
Preparation and Compression Resistance of Lightweight Concrete Filled with Lightweight Calcium Carbonate Reinforced Expanded Polystyrene Foam

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation Process of LCR-EMS and Characterization
2.3. Preparation Process of Lightweight Concrete
2.4. Characterization of Composites
3. Results and Discussion
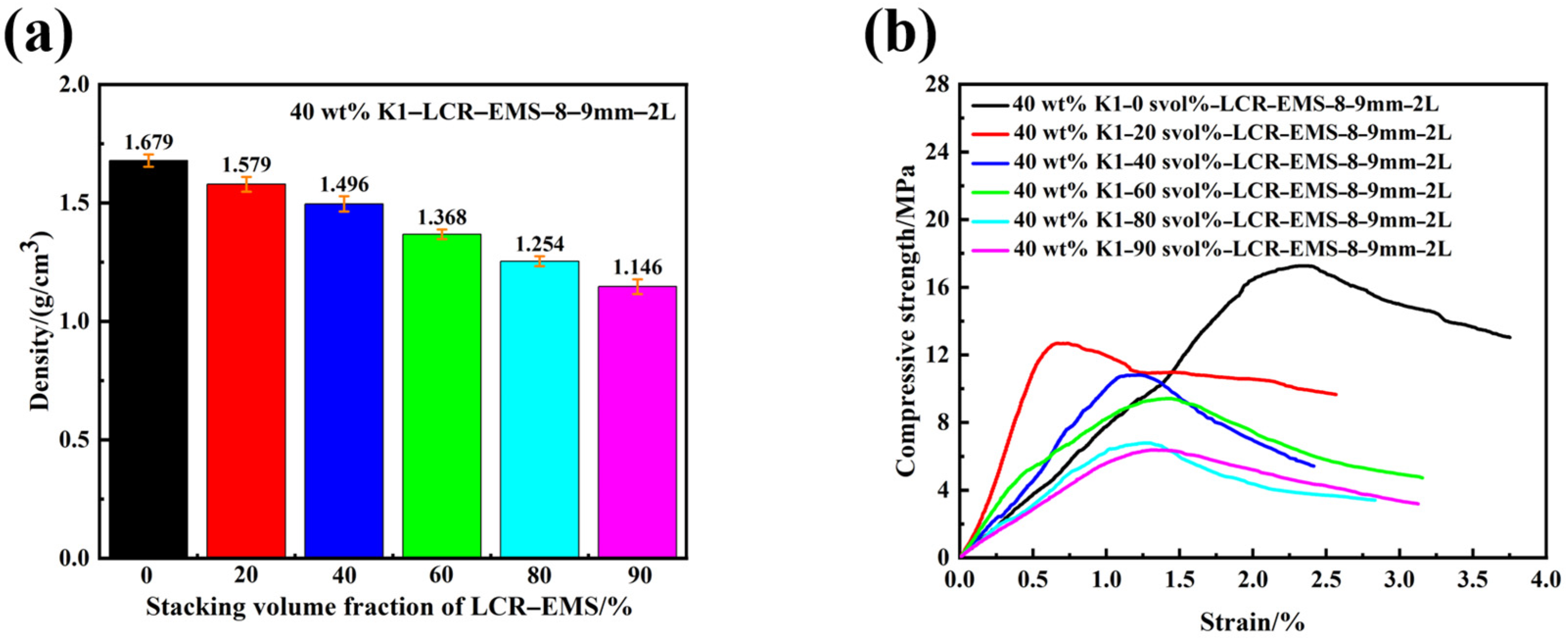
3.1. Characterization of Density and Compressive Strength of Lightweight Concrete Filled with Different Stacking Volume Fractions
3.2. Characterization of Density and Compressive Strength of Lightweight Concrete Filled with LCR-EMS of Different Diameters
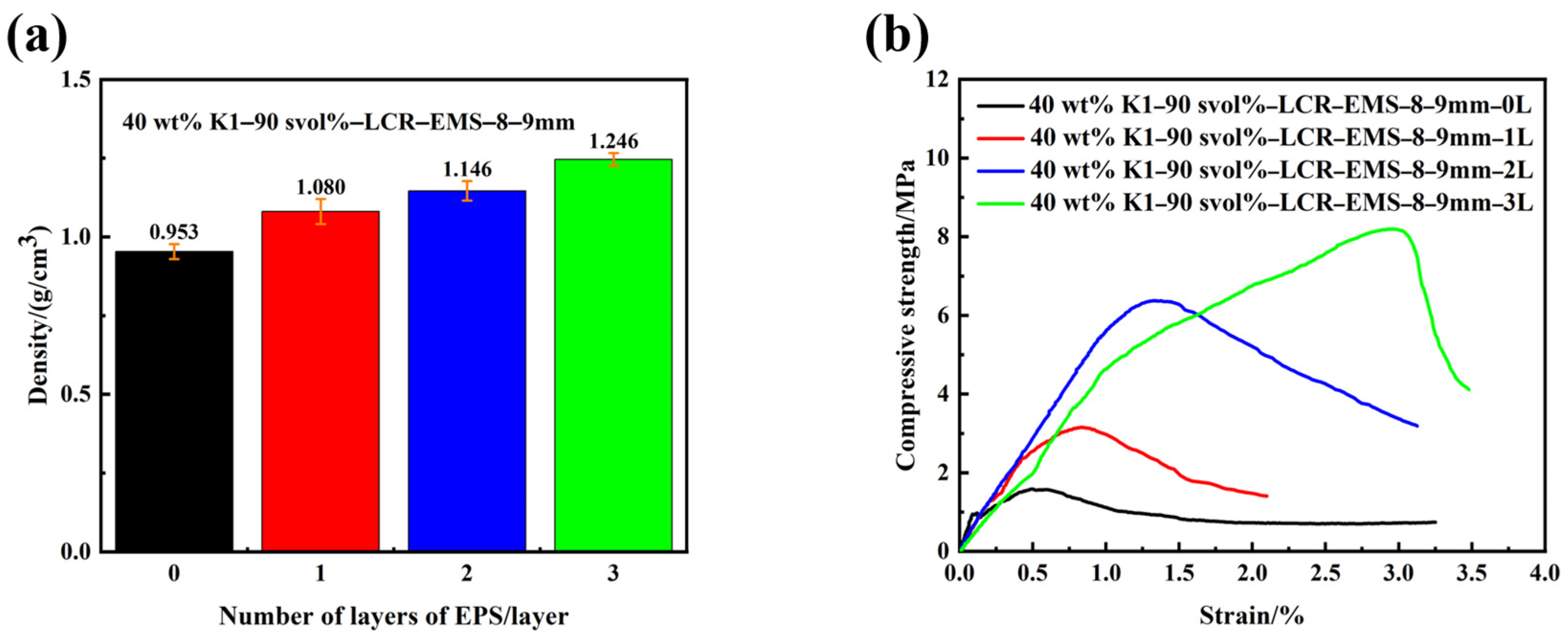
3.3. Characterization of Density and Compressive Strength a of Lightweight Concrete Filled with LCR-EMS of Different Layers
3.4. Characterization of Density and Compressive Strength of Lightweight Concrete Filled with Different HGMS Volume Ratios in the Matrix
3.5. Cross-Section SEM and EDS Mapping of Lightweight Concrete
3.6. Compression Resistance Mechanism of AR-EMS Filled Composite Lightweight Concrete
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Chica, L.; Alzate, A. Cellular concrete review: New trends for application in construction. Constr. Build. Mater. 2019, 200, 637–647. [Google Scholar] [CrossRef]
- Thienel, K.-C.; Haller, T.; Beuntner, N. Lightweight Concrete—From Basics to Innovations. Materials 2020, 13, 1120. [Google Scholar] [CrossRef]
- Mo, K.H.; Alengaram, U.J.; Jumaat, M.Z. Bond properties of lightweight concrete—A review. Constr. Build. Mater. 2016, 112, 478–496. [Google Scholar] [CrossRef]
- Samson, G.; Phelipot-Mardelé, A.; Lanos, C.; Alogla, K.; Weekes, L.; Augusthus-Nelson, L.; Arora, S.; Singh, S.P.; Zhang, J.; Ma, H.; et al. A review of thermomechanical properties of lightweight concrete. Mag. Concr. Res. 2017, 69, 201–216. [Google Scholar] [CrossRef]
- Agrawal, Y.; Gupta, T.; Sharma, R.; Panwar, N.L.; Siddique, S. A Comprehensive Review on the Performance of Structural Lightweight Aggregate Concrete for Sustainable Construction. Constr. Mater. 2021, 1, 39–62. [Google Scholar] [CrossRef]
- Kadela, M.; Kukiełka, A.; Małek, M. Characteristics of Lightweight Concrete Based on a Synthetic Polymer Foaming Agent. Materials 2020, 13, 4979. [Google Scholar] [CrossRef]
- Gao, H.; Wang, W.; Liao, H.; Cheng, F. Characterization of light foamed concrete containing fly ash and desulfurization gypsum for wall insulation prepared with vacuum foaming process. Constr. Build. Mater. 2021, 281, 122411. [Google Scholar] [CrossRef]
- Xiao, Y.; Wu, Z.; Gong, Y. Study on Alkali-Activated Prefabricated Building Recycled Concrete Powder for Foamed Lightweight Soils. Materials 2023, 16, 4167. [Google Scholar] [CrossRef] [PubMed]
- Šeputytė-Jucikė, J.; Vėjelis, S.; Kizinievič, V.; Kairytė, A.; Vaitkus, S. The Effect of Expanded Glass and Crushed Expanded Polystyrene on the Performance Characteristics of Lightweight Concrete. Appl. Sci. 2023, 13, 4188. [Google Scholar] [CrossRef]
- Peng, Y.; Yuan, X.; Jiang, L.; Yang, J.; Liu, Z.; Zhao, Y.; Chen, H. The fabricating methods, properties and engineering applications of foamed concrete with polyurethane: A review. Int. J. Environ. Sci. Technol. 2022, 20, 2293–2312. [Google Scholar] [CrossRef]
- Tran, N.P.; Nguyen, T.N.; Ngo, T.D.; Le, P.K.; Le, T.A. Strategic progress in foam stabilisation towards high-performance foam concrete for building sustainability: A state-of-the-art review. J. Clean. Prod. 2022, 375, 133939. [Google Scholar] [CrossRef]
- El Gamal, S.; Al-Jardani, Y.; Meddah, M.S.; Abu Sohel, K.; Al-Saidy, A. Mechanical and thermal properties of lightweight concrete with recycled expanded polystyrene beads. Eur. J. Environ. Civ. Eng. 2023, 1–15. [Google Scholar] [CrossRef]
- Jiang, T.; Wang, Y.; Shi, S.; Yuan, N.; Wu, X.; Shi, D.; Sun, K.; Zhao, Y.; Li, W.; Yu, J. Study on compressive strength of lightweight concrete filled with cement-reinforced epoxy Macrospheres and basalt fibers. Structures 2022, 44, 1347–1355. [Google Scholar] [CrossRef]
- Ibrahim, M.; Ahmad, A.; Barry, M.S.; Alhems, L.M.; Suhoothi, A.C.M. Durability of Structural Lightweight Concrete Containing Expanded Perlite Aggregate. Int. J. Concr. Struct. Mater. 2020, 14, 1–15. [Google Scholar] [CrossRef]
- Tavakkoli, A.; Mousavi, S.Y. Fiber-reinforcement high-strength concrete made with expanded perlite powder. Eur. J. Environ. Civ. Eng. 2021, 26, 6265–6280. [Google Scholar] [CrossRef]
- de Souza, T.B.; Medeiros, M.H.F.; Araújo, F.W.C.; Neto, A.A.d.M. The influence of expanded polystyrene granules on the properties of foam concrete. Mater. Struct. 2023, 56, 1–15. [Google Scholar] [CrossRef]
- Yuan, C.; Wenhua, Z.; Lei, Z.; Wanting, Z.; Yunsheng, Z. Dynamic impact compressive performance of expanded polystyrene (EPS)-foamed concrete. Arch. Civ. Mech. Eng. 2022, 22, 1–17. [Google Scholar] [CrossRef]
- Liu, J.; Cai, P.; Liu, C.; Liu, P.; Su, Y.; Xu, S.; Wu, C. Mechanical properties of geopolymer-based ultra-high performance concrete with ceramic ball coarse aggregates. J. Clean. Prod. 2023, 420, 138318. [Google Scholar] [CrossRef]
- Liu, J.; Wu, C.; Liu, Z.; Li, J.; Xu, S.; Liu, K.; Su, Y.; Chen, G. Investigations on the response of ceramic ball aggregated and steel fibre reinforced geopolymer-based ultra-high performance concrete (G-UHPC) to projectile penetration. Compos. Struct. 2020, 255, 112983. [Google Scholar] [CrossRef]
- Ahmad, M.R.; Chen, B. Experimental research on the performance of lightweight concrete containing foam and expanded clay aggregate. Compos. Part B Eng. 2019, 171, 46–60. [Google Scholar] [CrossRef]
- Rumsys, D.; Spudulis, E.; Bacinskas, D.; Kaklauskas, G. Compressive Strength and Durability Properties of Structural Lightweight Concrete with Fine Expanded Glass and/or Clay Aggregates. Materials 2018, 11, 2434. [Google Scholar] [CrossRef] [PubMed]
- Grzeszczyk, S.; Janus, G. Lightweight Reactive Powder Concrete Containing Expanded Perlite. Materials 2021, 14, 3341. [Google Scholar] [CrossRef] [PubMed]
- Jiang, T.; Wang, Y.; Shi, S.; Yuan, N.; Ma, R.; Wu, X.; Shi, D.; Sun, K.; Zhao, Y.; Li, W.; et al. Compressive behavior of lightweight concrete using aerogel-reinforced expanded polystyrene foams. Case Stud. Constr. Mater. 2022, 17, e01557. [Google Scholar] [CrossRef]
- Grzeszczyk, S.; Janus, G. Reactive powder concrete with lightweight aggregates. Constr. Build. Mater. 2020, 263, 120164. [Google Scholar] [CrossRef]
- Ma, R.; Cao, Z.; Jiang, T.; Wang, Y.; Shi, S.; Li, W.; Zhao, Y.; Zhong, N.; Shi, D.; Wu, X. Study of the Compressive Properties of Heavy Calcium Carbonate-Reinforced Epoxy Composite Spheres (HC-R-EMS) Composite Lightweight Concrete. Polymers 2023, 15, 1278. [Google Scholar] [CrossRef]
- Feng, C.; Cui, B.; Wang, J.; Guo, H.; Zhang, W.; Zhu, J. Changing the soaking method of microbially induced calcium carbonate precipitation technology to improve the reinforcement effect of recycled concrete aggregates. J. Build. Eng. 2023, 68, 106128. [Google Scholar] [CrossRef]
- Tan, L.; Xu, J.; Wei, Y.; Yao, W. The effect of bacteria Bacillus Cohnii on the synthesised calcium silicate hydrate (C–S–H) with various calcium to silica ratio in nanoscale. Cem. Concr. Compos. 2022, 134, 104779. [Google Scholar] [CrossRef]
- Sua-Iam, G.; Jamnam, S. Influence of calcium carbonate on green self-compacting concrete incorporating porcelain tile waste as coarse aggregate replacement. Case Stud. Constr. Mater. 2023, 19, e02366. [Google Scholar] [CrossRef]
- Bui, N.K.; Kurihara, R.; Kotaka, W.; Hyodo, H.; Takano, M.; Kanematsu, M.; Noguchi, T.; Maruyama, I. Effects of Particle Size Distribution on the Performance of Calcium Carbonate Concrete. J. Adv. Concr. Technol. 2022, 20, 691–702. [Google Scholar] [CrossRef]
- Calis, G.; Yildizel, S.A.; Erzin, S.; Tayeh, B.A. Evaluation and optimisation of foam concrete containing ground calcium carbonate and glass fibre (experimental and modelling study). Case Stud. Constr. Mater. 2021, 15, e00625. [Google Scholar] [CrossRef]
- Nejad, F.M.; Geraee, E.; Azarhoosh, A.R. The effect of nano calcium carbonate on the dynamic behaviour of asphalt concrete mixture. Eur. J. Environ. Civ. Eng. 2018, 24, 1219–1228. [Google Scholar] [CrossRef]
- ISO 3001; Plastics-Epoxy Compounds—Determination of Epoxy Equivalent. ISO: Geneva, Switzerland, 1999.
- ISO 9702; Plastics–Amine Epoxide Hardeners–Determination of Primary, Secondaryand Tertiary Amine Group Nitrogen Content. ISO: Geneva, Switzerland, 1996.








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | HGMS (wt%) in Filler | AR-EMS (svol%) | AR-EMS’s Layer | AR-EMS’s Diameter |
|---|---|---|---|---|
| 1 | K1–40 | 0 | 2 | 8–9 |
| 2 | K1–40 | 20 | 2 | 8–9 |
| 3 | K1–40 | 40 | 2 | 8–9 |
| 4 | K1–40 | 60 | 2 | 8–9 |
| 5 | K1–40 | 80 | 2 | 8–9 |
| 6 | K1–40 | 90 | 2 | 8–9 |
| 7 | K1–40 | 90 | 2 | 10–11 |
| 8 | K1–40 | 90 | 1 | 8–9 |
| 9 | K1–40 | 90 | 3 | 8–9 |
| 10 | K1–20 | 90 | 2 | 8–9 |
| 11 | K1–60 | 90 | 2 | 8–9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, E.; Xiang, L.; Tang, B.; Dai, X.; Cao, Z.; Jiang, T.; Wang, Y.; Chen, X.; Li, W.; Zhao, Y.; et al. Preparation and Compression Resistance of Lightweight Concrete Filled with Lightweight Calcium Carbonate Reinforced Expanded Polystyrene Foam. Polymers 2023, 15, 4642. https://doi.org/10.3390/polym15244642
Wang E, Xiang L, Tang B, Dai X, Cao Z, Jiang T, Wang Y, Chen X, Li W, Zhao Y, et al. Preparation and Compression Resistance of Lightweight Concrete Filled with Lightweight Calcium Carbonate Reinforced Expanded Polystyrene Foam. Polymers. 2023; 15(24):4642. https://doi.org/10.3390/polym15244642
Chicago/Turabian StyleWang, Erke, Lixue Xiang, Bo Tang, Xuming Dai, Zheng Cao, Tao Jiang, Ying Wang, Xiaowen Chen, Wenge Li, Yuantao Zhao, and et al. 2023. "Preparation and Compression Resistance of Lightweight Concrete Filled with Lightweight Calcium Carbonate Reinforced Expanded Polystyrene Foam" Polymers 15, no. 24: 4642. https://doi.org/10.3390/polym15244642
APA StyleWang, E., Xiang, L., Tang, B., Dai, X., Cao, Z., Jiang, T., Wang, Y., Chen, X., Li, W., Zhao, Y., Yang, K., & Wu, X. (2023). Preparation and Compression Resistance of Lightweight Concrete Filled with Lightweight Calcium Carbonate Reinforced Expanded Polystyrene Foam. Polymers, 15(24), 4642. https://doi.org/10.3390/polym15244642