
Innovative Use of Waste PET-Derived Additive to Enhance Application Potentials of Recycled Concrete Aggregates in Asphalt Rubber



Abstract
:1. Introduction
2. Materials and Methodology
2.1. Raw Materials
2.1.1. Asphalt Binder and Aggregates
2.1.2. Crumb Rubber
2.1.3. Waste PET
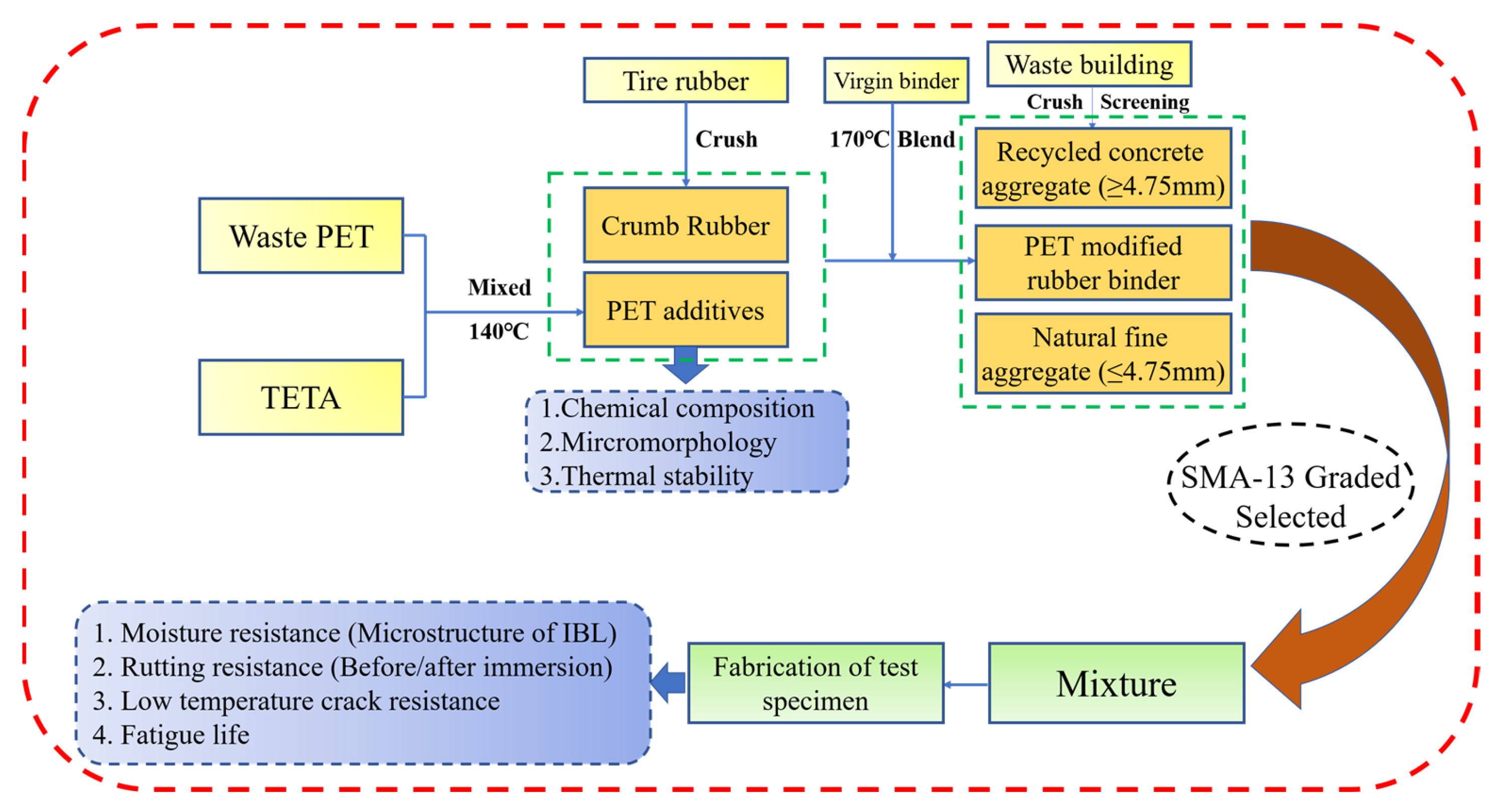
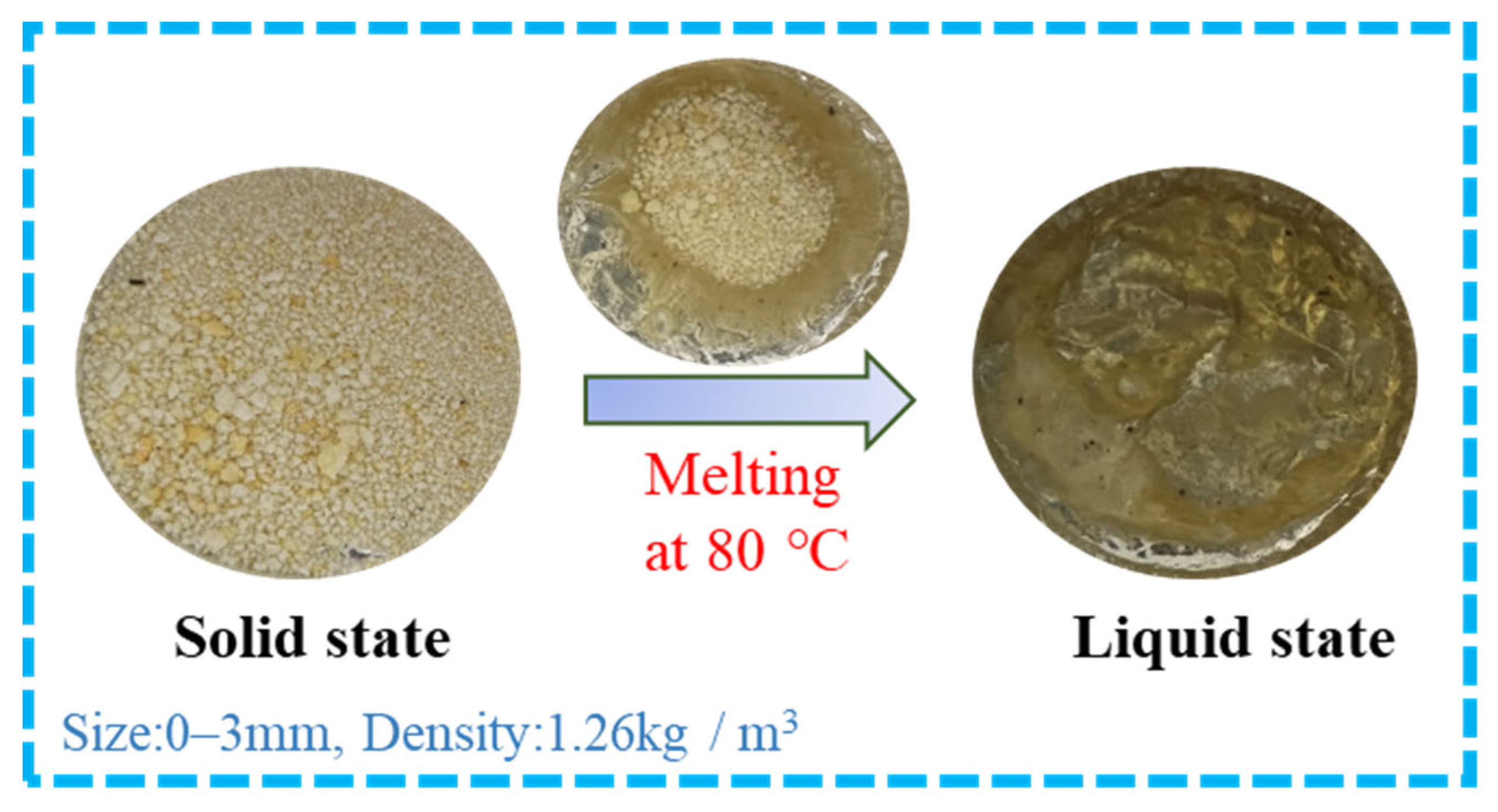
2.2. Preparation of PET Additive
2.3. Preparation of PET Additive-Modified Rubberized Asphalt
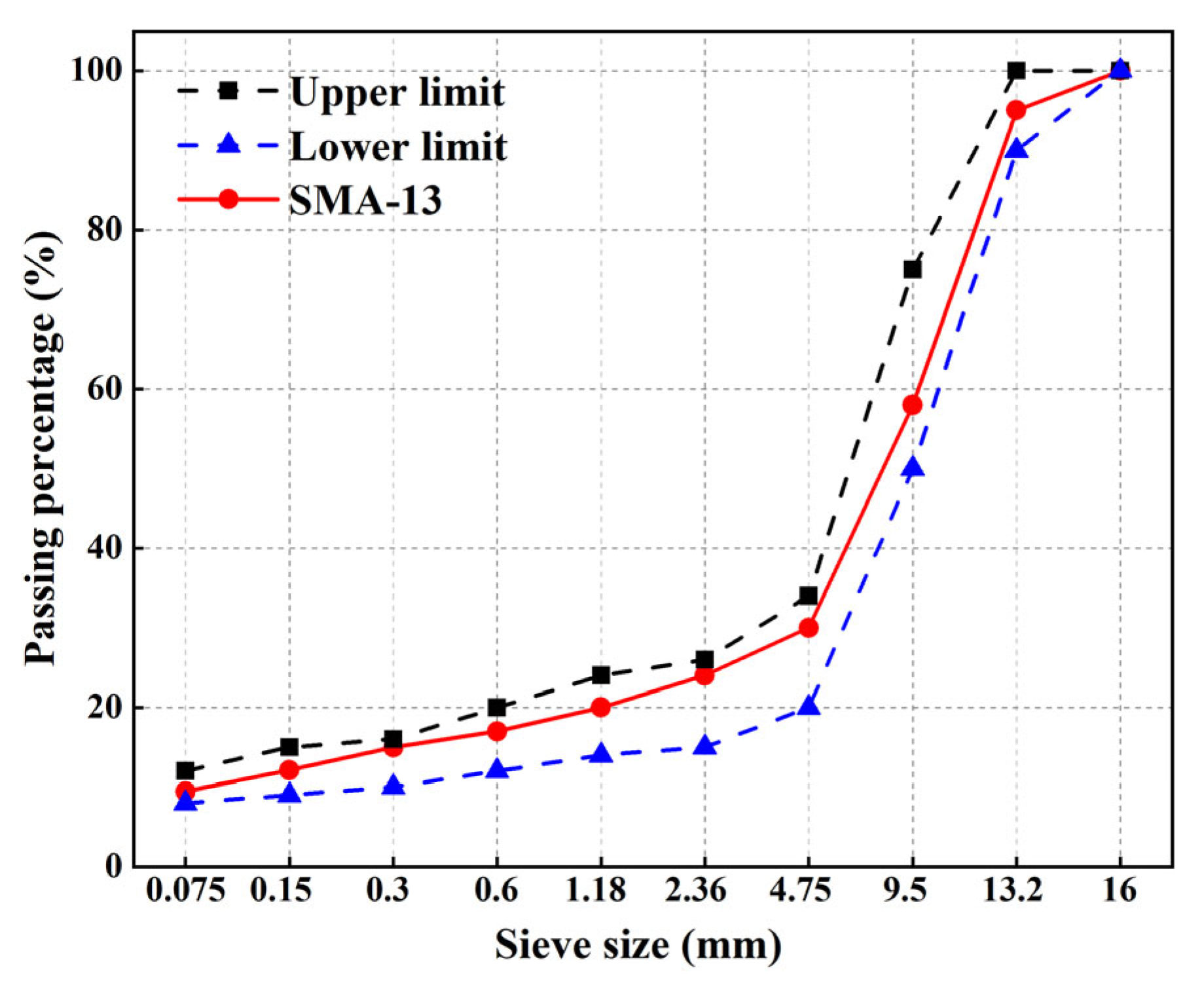
2.4. Preparation of RCA-CRMAM/PET Mixtures Incorporated with RCA
2.5. Comprehensive Characterizations of PET Additive
2.6. Performance Tests of Asphalt Mixtures
2.6.1. Moisture-Induced Damage Resistance
2.6.2. Wheel Tracking Test
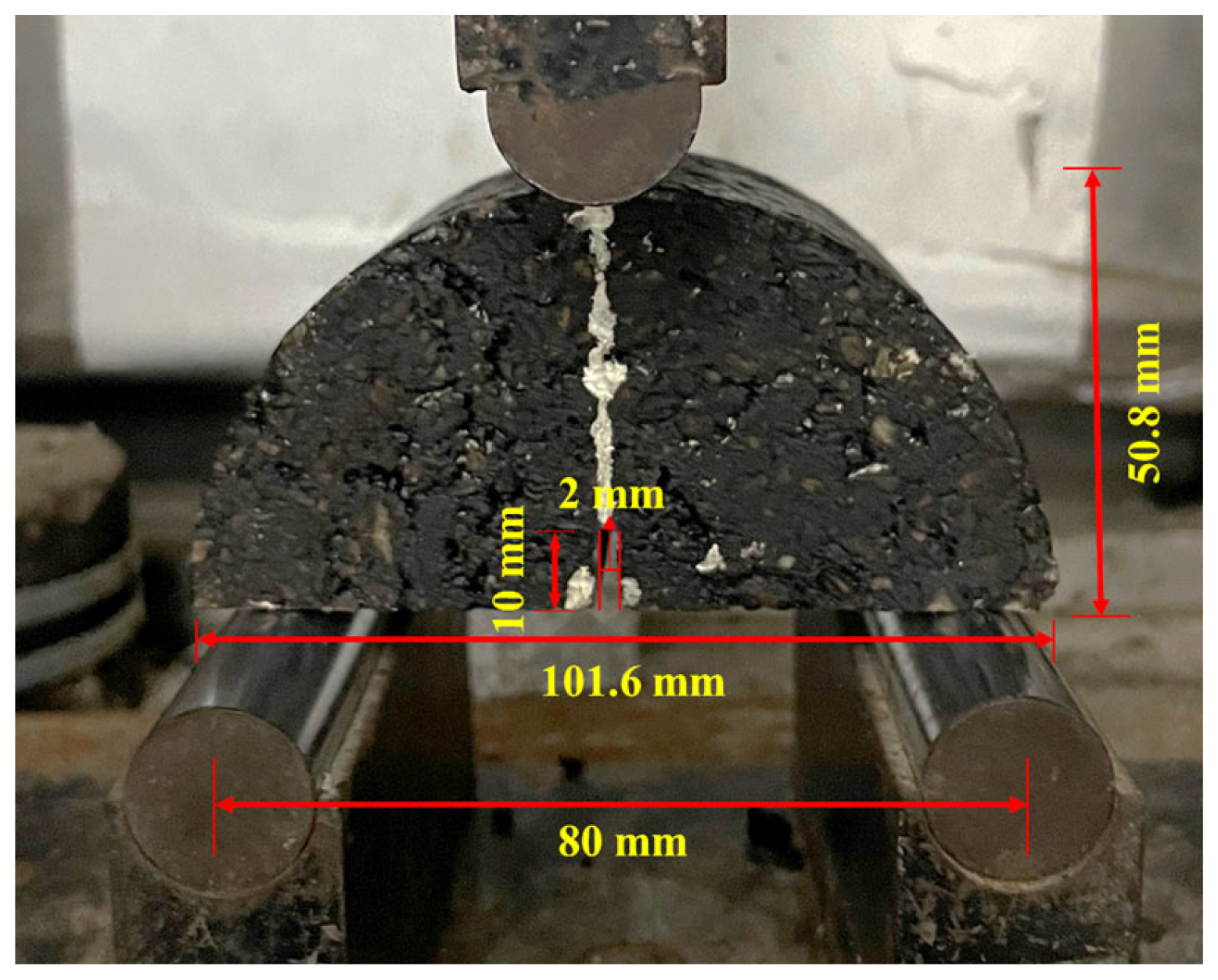
2.6.3. Low-Temperature Crack Resistance
2.6.4. Fatigue Resistance
2.7. Field emission Scanning Electron Microscope (FESEM)
3. Results and Discussion
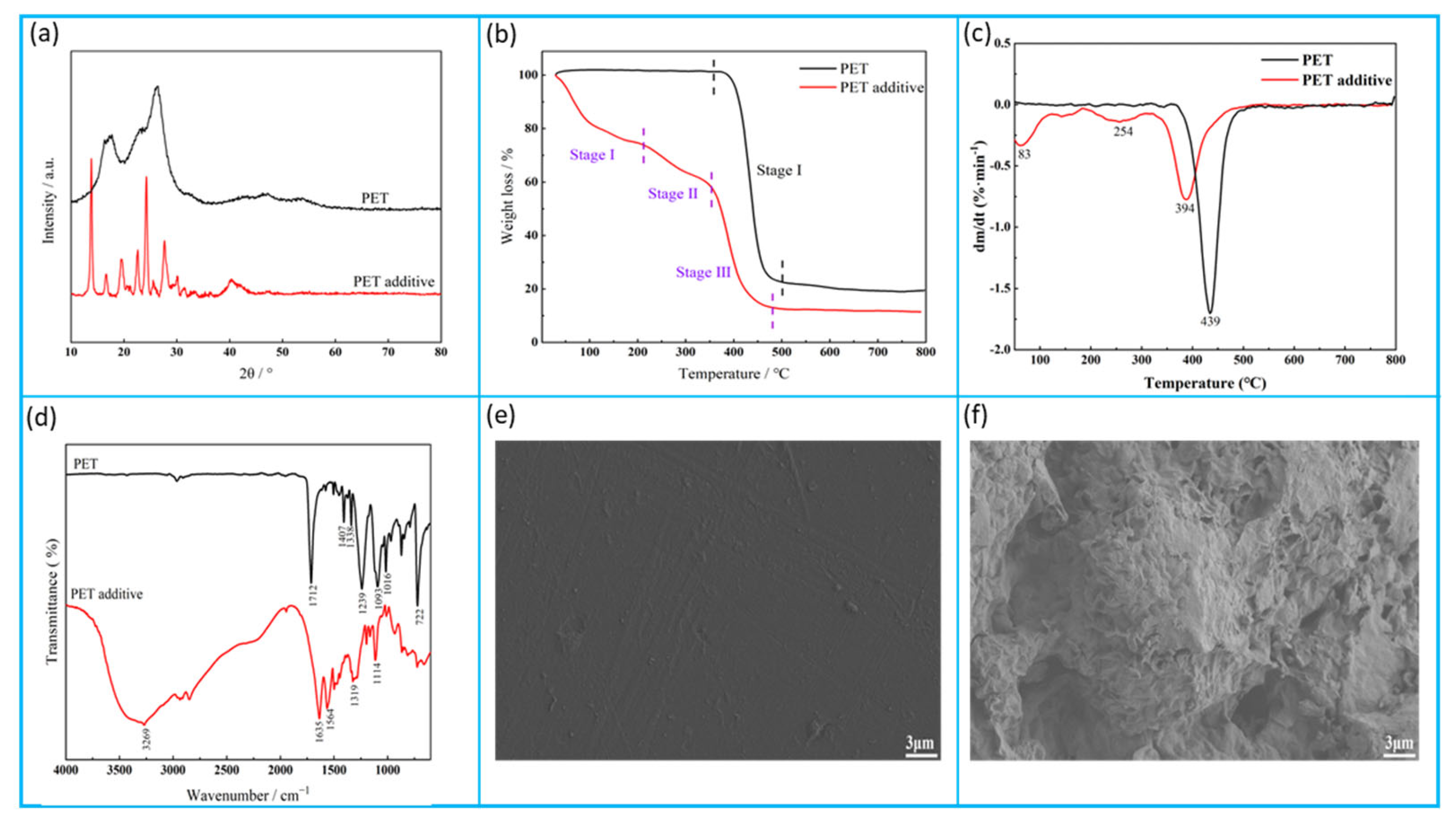
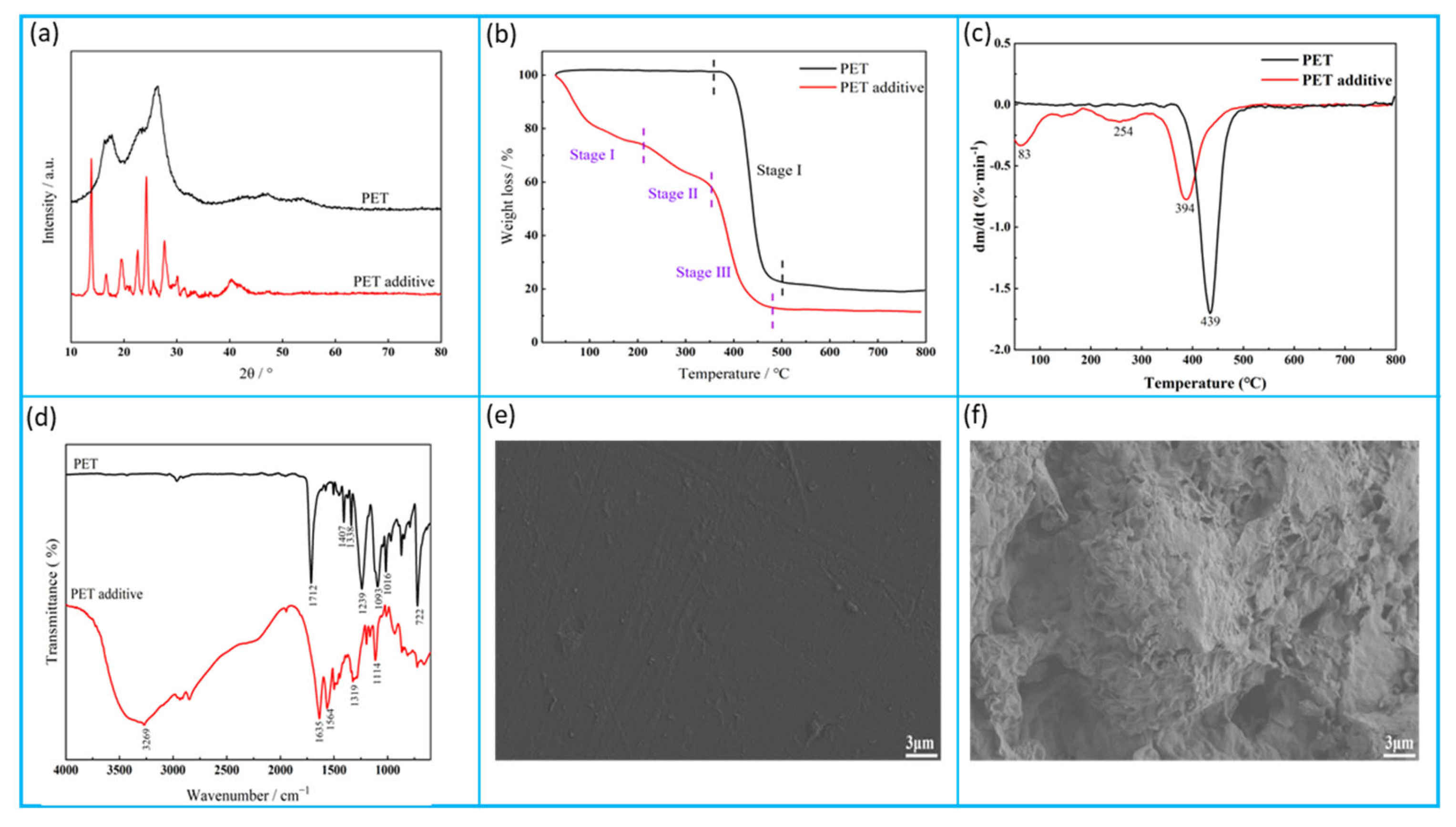
3.1. Physicochemical Properties of the PET Additive
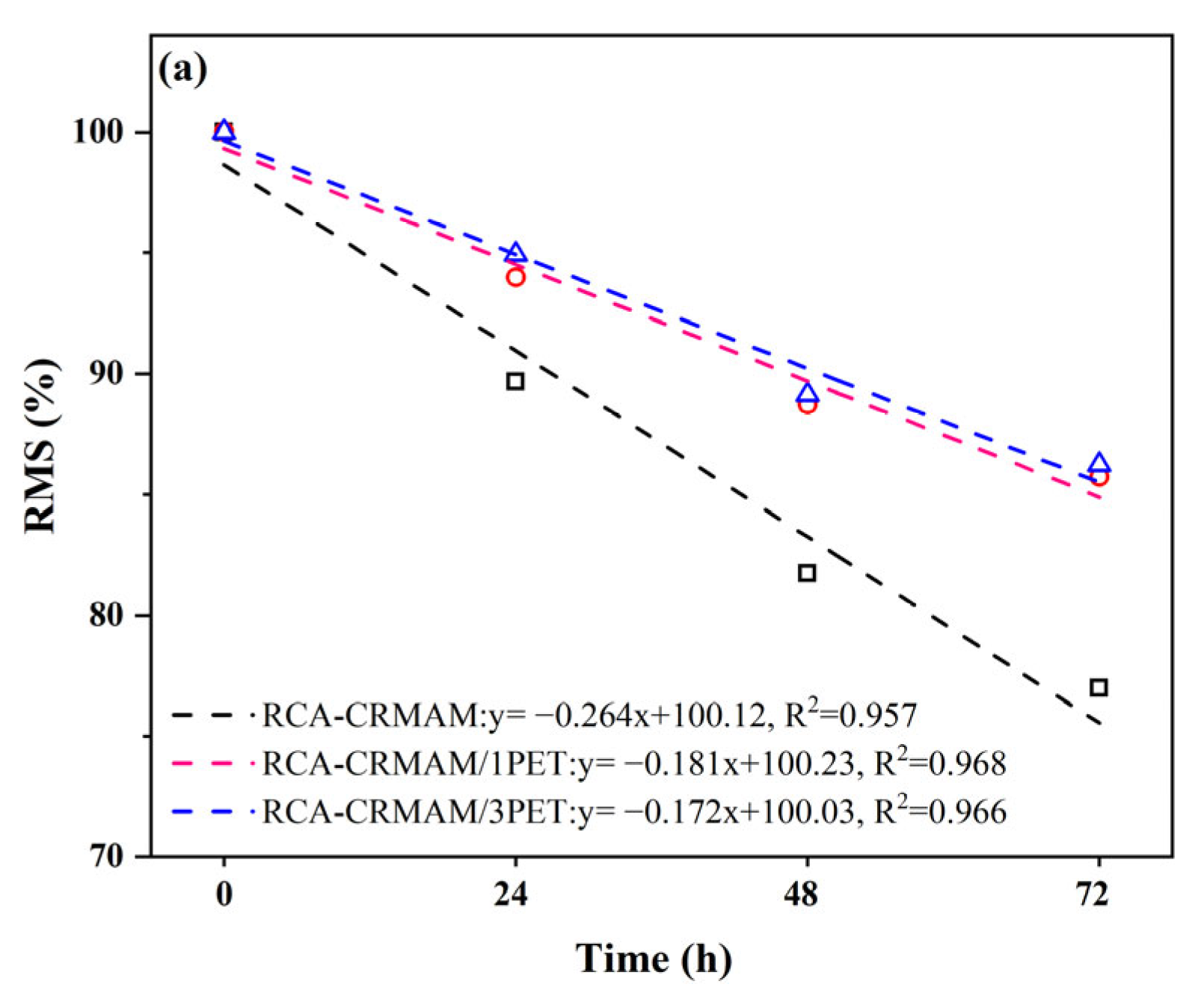
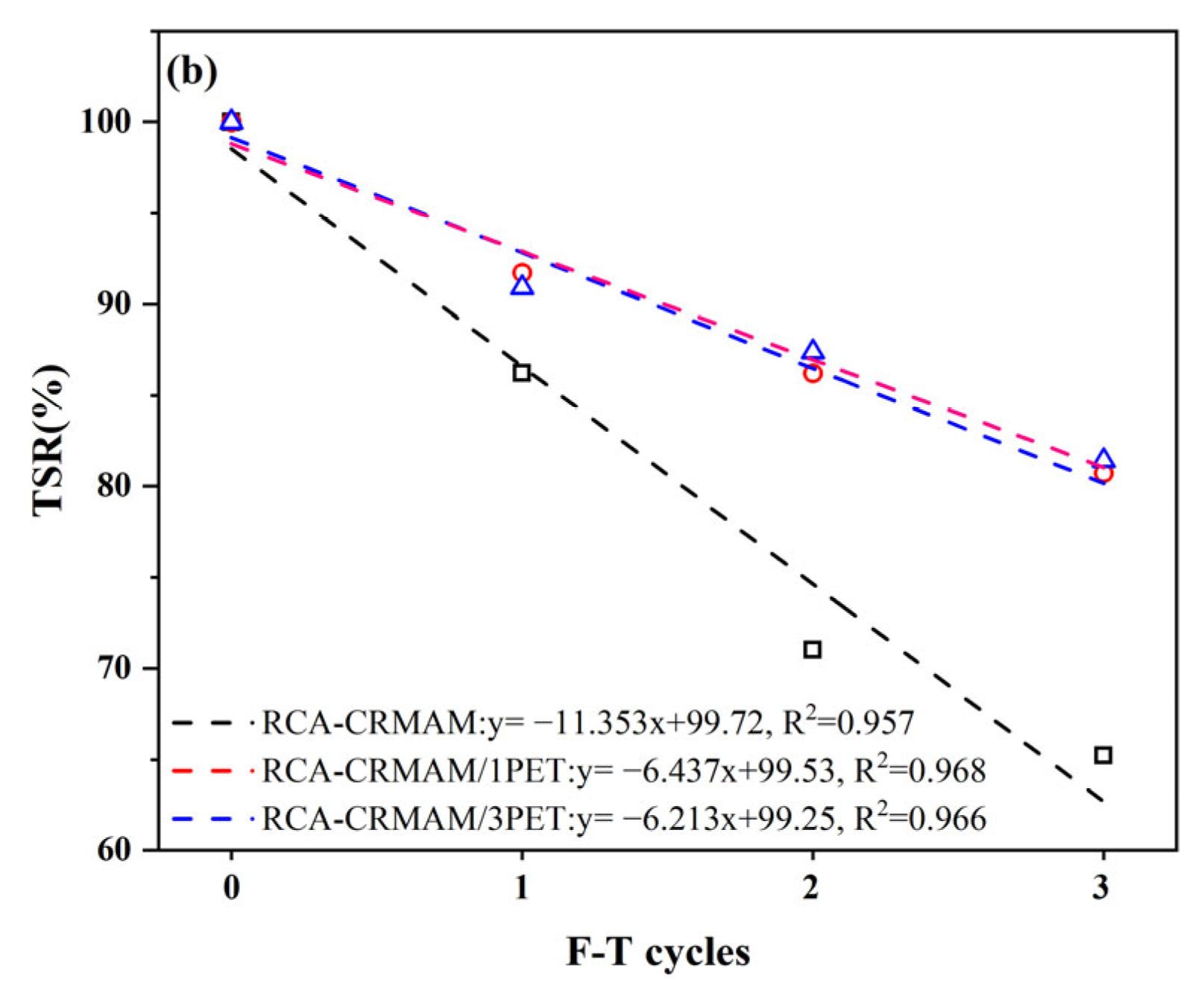
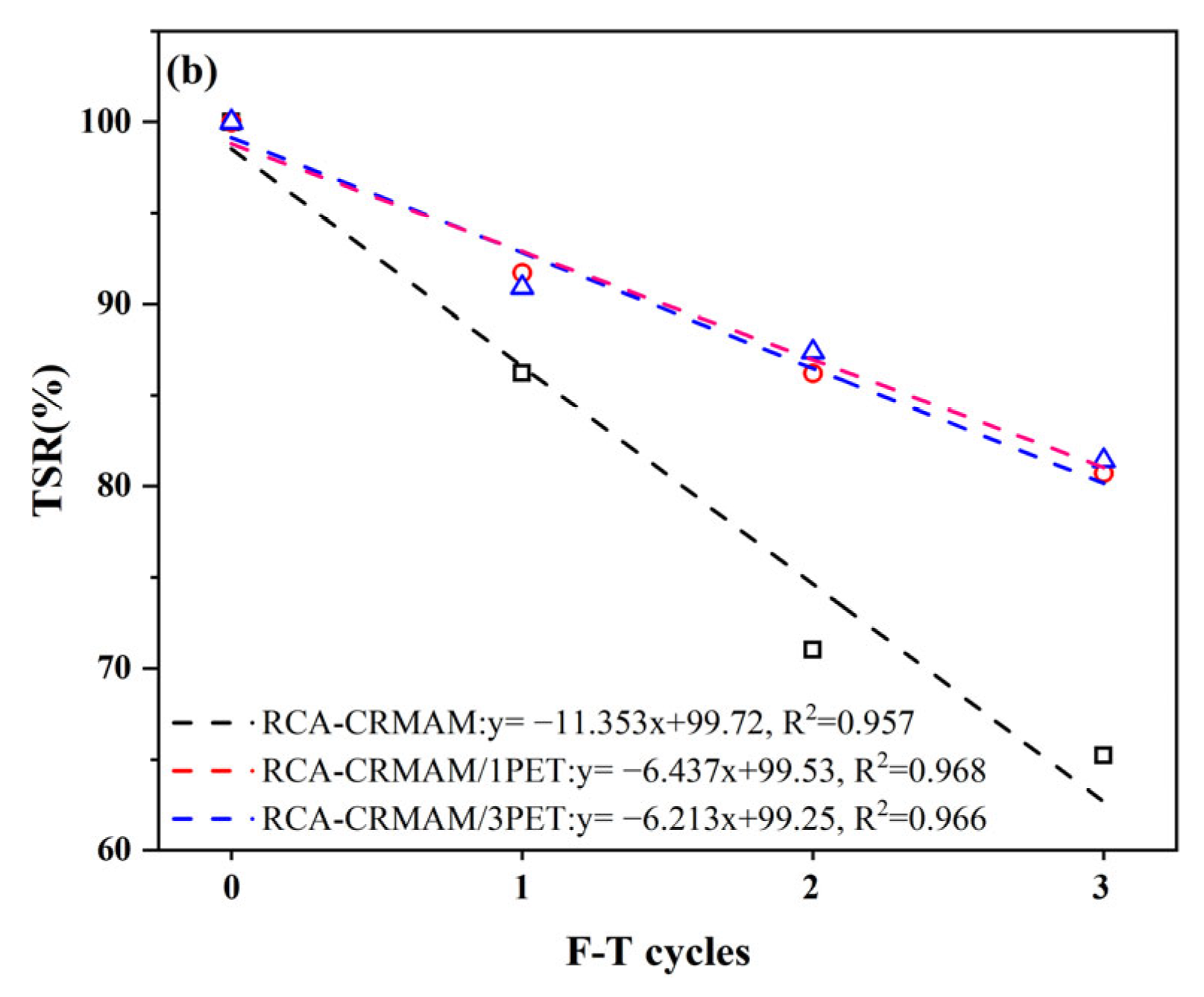
3.2. Moisture Damage Resistance
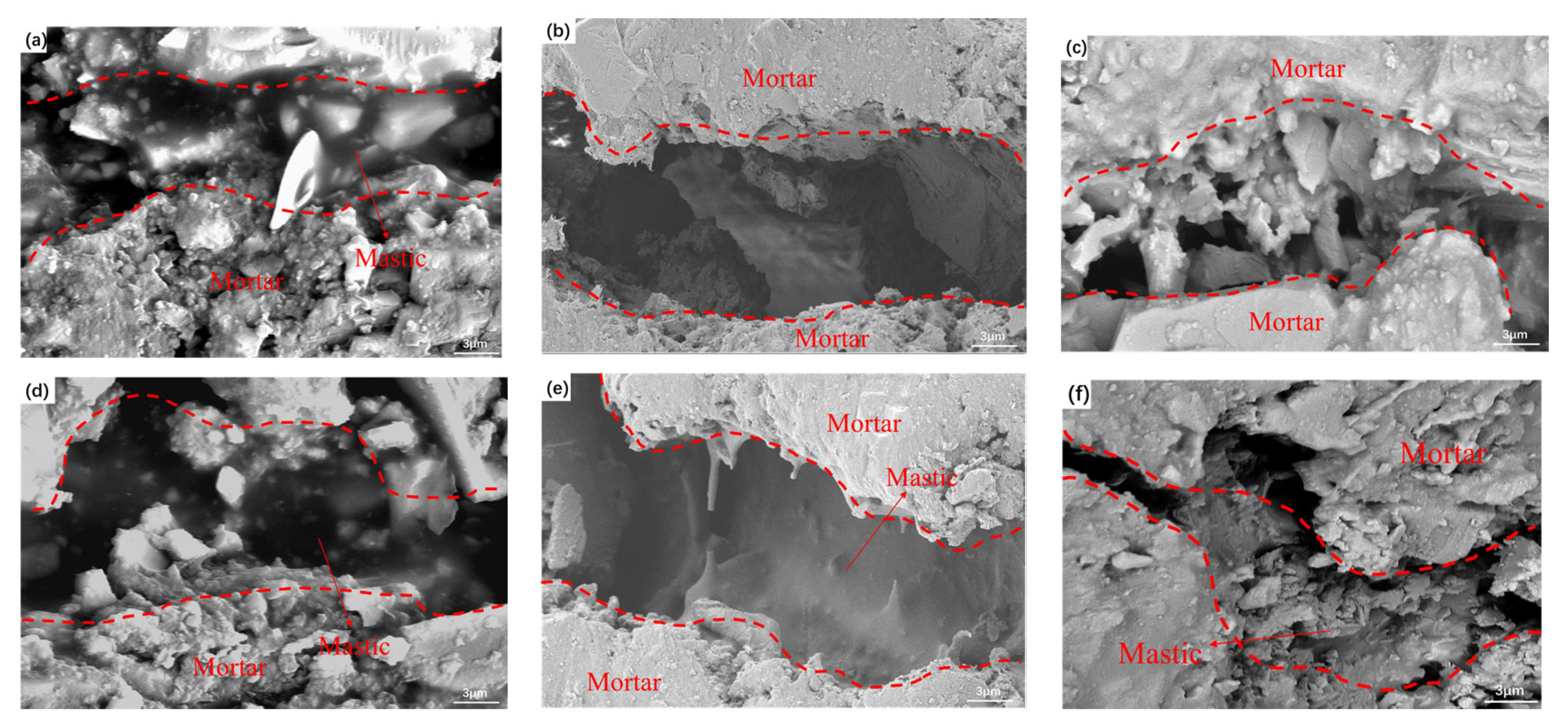
3.3. FESEM
3.4. Rutting Resistance
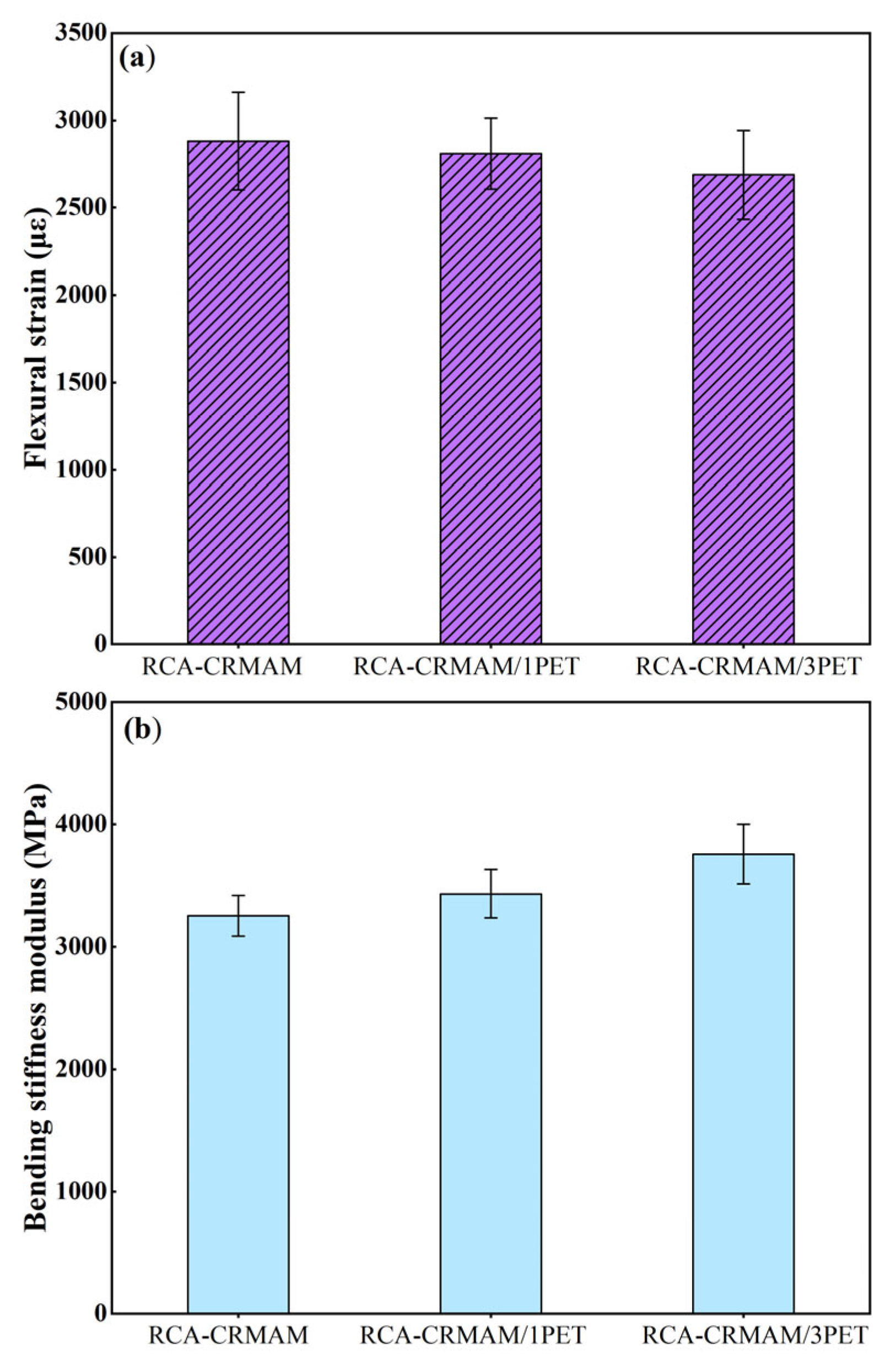
3.5. Low-Temperature Crack Resistance
3.6. Fatigue Life
4. Conclusions
- Physicochemical property results indicate that PET additive is the substance with a monoclinic crystal structure, which has not only three different components with an initial mass loss temperature of 83 °C but also amine-based molecular structures and rough surfaces with several pores, potentially contributing to better improving the adhesion of modified binder to RCA aggregates in comparison with waste PET plastic.
- Moisture-induced damage results stated that regardless of water immersion or freeze-thaw conditions, PET additives can greatly improve the moisture-induced damage resistance of RCA-CRMAM because of the strengthened interface bonding layers. Only 1% PET additive can promote RCA-CRMAM to meet the specification requirements after suffering from 72 h water immersion and three freeze-thaw cycles.
- Wheel track test results suggest that only 1% PET additive can enhance the high-temperature resistance of asphalt rubber containing RCA to rut and allow it to maintain higher resistance to rut after moisture-induced damage. One percent PET additive can effectively inhibit the development of rut, and 3% PET additive can further reduce the rut depth a little bit and has very little effect on the speed of rutting development.
- Low-temperature property results demonstrate that PET additive can slightly reduce the low-temperature deformation of RCA-CRMAM, but correspondingly, it can help improve its bearing capacity.
- Fatigue life results reflected that PET additives contribute to delaying the fatigue life of RCA-CRMAM, especially under small stress, and their excessive use will not work significantly for further extension of fatigue life.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hamdi, A.; Abdelaziz, G.; Farhan, K.Z. Scope of reusing waste shredded tires in concrete and cementitious composite materials: A review. J. Build Eng. 2021, 35, 102014. [Google Scholar] [CrossRef]
- Chen, X.; Xiao, X.; Wu, Q.; Cheng, Z.; Xu, X.; Cheng, S.; Zhao, R. Effect of magnesium phosphate cement on the mechanical properties and microstructure of recycled aggregate and recycled aggregate concrete. J. Build Eng. 2022, 46, 103611. [Google Scholar] [CrossRef]
- Tian, X.; Han, S.; Wang, K.; Shan, T.; Li, Z.; Li, S.; Wang, C. Waste resource utilization: Spent FCC catalyst-based composite catalyst for waste tire pyrolysis. Fuel 2022, 328, 125236. [Google Scholar] [CrossRef]
- Bogoviku, L.; Waldmann, D. Experimental investigations on the interfacial bond strength of the adhered mortar paste to the new mortar paste in a recycled concrete matrix. Constr. Build Mater. 2022, 347, 128509. [Google Scholar] [CrossRef]
- Zhang, H.; Xiao, J.; Tang, Y.; Duan, Z.; Poon, C.S. Long-term shrinkage and mechanical properties of fully recycled aggregate concrete: Testing and modeling. Cement Concrete Comp. 2022, 130, 104527. [Google Scholar] [CrossRef]
- Záleská, M.; Pavlík, Z.; Čítek, D.; Jankovský, O.; Pavlíková, M. Eco-friendly concrete with scrap-tyre-rubber-based aggregate—Properties and thermal stability. Constr. Build Mater. 2019, 225, 709–722. [Google Scholar] [CrossRef]
- Ince, C.; Shehata, B.M.H.; Derogar, S.; Ball, R.J. Towards the development of sustainable concrete incorporating waste tyre rubbers: A long-term study of physical, mechanical & durability properties and environmental impact. J. Clean. Prod. 2022, 334, 130223. [Google Scholar]
- Yıldızel, S.A.; Özkılıç, Y.O.; Bahrami, A.; Aksoylu, C.; Başaran, B.; Hakamy, A.; Arslan, M.H. Experimental investigation and analytical prediction of flexural behaviour of reinforced concrete beams with steel fibres extracted from waste tyres. Case Stud. Constr. Mat. 2023, 19, e02227. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Çelik, A.İ.; Deifalla, A.F.; Ahmad, M.; Sabri Sabri, M.M. Performance evaluation of fiber-reinforced concrete produced with steel fibers extracted from waste tire. Front. Mater. 2022, 9, 1057128. [Google Scholar] [CrossRef]
- Chang, X.; Zhang, R.; Xiao, Y.; Chen, X.; Zhang, X.; Liu, G. Mapping of publications on asphalt pavement and bitumen materials: A bibliometric review. Constr. Build Mater. 2020, 234, 117370. [Google Scholar] [CrossRef]
- Jiang, X.; Gabrielson, J.; Titi, H.; Huang, B.; Bai, Y.; Polaczyk, P.; Hu, W.; Zhang, M.; Xiao, R. Field investigation and numerical analysis of an inverted pavement system in Tennessee, USA. Transpn. Geotech. 2022, 35, 100759. [Google Scholar] [CrossRef]
- Qaidi, S.; Al-Kamaki, Y.; Hakeem, I.; Dulaimi, A.F.; Özkılıç, Y.; Sabri, M.; Sergeev, V. Investigation of the physical-mechanical properties and durability of high-strength concrete with recycled PET as a partial replacement for fine aggregates. Front. Mater. 2023, 10, 1101146. [Google Scholar] [CrossRef]
- Xu, X.; Sreeram, A.; Leng, Z.; Yu, J.; Li, R.; Peng, C. Challenges and opportunities in the high-quality rejuvenation of unmodified and SBS modified asphalt mixtures: State of the art. J. Clean. Prod. 2022, 378, 134634. [Google Scholar] [CrossRef]
- Chen, Z.; Leng, Z.; Jiao, Y.; Xu, F.; Lin, J.; Wang, H.; Cai, J.; Zhu, L.; Zhang, Y.; Feng, N.; et al. Innovative use of industrially produced steel slag powders in asphalt mixture to replace mineral fillers. J. Clean. Prod. 2022, 344, 131124. [Google Scholar] [CrossRef]
- Li, D.; Leng, Z.; Wang, H.; Chen, R.; Wellner, F. Structural and mechanical evolution of the multiphase asphalt rubber during aging based on micromechanical back-calculation and experimental methods. Mater. Design. 2022, 215, 110421. [Google Scholar] [CrossRef]
- Chen, Z.; Jiao, Y.; Wu, S.; Tu, F. Moisture-induced damage resistance of asphalt mixture entirely composed of gneiss and steel slag. Constr. Build Mater. 2018, 177, 332–341. [Google Scholar] [CrossRef]
- Naser, M.; Abdel-Jaber, M.T.; Al-shamayleh, R.; Louzi, N.; Ibrahim, R. Evaluating the effects of using reclaimed asphalt pavement and recycled concrete aggregate on the behavior of hot mix asphalts. Transp. Eng. 2022, 10, 100140. [Google Scholar] [CrossRef]
- Lu, D.; Jiang, X.; Tan, Z.; Yin, B.; Leng, Z.; Zhong, J. Enhancing sustainability in pavement Engineering: A-state-of-the-art review of cement asphalt emulsion mixtures. Clean. Mater. 2023, 9, 100204. [Google Scholar] [CrossRef]
- Xu, X.; Luo, Y.; Sreeram, A.; Wu, Q.; Chen, G.; Cheng, S.; Chen, Z.; Chen, X. Potential use of recycled concrete aggregate (RCA) for sustainable asphalt pavements of the future: A state-of-the-art review. J. Clean. Prod. 2022, 344, 130893. [Google Scholar] [CrossRef]
- Shu, X.; Huang, B. Recycling of waste tire rubber in asphalt and portland cement concrete: An overview. Constr. Build Mater. 2014, 67, 217–224. [Google Scholar] [CrossRef]
- Jamal, M.; Giustozzi, F. Enhancing the asphalt binder’s performance against oxidative ageing and solar radiations by incorporating rubber from waste tyres. Constr. Build Mater. 2022, 350, 128803. [Google Scholar] [CrossRef]
- Mikhailenko, P.; Rafiq Kakar, M.; Piao, Z.; Bueno, M.; Poulikakos, L. Incorporation of recycled concrete aggregate (RCA) fractions in semi-dense asphalt (SDA) pavements: Volumetrics, durability and mechanical properties. Constr. Build Mater. 2020, 264, 120166. [Google Scholar] [CrossRef]
- Sanchez-Cotte, E.H.; Fuentes, L.; Martinez-Arguelles, G.; Rondón Quintana, H.A.; Walubita, L.F.; Cantero-Durango, J.M. Influence of recycled concrete aggregates from different sources in hot mix asphalt design. Constr. Build Mater. 2020, 259, 120427. [Google Scholar] [CrossRef]
- Singh, B.; Prasad, D.; Kant, R.R. Effect of lime filler on RCA incorporated bituminous mixture. Clean. Eng. Technol. 2021, 4, 100166. [Google Scholar] [CrossRef]
- Jiang, X.; Zhang, M.; Xiao, R.; Polaczyk, P.; Bai, Y.; Huang, B. An investigation of structural responses of inverted pavements by numerical approaches considering nonlinear stress-dependent properties of unbound aggregate layer. Constr. Build Mater. 2021, 303, 124505. [Google Scholar] [CrossRef]
- Pasandín, A.R.; Pérez, I. Mechanical properties of hot-mix asphalt made with recycled concrete aggregates coated with bitumen emulsion. Constr. Build Mater. 2014, 55, 350–358. [Google Scholar] [CrossRef]
- Gómez-Meijide, B.; Pérez, I. Binder–aggregate adhesion and resistance to permanent deformation of bitumen-emulsion-stabilized materials made with construction and demolition waste aggregates. J. Clean. Prod. 2016, 129, 125–133. [Google Scholar] [CrossRef]
- Mills-Beale, J.; You, Z. The mechanical properties of asphalt mixtures with Recycled Concrete Aggregates. Constr. Build Mater. 2010, 24, 230–235. [Google Scholar] [CrossRef]
- Hou, Y.; Ji, X.; Su, X.; Zhang, W.; Liu, L. Laboratory investigations of activated recycled concrete aggregate for asphalt treated base. Constr. Build Mater. 2014, 65, 535–542. [Google Scholar] [CrossRef]
- Al-Bayati, H.K.A.; Das, P.K.; Tighe, S.L.; Baaj, H. Evaluation of various treatment methods for enhancing the physical and morphological properties of coarse recycled concrete aggregate. Constr. Build Mater. 2016, 112, 284–298. [Google Scholar] [CrossRef]
- Fayed, S.; Madenci, E.; Onuralp Özkiliç, Y.; Mansour, W. Improving bond performance of ribbed steel bars embedded in recycled aggregate concrete using steel mesh fabric confinement. Constr. Build Mater. 2023, 369, 130452. [Google Scholar] [CrossRef]
- Pérez, I.; Pasandín, A.R. Moisture damage resistance of hot-mix asphalt made with recycled concrete aggregates and crumb rubber. J. Clean. Prod. 2017, 165, 405–414. [Google Scholar] [CrossRef]
- Lv, S.; Ma, W.; Zhao, Z.; Guo, S. Improvement on the high-temperature stability and anti-aging performance of the rubberized asphalt binder with the Lucobit additive. Constr. Build Mater. 2021, 299, 124304. [Google Scholar] [CrossRef]
- Jiang, X.; Gabrielson, J.; Huang, B.; Bai, Y.; Polaczyk, P.; Zhang, M.; Hu, W.; Xiao, R. Evaluation of inverted pavement by structural condition indicators from falling weight deflectometer. Constr. Build Mater. 2022, 319, 125991. [Google Scholar] [CrossRef]
- Ameli, A.; Maher, J.; Mosavi, A.; Nabipour, N.; Babagoli, R.; Norouzi, N. Performance evaluation of binders and Stone Matrix Asphalt (SMA) mixtures modified by Ground Tire Rubber (GTR), waste Polyethylene Terephthalate (PET) and Anti Stripping Agents (ASAs). Constr. Build Mater. 2020, 251, 118932. [Google Scholar] [CrossRef]
- Salehi, S.; Arashpour, M.; Kodikara, J.; Guppy, R. Comparative life cycle assessment of reprocessed plastics and commercial polymer modified asphalts. J. Clean. Prod. 2022, 337, 130464. [Google Scholar] [CrossRef]
- Jiang, X.; Titi, H.; Ma, Y.; Polaczyk, P.; Zhang, M.; Gabrielson, J.; Bai, Y.; Huang, B. Evaluating the performance of inverted pavement structure using the accelerated pavement test (APT). Constr. Build Mater. 2022, 346, 128489. [Google Scholar] [CrossRef]
- Leng, Z.; Padhan, R.K.; Sreeram, A. Production of a sustainable paving material through chemical recycling of waste PET into crumb rubber modified asphalt. J. Clean. Prod. 2018, 180, 682–688. [Google Scholar] [CrossRef]
- Xu, X.; Chen, G.; Wu, Q.; Leng, Z.; Chen, X.; Zhai, Y.; Tu, Y.; Peng, C. Chemical upcycling of waste PET into sustainable asphalt pavement containing recycled concrete aggregates: Insight into moisture-induced damage. Constr. Build Mater. 2022, 360, 129632. [Google Scholar] [CrossRef]
- Lim, I.L.; Johnston, I.W.; Choi, S.K. Stress intensity factors for semi-circular specimens under three-point bending. Eng. Fract. Mech. 1993, 44, 363–382. [Google Scholar] [CrossRef]
- Al-Sabagh, A.M.; Yehia, F.Z.; Eissa, A.M.F.; Moustafa, M.E.; Eshaq, G.; Rabie, A.M.; ElMetwally, A.E. Cu- and Zn-acetate-containing ionic liquids as catalysts for the glycolysis of poly(ethylene terephthalate). Polym. Degrad. Stabil. 2014, 110, 364–377. [Google Scholar] [CrossRef]
- Padhan, R.K.; Mohanta, C.; Sreeram, A.; Gupta, A. Rheological evaluation of bitumen modified using antistripping additives synthesised from waste polyethylene terephthalate (PET). Int. J. Pavement Eng. 2018, 21, 1083–1091. [Google Scholar] [CrossRef]
- Li, R.; Leng, Z.; Yang, J.; Lu, G.; Huang, M.; Lan, J.; Zhang, H.; Bai, Y.; Dong, Z. Innovative application of waste polyethylene terephthalate (PET) derived additive as an antistripping agent for asphalt mixture: Experimental investigation and molecular dynamics simulation. Fuel 2021, 30, 121015. [Google Scholar] [CrossRef]
- Gao, B.; Sun, X.; Yao, C.; Mao, L. A new strategy to chemically transform waste PET plastic into aerogel with high fire resistance and mechanical strength. Polymer 2022, 254, 125074. [Google Scholar] [CrossRef]
- Xu, X.; Leng, Z.; Lan, J.; Wang, W.; Yu, J.; Bai, Y.; Sreeram, A.; Hu, J. Sustainable Practice in Pavement Engineering through Value-Added Collective Recycling of Waste Plastic and Waste Tyre Rubber. Engineering 2021, 7, 857–867. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Coarse RCA | Fine NA | Requirements | Specification |
|---|---|---|---|---|
| 4.75–16 mm | 0–4.75 mm | |||
| Apparent density (kg/m3) | 2.54 | 2.74 | ≥2.50 | ASTM C127 |
| Water absorption (%) | 6.9 | - | ≤3 | ASTM C127 |
| Crushing value (%) | 20.4 | - | ≤28 | ASTM C942 |
| Los Angeles abrasion loss (%) | 26.4 | - | ≤35 | ASTM C131 |
| Fine aggregate angularity (%) | - | 52.4 | ≥30 | AASHTOTP33 |
| Sand equivalent (%) | - | 70.3 | ≥60 | ASTM D2419 |
| Type | Ductility at 5 °C, cm | Penetration at 25 °C, dmm | Softening Point, °C |
|---|---|---|---|
| CRMA | 5.5 | 48 | 58.6 |
| CRMA/1PET | 4.2 | 41 | 58.9 |
| CRMA/3PET | 3.8 | 32 | 59.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, G.; Peng, Y.; Yang, N.; Xu, G.; Gong, K.; Xu, X. Innovative Use of Waste PET-Derived Additive to Enhance Application Potentials of Recycled Concrete Aggregates in Asphalt Rubber. Polymers 2023, 15, 3893. https://doi.org/10.3390/polym15193893
Chen G, Peng Y, Yang N, Xu G, Gong K, Xu X. Innovative Use of Waste PET-Derived Additive to Enhance Application Potentials of Recycled Concrete Aggregates in Asphalt Rubber. Polymers. 2023; 15(19):3893. https://doi.org/10.3390/polym15193893
Chicago/Turabian StyleChen, Guofu, Yuhao Peng, Nannan Yang, Guohao Xu, Kai Gong, and Xiong Xu. 2023. "Innovative Use of Waste PET-Derived Additive to Enhance Application Potentials of Recycled Concrete Aggregates in Asphalt Rubber" Polymers 15, no. 19: 3893. https://doi.org/10.3390/polym15193893
APA StyleChen, G., Peng, Y., Yang, N., Xu, G., Gong, K., & Xu, X. (2023). Innovative Use of Waste PET-Derived Additive to Enhance Application Potentials of Recycled Concrete Aggregates in Asphalt Rubber. Polymers, 15(19), 3893. https://doi.org/10.3390/polym15193893