


Friction Behavior between Carbon Fiber Plain Weave and Metal Semi-Cylinder Tool


Abstract
:
1. Introduction
2. Experimental Methodology
2.1. Friction Test
2.2. Real Contact Surface Acquisition Method
3. Results and Discussion
3.1. Effect of Normal Load on the Friction Behavior of Fabrics
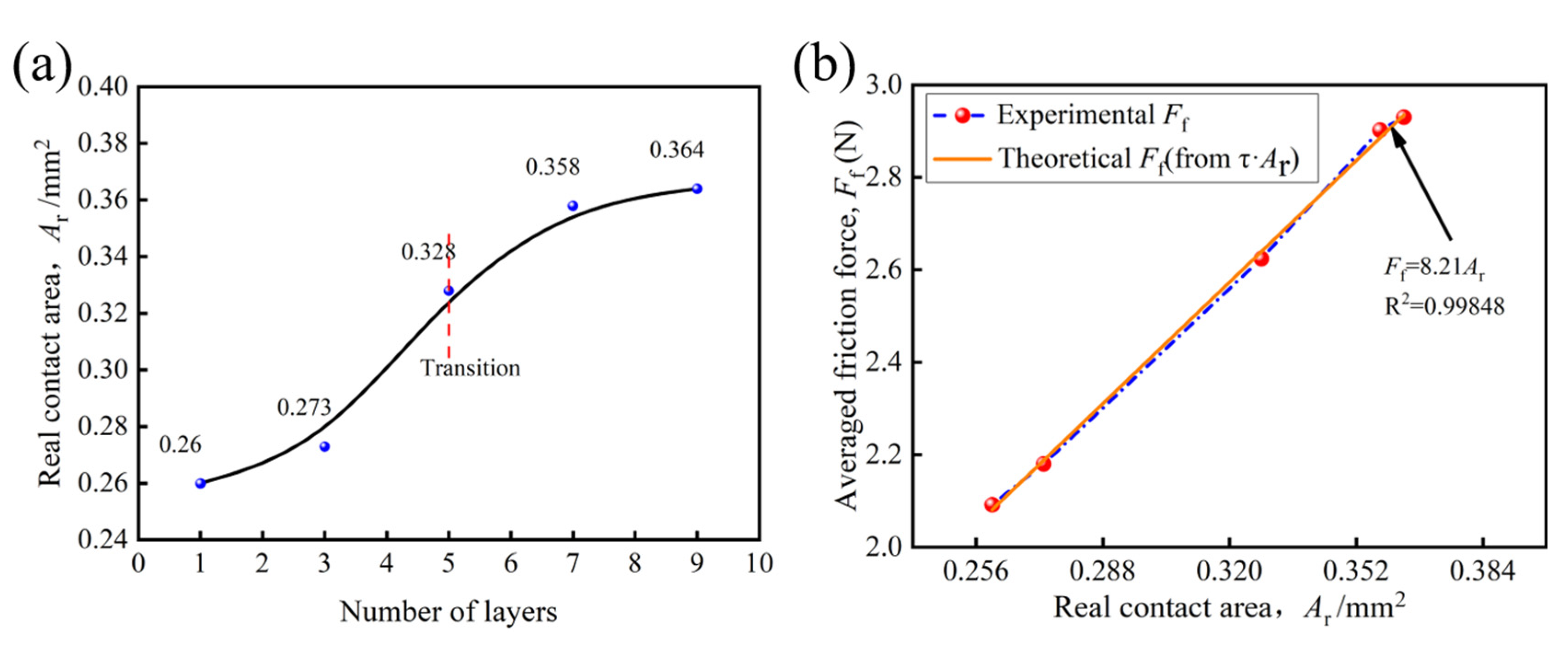
3.2. Correlation Analysis of Number of Plies, Real Contact Area and Friction Force
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Zhang, S.; Zhang, Y.; Li, A.; Chen, Q.; Shi, X.; Huang, J.; Hu, Z. Carbon composites. In Composite Materials Engineering; Springer: Berlin/Heidelberg, Germany, 2018; Volume 2, pp. 531–617. [Google Scholar]
- Park, S.J.; Seo, M.K. Carbon fiber-reinforced polymer composites: Preparation, properties, and applications. In Polymer Composites; Wiley-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2012; Volume 1. [Google Scholar]
- Xu, H.; Zhang, X.; Liu, D.; Yan, C.; Chen, X.; Hui, D.; Zhu, Y. Cyclomatrix-type polyphosphazene coating: Improving interfacial property of carbon fiber/epoxy composites and preserving fiber tensile strength. Compos. Part B 2016, 93, 244–251. [Google Scholar] [CrossRef]
- Wang, F.S.; Ji, Y.Y.; Yu, X.S.; Chen, H.; Yue, Z.F. Ablation damage assessment of aircraft carbon fiber/epoxy composite and its protection structures suffered from lightning strike. Compos. Struct. 2016, 145, 226–241. [Google Scholar] [CrossRef]
- Chowdhury, N.M.; Chiu, W.K.; Wang, J.; Chang, P. Experimental and finite element studies of bolted, bonded and hybrid step lap joints of thick carbon fibre/epoxy panels used in aircraft structures. Compos. Part B 2016, 100, 68–77. [Google Scholar] [CrossRef]
- Shanwan, A.; Allaoui, S. Different experimental ways to minimize the pre-forming defects of multi-layered interlock dry fabric. Int. J. Mater. Form. 2019, 12, 69–78. [Google Scholar] [CrossRef] [Green Version]
- Mulvihill, D.M.; Sutcliffe, M.P. Effect of tool surface topography on friction with carbon fibre tows for composite fabric forming. Compos. Part A Appl. Sci. Manuf. 2017, 93, 199–206. [Google Scholar] [CrossRef]
- Murtagh, A.M.; Lennon, J.J.; Mallon, P.J. Surface friction effects related to pressforming of continuous fibre thermoplastic composites. Compos. Manuf. 1995, 6, 169–175. [Google Scholar] [CrossRef]
- Köhler, S.S. The influence of fibre-length on the proportion of fibre-strength utilised in cotton yarn. J. Text. Inst. Trans. 1934, 25, 141–149. [Google Scholar] [CrossRef]
- Martin, A.; Mittelmann, R. Some measurements of the friction of wool and mohair. J. Text. Inst. Trans. 1946, 37, 269–280. [Google Scholar] [CrossRef]
- Mercer, E.; Makinson, K.R. The Frictional Properties of Wool and Other Textile Fibres. J. Text. Inst. Trans. 1947, 38, 227–240. [Google Scholar] [CrossRef]
- Lindberg, J.; Gralén, N. Measurement of friction between single fibers: II. Frictional properties of wool fibers measured by the fiber-twist method. Text. Res. J. 1948, 18, 287–301. [Google Scholar] [CrossRef]
- Bowden, F.P.; Young, J. Friction of diamond, graphite, and carbon and the influence of surface films. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1951, 208, 444–455. [Google Scholar]
- Howell, H.G.; Mazur, J. Amontons’law and fibre friction. J. Text. Inst. Trans. 1953, 44, 59–69. [Google Scholar] [CrossRef]
- Montero, L.; Allaoui, S.; Hivet, G. Characterisation of the mesoscopic and macroscopic friction behaviours of glass plain weave reinforcement. Compos. Part A Appl. Sci. Manuf. 2017, 95, 257–266. [Google Scholar] [CrossRef]
- Allaoui, S.; Hivet, G.; Wendling, A.; Ouagne, P.; Soulat, D. Influence of the dry woven fabrics meso-structure on fabric/fabric contact behavior. J. Compos. Mater. 2012, 46, 627–639. [Google Scholar] [CrossRef]
- Cornelissen, B.; Sachs, U.; Rietman, B.; Akkerman, R. Dry friction characterisation of carbon fibre tow and satin weave fabric for composite applications. Compos. Part A Appl. Sci. Manuf. 2014, 56, 127–135. [Google Scholar] [CrossRef]
- Fetfatsidis, K.A.; Sherwood, J.A.; Chen, J.; Cao, J. Characterization of the fabric/tool and fabric/fabric friction during the thermostamping process. Int. J. Mater. Form. 2009, 2, 165. [Google Scholar] [CrossRef]
- Fetfatsidis, K.A.; Jauffres, D.; Sherwood, J.A.; Chen, J. Characterization of the tool/fabric and fabric/fabric friction for woven-fabric composites during the thermos tamping process. Int. J. Mater. Form. 2013, 6, 209–221. [Google Scholar] [CrossRef]
- Mulvihill, D.M.; Smerdova, O.; Sutcliffe, M.P. Friction of carbon fibre tows. Compos. Part A Appl. Sci. Manuf. 2017, 93, 185–198. [Google Scholar] [CrossRef] [Green Version]
- Smerdova, O.; Sutcliffe, M. Novel experimental method for microscale contact analysis in composite fabric forming. Exp. Mech. 2015, 55, 1475–1483. [Google Scholar] [CrossRef]
- Smerdova, O.; Sutcliffe, M.P. Multiscale tool–fabric contact observation and analysis for composite fabric forming. Compos. Part A Appl. Sci. Manuf. 2015, 73, 116–124. [Google Scholar] [CrossRef] [Green Version]
- Avgoulas, E.I.; Mulvihill, D.M.; Endruweit, A.; Sutcliffe, M.P.; Warrior, N.A.; De Focatiis, D.S.; Long, A.C. Frictional behaviour of non-crimp fabrics (NCFs) in contact with a forming tool. Tribol. Int. 2018, 121, 71–77. [Google Scholar] [CrossRef]
- Cornelissen, B.; De Rooij, M.B.; Rietman, B.; Akkerman, R. Frictional behaviour of high performance fibrous tows: A contact mechanics model of tow-metal friction. Wear 2013, 305, 78–88. [Google Scholar] [CrossRef]
- Potter, K.; Khan, B.; Wisnom, M.; Bell, T.; Stevens, J. Variability, fibre waviness and misalignment in the determination of the properties of composite materials and structures. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1343–1354. [Google Scholar] [CrossRef]
- Bloom, L.D.; Wang, J.; Potter, K.D. Damage progression and defect sensitivity: An experimental study of representative wrinkles in tension. Compos. Part B 2013, 45, 449–458. [Google Scholar] [CrossRef]
- Gorczyca, J.L.; Sherwood, J.A.; Liu, L.; Chen, J. Modeling of friction and shear in thermos tamping of composites-Part I. Compos. Mater. 2004, 38, 1911–1929. [Google Scholar] [CrossRef]
- Kavimani, V.; Prakash, K.S.; Thankachan, T. Experimental investigations on wear and friction behaviour of SiC@ r-GO reinforced Mg matrix composites produced through solvent-based powder metallurgy. Compos. Part B Eng. 2019, 162, 508–521. [Google Scholar] [CrossRef]
- Walker, J.; Cinti, S.; Kamps, T.; Mitchell-Smith, J.; Clare, A. Influence of contact area on the sliding friction and wear behaviour of an electrochemical jet textured Al-Si alloy. Wear 2019, 426, 1336–1344. [Google Scholar] [CrossRef]
- Jaaranen, J.; Fink, G. Frictional behaviour of timber-concrete contact pairs. Constr. Build. Mater. 2020, 243, 118273. [Google Scholar] [CrossRef]
- Machado, M.; Moreira, P.; Flores, P.; Lankarani, H.M. Compliant contact force models in multibody dynamics: Evolution of the Hertz contact theory. Mech. Mach. Theory 2012, 53, 99–121. [Google Scholar] [CrossRef]
- Fetfatsidis, K.A.; Gamache, L.M.; Gorczyca, J.L.; Sherwood, J.A.; Jauffrès, D.; Chen, J. Design of an apparatus for measuring tool/fabric and fabric/fabric friction of woven-fabric composites during the thermostamping process. Int. J. Mater. Form. 2013, 6, 1–11. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Number | Loading Force (N) | Number of Layers |
|---|---|---|
| F1 | 2 | 5 |
| F2 | 5 | 5 |
| F3 | 8 | 5 |
| F4 | 11 | 5 |
| F5 | 14 | 5 |
| F6 | 8 | 1 |
| F7 | 8 | 3 |
| F8 | 8 | 5 |
| F9 | 8 | 7 |
| F10 | 8 | 9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, N.; Guo, Q.; Xie, X.; Chen, L. Friction Behavior between Carbon Fiber Plain Weave and Metal Semi-Cylinder Tool. Polymers 2023, 15, 472. https://doi.org/10.3390/polym15020472
Wu N, Guo Q, Xie X, Chen L. Friction Behavior between Carbon Fiber Plain Weave and Metal Semi-Cylinder Tool. Polymers. 2023; 15(2):472. https://doi.org/10.3390/polym15020472
Chicago/Turabian StyleWu, Ning, Qi Guo, Ximing Xie, and Li Chen. 2023. "Friction Behavior between Carbon Fiber Plain Weave and Metal Semi-Cylinder Tool" Polymers 15, no. 2: 472. https://doi.org/10.3390/polym15020472
APA StyleWu, N., Guo, Q., Xie, X., & Chen, L. (2023). Friction Behavior between Carbon Fiber Plain Weave and Metal Semi-Cylinder Tool. Polymers, 15(2), 472. https://doi.org/10.3390/polym15020472