface and a resin interface between and within layers. Good interface bonding characteristics are conducive to reducing the porosity, improving the stress transfer efficiency, and interlaminar shear strength at the interface.
- (1)
- It is necessary to explore the rheological and time-dependent behavior of composite materials in the multiple states of FDM from a more microscopic perspective, so as to construct a mechanical model that accurately describes the complex rheological properties of materials and reveal the melting deposition mechanism of CFRTPCs at the molecular/atomic level, to realize scientific prediction of the mechanical properties of 3D printed CFRTPCs.
- (2)
- The data show that 50% to 60% of the structural failures in composite materials are closely related to interlayer damage. The bonding ability of the CFRTPCs’ 3D printing multi-interface (interphase interface, interlayer, and inner layer wire interface) determines the interlaminar mechanical properties of the CFRTPCs to a large extent. Therefore, it is necessary to further study the interface cross scale coupling model of CFRTPCs-FDM, in order to reveal the regulatory mechanism of the interface from the microstructure to the macroscopic performance.
- (3)
- Researchers have established a relatively effective numerical simulation model for the traditional forming process of composite materials, achieving prediction and simulation of their mechanical behavior under typical load conditions. However, numerical simulations for the 3D printing of CFRTPCs are relatively lacking. Effective finite element and molecular dynamic models should be established based on the rheological mechanism and interface model of CFRTPCs-FDM to achieve effective simulation and prediction of 3D printed CFRTPCs properties.
- (4)
- The 3D printing of CFRTPCs has anisotropic characteristics, and the stacking direction and fiber orientation seriously affect the optimal load-bearing condition of the product. Therefore, it is necessary to carry out configuration design in combination with topology optimization, develop five-axis 3D printing equipment, adjust the stacking direction in real time, and use a path planning algorithm to realize the controllable layout of the fiber direction, so as to realize the integrated design and manufacturing of CFRTPCs in terms of “performance–configuration–process”.
- (5)
- It is necessary to explore and develop new process principles and improvement methods for the 3D printing of CFRTPCs, innovate CFRTPCs’ 3D printing equipment, and further improve the mechanical properties. Also needed is to develop new materials and improve the material system and, on the basis of the tensile, bending, and compression properties, further enrich the quality evaluation methods of the 3D printing of CFRTPCs, such as the impact properties, wear properties, creep properties, fatigue properties, and damage evolution laws.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Minchenkov, K.; Vedernikov, A.; Safonov, A.; Akhatov, I. Thermoplastic Pultrusion: A Review. Polymers 2021, 13, 180. [Google Scholar] [CrossRef] [PubMed]
- Vedernikov, A.; Minchenkov, K.; Gusev, S.; Sulimov, A.; Zhou, P.; Li, C.; Xian, G.; Akhatov, I.; Safonov, A. Effects of the Pre-Consolidated Materials Manufacturing Method on the Mechanical Properties of Pultruded Thermoplastic Composites. Polymers 2022, 14, 2246. [Google Scholar] [CrossRef] [PubMed]
- Tucci, F.; Rubino, F.; Pasquino, G.; Carlone, P. Thermoplastic Pultrusion Process of Polypropylene/Glass Tapes. Polymers 2023, 15, 2374. [Google Scholar] [CrossRef] [PubMed]
- Tian, X.; Todoroki, A.; Liu, T.; Wu, L.; Hou, Z.; Ueda, M.; Hirano, Y.; Matsuzaki, R.; Mizukami, K.; Iizuka, K.; et al. 3D Printing of continuous fiber reinforced polymer composites: Development, application, and prospective. Chin. J. Mech. Eng. Addit. Manuf. Front. 2022, 1, 100016. [Google Scholar] [CrossRef]
- Liu, G.; Xiong, Y.; Zhou, L. Additive manufacturing of continuous fiber reinforced polymer composites: Design opportunities and novel applications. Compos. Commun. 2021, 27, 100907. [Google Scholar] [CrossRef]
- Santos, A.C.M.Q.S.; Monticeli, F.M.; Ornaghi, H.; Santos, L.F.D.P.; Cioffi, M.O.H. Porosity characterization and respective influence on short-beam strength of advanced composite processed by resin transfer molding and compression molding. Polym. Polym. Compos. 2021, 29, 1353–1362. [Google Scholar] [CrossRef]
- Smith, R.P.; Qureshi, Z.; Scaife, R.J.; El-Dessouky, H.M. Limitations of processing carbon fibre reinforced plastic/polymer material using automated fibre placement technology. J. Reinf. Plast. Compos. 2016, 35, 1527–1542. [Google Scholar] [CrossRef]
- Dong, C.; Zhou, J.; Ji, X.; Yin, Y.; Shen, X. Study of the curing process of carbon fiber reinforced resin matrix composites in autoclave processing. Procedia Manuf. 2019, 37, 450–458. [Google Scholar] [CrossRef]
- Ryosuke, M.; Masahito, U.; Masaki, N.; Tae-kun, J.; Hirosuke, A.; Keisuke, H.; Taishi, N.; Akira, T.; Yoshiyasu, H. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar]
- Yang, C.; Tian, X.; Liu, T.; Cao, Y.; Li, D. 3D printing for continuous fiber reinforced thermoplastic composites: Mechanism and performance. Rapid Prototyp. J. 2017, 23, 209–215. [Google Scholar] [CrossRef]
- Justo, J.; Távara, L.; García-Guzmán, L.; París, F. Characterization of 3D printed long fibre reinforced composites. Compos. Struct. 2018, 185, 537–548. [Google Scholar] [CrossRef]
- Azarov, A.V.; Antonov, F.K.; Vasil’Ev, V.V.; Golubev, M.V.; Krasovskii, D.S.; Razin, A.F.; Salov, V.A.; Stupnikov, V.V.; Khaziev, A.R. Development of a two-matrix composite material fabricated by 3D printing. Polym. Sci. 2017, 10, 87–90. [Google Scholar] [CrossRef]
- Azarov, A.V.; Antonov, F.K.; Golubev, M.V.; Khaziev, A.R.; Ushanov, S.A. Composite 3D printing for the small size unmanned aerial vehicle structure. Compos. Part B Eng. 2019, 169, 157–163. [Google Scholar] [CrossRef]
- Heidari-Rarani, M.; Rafiee-Afarani, M.; Zahedi, A.M. Mechanical characterization of FDM 3D printing of continuous carbon fiber reinforced PLA composites. Composites 2019, 175, 107147. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Kunc, V.; Velez-Garcia, G.M.; Duty, C.E.; Love, L.J.; Naskar, A.K.; Blue, C.A.; Ozcan, S. Highly oriented carbon fiber–polymer composites via additive manufacturing. Compos. Sci. Technol. 2014, 105, 144–150. [Google Scholar] [CrossRef]
- Oztan, C.; Karkkainen, R.; Fittipaldi, M.; Nygren, G.; Roberson, L.; Lane, M.; Celik, E. Microstructure and mechanical properties of three dimensional-printed continuous fiber composites. J. Compos. Mater. 2019, 53, 271–280. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of Continuous Carbon, Glass and Kevlar fibre reinforced polymer composites using Additive Manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; Núñez, P.J.; García-Plaza, E.; García-Moreno, I.; Reverte, J.M. Additive manufacturing of continuous fibre reinforced thermoplastic composites using fused deposition modelling: Effect of process parameters on mechanical properties. Compos. Sci. Technol. 2019, 181, 107688. [Google Scholar] [CrossRef]
- Al Abadi, H.; Thai, H.T.; Paton-Cole, V.; Patel, V.I. Elastic properties of 3D printed fibre-reinforced structures. Compos. Struct. 2018, 193, 8–18. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Reverte, J.M. Interlaminar bonding performance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Polym. Test. 2018, 68, 415–423. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Rodríguez, G.P. Impact damage resistance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Compos. Part B Eng. 2018, 148, 93–103. [Google Scholar] [CrossRef]
- Dou, H.; Cheng, Y.; Ye, W.; Zhang, D.; Li, J.; Miao, Z.; Rudykh, S. Effect of Process Parameters on Tensile Mechanical Properties of 3D Printing Continuous Carbon Fiber-Reinforced PLA Composites. Materials 2020, 13, 3850. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2017, 51, 451–462. [Google Scholar] [CrossRef]
- Fan, C.; Shan, Z.; Zou, G.; Li, Z. Interfacial Bonding Mechanism and Mechanical Performance of Continuous Fiber Reinforced Composites in Additive Manufacturing. Chin. J. Mech. Eng. 2021, 34, 1–11. [Google Scholar] [CrossRef]
- Wang, G.; Jia, Z.; Wang, F.; Dong, C.; Wu, B. Additive Manufacturing of Continuous Carbon Fiber Reinforced Thermoplastic Composites: An Investigation on Process-Impregnation-Property Relationship. In Proceedings of the ASME 2020 15th International Manufacturing Science and Engineering Conference, Online, 3 September 2020. [Google Scholar]
- Tian, X.; Liu, T.; Yang, C.; Wang, Q.; Li, D. Interface and performance of 3D printed continuous carbon fiber reinforced PLA composites. Compos. Part A Appl. Sci. Manuf. 2016, 88, 198–205. [Google Scholar] [CrossRef]
- Zeng, C.; Liu, L.; Bian, W.; Liu, Y.; Leng, J. 4D printed electro-induced continuous carbon fiber reinforced shape memory polymer composites with excellent bending resistance. Compos. Part B Eng. 2020, 194, 108034. [Google Scholar] [CrossRef]
- Hu, Q.; Duan, Y.; Zhang, H.; Liu, D.; Yan, B.; Peng, F. Manufacturing and 3D printing of continuous carbon fiber prepreg filament. J. Mater. Sci. 2018, 53, 1887–1898. [Google Scholar] [CrossRef]
- Chen, K.; Yu, L.; Cui, Y.; Jia, M.; Pan, K. Optimization of printing parameters of 3D-printed continuous glass fiber reinforced polylactic acid composites. Thin-Walled Struct. 2021, 164, 107717. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; An, J.; Yeong, W.Y. Process-structure-property of Additively Manufactured Continuous Carbon Fiber Reinforced Thermoplastic: An Investigation of Mode I Interlaminar Fracture Toughness. Mech. Adv. Mater. Struct. 2020, 29, 1418–1430. [Google Scholar] [CrossRef]
- Mohammadizadeh, M.; Imeri, A.; Fidan, I.; Elkelany, M. 3D printed fiber reinforced polymer composites-Structural analysis. Compos. Part B Eng. 2019, 175, 107112. [Google Scholar] [CrossRef]
- Ming, Y.; Zhang, S.; Han, W.; Wang, B.; Duan, Y.; Xiao, H. Investigation on process parameters of 3D printed continuous carbon fiber-reinforced thermosetting epoxy composites. Addit. Manuf. 2020, 33, 101184. [Google Scholar] [CrossRef]
- Akhoundi, B.; Behravesh, A.H.; Saed, A.B. Mproving mechanical properties of continuous fiber-reinforced thermoplastic composites produced by FDM 3D printer. J. Reinf. Plast. Compos. 2019, 38, 99–116. [Google Scholar] [CrossRef]
- Dong, K.; Liu, L.; Huang, X.; Xiao, X. 3D printing of continuous fiber reinforced diamond cellular structural composites and tensile properties. Compos. Struct. 2020, 15, 112610. [Google Scholar] [CrossRef]
- Luo, M.; Tian, X.; Shang, J.; Zhu, W.; Li, D.; Qin, Y. Impregnation and Interlayer Bonding Behaviours of 3D-Printed Continuous Carbon-Fiber-Reinforced Poly-ether-ether-ketone Composites. Compos. Part A Appl. Sci. Manuf. 2019, 121, 130–138. [Google Scholar] [CrossRef]
- Hou, Z.; Tian, X.; Zhang, J.; Li, D. 3D printed continuous fibre reinforced composite corrugated structure. Compos. Struct. 2018, 184, 1005–1010. [Google Scholar] [CrossRef]
- Liu, T.; Tian, X.; Zhang, M.; Abliz, D.; Li, D.; Ziegmann, G. Interfacial performance and fracture patterns of 3D printed continuous carbon fiber with sizing reinforced PA6 composites. Compos. Part A Appl. Sci. Manuf. 2018, 114, 368–376. [Google Scholar] [CrossRef]
- Chabaud, G.; Castro, M.; Denoual, C.; Duigou, A.L. Hygromechanical properties of 3D printed continuous carbon and glass fibre reinforced polyamide composite for outdoor structural applications. Addit. Manuf. 2019, 26, 94–105. [Google Scholar] [CrossRef]
- Pyl, L.; Kalteremidou, K.A.; Hemelrijck, D.V. Exploration of specimen geometry and tab configuration for tensile testing exploiting the potential of 3D printing freeform shape continuous carbon fibre-reinforced nylon matrix composites. Polym. Test. 2018, 71, 318–328. [Google Scholar] [CrossRef]
- Araya-Calvo, M.; López-Gómez, I.; Chamberlain-Simon, N.; León-Salazar, J.L.; Guillén-Girón, T.; Corrales-Cordero, J.S.; Sánchez-Brenes, O. Evaluation of compressive and flexural properties of continuous fiber fabrication additive manufacturing technology. Addit. Manuf. 2018, 22, 157–164. [Google Scholar] [CrossRef]
- Pappas, J.M.; Thakur, A.R.; Leu, M.C.; Dong, X. A parametric study and characterization of additively manufactured continuous carbon fiber reinforced composites for high-speed 3D printing. Int. J. Adv. Manuf. Technol. 2021, 113, 2137–2151. [Google Scholar] [CrossRef]
- Li, H.; Wang, T.; Joshi, S.; Yu, Z. The quantitative analysis of tensile strength of additively manufactured continuous carbon fiber reinforced polylactic acid (PLA). Rapid Prototyp. J. 2019, 10, 1624–1636. [Google Scholar] [CrossRef]
- Yin, L.; Tian, X.; Shang, Z.; Wang, X.; Hou, Z. Characterizations of continuous carbon fiber-reinforced composites for electromagnetic interference shielding fabricated by 3D printing. Appl. Phys. A Mater. Sci. Process. 2019, 125, 266. [Google Scholar] [CrossRef]
- Chang, B.; Li, X.; Parandoush, P.; Ruan, S.; Shen, C.; Lin, D. Additive manufacturing of continuous carbon fiber reinforced poly-ether-ether-ketone with ultrahigh mechanical properties. Polym. Test. 2020, 88, 106563. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núnez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties andtheir optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Mei, H.; Ali, Z.; Yan, Y.; Ali, I.; Cheng, L. Influence of mixed isotropic fiber angles and hot press on the mechanical properties of 3D printed composites. Addit. Manuf. 2019, 27, 150–158. [Google Scholar] [CrossRef]
- Werken, N.; Hurley, J.; Khanbolouki, P.; Sarvestani, A.N.; Tamijani, A.Y.; Tehrani, M. Design considerations and modeling of fiber reinforced 3D printed parts. Compos. Part B Eng. 2019, 160, 684–692. [Google Scholar] [CrossRef]
- Li, N.; Link, G.; Wang, T.; Ramopoulos, V.; Neumaier, D.; Hofele, J.; Walter, M.; Jelonnek, J. Path-designed 3D printing for topological optimized continuous carbon fibre reinforced composite structures. Compos. Part B Eng. 2020, 182, 107612. [Google Scholar] [CrossRef]
- Fedulov, B.; Fedorenko, A.; Khaziev, A.; Antonov, F. Optimization of parts manufactured using continuous fiber three-dimensional printing technology. Compos. Part B Eng. 2021, 227, 109406. [Google Scholar] [CrossRef]
- Papapetrou, V.S.; Patel, C.; Tamijani, A.Y. Stiffness-based optimization framework for the topology and fiber paths of continuous fiber composites. Compos. Part B Eng. 2020, 183, 107681. [Google Scholar] [CrossRef]
- Lee, J.; Kim, D.; Nomura, T.; Dede, E.M.; Yoo, J. Topology optimization for continuous and discrete orientation design of functionally graded fiber-reinforced composite structures. Compos. Struct. 2018, 201, 217–233. [Google Scholar] [CrossRef]
- Kim, D.; Lee, J.; Nomura, T.; Dede, E.M.; Yoo, J.; Min, S. Topology optimization of functionally graded anisotropic composite structures using homogenization design method. Comput. Methods Appl. Mech. Eng. 2020, 369, 113220. [Google Scholar] [CrossRef]
- Alexander, A. Safonov.3D topology optimization of continuous fiber-reinforced structures via natural evolution method. Compos. Struct. 2019, 215, 289–297. [Google Scholar]
- Huang, Y.; Tian, X.; Zheng, Z.; Li, D.; Malakhov, A.V.; Polilov, A.N. Multiscale concurrent design and 3D printing of continuous fiber reinforced thermoplastic composites with optimized fiber trajectory and topological structure. Compos. Struct. 2022, 285, 115241. [Google Scholar] [CrossRef]
- Li, N.; Guido, L.; John, J.; Morais Manuel, V.C.; Frank, H. Microwave additive manufacturing of continuous carbon fibers reinforced thermoplastic composites: Characterization, analysis, and properties. Addit. Manuf. 2021, 44, 102035. [Google Scholar] [CrossRef]
- Qiao, J.; Li, Y.; Li, L. Ultrasound-assisted 3D printing of continuous fiber-reinforced thermoplastic (FRTP) composites. Addit. Manuf. 2019, 30, 100926. [Google Scholar] [CrossRef]
- Scaffaro, R.; Di Bartolo, A.; Dintcheva, N.T. Matrix and Filler Recycling of Carbon and Glass Fiber-Reinforced Polymer Composites: A Review. Polymers 2021, 13, 3817. [Google Scholar] [CrossRef]
- Liu, W.; Huang, H.; Zhu, L.; Liu, Z. Integrating carbon fiber reclamation and additive manufacturing for recycling CFRP waste. Compos. Part B Eng. 2021, 215, 108808. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile/Elastic | Bending/Flexural | Shear | Compressive | Impact | Fracture | Porosity | Fiber Content | |
|---|---|---|---|---|---|---|---|---|
| Material type | Refs. [16,17,18,19,20] | Refs. [17,18,20] | Ref. [21] | Ref. [22] | Ref. [17] | Ref. [17] | ||
| Printing temperature | Refs. [23,24,25,26] | Refs. [26,27,28,29,30] | Refs. [25,30] | Ref. [30] | Ref. [31] | |||
| Printing speed | Refs. [23,24,26,32] | Refs. [26,28,30,33] | Ref. [4] | Ref. [4] | Ref. [9] | |||
| Layer thickness | Refs. [18,23,24,26,34,35] | Refs. [18,26,27,29,30,33] | Refs. [21,30,36] | Ref. [37] | Refs. [22,30] | Refs. [26,27,35,36,37] | ||
| Scanning space | Ref. [23] | Refs. [27,28,33,38] | Ref. [36] | Refs. [27,36] | ||||
| Stacking orientation | Ref. [18] | Ref. [18] | Ref. [22] | |||||
| Fiber orientation | Refs. [17,19,39,40] | Refs. [17,28,41] | Ref. [40] | Ref. [41] | Ref. [17] | Ref. [17] | ||
| Fiber content | Refs. [17,39,42] | Refs. [17,41,43] | Ref. [21] | Refs. [41,43] | Ref. [22] | Ref. [17] |
| Material Parameters | Reinforcing Fibers | Matrix Resins | |||||
|---|---|---|---|---|---|---|---|
| CF | GF | KF | PLA | ABS | PA | PEEK | |
| Density (g/cm3) | 1.27–1.76 | 1.5 | 1.2 | 1.25 | 1.04 | 1.1 | 1.32 |
| Tensile Strength (MPa) | 700 | 590 | 610 | 15.5–72.2 | 36–71.6 | 54 | 97 |
| Tensile Modulus (GPa) | 54 | 21 | 27 | 2.02–3.55 | 0.1–2.413 | 0.94 | 2.8 |
| Tensile Strain at Break (%) | 1.5 | 3.8 | 2.7 | 0.5–9.2 | 3–20 | 260 | |
| Flexural Strength (MPa) | 470 | 210 | 190 | 52–115.1 | 48–110 | 32 | 142 |
| Flexural Modulus (GPa) | 51 | 22 | 26 | 2.392–4.93 | 1.917–2.507 | 0.84 | 3.7 |
| Flexural Strain at Break (%) | 1.2 | 1.1 | 2.1 | - | - | - | - |
| Compressive Strength (MPa) | 320 | 140 | 97 | - | - | - | - |
| Compressive Modulus (GPa) | 54 | 21 | 28 | - | - | - | - |
| Compressive Strain at Break (%) | 0.7 | - | 1.5 | - | - | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, Y.; Yang, B.; Chang, Z.; Duan, J.; Chen, W. Research Status of and Prospects for 3D Printing for Continuous Fiber-Reinforced Thermoplastic Composites. Polymers 2023, 15, 3653. https://doi.org/10.3390/polym15173653
Yang Y, Yang B, Chang Z, Duan J, Chen W. Research Status of and Prospects for 3D Printing for Continuous Fiber-Reinforced Thermoplastic Composites. Polymers. 2023; 15(17):3653. https://doi.org/10.3390/polym15173653
Chicago/Turabian StyleYang, Yuan, Bo Yang, Zhengping Chang, Jihao Duan, and Weihua Chen. 2023. "Research Status of and Prospects for 3D Printing for Continuous Fiber-Reinforced Thermoplastic Composites" Polymers 15, no. 17: 3653. https://doi.org/10.3390/polym15173653