
Effect of the Interface/Interphase on the Water Ingress Properties of Joints with PBT-GF30 and Aluminum Substrates Using Silicone Adhesive

 ,
,  ,
,  ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Details
2.1. Methodology
2.1.1. Joints with PBT-GF30 Substrates
2.1.2. Joints with Aluminum Substrates
2.1.3. Procedure Established for the Study of the Interphase
2.2. Materials
2.3. Specimen Manufacturing
2.3.1. Rectangular Joints (RJ)
2.3.2. Single Lap Joints (SLJ)
2.4. Testing Procedures
2.4.1. Gravimetric Study
2.4.2. Single Lap Joint (SLJ) Testing
3. Numerical Details
3.1. Aluminum Rectangular Joints
3.2. PBT-GF30 Rectangular Joints
3.3. Interface Simulation
4. Results and Discussion
4.1. Numerical Results
4.2. Experimental Results
4.2.1. Gravimetric Tests
4.2.2. Single Lap Joint Tests
4.3. Discussion
5. Conclusions
- -
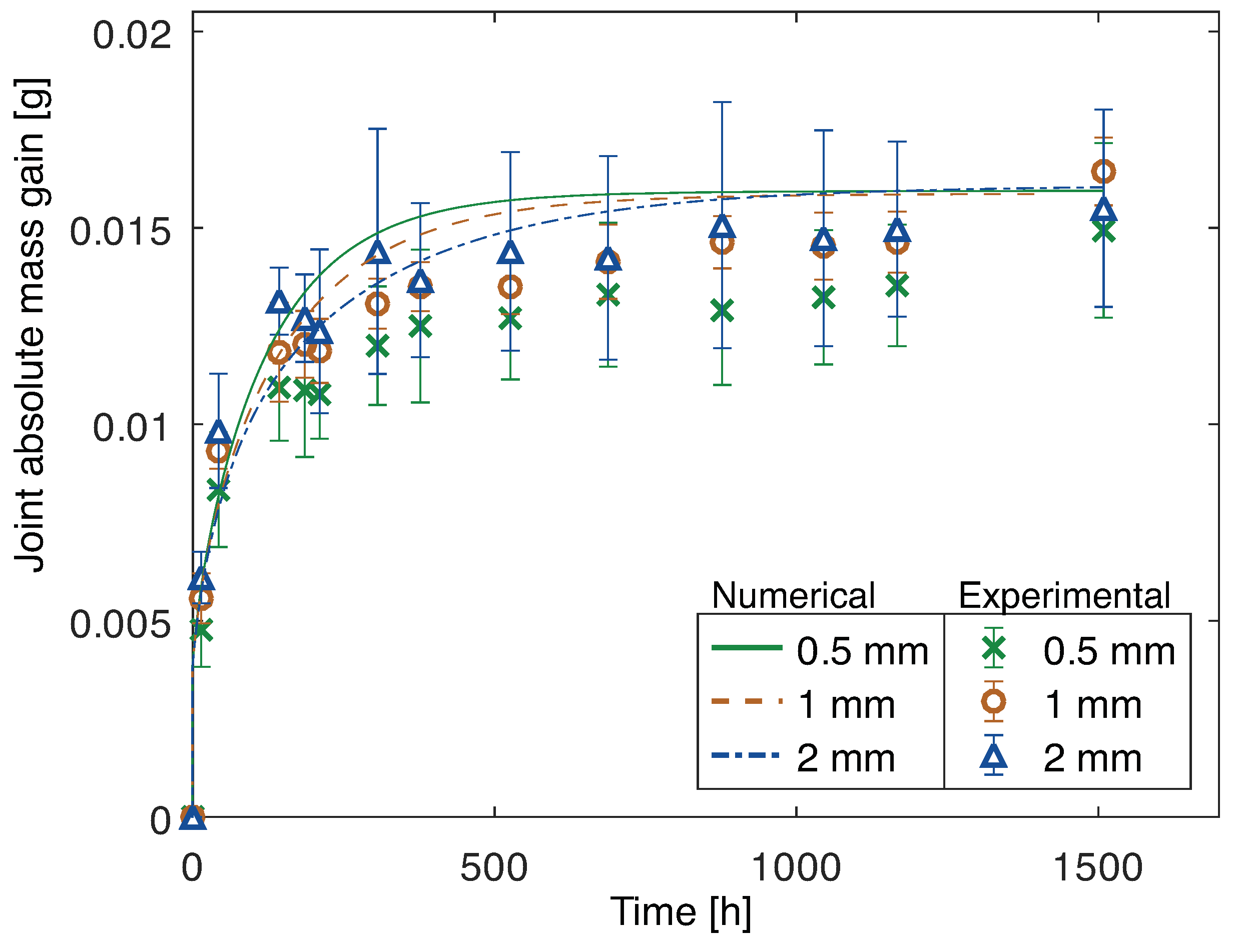
- The water uptake of joints with PBT-GF30 substrates and silicone adhesive can be approximated by the numerical model that considers only the water uptake through the bulk adhesive and substrate, since the effect of the interphase is negligible;
- -
- For the determination of the water gain of joints with aluminum substrates and silicone adhesive, the effect of the interphase must be considered, since it contributes to a significantly higher mass gain, with a coefficient of diffusion significantly higher than that of the adhesive;
- -
- PBT-GF30/silicone adhesive SLJs exhibit cohesive failure before and after aging;
- -
- Joints with aluminum substrates exhibit adhesive failure after aging because of the water uptake through the interphase;
- -
- The environmental resistance of the PBT-GF30/silicone interphase appears to be higher than that of the aluminum/silicone interphase since the water absorbed through the interphase can not be identified in the gravimetric tests and after aging at 70 °C for two months failure is still cohesive in the adhesive, and for the aluminum/silicone joints adhesive failure is recorded.
Author Contributions
Funding
Institutional Review Board Statement
Acknowledgments
Conflicts of Interest
References
- da Silva, L.F.M.; Öchsner, A.; Adams, R.D. Handbook of Adhesion Technology; Springer: New York, NY, USA, 2018; Volume 1. [Google Scholar]
- Adams, R.D.; Comyn, J.; Wake, W.C. Structural Adhesive Joints in Engineering; Springer Science & Business Media: New York, NY, USA, 1997. [Google Scholar]
- da Silva, L.F.M.; Pirondi, A.; Öchsner, A. Hybrid Adhesive Joints; Springer Science & Business Media: New York, NY, USA, 2011; Volume 6. [Google Scholar]
- Borges, C.S.P.; Marques, E.A.S.; Carbas, R.J.C.; Ueffing, C.; Weißgraeber, P.; da Silva, L.F.M. Review on the effect of moisture and contamination on the interfacial properties of adhesive joints. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 527–549. [Google Scholar]
- Comyn, J. Durability of Structural Adhesives; Applied Science Publication: London, UK, 1983. [Google Scholar]
- Barbosa, A.Q.; da Silva, L.F.M.; Öchsner, A. Hygrothermal aging of an adhesive reinforced with microparticles of cork. J. Adhes. Sci. Technol. 2015, 29, 1714–1732. [Google Scholar]
- Viana, G.M.S.O.; Costa, M.; Banea, M.D.; da Silva, L.F.M. A review on the temperature and moisture degradation of adhesive joints. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2017, 231, 488–501. [Google Scholar]
- Pethrick, R.A. Design and ageing of adhesives for structural adhesive bonding—A review. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2015, 229, 349–379. [Google Scholar]
- Crank, J. The Mathematics of Diffusion; Oxford University Press: Oxford, UK, 1979. [Google Scholar]
- Malpot, A.; Touchard, F.; Bergamo, S. Effect of relative humidity on mechanical properties of a woven thermoplastic composite for automotive application. Polym. Test. 2015, 48, 160–168. [Google Scholar]
- Mohd Ishak, Z.A.; Tengku Mansor, T.S.A.; Yow, B.N.; Ishiaku, U.S.; Karger-Kocsis, J. Short glass fibre reinforcedpoly (butylene terephthalate) Part 1–Microstructural characterisation and kinetics of moisture absorption. Plast. Rubber Compos. 2000, 29, 263–270. [Google Scholar]
- Boubakri, A.; Haddar, N.; Elleuch, K.; Bienvenu, Y. Impact of aging conditions on mechanical properties of thermoplastic polyurethane. Mater. Des. 2010, 31, 4194–4201. [Google Scholar]
- Dai, J.; Yao, X.; Yeh, H.; Liang, X. Moisture absorption of filled silicone rubber under electrolyte. J. Appl. Polym. 2006, 99, 2253–2257. [Google Scholar]
- Khalilullah, I.; Reza, T.; Chen, L.; Monayem Mazumder, A.K.M.; Fan, J.; Qian, C.; Zhang, G.; Fan, X. In-situ characterization of moisture absorption and hygroscopic swelling of silicone/phosphor composite film and epoxy mold compound in LED packaging. In Proceedings of the 2017 18th International Conference on Thermal, Mechanical and Multi-Physics Simulation and Experiments in Microelectronics and Microsystems (EuroSimE), Dresden, Germany, 3–5 April 2017; IEEE: New York, NY, USA, 2017; pp. 1–9. [Google Scholar]
- Borges, C.S.P.; Brandão, R.; Akhavan-Safar, A.; Marques, E.A.S.; Carbas, R.J.C.; Ueffing, C.; Weißgraeber, P.; Schmid, F.; da Silva, L.F.M. Influence of water and surfactant contamination on the mechanical and chemical properties of a silicone adhesive before and after curing. J. Adhes. 2022, 1–28. [Google Scholar] [CrossRef]
- Lutz, B.; Guan, Z.; Wang, L.; Zhang, F.; Lü, Z. Water absorption and water vapor permeation characteristics of HTV silicone rubber material. In Proceedings of the 2012 IEEE International Symposium on Electrical Insulation, San Juan, Puerto Rico, 10–13 June 2012; IEEE: New York, NY, USA, 2012; pp. 478–482. [Google Scholar]
- Fang, S.; Jia, Z.; Gao, H.; Guan, Z. Influence of fillers on silicone rubber for outdoor insulation. In Proceedings of the 2007 Annual Report-Conference on Electrical Insulation and Dielectric Phenomena, Vancouver, BC, Canada, 14–17 October 2007; IEEE: New York, NY, USA, 2007; pp. 300–303. [Google Scholar]
- Ali, M.; Hackam, R. Effects of saline water and temperature on surface properties of HTV silicone rubber. IEEE Trans. Dielectr. Electr. Insul. 2008, 15, 1368–1378. [Google Scholar]
- Viana, G.; Costa, M.; Banea, M.D.; da Silva, L.F.M. Behaviour of environmentally degraded epoxy adhesives as a function of temperature. J. Adhes. 2017, 93, 95–112. [Google Scholar]
- Sugiman, S.; Crocombe, A.D.; Aschroft, I.A. Experimental and numerical investigation of the static response of environmentally aged adhesively bonded joints. Int. J. Adhes. Adhes. 2013, 40, 224–237. [Google Scholar]
- Shimamoto, K.; Batorova, S.; Houjou, K.; Akiyama, H.; Sato, C. Degradation of epoxy adhesive containing dicyandiamide and carboxyl-terminated butadiene acrylonitrile rubber due to water with open-faced specimens. J. Adhes. 2021, 97, 1388–1403. [Google Scholar]
- Hua, Y.; Crocombe, A.D.; Wahab, M.A.; Ashcroft, I.A. Modelling environmental degradation in EA9321-bonded joints using a progressive damage failure model. J. Adhes. 2006, 82, 135–160. [Google Scholar]
- da Costa, J.A.; Akhavan-Safar, A.; Marques, E.A.S.; Carbas, R.J.C.; da Silva, L.F.M. Effects of cyclic ageing on the tensile properties and diffusion coefficients of an epoxy-based adhesive. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 1451–1460. [Google Scholar]
- Ashofteh, R.S.; Khoramishad, H. The influence of hygrothermal ageing on creep behavior of nanocomposite adhesive joints containing multi-walled carbon nanotubes and graphene oxide nanoplatelets. Int. J. Adhes. Adhes. 2019, 94, 1–12. [Google Scholar]
- Zanni-Deffarges, M.P.; Shanahan, M.E.R. Diffusion of water into an epoxy adhesive: Comparison between bulk behaviour and adhesive joints. Int. J. Adhes. Adhes. 1995, 15, 137–142. [Google Scholar]
- Costa, M.; Viana, G.; da Silva, L.F.M.; Campilho, R.D.S.G. Environmental effect on the fatigue degradation of adhesive joints: A review. J. Adhes. 2017, 93, 127–146. [Google Scholar]
- Costa, M.; Viana, G.; da Silva, L.F.M.; Campilho, R.D.S.G. Effect of humidity on the fatigue behaviour of adhesively bonded aluminium joints. Lat. Am. J. Solids Struct. 2017, 14, 174–187. [Google Scholar]
- Leplat, J.; Stamoulis, G.; Bidaud, P.; Thévenet, D. Investigation of the mode I fracture properties of adhesively bonded joints after water ageing. J. Adhes. 2022, 98, 68–89. [Google Scholar]
- Fan, J.; Wang, Z.; Zhang, X.; Deng, Z.; Fan, X.; Zhang, G. High moisture accelerated mechanical behavior degradation of phosphor/silicone composites used in white light-emitting diodes. Polymers 2019, 11, 1277. [Google Scholar] [PubMed]
- Borges, C.S.P.; Akhavan-Safar, A.; Marques, E.A.S.; Carbas, R.J.C.; Ueffing, C.; Weißgraeber, P.; da Silva, L.F.M. Effect of Water Ingress on the Mechanical and Chemical Properties of Polybutylene Terephthalate Reinforced with Glass Fibers. Materials 2021, 14, 1261. [Google Scholar] [PubMed]
- Brandão, R.; Borges, C.S.P.; Marques, E.A.S.; Carbas, R.J.C.; Akhavan-Safar, A.; Schmid, F.; Ueffing, C.; Weißgraeber, P.; da Silva, L.F.M. The influence of humidity and immersion temperature on the properties and failure mode of PBT-GF30/silicone bonded joints. Compos. Struct. 2022, 289, 115421. [Google Scholar]
- Gledhill, R.A.; Kinloch, A.J. Environmental failure of structural adhesive joints. J. Adhes. 1974, 6, 315–330. [Google Scholar]
- Barthés-Labrousse, M.-G. Mechanisms of formation of the interphase in epoxy-amine/aluminium joints. J. Adhes. 2012, 88, 699–719. [Google Scholar]
- Delozanne, J. Durabilité des époxys; Application au Collage Structural Aéronautique. Ph.D. Thesis, ENSAM, Paris, France, 2018. [Google Scholar]
- Hong, S.G.; Cave, N.G.; Boerio, F.J. The modification of epoxy/metal interphases by adsorbed contaminants. J. Adhes. 1992, 36, 265–279. [Google Scholar]
- Cognard, P. Collage des Composites: Construction Aérospatiale, Automobile et Ferroviaire; Ingénieur, T., Ed.; Saint-Denis, France, 2004. [Google Scholar]
- Drain, K.F.; Guthrie, J.; Leung, C.L.; Martin, F.R.; Otterburn, M.S. The effect of moisture on the strength of polycarbonate-cyanoacrylate adhesive bonds. Int. J. Adhes. Adhes. 1985, 5, 133–136. [Google Scholar]
- Li, W.; Shao, X.; Li, L.; Zheng, G. Effect of hygrothermal ageing on the mechanical performance of CFRP/AL single-lap joints. J. Adhes. 2021, 98, 1–28. [Google Scholar]
- Di Franco, F.; Fiore, V.; Miranda, R.; Badagliacco, D.; Santamaria, M.; Valenza, A. Influence of anodizing surface treatment on the aging behavior in salt-fog environment of aluminum alloy 5083 to fiber reinforced composites adhesive joints. J. Adhes. 2023, 99, 277–296. [Google Scholar]
- Banea, M.D.; da Silva, L.F.M.; Campilho, R.D.S.G. Moulds design for adhesive bulk and joint specimens manufacturing. Assem. Autom. 2012, 32, 284–292. [Google Scholar]
- ASTM D1002-99; Standard Test Method for Apparent Shear Strength of Single-Lap-Joint Adhesively Bonded Metal Specimens by Tension Loading (Metal-to-Metal). ASTM International: Pennsylvania, PA, USA, October 2001.
- ISO 4587; Adhesives—Determination of Tensile Lap-Shear Strength of Rigid-to-Rigid Bonded Assemblies. International Organization for Standardization: Geneva, Switzerland, March 2003.
- Banea, M.D.; da Silva, L.F.M.; Campilho, R.D.S.G. The effect of adhesive thickness on the mechanical behavior of a structural polyurethane adhesive. J. Adhes. 2015, 91, 331–346. [Google Scholar]














Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Borges, C.S.P.; Marques, E.A.S.; Carbas, R.J.C.; Akhavan-Safar, A.; Ueffing, C.; Weißgraeber, P.; da Silva, L.F.M. Effect of the Interface/Interphase on the Water Ingress Properties of Joints with PBT-GF30 and Aluminum Substrates Using Silicone Adhesive. Polymers 2023, 15, 788. https://doi.org/10.3390/polym15040788
Borges CSP, Marques EAS, Carbas RJC, Akhavan-Safar A, Ueffing C, Weißgraeber P, da Silva LFM. Effect of the Interface/Interphase on the Water Ingress Properties of Joints with PBT-GF30 and Aluminum Substrates Using Silicone Adhesive. Polymers. 2023; 15(4):788. https://doi.org/10.3390/polym15040788
Chicago/Turabian StyleBorges, Catarina S. P., Eduardo A. S. Marques, Ricardo J. C. Carbas, Alireza Akhavan-Safar, Christoph Ueffing, Philipp Weißgraeber, and Lucas F. M. da Silva. 2023. "Effect of the Interface/Interphase on the Water Ingress Properties of Joints with PBT-GF30 and Aluminum Substrates Using Silicone Adhesive" Polymers 15, no. 4: 788. https://doi.org/10.3390/polym15040788
APA StyleBorges, C. S. P., Marques, E. A. S., Carbas, R. J. C., Akhavan-Safar, A., Ueffing, C., Weißgraeber, P., & da Silva, L. F. M. (2023). Effect of the Interface/Interphase on the Water Ingress Properties of Joints with PBT-GF30 and Aluminum Substrates Using Silicone Adhesive. Polymers, 15(4), 788. https://doi.org/10.3390/polym15040788