
Influence of Process Parameters in Material Extrusion on Product Properties Using the Example of the Electrical Resistivity of Conductive Polymer Composites


Abstract
:1. Introduction
2. State of the Art
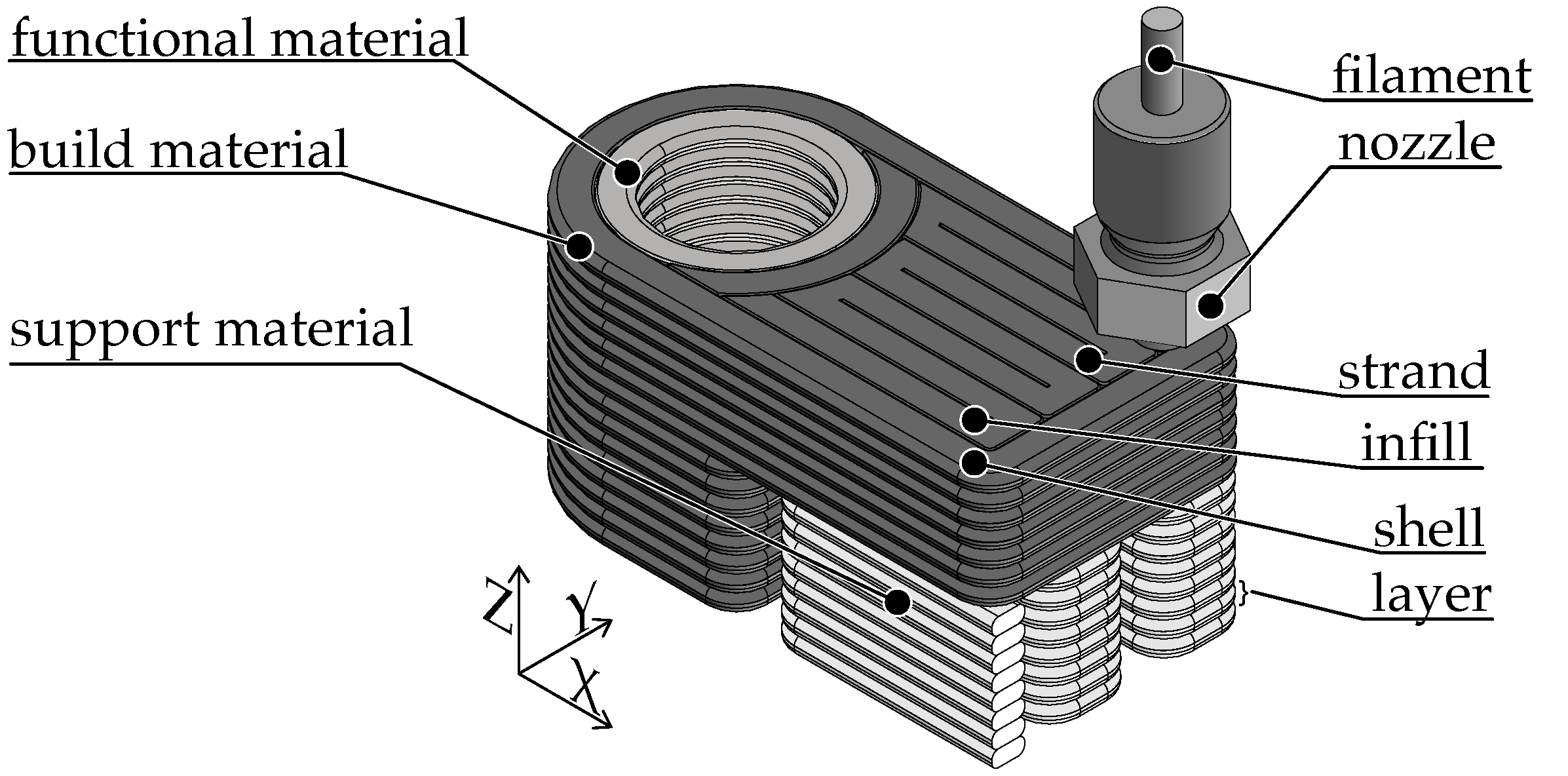
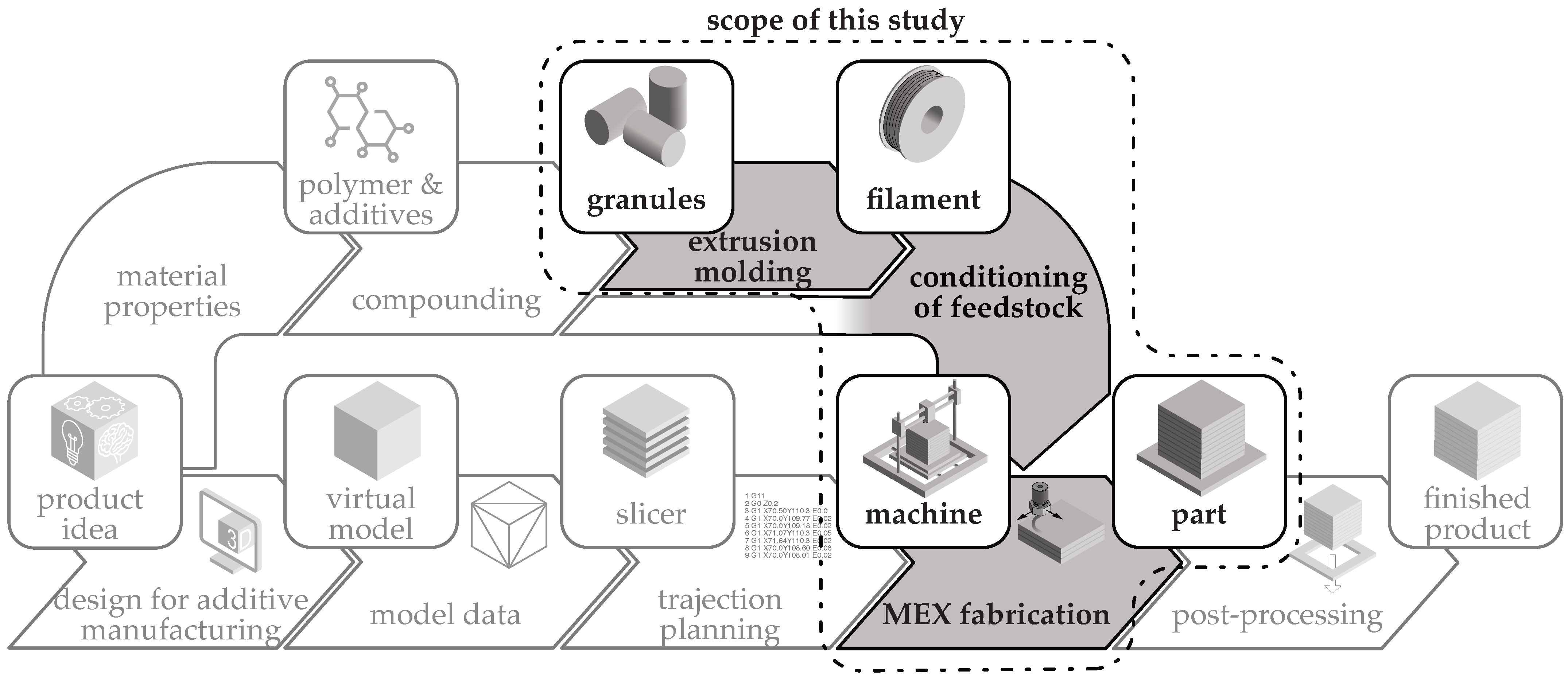
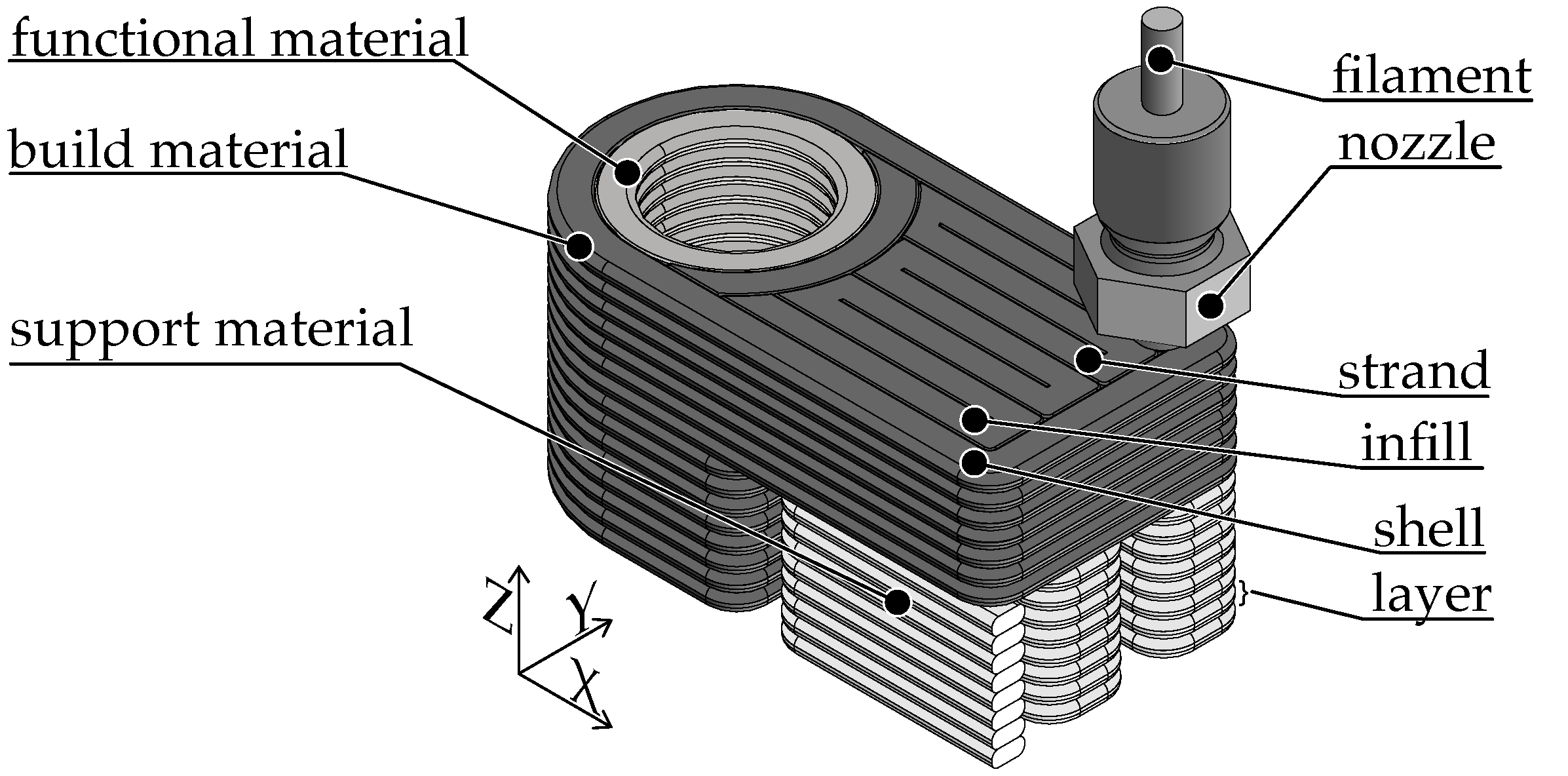
2.1. Material Extrusion in Multi-Material Part Design
2.1.1. Material Extrusion—Filament
2.1.2. Material Extrusion—Fabrication of Filament as a Feedstock
2.2. Resistivity in the Context of Material Extrusion
2.3. The Research Gap
3. Materials and Methods
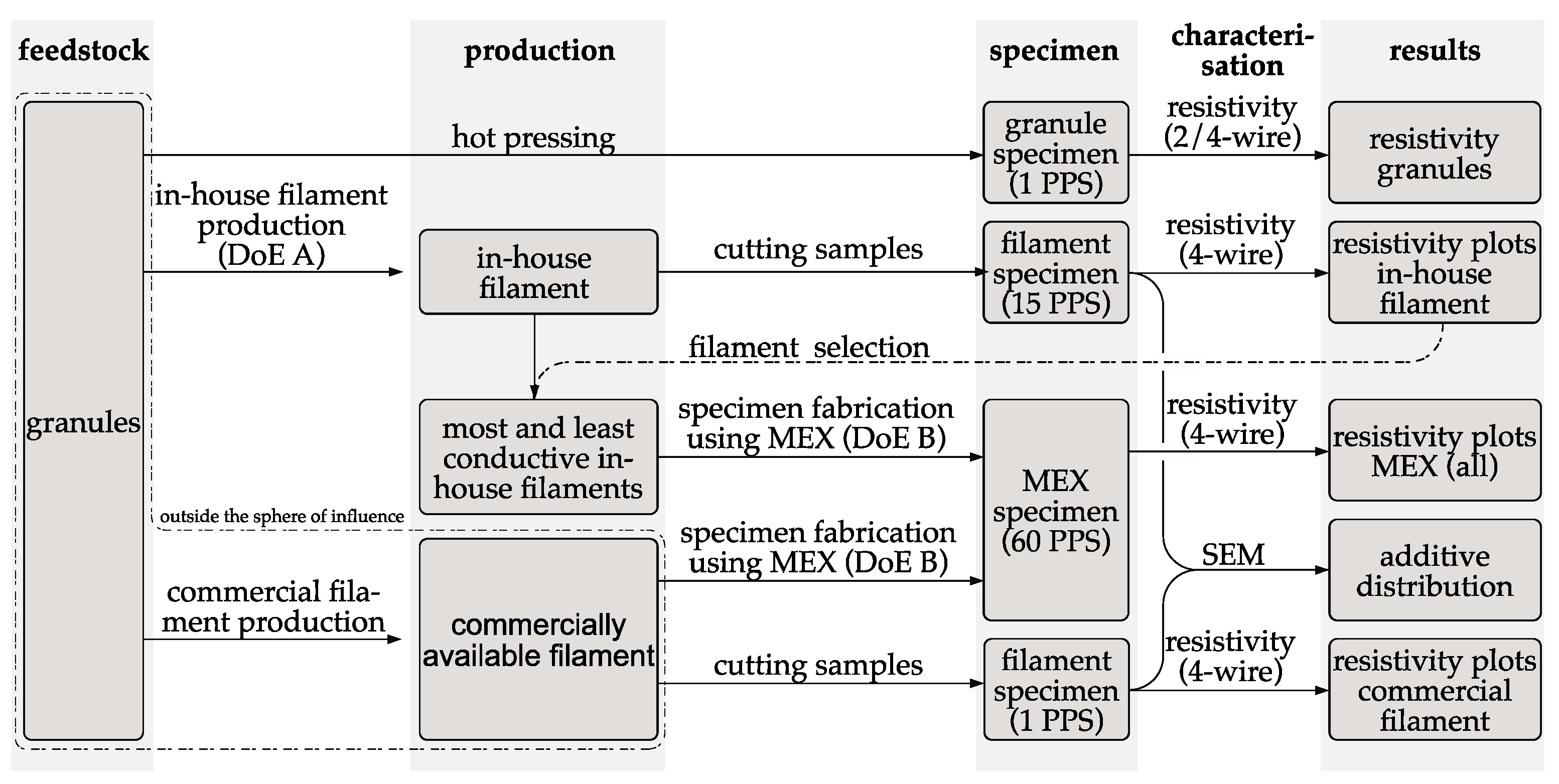
3.1. Overview of the Production and Measurement Steps
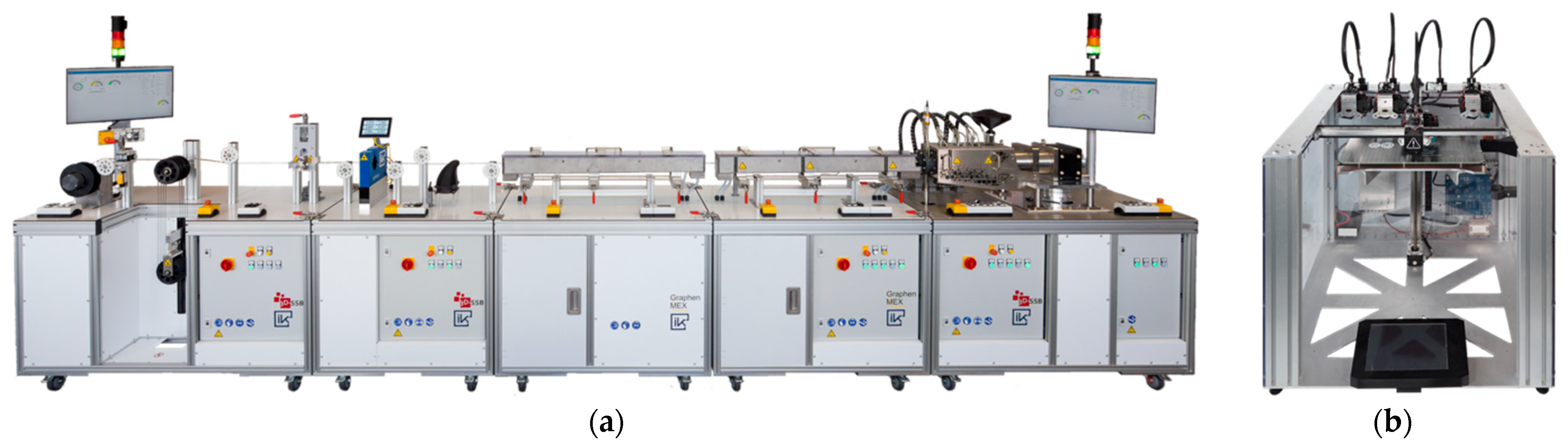
3.2. Overview of the Manufacturing Processes Used
3.3. Selection of a Commercially Available Electrically Conductive Filament
3.4. Design of Experiment
4. Characterization Methods
- Resistance measurements (2- and 4-wire) of granules, filament and MEX specimens with Keithley 2460 (Keithley Instruments, Solon, OH, USA).
- Roughness determination of MEX specimens with Keyence VR-5100 profilometer (Keyence, Neu-Isenburg, Germany).
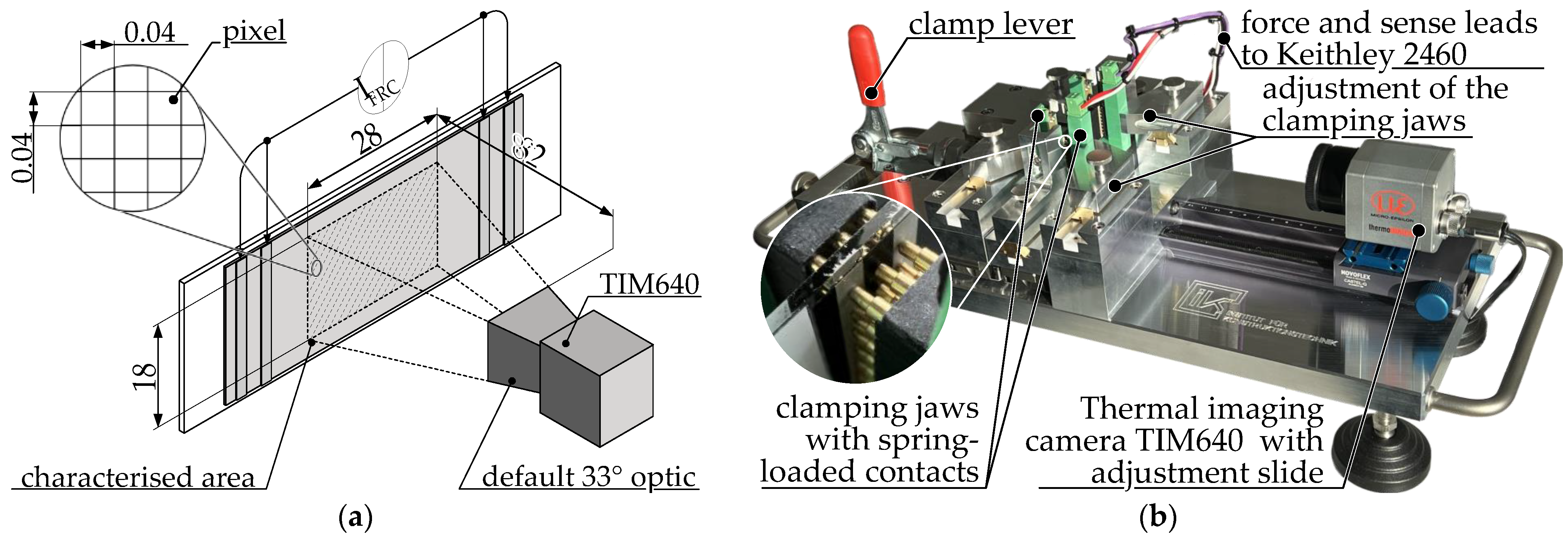
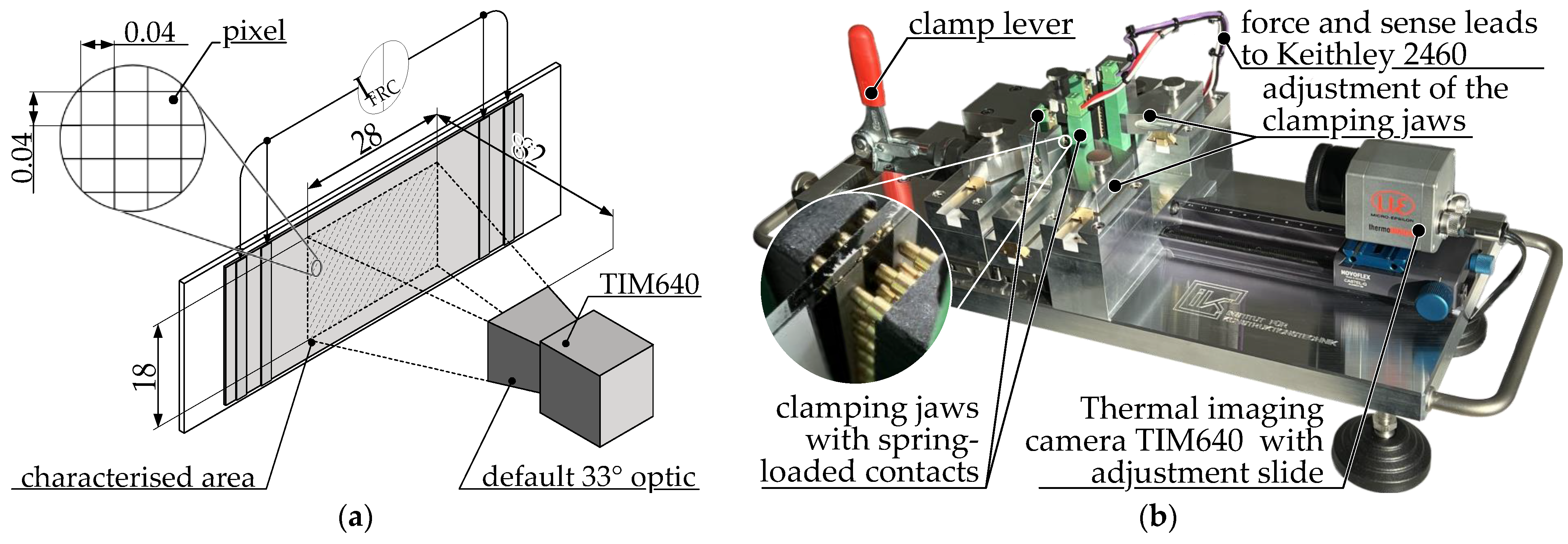
- Thermal Images with TIM640 with 30° default optic (Micro-Epsilon Messtechnik GmbH & Co. KG, Ortenburg, Germany).
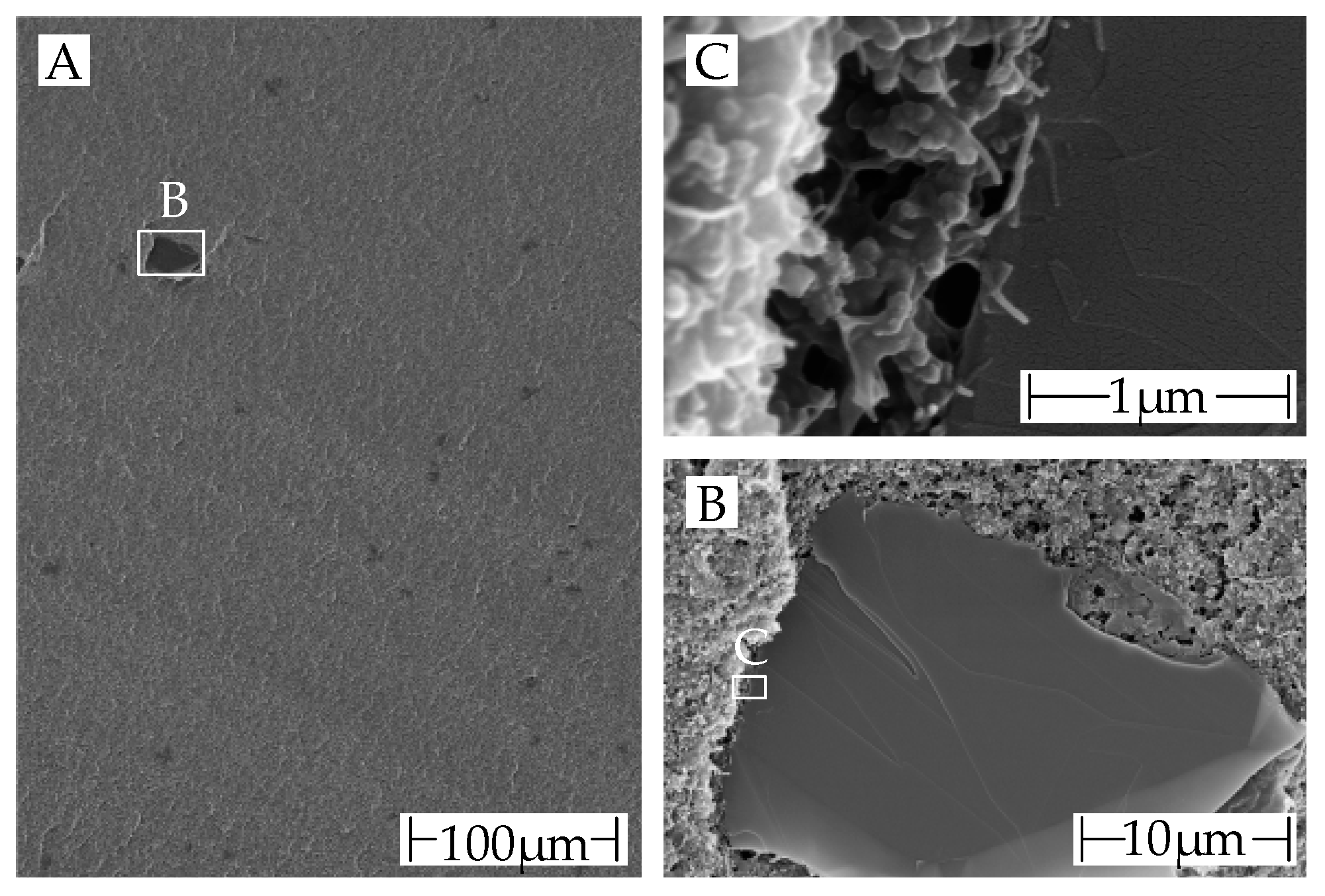
- SEM and optical microscope images of fracture edges with FEI Helios G4 CX and Keyence VHX-7000 with VH-Z20R optic (FEI, Hillsboro, OR, USA), (Keyence, Neu-Isenburg, Germany).
4.1. Diameter of Filament
4.2. Electrical Characterization
- The use of planar electrodes is not possible.
- Different geometry of the specimen.
- Specimens with a deviation of more than 5% from the nominal dimension of the adapted specimen are scrapped. By measuring the dimensions with a micrometer screw QuantuMike® 293-140-30 (Mitutoyo Corporation, Kawasaki, Japan) smaller deviations are accounted for when calculating the resistivity.
- The spacing between the contacts is known to be far more precise than 0.2%.
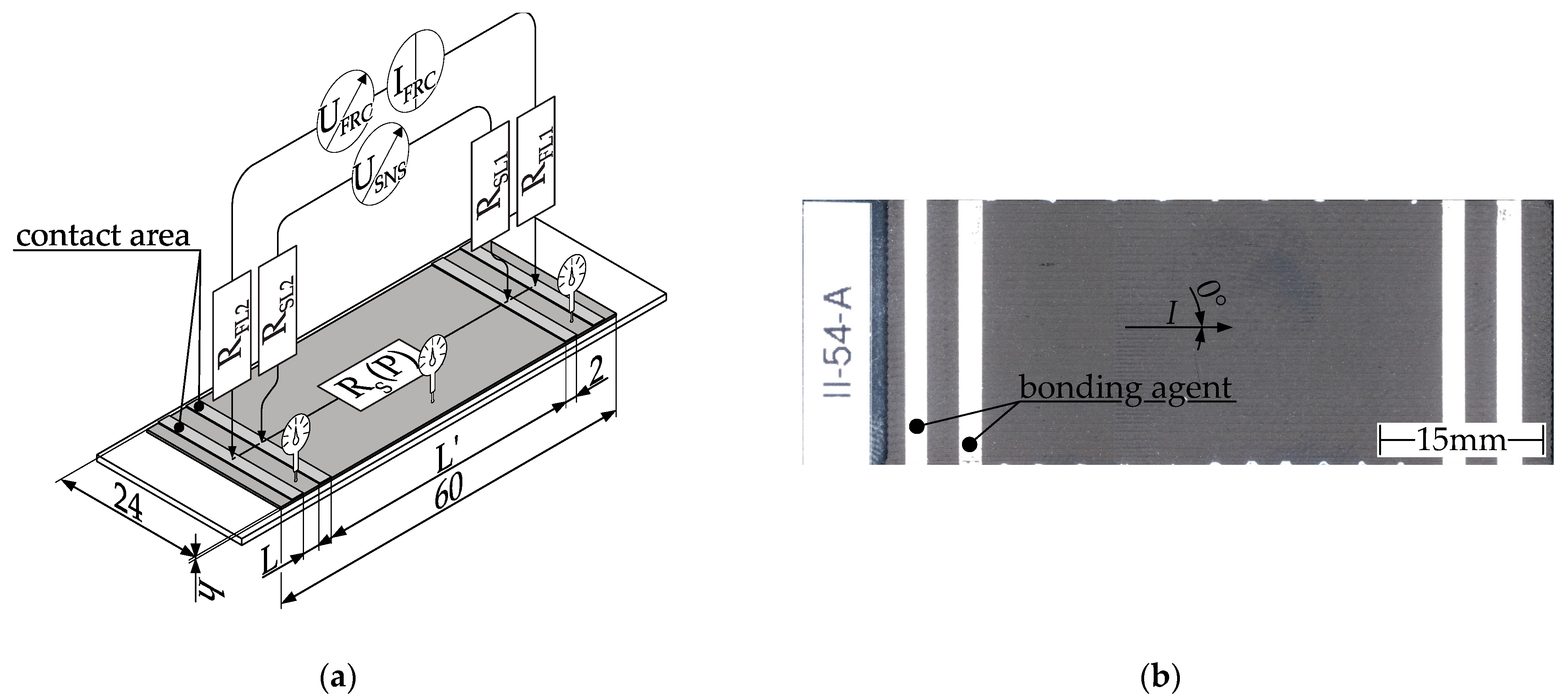
- The contacts on all specimens made of silver paste EMS #12640 (Electron Microscopy Sciences, Hatfield, PA, USA) are used as electrical bonding agents perpendicular to the direction of current flow (both force and sense lines) [44].
- The time between specimen preparation and measurement is more than 16 h.
- The specimens are fabricated on insulating glass slides. Thus, the substrate for the measurement setup has a volume resistance greater than 1015 Ω. The specimens are not removed from them and no mechanical stresses are introduced after fabrication.
- The Keithley 2460 sourcemeter is used as a current source so that current can be determined much more accurately than 5% of nominal current.
- The Current is limited to 100 µA and the voltage to 5 V to keep power dissipation below 100 mW.
4.2.1. Measurement of Granules
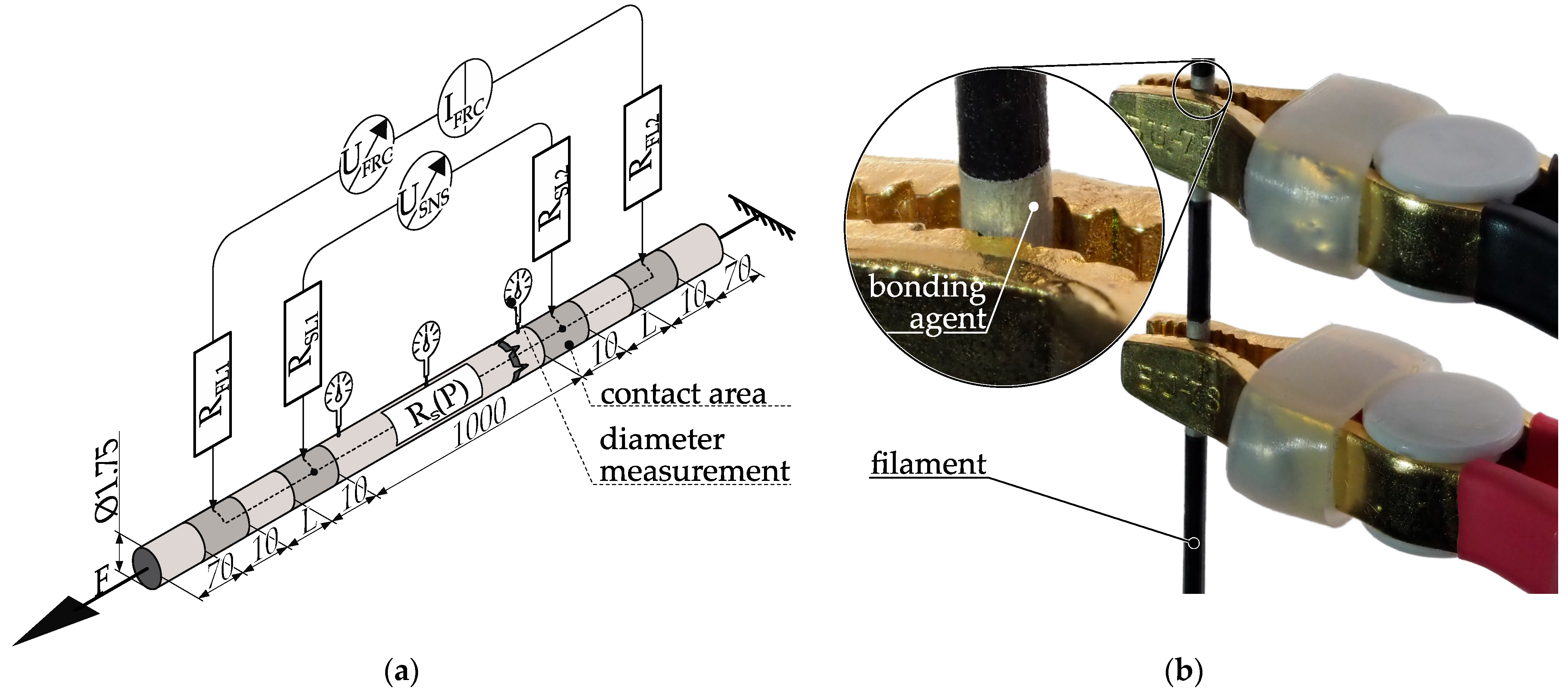
4.2.2. Measurement of the Filament Resistivity
- Due to filament storage on spools, the filament retains the spool’s shape even after unwinding. To address this, the prepared filament piece is vertically hung with a 10 N weight pretension, aligning it without curvature and preventing contact between windings.
- The round geometry of the filament results in circumferential electrodes and necessitates an adjustment in their spacing. Furthermore, planar linear electrodes cannot be employed.
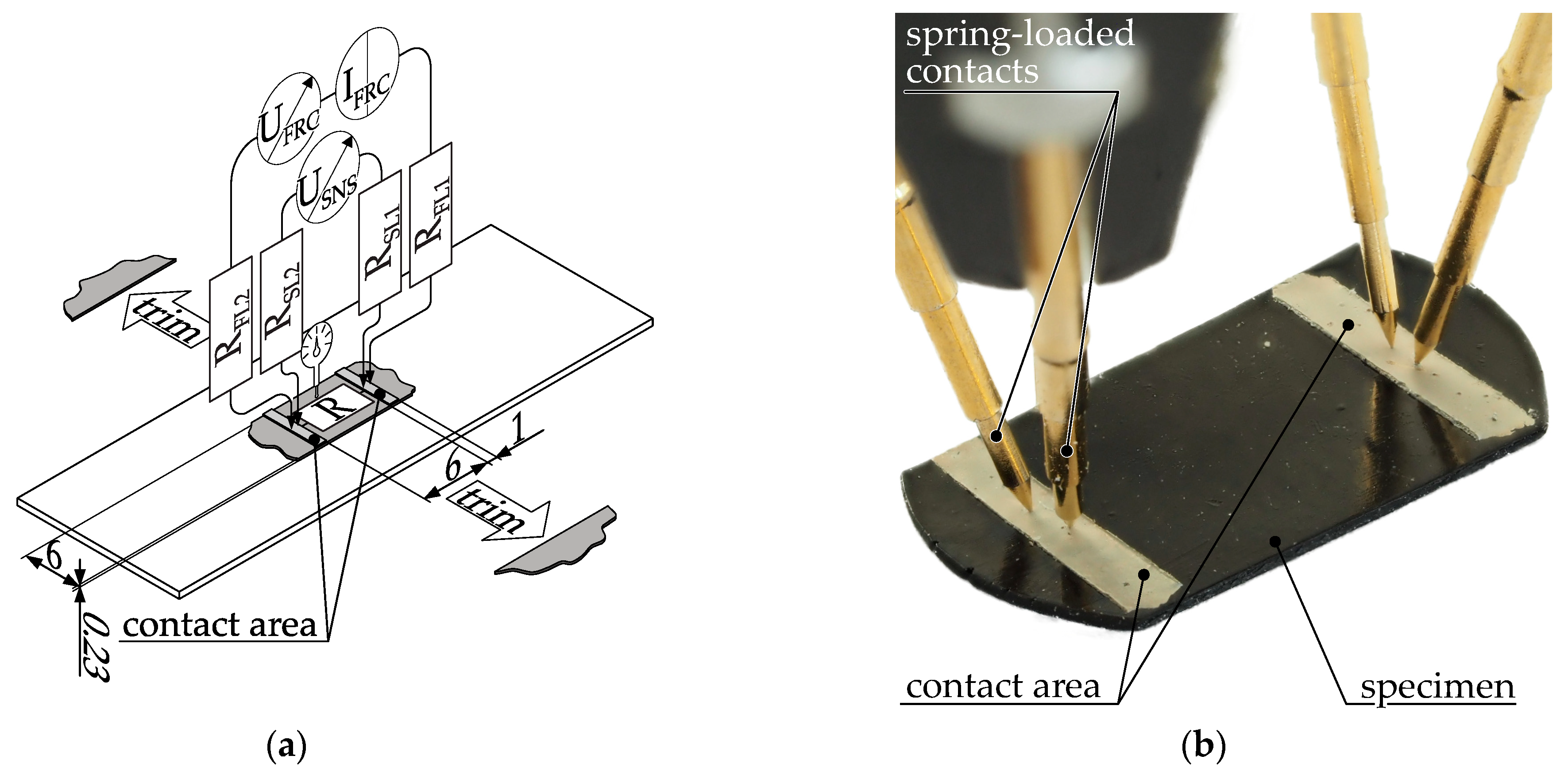
4.2.3. Measurement of the Resistivity of Material Extrusion Specimen
- Spring-loaded contacts are used instead of planar line-contacted electrodes to compensate for surface irregularities.
- The specimen consists of only one layer (100/150/200 µm) and is therefore much thinner than the 3–4 mm range recommended by ISO 3915. This removes the effect of interlayer contact resistance during electrical characterization [43].
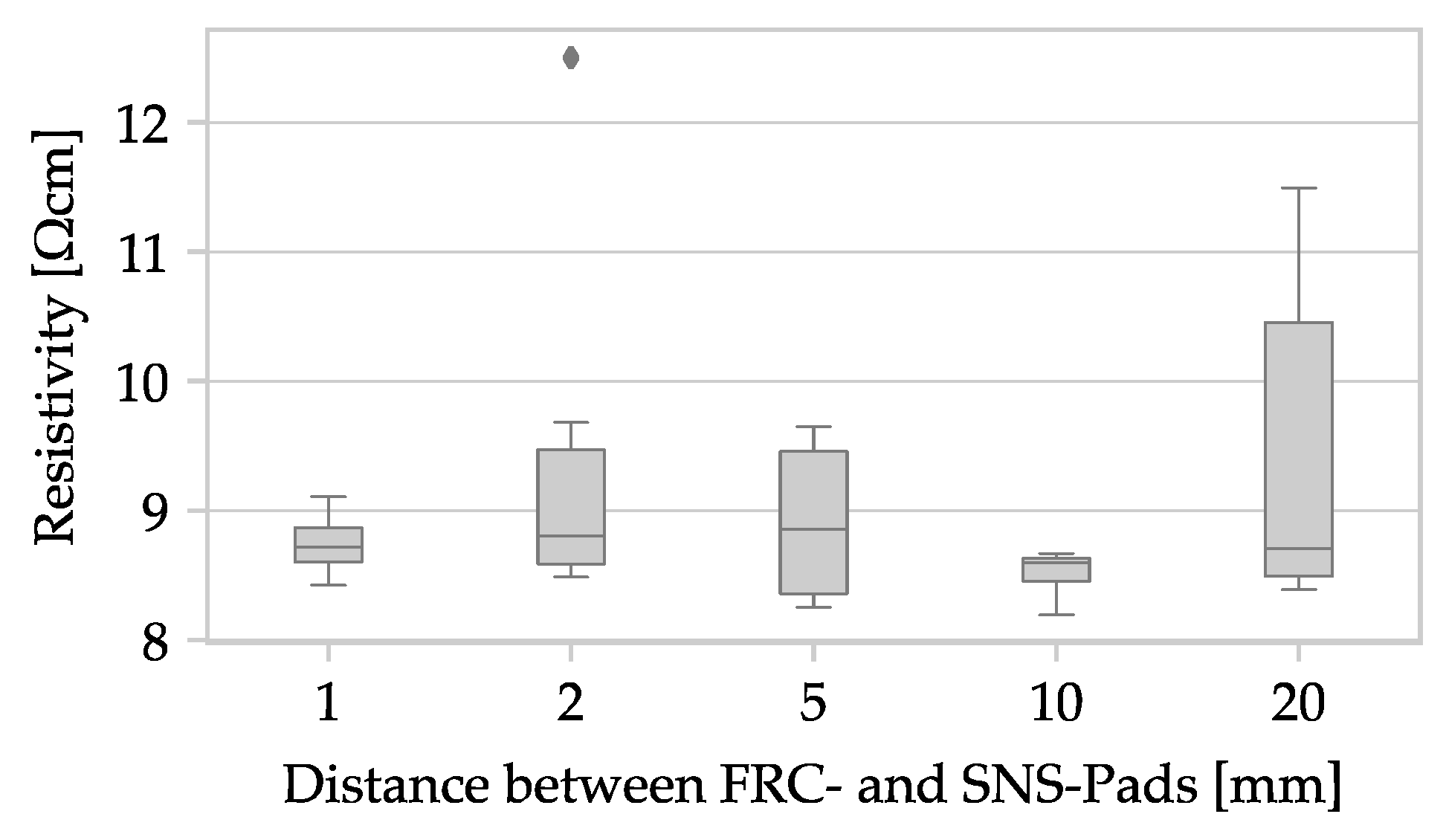
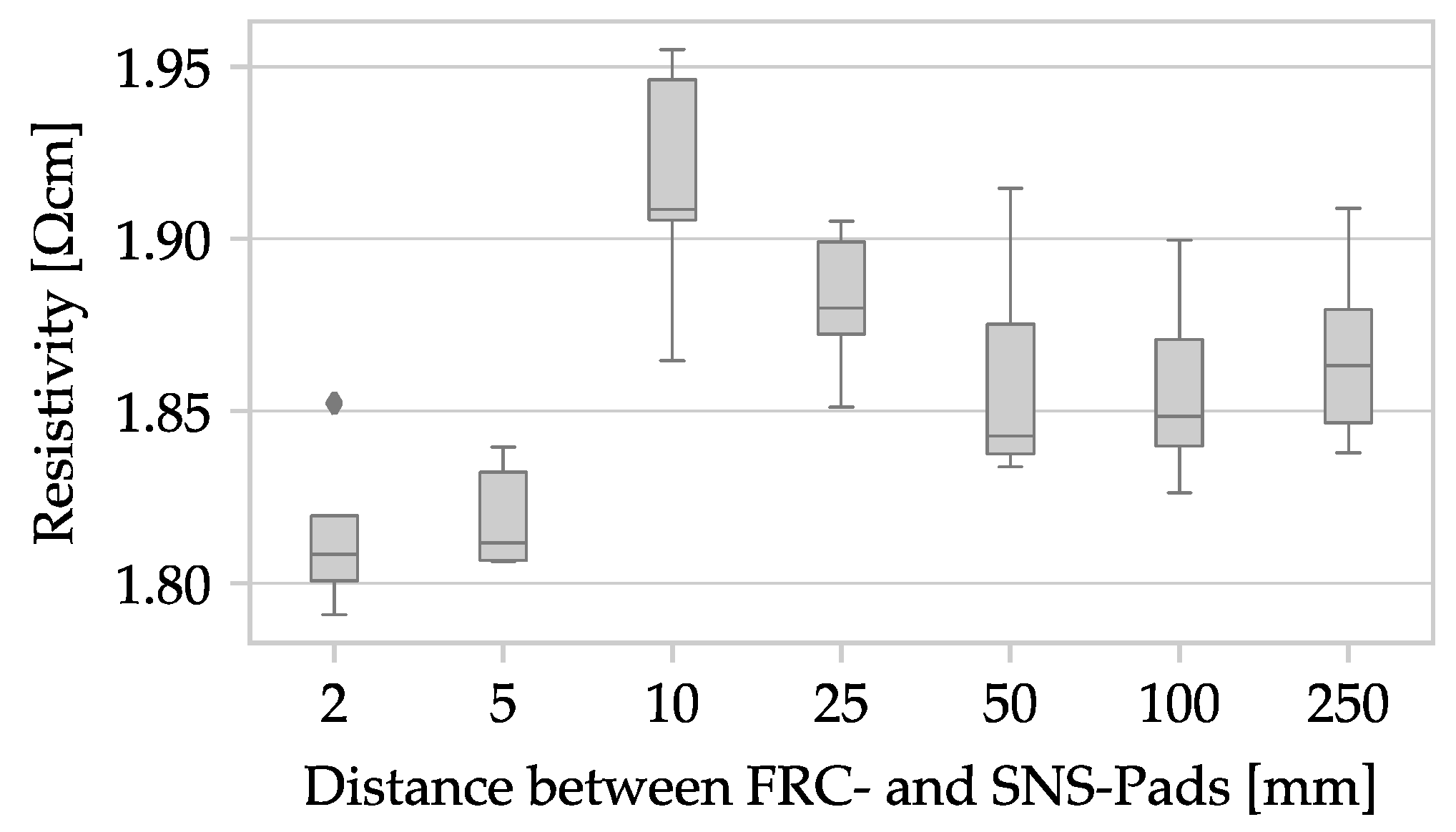
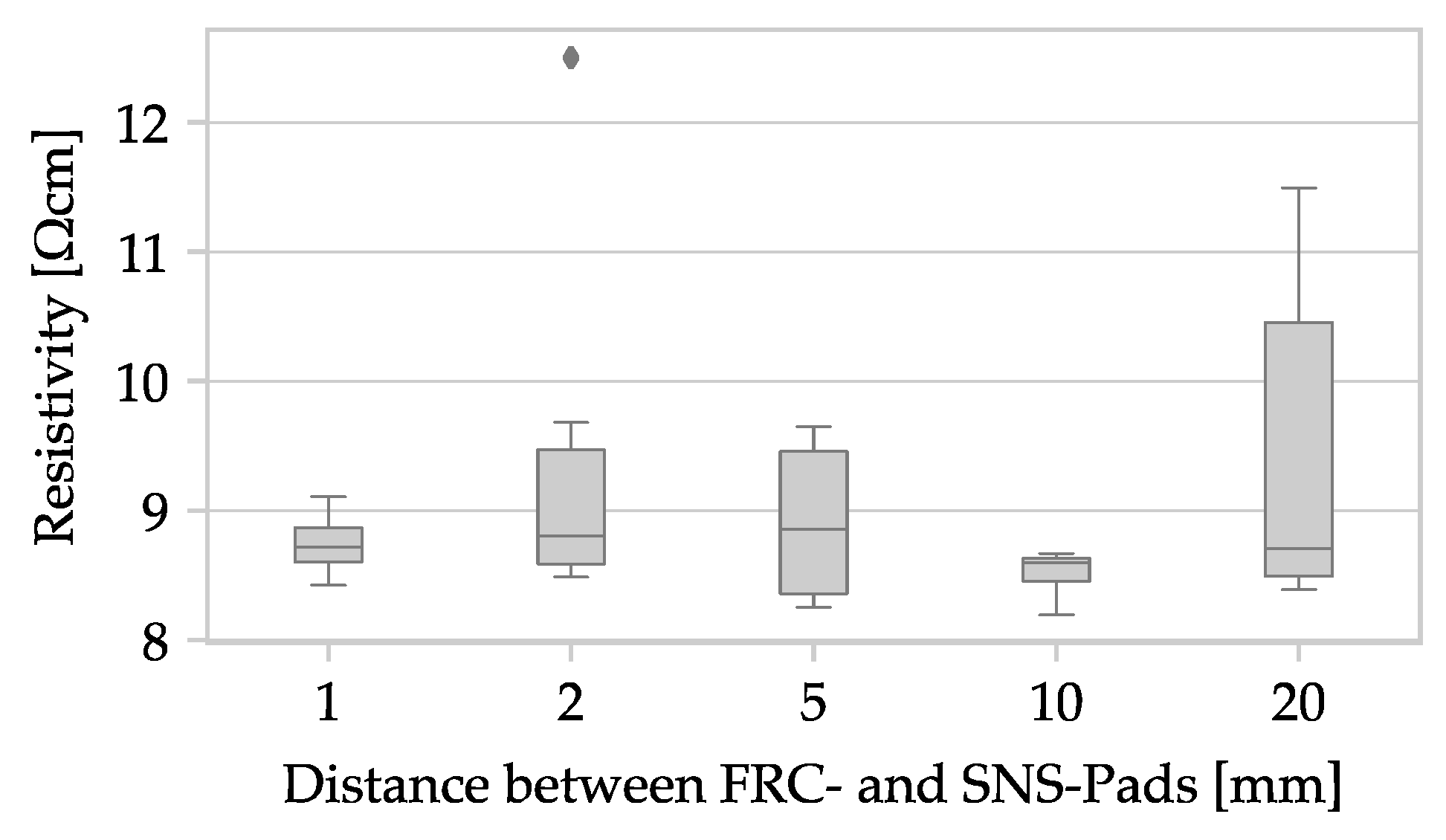
- The sense pad spacing is increased to average any manufacturing inaccuracies in the MEX process. Due to the restrictions of the slide dimensions, the force, and sense contacts are set closer together, with a smaller distance selected.
4.3. Thermal Imaging
4.4. Scanning Electron Microscopy
5. Results
5.1. Filament Manufacturing
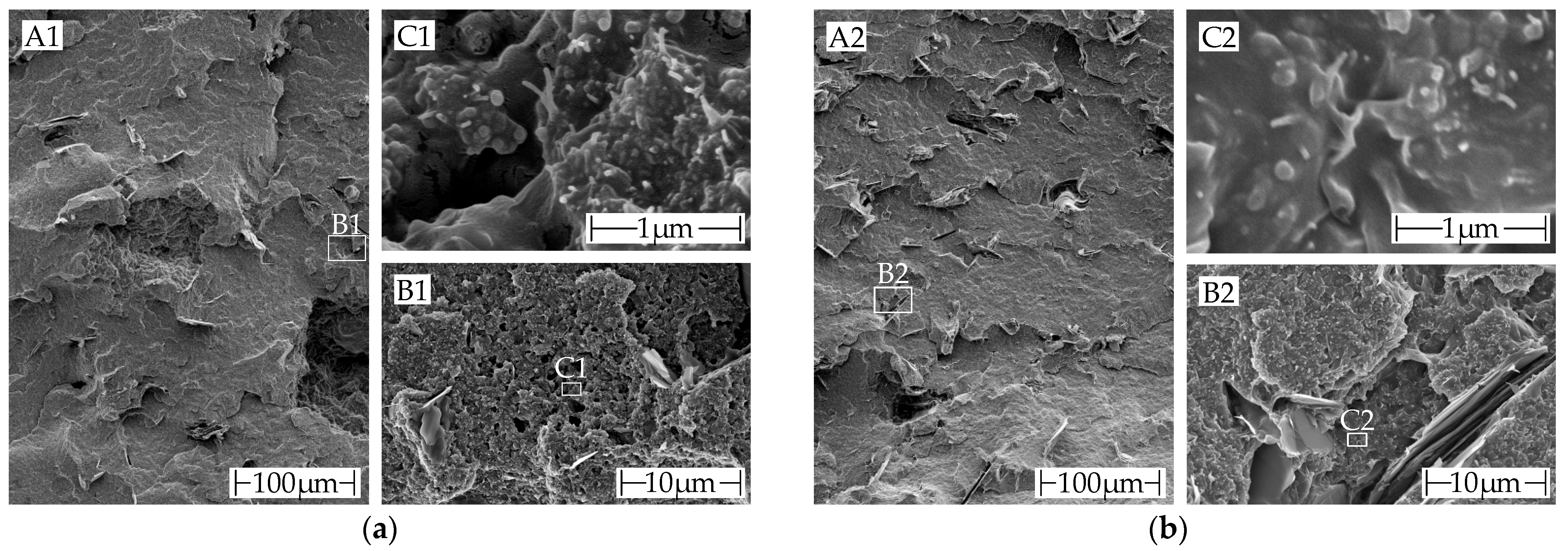
5.1.1. Resistivity and Additive Distribution of Granules
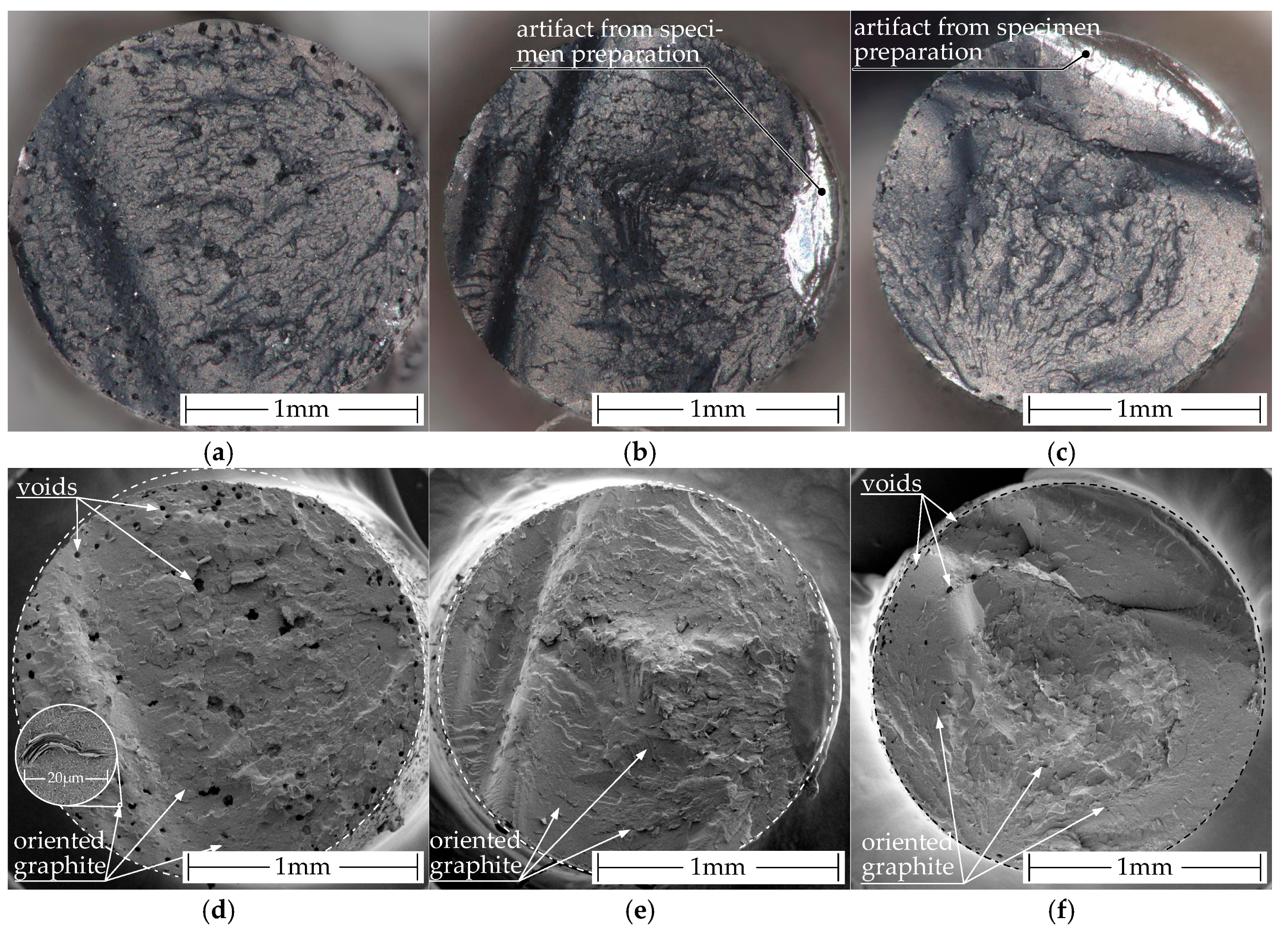
5.1.2. Geometrical Accuracy and Filler Distribution of the Filament
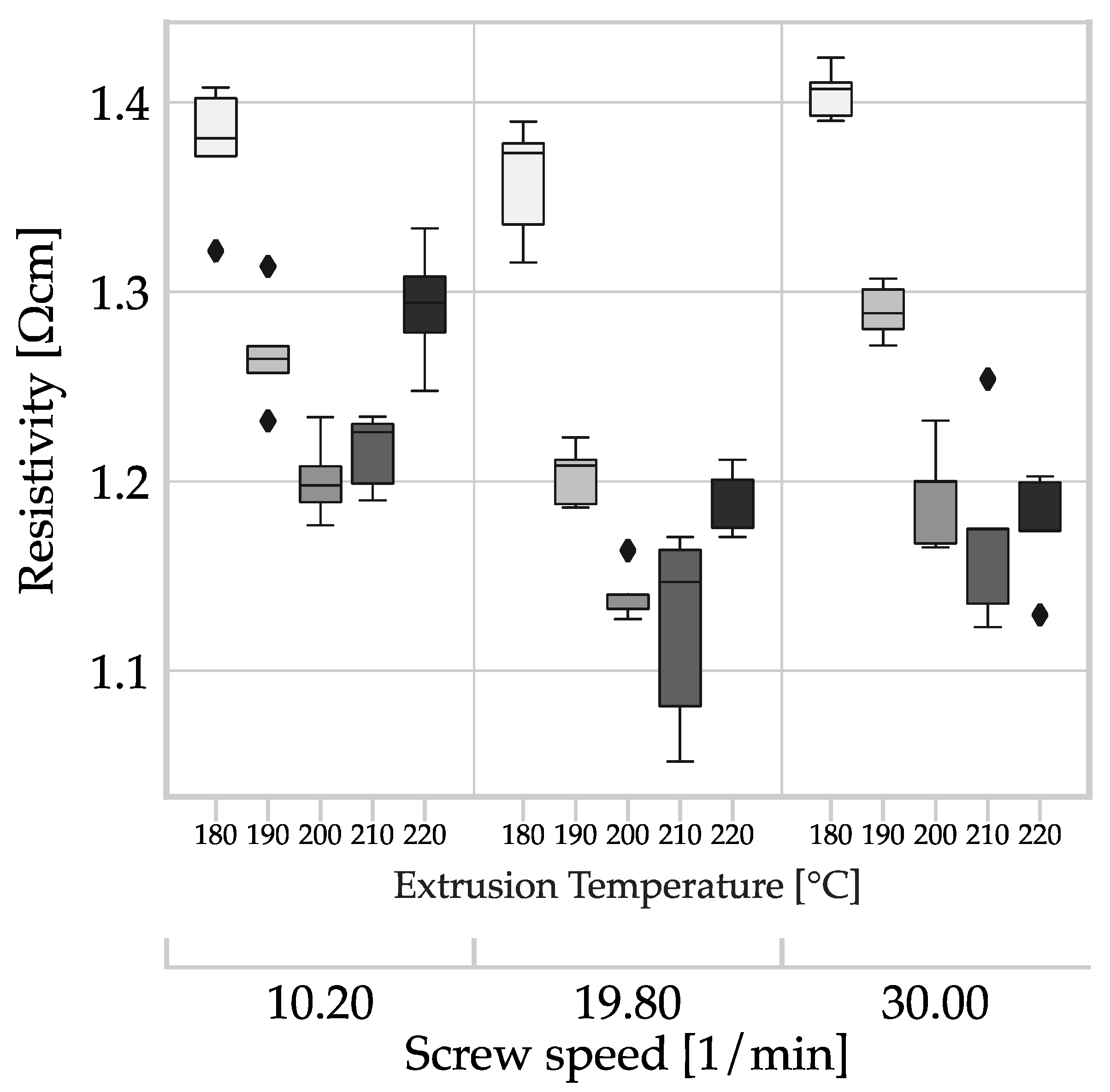
5.1.3. Resistivity of Filaments Depending on Manufacturing Parameters
5.2. Material Extrusion Results
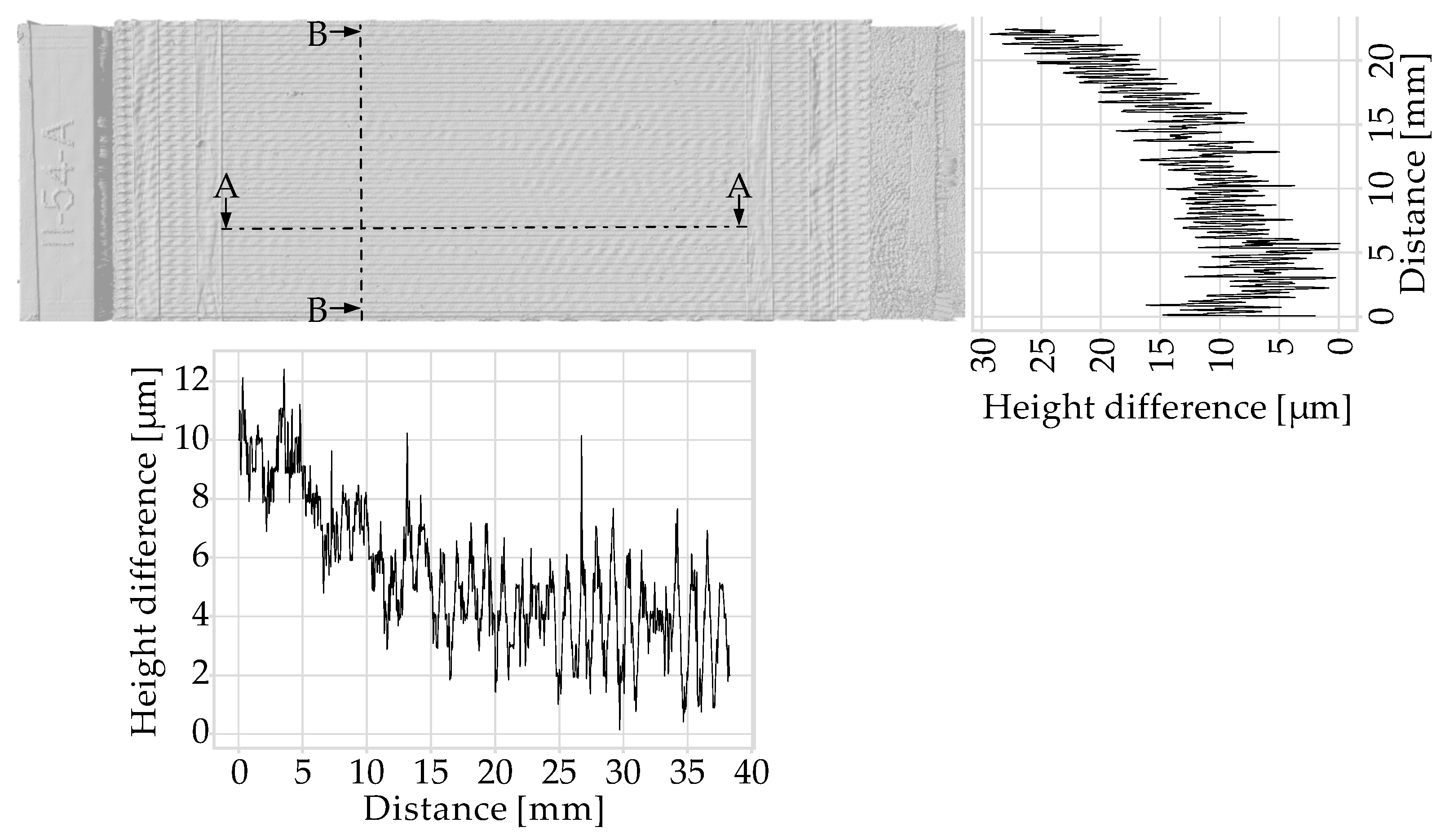
5.2.1. Geometrical Accuracy of the Material Extrusion Specimens
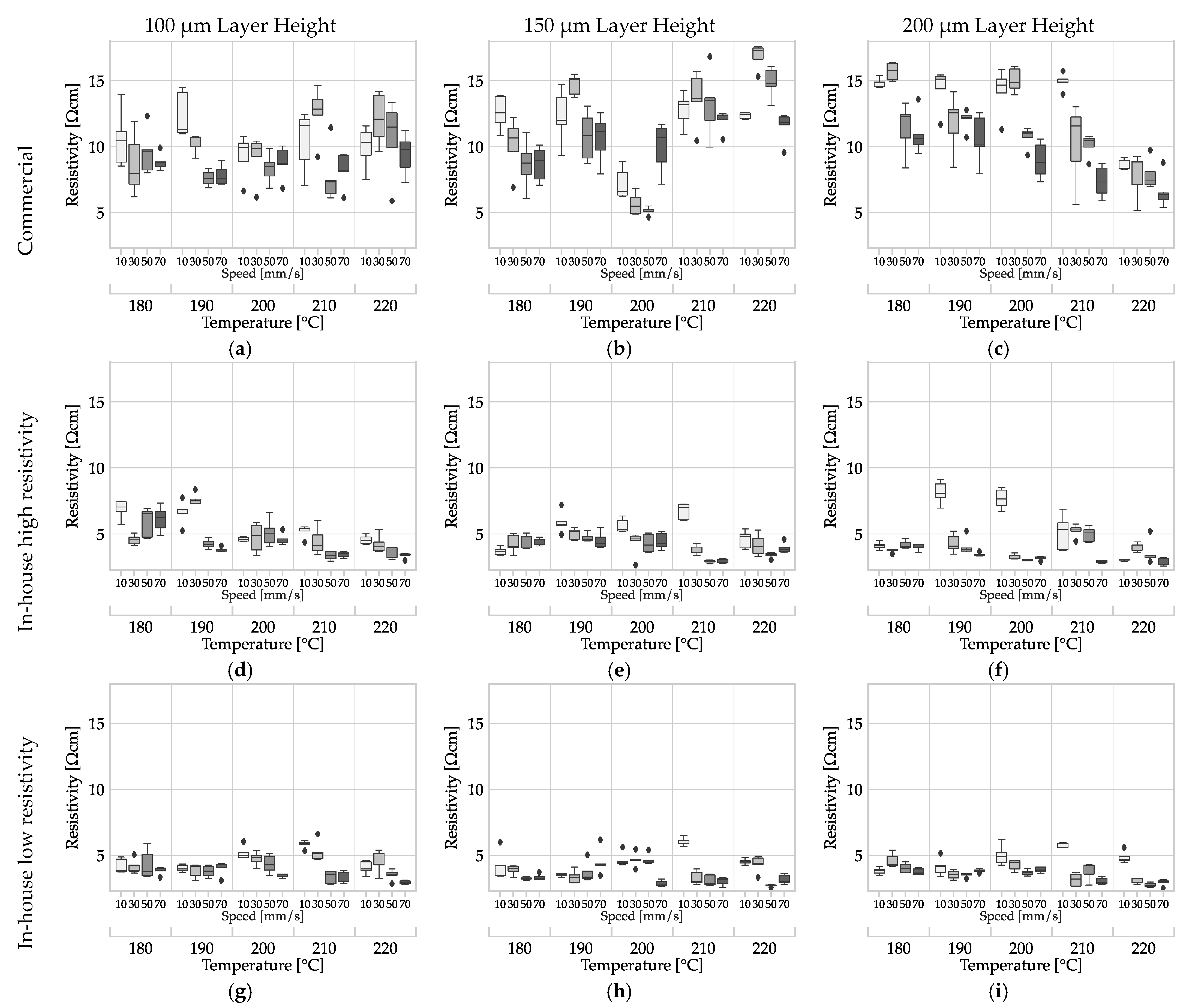
5.2.2. Influence of Material Extrusion Process Parameters on the Resistivity
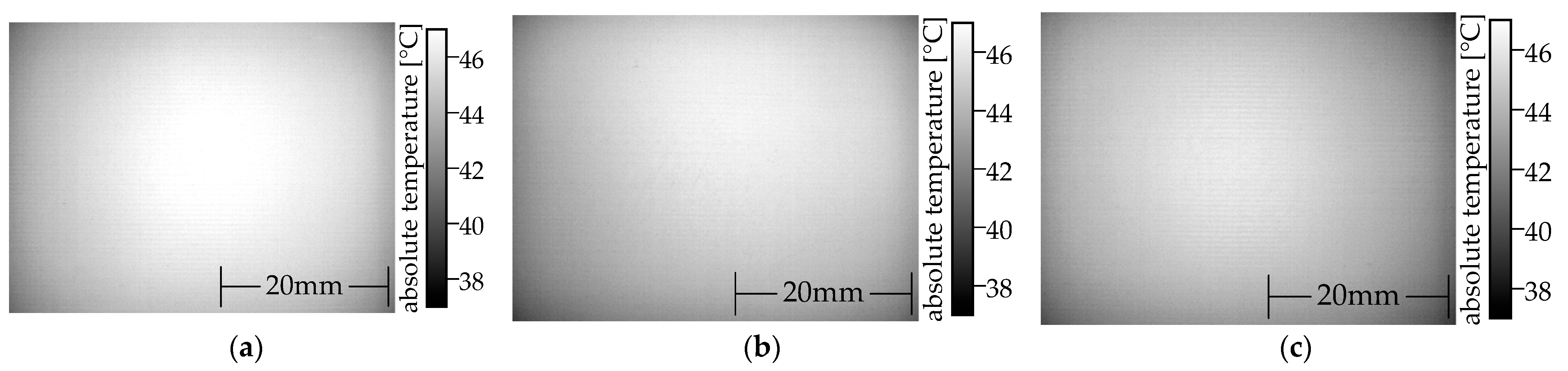
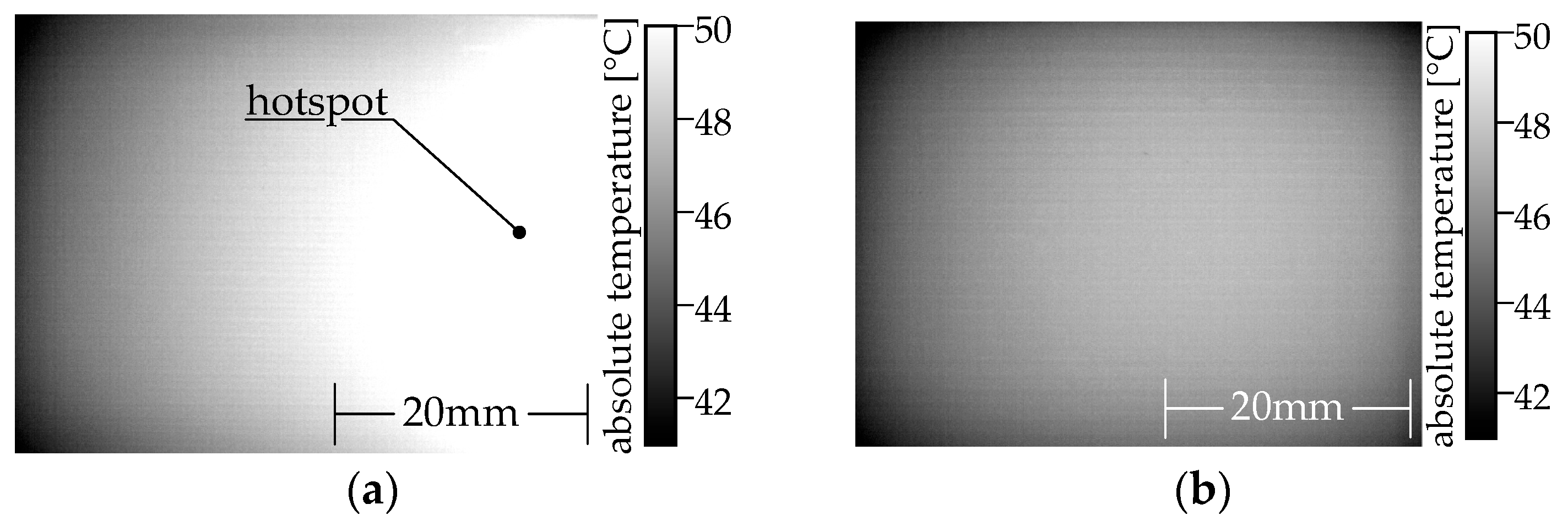
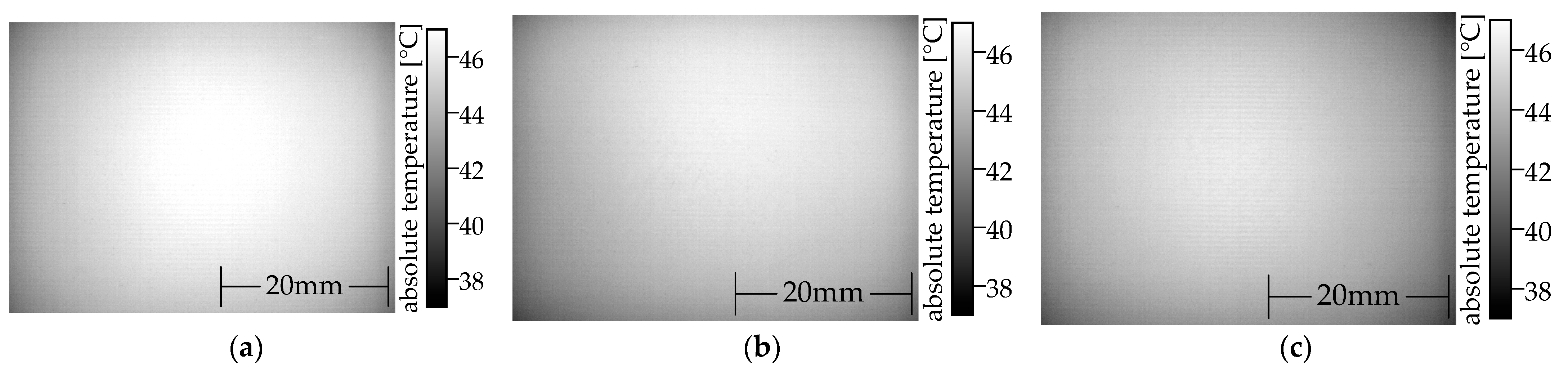
5.2.3. Thermal Images of Material Extrusion Specimens
6. Summary and Conclusions
- The resistivity of the filament can be influenced by the process parameters of the polymer extruder (screw speed and temperature profile).
- The investigated MEX process parameters, namely layer height, deposition speed and extrusion temperature, have no significant effect on the specific resistance of electrical conducting MEX structures.
- The resistivity of the MEX structures made from the filament cannot be trivially deduced from the resistivity of the filament.
- The investigated MEX process parameters (layer height, deposition rate and extrusion temperature) can be chosen freely, since they have no significant reproducible influence on the resistivity.
- The resistivity used for the design of electrical functional structures should be determined using a MEX test specimen so that all influences along the manufacturing chain are taken into account.
- The aim should be to achieve the lowest possible resistivity and high reproducibility (low scatter) through all process parameters along the process chain. This results in greater design freedom to geometrically influence the absolute structural resistance.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Hilbig, K.; Nowka, M.; Redeker, J.; Watschke, H.; Friesen, V.; Duden, A.; Vietor, T. Data-driven design support for additively manufactured heating elements. Proc. Des. Soc. 2022, 2, 1391–1400. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.W.; Stucker, B.; Khorasani, M. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping and Direct Digital Manufacturing; Springer New York: New York, NY, USA, 2021; ISBN 978-1-4939-4455-2. [Google Scholar]
- Deutsches Institut für Normung e. V. Additive Fertigung–Grundlagen–Terminologie; Beuth Verlag GmbH: Berlin, Germany, 2022. [Google Scholar] [CrossRef]
- Godec, D.; Gonzalez-Gutierrez, J.; Nordin, A.; Pei, E.; Alcázar, J.U. A Guide to Additive Manufacturing; Springer International Publishing AG: Berlin/Heidelberg, Germany, 2022; ISBN 978-3-031-05865-3. [Google Scholar]
- Gkourmpis, T. Electrically conductive polymer nanocomposites. In Controlling the Morphology of Polymers; Springer: Berlin/Heidelberg, Germany, 2016; pp. 209–236. [Google Scholar] [CrossRef]
- Filoalfa by Ciceri de Model Srl. Technical Data Sheet ALFAOHM. 2019. Available online: https://www.filoalfa3d.com/img/cms/MSDS%20&%20TDS/TDS%20ALFAOHM%20Sept,%202019.pdf (accessed on 28 January 2023).
- Deutsches Institut für Normung e. V. Fertigungsverfahren—Begriffe, Einteilung; Beuth Verlag GmbH: Berlin, Germany, 2022. [Google Scholar]
- Diegel, O.; Nordin, A.; Motte, D. A Practical Guide to Design for Additive Manufacturing; Springer: Berlin/Heidelberg, Germany, 2020; ISBN 978-981-13-8283-3. [Google Scholar]
- Gebhardt, A. Generative Fertigungsverfahren Additive Manufacturing und 3D-Drucken für Prototyping–Tooling–Produktion; Hanser: Cincinnati, OH, USA, 2016; ISBN 978-3-446-43651-0. [Google Scholar]
- Lachmayer, R.; Ehlers, T.; Lippert, R.B. Entwicklungsmethodik für Die Additive Fertigung; Springer Vieweg: Berlin, Germany, 2022; ISBN 978-3-662-59789-7. [Google Scholar]
- Vaezi, M.; Chianrabutra, S.; Mellor, B.; Yang, S. Multiple material additive manufacturing—Part 1: A Review. Virtual Phys. Prototyp. 2013, 8, 19–50. [Google Scholar] [CrossRef]
- Mallick, P.K. Composites Engineering Handbook; CRC Press, Taylor & Francis Group: Boca Raton, FL, USA, 1997; ISBN 978-0824793043. [Google Scholar]
- Eyerer, P.; Elsner, P.; Hirth, T. (Eds.) Die Kunststoffe und ihre Eigenschaften; Springer: Berlin/Heidelberg, Germany, 2012; ISBN 978-3-642-16172-8. [Google Scholar]
- Paz, R.; Moriche, R.; Monzón, M.; García, J. Influence of Manufacturing Parameters and Post Processing on the Electrical Conductivity of Extrusion-Based 3D Printed Nanocomposite Parts. Polymers 2020, 12, 733. [Google Scholar] [CrossRef] [PubMed]
- Watschke, H.; Hilbig, K.; Vietor, T. Design and Characterization of Electrically Conductive Structures Additively Manufactured by Material Extrusion. Appl. Sci. 2019, 9, 779. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Filaments Production and Fused Deposition Modelling of ABS/Carbon Nanotubes Composites. Nanomaterials 2018, 8, 49. [Google Scholar] [CrossRef] [PubMed]
- Spinelli, G.; Kotsilkova, R.; Ivanov, E.; Petrova-Doycheva, I.; Menseidov, D.; Georgiev, V.; Di Maio, R.; Silvestre, C. Effects of Filament Extrusion, 3D Printing and Hot-Pressing on Electrical and Tensile Properties of Poly(Lactic) Acid Composites Filled with Carbon Nanotubes and Graphene. Nanomaterials 2020, 10, 35. [Google Scholar] [CrossRef] [PubMed]
- Podsiadły, B.; Matuszewski, P.; Skalski, A.; Słoma, M. Carbon Nanotube-Based Composite Filaments for 3D Printing of Structural and Conductive Elements. Appl. Sci. 2021, 11, 1272. [Google Scholar] [CrossRef]
- Gonçalves, J.; Lima, P.; Krause, B.; Pötschke, P.; Lafont, U.; Gomes, J.; Abreu, C.; Paiva, M.; Covas, J. Electrically Conductive Polyetheretherketone Nanocomposite Filaments: From Production to Fused Deposition Modeling. Polymers 2018, 10, 925. [Google Scholar] [CrossRef]
- Zhang, D.; Chi, B.; Li, B.; Gao, Z.; Du, Y.; Guo, J.; Wei, J. Fabrication of highly conductive graphene flexible circuits by 3D printing. Synth. Met. 2016, 217, 79–86. [Google Scholar] [CrossRef]
- Dorigato, A.; Moretti, V.; Dul, S.; Unterberger, S.H.; Pegoretti, A. Electrically conductive nanocomposites for fused deposition modelling. Synth. Met. 2017, 226, 7–14. [Google Scholar] [CrossRef]
- Yang, L.; Chen, Y.; Wang, M.; Shi, S.; Jing, J. Fused Deposition Modeling 3D Printing of Novel Poly(vinyl alcohol)/Graphene Nanocomposite with Enhanced Mechanical and Electromagnetic Interference Shielding Properties. Ind. Eng. Chem. Res. 2020, 59, 8066–8077. [Google Scholar] [CrossRef]
- Kwok, S.W.; Goh, K.H.H.; Tan, Z.D.; Tan, S.T.M.; Tjiu, W.W.; Soh, J.Y.; Ng, Z.J.G.; Chan, Y.Z.; Hui, H.K.; Goh, K.E.J. Electrically conductive filament for 3D-printed circuits and sensors. Appl. Mater. Today 2017, 9, 167–175. [Google Scholar] [CrossRef]
- Masarra, N.-A.; Batistella, M.; Quantin, J.-C.; Regazzi, A.; Pucci, M.F.; El Hage, R.; Lopez-Cuesta, J.-M. Fabrication of PLA/PCL/Graphene Nanoplatelet (GNP) Electrically Conductive Circuit Using the Fused Filament Fabrication (FFF) 3D Printing Technique. Materials 2022, 15, 762. [Google Scholar] [CrossRef] [PubMed]
- Barši Palmić, T.; Slavič, J.; Boltežar, M. Process Parameters for FFF 3D-Printed Conductors for Applications in Sensors. Sensors 2020, 20, 4542. [Google Scholar] [CrossRef] [PubMed]
- Gao, H.; Meisel, N.A. Exploring the Manufacturability and Resistivity of Conductive Filament Used in Material Extrusion Additive Manufacturing. Available online: https://repositories.lib.utexas.edu/bitstream/handle/2152/89969/2017-127-Gao.pdf?sequence=2&isAllowed=y (accessed on 17 October 2023).
- Multi3D. Electrifi Conductive Filament. Available online: https://www.multi3dllc.com/product/electrifi/ (accessed on 28 January 2023).
- Graphene Laboratories, I. Black Magic 3D Conductive Graphene PLA Filament. 2020. Available online: https://www.blackmagic3d.com/Conductive-p/grphn-pla.htm (accessed on 30 November 2020).
- Functionalize, Inc. Functionalize f-Electric PLA. Available online: http://functionalize.com/about/functionalize-f-electric-highly-conductive-filament (accessed on 19 August 2019).
- Graphene Laboratories, I. Black Magic-Conductive Flexible TPU Filament. Available online: http://www.blackmagic3d.com/Conductive-p/bm3d-tpu-175.htm (accessed on 23 December 2016).
- Amolen. Electrically Conductive PLA Filament. Available online: https://amolen.com/collections/special-pla/products/amolen-3d-printer-filament-conductive-black-pla-filament-500g1-1lb (accessed on 17 October 2023).
- Add North, A.B. Technical Data Sheet Koltron. 2019. Available online: https://storage.googleapis.com/addnorth-com.appspot.com/imgix/assets/production/Koltron_G1_TDS_-mHxpF.pdf (accessed on 28 January 2023).
- Recreus Industries, S.L. Technical Data Sheet Conductive Filaflex; Polígono Industrial Finca Lacy: Elda, Spain, 2022; Available online: https://drive.google.com/file/d/1NAAyhBipYfVvvA-14YrLH4eetoPKh91v/view (accessed on 16 November 2023).
- PPHU, P. Karta Charakterystyki AMPERE PLA. Available online: https://print-me.pl/wp-content/uploads/2020/03/Ampere_PLA-1.pdf (accessed on 10 May 2023).
- Protoplant, Inc. Technical Data Sheet Proto-Pasta. Available online: https://cdn.shopify.com/s/files/1/0717/9095/files/TDS__Conductive_PLA_1.0.1.pdf (accessed on 28 January 2023).
- 3dk Trading GmbH. 3dkonductive–Electroconductive. Available online: https://3dk.berlin/en/special/169-3dkonductive.html (accessed on 28 January 2023).
- AIMPLAS Instituto Tecnológico del Plástico. Technical Data Sheet Fili by Aimplas. Available online: https://filament2print.com/de/index.php?controller=attachment&id_attachment=1195 (accessed on 2 February 2023).
- Rubber3D-Printing. MATERIAL INFO PI-ETPU 95-250 Carbon Black. Available online: https://rubber3dprinting.com/pi-etpu-95-250-carbon-black/ (accessed on 5 December 2022).
- Fenner, Inc. Technical Specifications Eel 3D Printing Filament; Fenner, Inc: Elda, Spain, 2018; Available online: https://ninjatek.com/wp-content/uploads/Eel-TDS.pdf (accessed on 31 January 2023).
- Dijkshoorn, A.; Ravi, V.; Neuvel, P.; Stramigioli, S.; Krijnen, G. Mechanical interlocking for connecting electrical wires to flexible, FDM, 3D-printed conductors. In Proceedings of the 2022 IEEE International Conference on Flexible and Printable Sensors and Systems (FLEPS), Vienna, Austria, 10–13 July 2022. [Google Scholar] [CrossRef]
- Zumbach Electronic, A.G. ODAC® 13TRIO; Zumbach Electronic AG: Orpund, Switzerland, 2021; Available online: https://zumbach.com/app/uploads/odac13trio-odac.007.0313.de-.pdf (accessed on 17 October 2023).
- Deutsches Institut für Normung e., V. Kunststoffe: Ermittlung und Darstellung vergleichbarer Einpunktkennwerte—Teil 1: Formmassen; Beuth Verlag GmbH: Berlin, Germany, 2018. [Google Scholar]
- Deutsches Institut für Normung e., V. Kunststoffe: Messung des spezifischen elektrischen Widerstands von leitfähigen Kunststoffen; Beuth Verlag GmbH: Berlin, Germany, 2022. [Google Scholar]
- Electron, M.S. Technical Data Sheet, CAT. 12640 Silver Paste; Vereinigte Staaten: Hatfield, PA, USA, 2021; Available online: https://www.emsdiasum.com/docs/technical/datasheet/12640 (accessed on 17 October 2023).
- Spahr, M.E.; Gilardi, R.; Bonacchi, D. Carbon Black for Electrically Conductive Polymer Applications. In Fillers for Polymer Applications; Rothon, R., Ed.; Springer International Publishing: Cham, Switzerland, 2017; pp. 375–400. ISBN 978-3-319-28117-9. [Google Scholar]
- Van Bellingen, C.; Probst, N.; Grivei, E. Meeting application requirements with conductive carbon black. J. Vinyl Addit. Technol. 2006, 12, 14–18. [Google Scholar] [CrossRef]
- Abbasi, S.; Carreau, P.J.; Derdouri, A. Flow induced orientation of multiwalled carbon nanotubes in polycarbonate nanocomposites: Rheology, conductivity and mechanical properties. Polymer 2010, 51, 922–935. [Google Scholar] [CrossRef]
- Eken, A.E.; Tozzi, E.J.; Klingenberg, D.J.; Bauhofer, W. A simulation study on the effects of shear flow on the microstructure and electrical properties of carbon nanotube/polymer composites. Polymer 2011, 52, 5178–5185. [Google Scholar] [CrossRef]
- Via, M.D.; Morrison, F.A.; King, J.A.; Caspary, J.A.; Mills, O.P.; Bogucki, G.R. Comparison of rheological properties of carbon nanotube/polycarbonate and carbon black/polycarbonate composites. J. Appl. Polym. Sci. 2011, 121, 1040–1051. [Google Scholar] [CrossRef]
- Wen, M.; Sun, X.; Su, L.; Shen, J.; Li, J.; Guo, S. The electrical conductivity of carbon nanotube/carbon black/polypropylene composites prepared through multistage stretching extrusion. Polymer 2012, 53, 1602–1610. [Google Scholar] [CrossRef]
- Qu, M.; Nilsson, F.; Schubert, D.W. Novel definition of the synergistic effect between carbon nanotubes and carbon black for electrical conductivity. Nanotechnology 2019, 30, 245703. [Google Scholar] [CrossRef]
- Probst, N. Conducting Carbon Black; Marcel Dekker Inc.: New York, NY, USA, 1993; ISBN 978-0-8247-8975-6. [Google Scholar]
- Kunz, K.; Krause, B.; Kretzschmar, B.; Juhasz, L.; Kobsch, O.; Jenschke, W.; Ullrich, M.; Pötschke, P. Direction dependent electrical conductivity of polymer/carbon filler composites. Polymers 2019, 11, 591. [Google Scholar] [CrossRef] [PubMed]
- Oh, J.; Ahn, K.; Hong, J. Dispersion of Entangled Carbon Nanotube by Melt Extrusion. Korea-Aust. Rheol. J. 2010, 22, 89–94. Available online: https://www.cheric.org/PDF/KARJ/KR22/KR22-2-0089.pdf (accessed on 17 October 2023).
- Dul, S.; Ecco, L.G.; Pegoretti, A.; Fambri, L. Graphene/carbon nanotube hybrid nanocomposites: Effect of compression molding and fused filament fabrication on properties. Polymers 2020, 12, 101. [Google Scholar] [CrossRef] [PubMed]
- Cui, C.-H.; Pang, H.; Yan, D.-X.; Jia, L.-C.; Jiang, X.; Lei, J.; Li, Z.-M. Percolation and resistivity-temperature behaviours of carbon nanotube-carbon black hybrid loaded ultrahigh molecular weight polyethylene composites with segregated structures. RSC Adv. 2015, 5, 61318–61323. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Study | Podsiadły et al. [18] | Gonçalves et al. [19] | Dul et al. [16] | Zhang et al. [20] | Dorigato et al. [21] | Yang et al. [22] | Kwok et al. [23] | Masarra et al. [24] | Spinelli et al. [17] | Paz et al. [14] | Barsši Palmic et al. [25] | Gao and Meisel [26] | Watschke et al. [15] | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| material | commercially available | (◆) | (◆) | ◆ | ◆ | ◆ | ||||||||
| matrix polymer | ABS | PEEK | ABS | PLA | ABS | PVA | PP | PLA, PCL | PLA | ABS | PCL | PLA | PLA, PCL | |
| additive (legend below) | CNT | GnP, CNT | CNT | GO | CNT | GNP | CB | GnP | GnP, CNT | GnP | CP | CB, GnP | CB, CNT, CP | |
| feedstock | filament fabrication | ◆ | ◆ | ◆ | ◆ | ◆ | ◆ | ◆ | ◆ | ◆ | ◆ | |||
| extruder temp. profile | ⊛ | ⊛ | ||||||||||||
| screw speed | ⊛ | |||||||||||||
| screw profile | ⊛ | |||||||||||||
| nozzle geometry | ⊛ | |||||||||||||
| studied MEX parameters | layer height | ⊛ | ⊛ | ⊛ | ||||||||||
| deposition speed | ⊛ | ⊛ | ||||||||||||
| extrusion temperature | ⊛ | ⊛ | ⊛ | ⊛ | ||||||||||
| build platform temp. | ||||||||||||||
| infill pattern | ||||||||||||||
| infill pattern orientation | ⊛ | ⊛ | ⊛ | ⊛ | ⊛ | |||||||||
| infill percentage | ||||||||||||||
| strand width | ⊛ | |||||||||||||
| nozzle diameter | ⊛ | ⊛ | ||||||||||||
| flow rate | ⊛ | ⊛ | ||||||||||||
| cooling | ||||||||||||||
| characteri-sation | electrical bonding | Ag | Ag | Ag | Ag | Ag | Ag | Ag | Ag | |||||
| resistivity granules | ||||||||||||||
| resistivity filament | ◉ | ◉ | ◉ | ◎ | ◎ | |||||||||
| resistivity MEX specimen | ◉ | ◉ | ◎ | ◉ | ◎ | ◎ | ◉ | ◎ | ◎ | ◎ | ◎ | |||
| SEM | ◆ | ◆ | ◆ | ◆ | ◆ |
| Material | Filler 2 | Resistivity 2 [Ω·cm] | Matrix Polymer | Operating Temperature [°C] | Price [€/kg] | Availability (2022 Q4) |
|---|---|---|---|---|---|---|
| Multi3d Electrifi [27] | copper particle | 0.006 | PCL | 55 2 | 2050 | ◆ |
| BlackMagic Conductive [28] | graphene, carbon fiber | 0.6 | PLA | 50 2 | 2000 | |
| Functionalize F -Electric™ PLA [29] | CNT | 0.75 | PLA | 50 1 | 300 | |
| Blackmagic Conductive flexible Filament [30] | graphene | <1.25 | TPU 92A | - | 800 | |
| Amolen conductive PLA [31] | n.a. | 1.42 | PLA | 50 1 | 100 | ◆ |
| Koltron G1 [32] | graphene | 2 | PVDF | 100 2 | 600 | ◆ |
| Conductive Filaflex [33] | carbon black | 3.9 | TPU 92A | 150 | ◆ | |
| Ampere PLA [34] | CNT | 4 | PLA | 50 1 | 118 | ◆ |
| ALFAOHM [6] | CNT | 15(xy)/20(z) | PLA | 50 1 | 260 | ◆ |
| Protopasta conductive PLA [35] | carbon black | 15 | PLA | 50 1 | 100 | ◆ |
| 3dkonductive electroconductive [36] | carbon black | 24 | PLA | 50 2 | 110 | ◆ |
| FILI conductor TPU [37] | carbon black | 27.44 | TPU | - | 150 | |
| PI-ETPU 85-700+ [38] | carbon black | <800 | TPU 95A | - | 160 | |
| Eel 3D Printing Filament [39] | n.a. | 1500 | TPU 90A | - | 140 | ◆ |
| Parameter | Manufacturer Recommendation | |
|---|---|---|
| Lower Limit | Upper Limit | |
| extrusion temperature [°C] | 190 | 210 |
| build platform temperature [°C] | 0 | 50 |
| deposition speed [mm/s] | 10 | 50 |
| Production Steps | Design of Experiment Input Factor | Lower Limit | Upper Limit | Incre-ment | Filament Commercial | Filament in House |
|---|---|---|---|---|---|---|
| filament production (DoE A) | temperature die zone [°C] | 180 | 220 | 10 | ◆ | |
| screw speed [rpm] | 10 | 30 | 10 | ◆ | ||
| MEX-TRB/P/PLA (DoE B) | extrusion temperature [°C] | 180 | 220 | 10 | ◆ | ◆ |
| deposition speed [mm/s] | 10 | 70 | 20 | ◆ | ◆ | |
| layer height [mm] | 0.1 | 0.2 | 0.05 | ◆ | ◆ |
| Specimen | Average Resistivity [Ω cm] | Standard Deviation [Ω cm] |
|---|---|---|
| ALFAOHM granules (hot pressed) | 2.462 | 0.403 |
| ALFAOHM commercial filament (one spool) | 1.708 | 0.012 |
| ALFAOHM commercial filament (22 spools) | 1.697 | 0.052 |
| ALFAOHM highest-resistivity in-house filament | 1.401 | 0.064 |
| ALFAOHM lowest resistivity in-house filament | 1.141 | 0.013 |
| Parameter | In-House Lowest Resistivity (1.1 Ω cm) | In-House Highest Resistivity (1.47 Ω cm) |
|---|---|---|
| Temp. die zone [°C] | 200 | 180 |
| Screw speed [rpm] | 19.8 | 19.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nowka, M.; Hilbig, K.; Schulze, L.; Jung, E.; Vietor, T. Influence of Process Parameters in Material Extrusion on Product Properties Using the Example of the Electrical Resistivity of Conductive Polymer Composites. Polymers 2023, 15, 4452. https://doi.org/10.3390/polym15224452
Nowka M, Hilbig K, Schulze L, Jung E, Vietor T. Influence of Process Parameters in Material Extrusion on Product Properties Using the Example of the Electrical Resistivity of Conductive Polymer Composites. Polymers. 2023; 15(22):4452. https://doi.org/10.3390/polym15224452
Chicago/Turabian StyleNowka, Maximilian, Karl Hilbig, Lukas Schulze, Eggert Jung, and Thomas Vietor. 2023. "Influence of Process Parameters in Material Extrusion on Product Properties Using the Example of the Electrical Resistivity of Conductive Polymer Composites" Polymers 15, no. 22: 4452. https://doi.org/10.3390/polym15224452
APA StyleNowka, M., Hilbig, K., Schulze, L., Jung, E., & Vietor, T. (2023). Influence of Process Parameters in Material Extrusion on Product Properties Using the Example of the Electrical Resistivity of Conductive Polymer Composites. Polymers, 15(22), 4452. https://doi.org/10.3390/polym15224452