Traditional elastomers can be roughly divided into two categories according to the different crosslinking methods: one is the chemical crosslinking of macromolecular chains through covalent bonds (such as polysulfide bonds, carbon-carbon bonds and bonds), represented by vulcanized rubber; the other is the physical crosslinking of flexible macromolecular chains through crystalline microdomains (except for hydrogen bonds), represented by thermoplastic elastomers (TPE) [
1]. With the progress of research, supramolecular elastomers based on hydrogen bonding [
2], viscoelastic polymers [
3] and magnetic response liquid crystal elastomers [
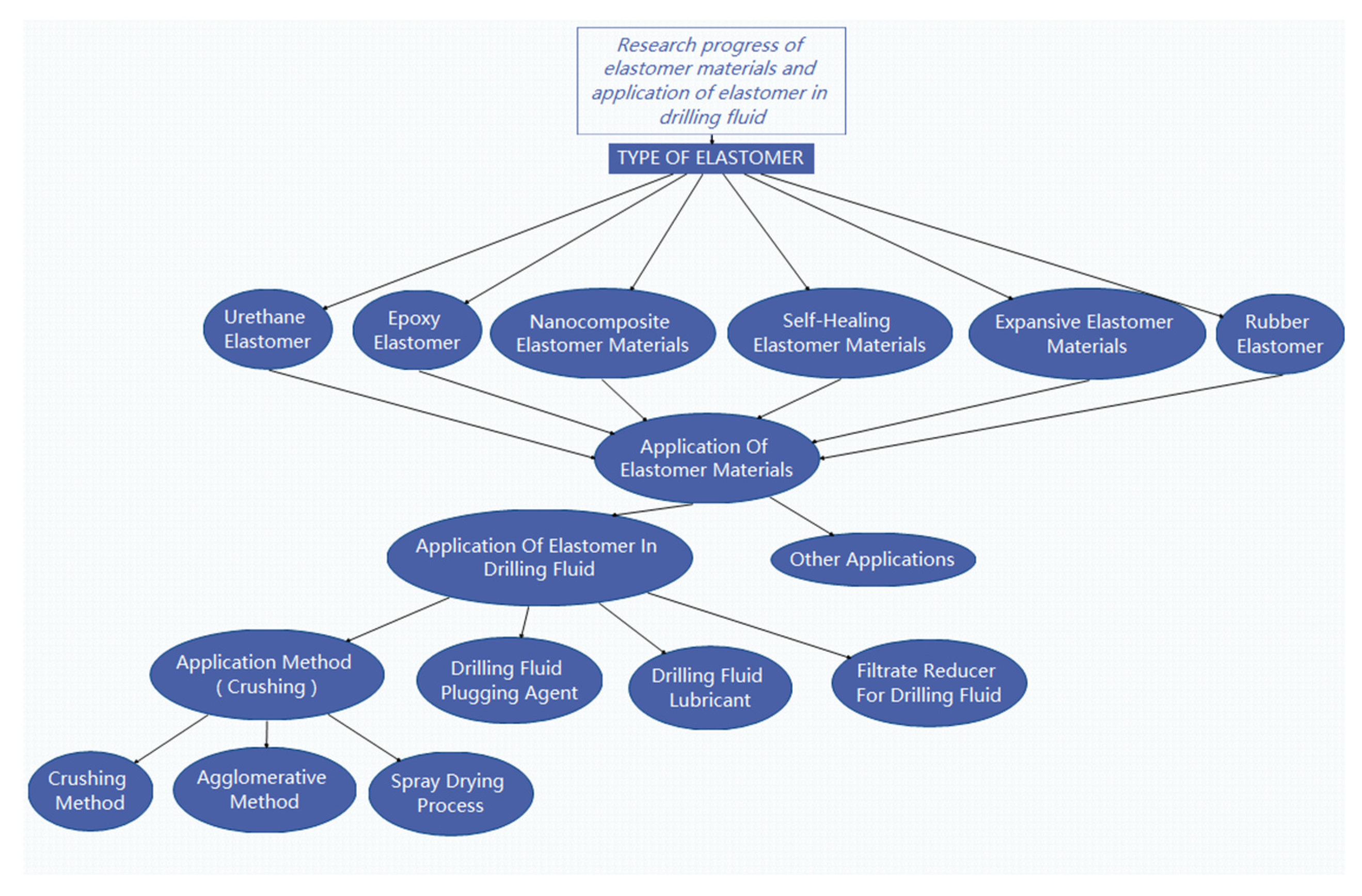
4] have been produced. This paper reviews the research progress of elastomer materials and their application in drilling fluids, and introduces the application of elastomers in drilling fluids, as shown in
Figure 1.
2.1. Urethane Elastomer
2.1.1. Thermoplastic Polyurethane Elastomer
Thermoplastic elastomer material was the earliest elastomer material that went into production. It is a blend of rubber, plastic and synthetic resin. It is also called rubber and plastic. Through the mechanical blending of rubber with some plastics or synthetic resins, the modification of rubber and plastic is finally achieved. Based on the development of rubber and plastic blending technology, a new type of thermoplastic elastomer material with both rubber and plastic properties was successfully developed in the early 1970s, which was called blended thermoplastic elastomer. So far, this kind of thermoplastic elastomer has become a polymer elastomer material with good performances, superior functions and wide applications. Thermoplastic elastomer materials are divided into general TPE and engineering plastic TPE. The general TPE includes olefins, diene, styrene and vinyl chloride, and the engineering TPE includes polyurethane, polyester and amide. Among them, polyurethane TPE is a thermoplastic polyurethane rubber composed of urethane-bonded hard segments and polyester or polyether soft segments, referred to as TPU, with excellent mechanical strength, oil resistance and flexibility. The disadvantages are poor thermal resistance, hot water resistance and compression resistance [
5].
Dynamic vulcanized thermoplastic elastomer (TPV) is a special kind of thermoplastic elastomer. It is prepared by the dynamic vulcanization of a mixture of thermoplastic resin and elastomer. The so-called dynamic vulcanization is when rubber and resin are blended. By means of the vulcanization reaction process of a vulcanizing agent (crosslinking agent) under strong mechanical shear stress, the crosslinked rubber particles are dispersed in a continuous thermoplastic matrix in a high mass fraction (50~70%) and finely dispersed form (particle size 1–3 μm). Compared with ordinary thermoplastic elastomers, the rubber components are completely vulcanized and uniformly dispersed in the thermoplastic matrix, so that they have good physical and mechanical properties, processing properties, gas resistance, heat resistance and oil resistance. With the continuous development and expansion of TPV applications. Traditional TPV can no longer meet its needs. Therefore, it is necessary to modify TPV in various aspects to obtain high performance and new, functional TPV to expand its research and application range [
6].
Thermoplastic polyurethane elastomer (TPU) has become one of the most important thermoplastic elastomer materials due to its excellent performances and wide applications. TPU is a kind of polyurethane that can be plasticized by heating and dissolution by solvent. The main chains are basically linear with no or few chemical crosslinking. There are many hydrogen bonds between the linear polyurethane molecular chains, which are physically crosslinked. Hydrogen bonds strengthen their morphology, thus giving TPU many excellent properties, such as high modulus, high strength, excellent wear resistance, chemical resistance, hydrolysis resistance, high and low-temperature resistance and mildew resistance. These good performances make thermoplastic polyurethane widely used in shoes, cables, clothing, automotive, medical and health, pipes, films and sheets, and many other fields. TPU-based products do not generally require vulcanization crosslinking, which can shorten the reaction cycle and reduce energy consumption. Because of the linear structure, it can be processed with the same technology and equipment similar to thermoplastics, such as injection molding, extrusion, blow molding, calendaring, etc., especially suitable for the mass production of small- and medium-sized parts. TPU waste materials can be recycled and reused, and different additives or fillers can be used during production or processing to improve certain physical properties and reduce costs.
TPU elastomer not only has the rubber properties of high strength and high wear resistance of crosslinked polyurethane, but also has the thermal plasticity of linear polymer materials; consequently, the application can be extended to the field of plastics. Because of its excellent properties of both rubber and plastic, TPU has boomed in many fields; its development speed is very fast, especially in China. By the end of 2011, Chinese TPU production capacity reached 200,000 tons and the demand was 170,000 tons, accounting for 25% of global demand; the average annual growth rate was maintained at more than 10% and this proportion is still increasing. This paper mainly introduces the synthesis process, performance structure, new technology and new applications of TPU.
Synthesis Process of TPU
The raw materials of TPU are bifunctional reactants, and the types of commonly used raw materials are shown in
Table 1. Oligomeric diols constitute the soft segment structure of the TPU chain segment, accounting for about 50–80% of the molecular weight of TPU, which has a great influence on the physical and chemical properties of TPU. It is required that the structure of oligomer diol is uniform, with no substituent, which is beneficial to the aggregation of oligomer diol and improves the physical properties of TPU. On the contrary, if the chain segment structure is irregular or there are substituents, it will form an amorphous TPU, resulting in TPU soft segments and hard segments entangled with each other, and cannot be effectively separated, reducing the physical properties of TPU. According to the different uses, different oligomer diols can be selected, and their molecular weights are usually 500–4000. The molecular weight of oligomer diol greatly influences the microphase separation and crystal formation of the TPU structure. When the soft segment molecular weight is greater than 2000 or the hard segment content is less than 24%, the soft segment of TPU can also form a crystalline state. For example, with the increase in the molecular weight of polyester, the number of methylene groups in the molecular chain increases, the intermolecular force and hydrogen bond crosslinking increase, the crystallinity of the chain segment increases, the mechanical properties such as hardness and tensile strength of TPU increase and the elongation at break decreases.
The oligomer diol commonly used in TPU is polyester type. The prepared TPU has high strength, excellent wear resistance, solvent resistance and mold resistance, and hydrolysis resistance is moderate. TPU synthesized from poly(tetramethylene) glycol (PTMG) has excellent elasticity and low-temperature resistance [
7]; polybutadiene polyol TPU has high water resistance and electrical insulation. TPU synthesized from polycarbonate polyols has high strength, excellent hydrolysis resistance and abrasion resistance, but the cost is high [
8]. Poly(ε-caprolactone) diol TPU has good comprehensive performance, but its cost restricts applications [
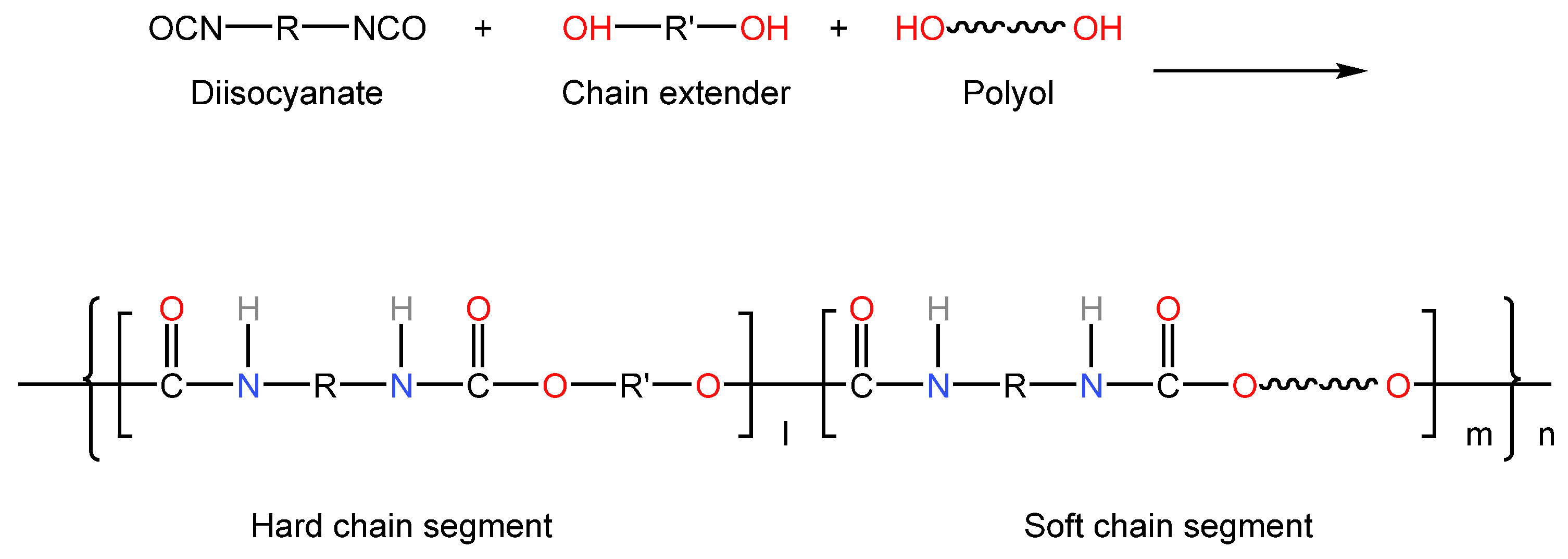
9]. These oligomeric diols can be used as a soft segment of the polymer alone or can be used to synthesize polyurethane, The reaction to form urethane group is shown in
Figure 2, thus realizing many properties and satisfying extensive application fields. In PTMG mixed with PPG polyols, on the one hand, the side groups of the soft segment are increased due to the introduction of PPG, increasing the hydrogen donor group in the hard segment and the steric hindrance of polyether oxygen atoms in the soft segment, thereby reducing the formation of hydrogen bonds between hard and soft segments, reducing viscosity while promoting microphase separation, improving the low-temperature resistance of TPU. On the other hand, the existence of methyl branches also hinders the complete separation of soft and hard segments, reduces the orderly arrangement between elastomers and is detrimental to some properties of TPU. Therefore, in the synthesis of TPU, the type and proportion of polyols should be determined according to the specific application environment and performance requirements to achieve the best mechanical properties and processing operation.
Table 2 of the total. The commonly used diisocyanate for TPU is mainly 4,4′-diphenylmethane diisocyanate (MDI). There are two benzene rings in the molecular structure of MDI, and two NCO groups are symmetrically attached to the 4-position of the two benzene rings. This highly symmetrical structure not only gives TPU rigidity, but also causes crystallization of the hard segment. The high order of the hard segment also leads to a microphase separation between the soft and hard segments, thus giving TPU excellent physical and mechanical properties. In addition, compared with TDI, MDI has a larger molecular weight and lower vapor pressure, and the resulting TPU is more environmentally friendly [
9].
Commonly used TPU elastomer chain extenders include aliphatic or aromatic molecules diol or diamine; its molecular weight is generally 80~350. Among them, 1,4-T diol (BDO) is mostly used as a diol chain extender [
10], and 3,3′-dichloro-4,4′-diamino-diphenylmethane (MOCA) or ethylene diamine are mostly used as diamine chain extenders [
11]. However, TPU with an MOCA chain extender has the disadvantage of poor thermal fatigue resistance. Moreover, the MOCA chain extender leads to a too fast reaction rate, which is not conducive to process control and is suspected to be carcinogenic. During the synthesis of TPU, the chain extender reacts with diisocyanate to form a hard segment rich in urethane groups, forming a hydrogen bond aggregation zone. Li Yue et al. [
12] synthesized prepolymer with a NCO mass fraction of 10–16% using poly(tetrahydrofuran) ether as a soft segment and reacted with MDI, followed by reacting with different diol chain extenders to prepare the thermoplastic polyurethane.
Table 2 shows the effect of different chain extenders on the mechanical properties of TPU. The results show that the TPU synthesized by a short chain extender has better mechanical properties than that synthesized by a long chain extender. This is because the introduction of a short-chain extender shortens the distance between hard segments and makes the hydrogen bonding between hard segments stronger, which is conducive to the aggregation of hard segment molecules and promotes the microphase separation of TPU molecules, thus giving TPU better mechanical properties.
2.1.2. Silicone Polyurethane Elastomer
Silicone polymers are polymers containing silicon elements in the molecular structure, with repeated Si-O bonds as the main chain, and the silicon atoms are connected with organic groups. Poly(siloxane) (such as silicone oil, silicone rubber and silicone resin, etc.) has many unique properties, such as excellent low-temperature resistance, weather resistance, high-temperature resistance, aging resistance and hydrophobic properties, an extremely broad range of applications, and it has played an important role in the national economy [
13].
Silicone elastomers have always been of great interest in the field of new materials. Silicone-modified hard and soft segment elastomer usually utilizes poly(siloxane) as a soft segment, graft or block to other hard segments, such as AB, ABA or (AB)
n type. Compared with pure poly(siloxane), the mechanical properties of modified poly(siloxane) are enhanced to certain degrees, which can improve the mechanical strength, adhesion and aging resistance compared to original siloxane polymers. This block polymer is usually composed of rubbery soft segments and glassy or crystalline hard segments, showing a two-phase microstructure, in which the hard segments play a role in physical crosslinking and strengthening the structure of the polymer. More importantly, modified silicone polymers with soft and hard segment structures can form reversible elastomer structures that can be reprocessed by melting or dissolution [
14]. Modified silicone polymers with soft and hard segment structures or other silicone-modified polymers include silicone-modified polyurea, polyurethane, polyether, polycarbonate, polyimide and polyolefin. A relatively large number of variables of this block silicone elastomer can be independently controlled, such as the skeleton chemical bond structure, segment molecular weight and total molecular weight of the copolymer, to design materials with target properties. Therefore, the silicone-modified hard and soft segment elastomers have flexible modifiability.
For silicone polyurethane elastomer, the poly(siloxane) is used as a soft segment, while polyurethane segment is used as a hard segment. The polarity of a poly(siloxane) segment is relatively small, and the polyurethane group has a strong polarity. Poly(siloxane) makes the copolymer soft and elastic, while a polyurethane segment plays the role of crosslinking the point and filling. The organic combination of soft and hard segments makes silicone-modified polyurethane elastomer materials exhibit better mechanical strength and oil resistance [
15].
Sun et al. [
16] used different kinds of solubilizers to modify the polarity, symmetry and other properties of the hard segment, thereby changing the solubility parameters and crystallization behavior of the hard segment, improving the compatibility between the poly(siloxane) and the hard segment, reducing the phase separation degree between the soft and hard segments, and improving the performance of the silicone-polyurethane thermoplastic elastomer. The prepared silicone-polyurethane thermoplastic elastomer not only has good hydrophobic properties and low temperature resistance, but also the mechanical properties of silicone-polyurethane thermoplastic elastomers compared with pure poly(siloxane), and can be used as biomedical materials.
Cheng [
17] used polypropylene glycol and isophone diisocyanate as raw materials, dilaurate as catalysts to prepare polyurethane acrylate prepolymer and then added hydroxyl-terminated poly(siloxane) as the soft segment and hydroxyethyl acrylate as the capping agent to synthesize UV-curable polyether modified poly(siloxane) polyurethane acrylate prepolymer (PESiUA), which can be used as polyvinyl chloride leather finishing agent. The prepolymer has excellent compatibility with acrylate monomers and good yellowing resistance. The increase in monomer functionality can improve thermal stability, tensile strength and reduce contact angle and elongation at break. More importantly, due to the advantages of the poly(siloxane) segment and polypropylene glycol segment together with photopolymerization technology, the PVC leather finishing agent based on PESiUA has excellent performance and great application potential.
2.2. Epoxy Elastomer
2.2.1. Silicone-Modified Polyurea Elastomer
Polyurea materials have been widely used in road and bridge engineering and other fields, but pure polyurea compounds face poor weather resistance in harsh environments. Silicone-modified polyurea materials can overcome the shortcomings of the poor weather resistance of polyurea materials. Block copolymers containing polyurea segments have higher solubility parameters and can produce greater phase separation with poly(siloxane) segments. Therefore, the study of polyurea-poly(siloxane) block copolymer has certain theoretical and practical significance.
Pang et al. prepared poly(siloxane)-polyether (PPO-PDMS-PPO) block copolymer by Aza-Michael addition reaction [
18] using acryloyl methyl-terminated PDMS and amino-terminated PPO as raw materials. A novel polyurea-poly(siloxane)-polyether polymer was prepared by pre polymerization using the synthesized PPO-PDMS-PPO copolymer as the soft segment and 4,4-diisocyanate dicyclohexylmethane (HMDI) and 2-methyl-1,5-pentanediamine (DY) as raw materials.
The results of dynamic mechanical analysis showed that the temperature of the rubber platform region of the polymer was between −50 °C and 80 °C, independent of the content of the hard segment and the molecular weight of PDMS. The viscoelasticity of the obtained soft and hard segment polymers was related to the molecular weight of PDMS in the PPO-PDMS-PPO segment. Compared with the traditional poly(siloxane)-polyurea elastomer, this new polyurea-poly(siloxane)-polyether product has better mechanical strength. The results show that the mild microphase separation between the soft segment aggregation phase and the hard segment aggregation phase can improve the mechanical properties of the polymer.
Aneja et al. [
19] used polyurethane and polyurea as hard segments and polydimethylsiloxane as soft segments. The effects of soft segment length, hard segment type and content, molecular weight and symmetry of chain extenders on the morphology of the corresponded copolymers were investigated. Studies have shown that less content of polydimethylsiloxane soft segment in the copolymer produces more obvious microphase separation. In polyurethane and polyurea block copolymers with end-functionalized polydimethylsiloxane as soft segment, a greater degree of hydrogen bonding corresponds to a harder and firmer polyurea segment and a broader operating temperature range than the pure polyurethane with equivalent hard segment content.
In order to improve the tensile properties of polyurea copolymers only using polydimethylsiloxane (PDMS) as a soft segment component, Sheth et al. [
20] incorporated poly (propylene oxide) (PPO) into polyurea copolymers in a controlled manner between PDMS and urea segments, and studied the effect of their solid structure on the properties. Because PPO has the ability of intersegmental hydrogen bonding with urea segments, it is selected as a copolymer soft segment. Dynamic mechanical analysis (DMA) demonstrated that the copolymers with PDMS as the soft segment only had a very broad and almost temperature-insensitive rubbery platform, and the incorporation of PPO segments resulted in a narrower and temperature-sensitive rubbery platform. Compared with PDMS-based polyurea-poly(siloxane) with an average molecular weight of 7000 g·mol
−1, the tensile strength and elongation at break of the soft segment containing PPO with an average molecular weight of 2000 g·mol
−1 were significantly improved.
Sirrine et al. [
21] introduced in detail the method of synthesizing PDMS-polyurea block polymer by using urea and a disiloxane diamine chain extender in the molten phase. This process does not use isocyanate, is solvent-free and catalyst-free. The PDMS-polyurea obtained by melt polymerization can maintain optical transparency and good mechanical ductility. Differential scanning calorimetry (DSC) and DMA showed that the polymer had microphase separation. The results of tensile and hysteresis measurements confirmed that the properties of these PDMS-poly(urea) without isocyanate were similar to those of PDMS-poly(urea) with isocyanate. Therefore, this method of preparing high-performance elastomers without isocyanate has good commercial prospects.
In addition to silicone-modified elastomers with polyurethane and polyurea as hard segments, polyimide can also be added to poly(siloxane) block elastomers as hard segments to improve their physical and chemical properties. The modified poly(ethers) used in silicone block elastomers include poly(alkyl) ethers as soft segments and poly(aryl) ethers as hard segments. The block copolymer formed by poly(siloxane) and polyether is a mixed soft segment, and forms a block copolymer with other hard segment chains. Poly(aryl) ether contains a benzene ring, is not easy to rotate due to steric hindrance and serves as a hard segment to react with poly(siloxane) to generate silicone-poly(aryl) ether elastomer.
Andre [
15] first synthesized a polyimide hard segment with aromatic dianhydride and aromatic diamine as the raw materials and allylamine as the capping agent, then synthesized polyimide-poly(siloxane) (PI-PHSX) block copolymer with poly(octyl dimethyl siloxane) (PHSX) as a soft segment and toluene as a solvent under the action of a Custer catalyst. Compared with oligomeric siloxanes based on -Si (CH
3)
2-O- units, PHSX has better thermal stability and better chemical resistance when used as a soft segment. Different PI-PHSX block copolymers with thermoplastic property can be obtained by only changing the hybrid siloxane segment, while keeping the allyl polyimide segment unchanged. The soft segment length has an effect on the thermal resistance, thermal degradation activation energy, mechanical properties and surface properties of PI-PHSX block copolymers with different PI contents. According to the activation energy calculation results of thermal degradation, the thermal stability of PI-PHSX block copolymer is improved when PHSX is used instead of traditional poly(siloxane) soft segment. In addition, PI-PHSX copolymers exhibit good thermomechanical properties and low surface tension.
2.2.2. Epoxidation-Modified Elastomer
Most general rubbers such as natural rubber, styrene-butadiene rubber and isoprene rubber are diene rubber. In order to improve their performance and further expand their application, the double bonds in the diene rubber macromolecules can be chemically modified. Epoxidation modification is a simple and effective method [
22]. Styrene thermoplastic elastomers, which contain diene units, can also be modified by epoxidation. In addition, there have been reports on the epoxidation of vinyl double bonds as the production capacity of silicone rubber containing double bonds has increased in recent years.
Epoxidation modification is the reaction of strong oxides, peroxides and unsaturated carbon-carbon double bonds in rubber, thereby introducing epoxy groups into the rubber molecular chain. The diene rubber or elastomer modified by epoxidation not only retains the structure and properties of the original material, but also enhances the intermolecular force due to the introduction of polar groups in the molecular chain, thereby increasing many new excellent properties, including oil resistance, good adhesion to other polymers and good compatibility with other materials. In addition, the epoxy group introduced in the rubber macromolecular chain can react with polyamines, carboxylic acids, anhydrides and other compounds to form a body structure, which provides a new green environmental protection method for the crosslinking of elastomers.
2.3. Nanocomposite Elastomer Materials
2.3.1. Viscoelastic Polymer Materials
Polymer melts are both viscous and elastic. In polymer processing, viscosity response has been widely used as an index to evaluate the processing performance of polymers. However, only the viscosity of the polymer does not fully reflect the processing characteristics of the polymer. In fact, the viscoelasticity of the polymer really determines the processing characteristics of the polymer.
Study on the Theory of Extrusion Swell
Extrusion swelling is an important topic in non-Newtonian mechanics and polymer rheology. It has been shown that the melt cross-section size is larger than the die size when the polymer melt is extruded from the die. As early as 1893, Barus began to observe and study the phenomenon of extrusion swelling. In the initial period, macroscopic momentum conservation and energy conservation laws were mainly used to carry on the research. Metzner et al. [
31] proposed a relationship between extrusion swelling and normal stress differences by using the law of conservation of macroscopic momentum.
P11 − P22 are the normal stress differences at the die exit, D0 is the die diameter, De is the diameter of the extrudate at the downstream, V is the downstream average velocity, n is the power flow index, and is the melt density.
This relation is effective at high Reynolds number and relatively small elastic deformation, and is only applicable to polymer solutions. Mori and Han [
32] modified the theory proposed by Metzner et al. and derived new correlations for polymer melts.
As early as 1948, Spencer and Dillon [
33] believed that the extrusion swell of the die head was the elastic recovery of extrusion melt under stress in the flow channel. A. S. Lodge [
34] proved in 1964 that when a micro-element of a rubber-like fluid suddenly transits from a shear stress state to a free relaxation state, there is an instantaneous elastic recovery, manifested as an expansion in the shear direction, followed by a smaller and slower recovery. Therefore, elastic recovery or elastic relaxation has become an important theoretical basis for explaining extrusion swelling.
Based on Lodge’s theory, Bagley et al. [
35] proposed different expressions of extrusion swelling. Tanner [
36] considered an infinite pipe flow. At a certain moment, the pipe wall was suddenly removed, and the fluid was instantaneously adjusted to a uniform flow with zero stress.
Constant 0.1 is an empirical data; S
R is a recoverable shear strain.
is the shear rate. This result has nothing to do with the size of the flow channel, it only reflects the relationship between the extrusion swelling and the melt elasticity, and is applicable to the measurement of elasticity. In addition, only the history of shear flow is considered, which greatly simplifies the analysis of the process.
In the past decade, there has been a new research trend of introducing functional groups into the end or side groups of linear rubber macromolecules, and assembling macromolecules into supramolecular elastomers with a network structure through non-covalent bonds between functional groups, such as hydrogen bonding, coordination bonds, ionic bonds, etc. Such supramolecular elastomers exhibit properties similar to those of thermoplastic elastomers: a loss of crosslinking due to the dissociation of non-covalent bonds at high temperatures, plastic flow of rubber macromolecules, easy processing and reusability and multiple processing. Among them, research on the preparation of supramolecular elastomers using hydrogen bonding has attracted the most attention. In recent years, there has also been a new direction of introducing multiple hydrogen bonds between small molecules to prepare hydrogen-bonded supramolecular elastomers through self-assembly between hydrogen bonds, and has gradually developed into a new research field.
2.3.2. Supramolecular Elastomer Based on Hydrogen Bond Self-Assembly between Macromolecules
According to the concept of supramolecular proposed by Lehn, the 1987 Nobel laureate in chemistry [
37], supramolecules are defined as organized entities with higher complexity formed by the association of two or more chemical species through intermolecular non-covalent bond forces. On this basis, Stadler and his collaborators [
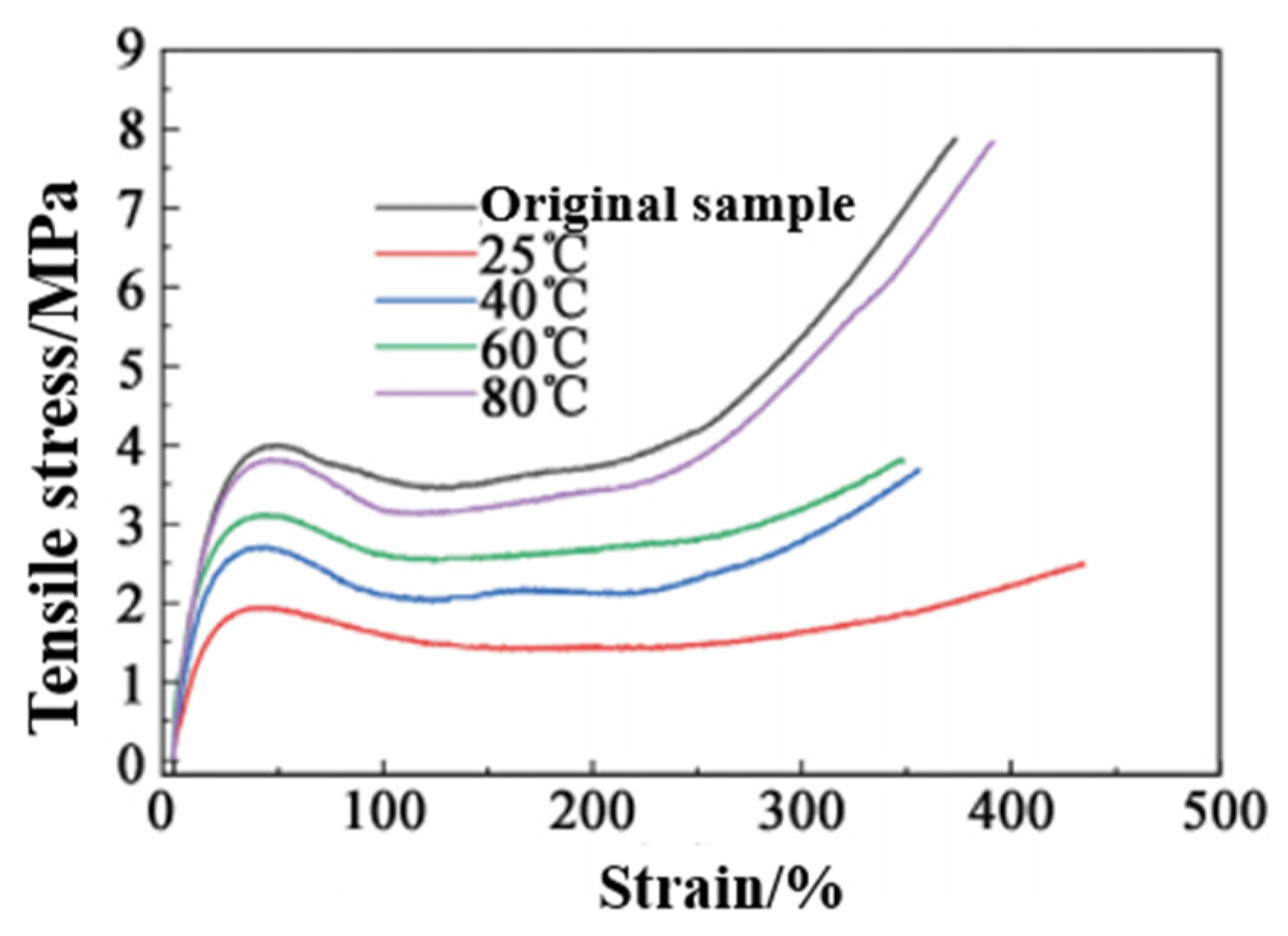
38] proposed the use of direct hydrogen bonding between macromolecular chains to prepare thermoplastic elastomers: based on polybutadiene, a series of polybutadiene thermoplastic supramolecules were synthesized by changing the hydrogen bond acceptor/donor pair at the end of the macromolecular chain (acceptor: A, donor: D, the two form an A/D pair, referred to as hydrogen bond synthon); for example, 4-phenyl-1,2,4-triazoline-3,5-dione (PTD). The presence of hydrogen bonds was confirmed by FT-IR. As the temperature increased from 40 °C to 80 °C, the characteristic absorption peak of the carbonyl group gradually shifted from 1701 cm
−1 to 1723 cm
−1, indicating that the hydrogen bond strength was gradually weakened.
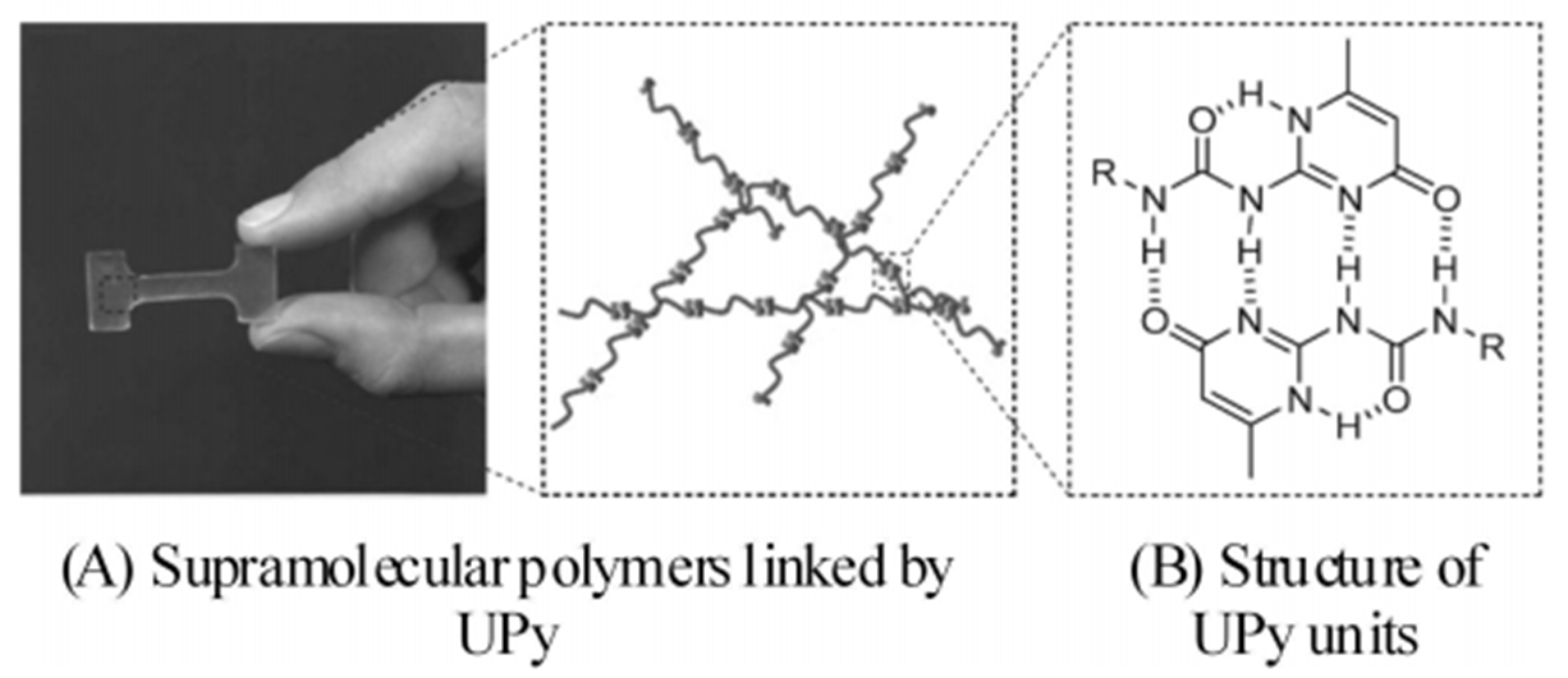
In 1997, Meijer et al. [
39] developed an important class of AADD assembly units with quadruple hydrogen bond interactions: 2-ureido-4[1H]-pyrimidinone derivatives (UPy), and grafted them with UPy units at the end of ethylene-butene copolymer (PEB) macromolecular chains to prepare PEB-UPy supramolecular polymers [
40] (as shown in
Figure 3). Compared with ungrafted PEB, PEB-UPy has higher mechanical strength and exhibits typical thermoplastic properties at room temperature.
Compared with grafting hydrogen bond synthons at the end of macromolecular chains [
38], grafting hydrogen bond synthons on the side groups of macromolecular chains can increase the average concentration of hydrogen bond synthons on each macromolecular chain, and thus, it is more important [
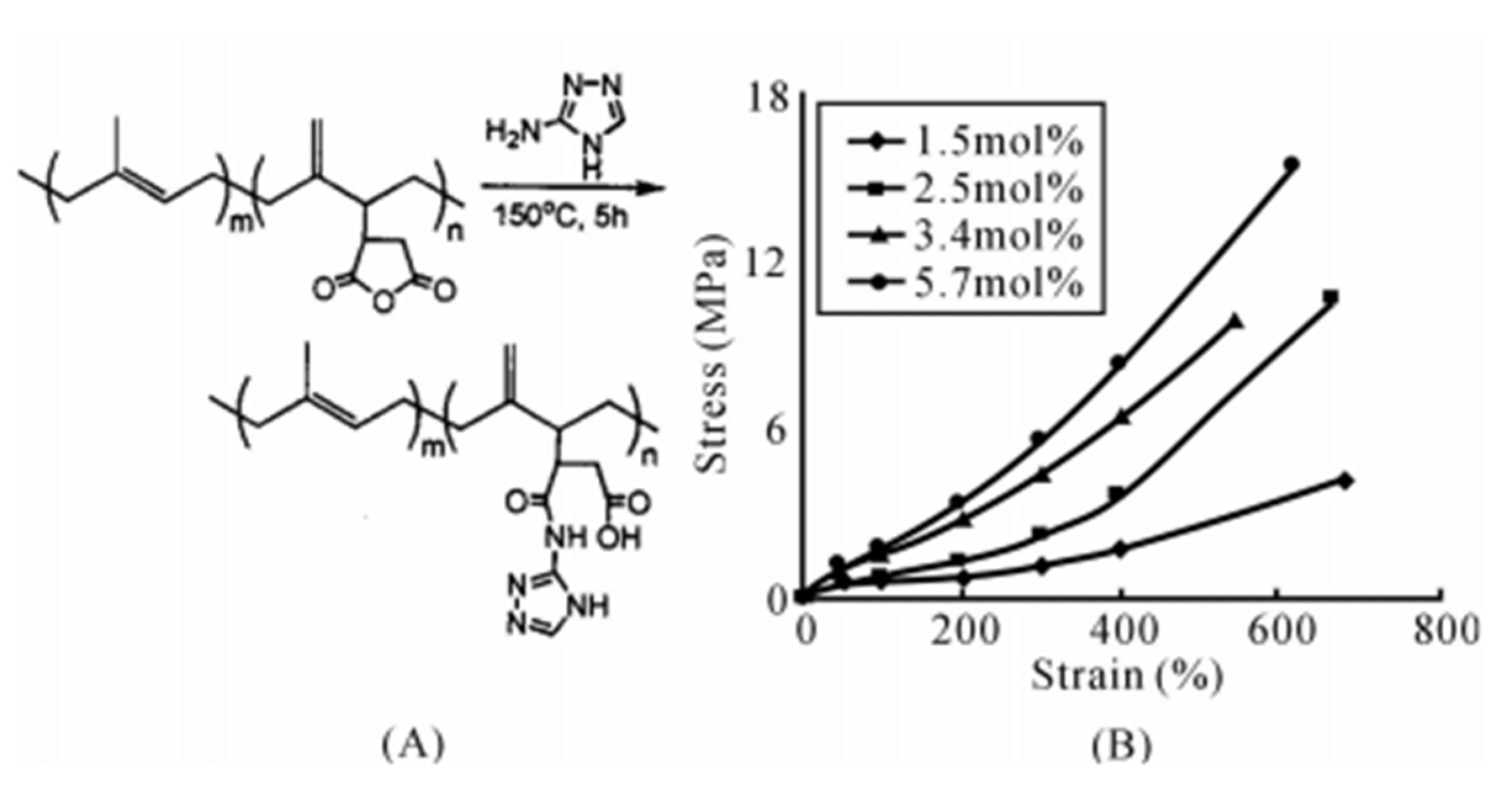
40]. Chino grafted 3-amino-1,2,4-triazole (ATA) onto the macromolecular chains of polyisoprene (IR), butyl rubber (IIR) and ethylene propylene rubber (EPM) via maleic anhydride to prepare hydrogen bond crosslinked IR-
g-ATA, IIR-
g-ATA or EPM-
g-ATA with different grafting rates. It was found that the tensile strength significantly increased with the increase in ATA grafting rate, as shown in
Figure 4 [
42]. Similarly, Chang et al. grafted ATA onto the side groups of EPM and polyethylene (PE) by maleic anhydride, and prepared EPM-ATA/PE-
g-ATA blends that could be repeatedly processed; the processing properties remained basically unchanged.
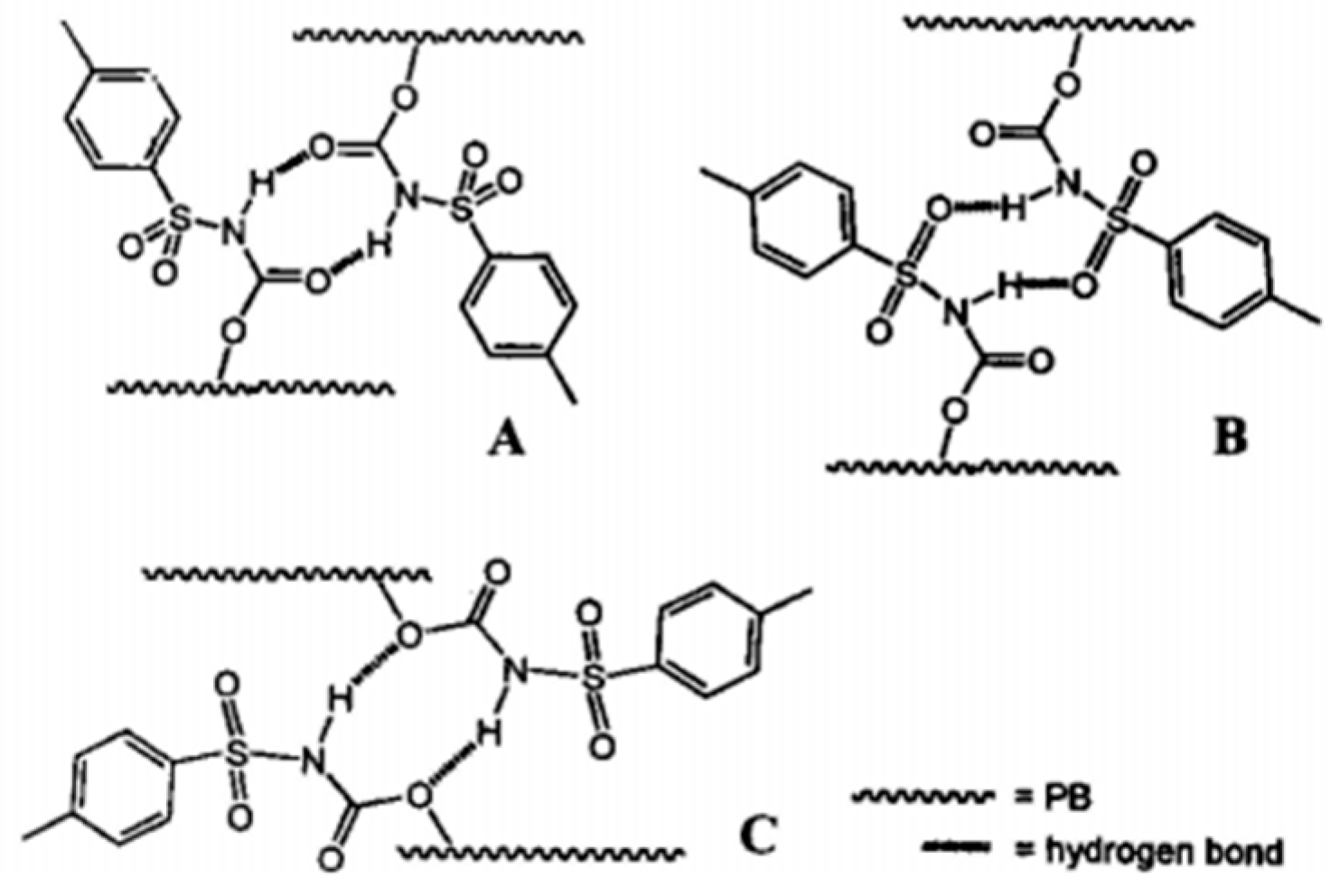
Peng [
43] prepared polybutadiene (PB) side-linked sulfonyl isocyanate (SU) (PB-SU) by a three-step reaction, as shown in
Figure 5. When the grafting rate of SU (relative to the double bond content of PB main chain) is more than 1%, PB-SU exhibits hydrogen bond crosslinking characteristics, but the maximum grafting rate is only 4%. Cheng et al. [
44] introduced 3-amino-5-acetamide-1,2,4-triazole (AATA) and 4-aminouracil (AU) to partially replace the bromine atoms of brominated isobutylene-p-methyl styrene copolymer elastomer (BIMS) and brominated butyl rubber (BIIR) in the presence of a phase transfer catalyst, respectively. AATA and AU were introduced into the polymer chain, and polyisobutylene networks (BIMS-AATA and BIMS-AU) and thermo-reversible crosslinked butyl rubber (IIR-AU) were formed by the self-assembly of intermolecular hydrogen bonds. However, the maximum mass fraction of hydrogen bond groups in the two products is low due to the limitation of macromolecular chain curl and low two-phase reaction efficiency.
2.3.3. Graphene/Elastomer Nanocomposites
Uncrosslinked rubber, like liquid, cannot withstand external loads. Crosslinking results in the formation of a permanent polymer network, which gives the rubber a solid-like elastic property. Traditional elastomer processing requires the use of specific chemical reagents to crosslink the elastomer and use filler particles to enhance it.
Elastomer nanocomposites are mainly composed of three main parts: a rubber matrix, a filler network constructed by nanoparticles as a reinforcing agent, a chemical network composed of crosslinking agents such as sulfur or peroxide, and auxiliary systems such as an antioxidant, a plasticizer and a softener. In these components, the filler network composed of nanoparticles has the greatest impact on the overall performance of rubber composites. The main factors affecting the filler network include the physical and chemical properties of the filler particles themselves, the filler content, their dispersion in the rubber matrix, and their interaction with the rubber molecular chain. Traditional nanofillers such as carbon black, silica white still play a dominant role in the global rubber industry. However, with the improvement of rubber products performance requirements, a series of new fillers such as short fibers, carbon nanotubes and nano clays have also emerged in recent decades. These fillers have certain characteristics in terms of structure (such as tubular, rod, flake, etc.), and have a significant effect on some rubber properties (such as 100% elongation, tear resistance, electrical conductivity, etc.). Further combinations with carbon black or silica have been adopted to enhance rubber and improve the performance of rubber products.
Nanoparticles can enhance the properties of elastomers through their own surface properties after polymerization modification with elastomers. Donnet [
45] studied the effect of the filler surface and proved the existence of active sites in the case of carbon black. The surface energy is proportional to the specific surface area of the filler, which also indicates the importance of the interaction between the surface and the elastomer chain. The surface defects of the dispersed phase with small particle size are relatively few, and there are many unpaired atoms. The ratio of the number of surface atoms to the total number of atoms of nanoparticles sharply increases with the decrease in particles. The crystal field environment and binding energy of surface atoms are different from those of internal atoms, which have great chemical activity. The particle of the crystal field and the increase in the active surface atoms greatly increase the surface energy, so it can be closely combined with the polymer substrate, and the compatibility is better. When subjected to external force, the ion is not easy to separate from the substrate, and can better transfer the external stress. At the same time, under the interaction of the stress field, more micro cracks and plastic deformation will be generated inside the material, which can cause the substrate to yield and consume a lot of impact energy, so as to achieve the purpose of strengthening and toughening at the same time. Nano-alumina is widely used in thermal conductive plastics, thermal conductive rubber, thermal conductive building age, thermal conductive coatings and other fields because of its good insulation and thermal conductivity. Graphene (GE) is a two-dimensional sheet structure. The basic structural unit is a sp
2 hybrid hexagon composed of C atoms, and the thickness is a single atomic layer or multiple atomic layers. The theoretical specific surface area of GE is 2630 m
2/g, the Young’s modulus is 1100 GPa, the thermal conductivity is 5300 W/(m·k) and the electron mobility is 15,000 cm
2/(v·s) [
46]. Due to its unique structural characteristics, it has quickly become a hot spot in many research fields such as energy, electronics and materials. In the field of elastomers, many researchers have used GE to prepare high-performance GE/elastomer nanocomposites. GE has unique advantages in elastomer enhancement, dynamic and static performance, as well as electrical and thermal conductivity. Xing et al. [
47] reported a method for simultaneously crosslinking and reinforcing styrene-butadiene rubber (SBR) with graphene oxide (GO). We found that graphene oxide is not only an effective reinforcing filler, but can also produce free radicals when heated, so that SBR has covalent crosslinking. In addition, the interaction between the graphene oxide surface and the SBR polymer forms an interface layer, in which the crosslinking density increases to the graphene oxide surface, so the interface layer exhibits a much slower relaxation dynamic than the bulk rubber. The unique role of graphene oxide gives graphene oxide/SBR nanocomposites better mechanical properties than SBR crosslinked with traditional sulfur or dimethyl peroxide.
2.6. Expansive Elastomer Materials
Expandable elastomer is a new type of advanced polymer that expands when interacting with liquids such as water, oil or acid. Expansion causes changes in geometry, density, hardness and other properties [
58,
59,
60]. Water-expanded elastomers absorb saline solution and expand through a permeation mechanism, while oil-expanded elastomers absorb hydrocarbon and expand through a diffusion process [
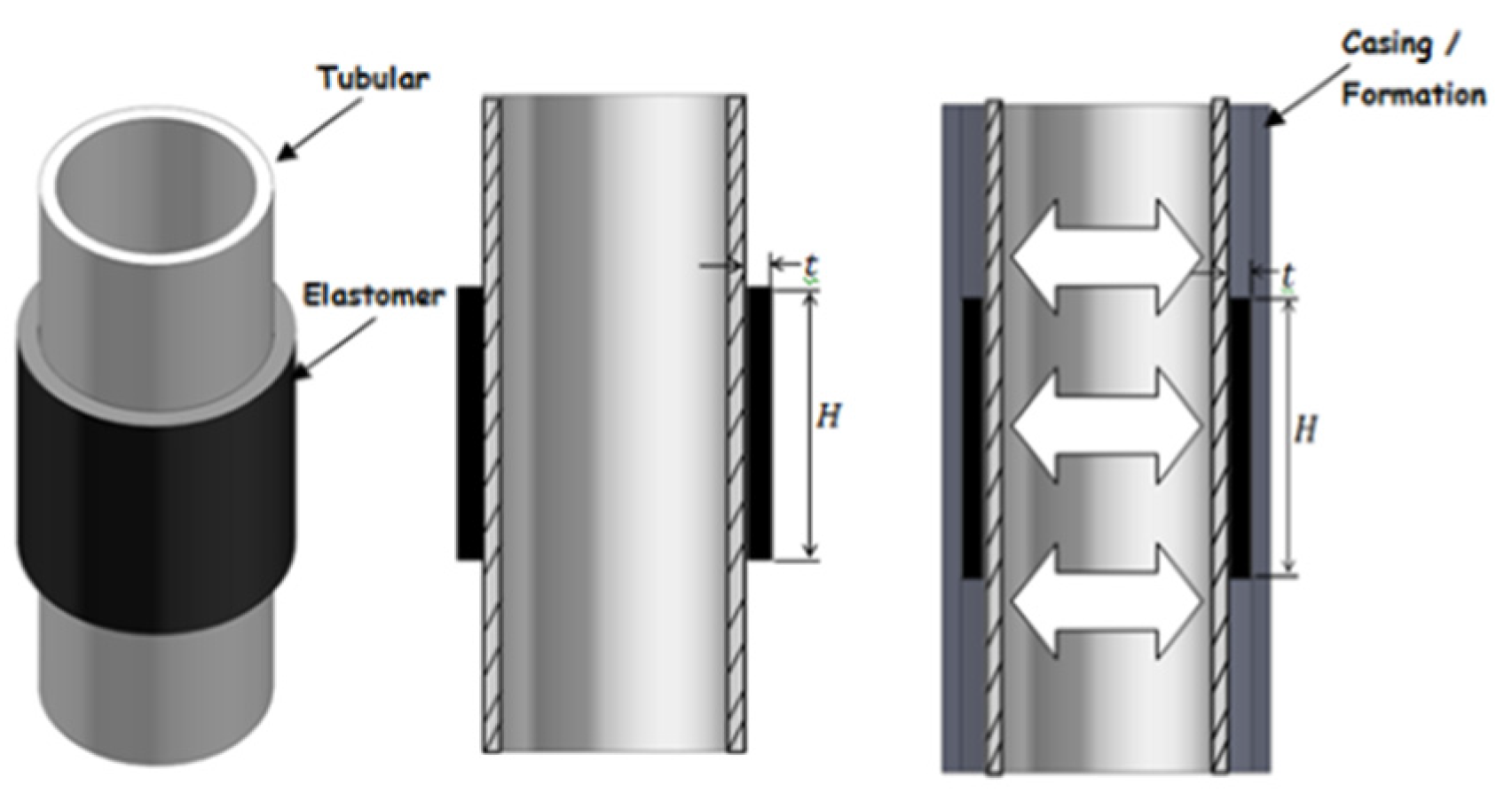
61]. The swelling ratio depends on the temperature, pressure, elastomer type and fluid composition. Expandable elastomers have become common materials for some petroleum applications, such as interlayer isolation. A typical expandable packer structure is shown in
Figure 16. By employing different expansion elastomers, the profitability of old wells can be maintained, abandoned wells can restart production and new reservoirs that are difficult to exploit can be economically produced.
The automatic operation mechanism of the expansion packer makes installation and execution easier, minimizing significant drilling time and associated costs. Some case studies on the deployment and implementation of expandable elastomers in more important oil and gas applications will be discussed in the following sections.
(1) Regional isolation
Interzone isolation refers to the technology used to prevent the mixing of excess fluid and production fluid in improper areas. In general, interzone sealing in the wellbore is achieved by cementing the production string and appropriately using casing plugs and packers.
Figure 17 shows the free expansion of the elastomer during effective interzone isolation. The Asab oilfield in Abu Dhabi is a mature carbonate reservoir. It was drilled in 1985 and sidetracked in 1999. By 2005, water content increased from 14% to 25%, significantly reducing oil production [
62]. Due to the placement failure of the cement plug at the toe, water flows out of the crack. The expandable packer is used to isolate unwanted layers, and the water content is greatly reduced from 25% to 0.3%. In the South Furious oil field in Malaysia, the deployment of the expandable elastomer reduced the water content and began production the next day, even before the elastomer completely expanded [
63]. Enhanced oil recovery (EOR) technology is used to obtain higher recovery from old reservoirs that the production ability of which gradually reduced or new reservoirs difficult to access. The required oil, gas and water isolation can be successfully achieved through expansion elastomers and one-time cementing. The Oman Petroleum Development Department implemented the first EOR plan in the Harweel Cluster block in southern Oman, using miscible gas injection. In order to improve oil and gas recovery, it is necessary to properly isolate the production zones. In many applications, cementing failures have led to the use of expandable elastomers and very good results have been achieved. Other important applications of expandable elastomers for interzone isolation include production water management, sand control, reservoir division, production separation, inflow profile control and condensate oil migration control.
(2) Well completion
In petroleum applications, all operations performed before the well is ready for production are referred to as well completion. Drilling, installing/cementing the casing, continually drilling until the desired depth is reached, then well completion is accomplished by perforating/boosting the casing, cement and formation. The purpose of cementing is to provide effective hydraulic seals between the casing and the formation to prevent annular flow and isolate individual intervals. By installing unique automatic or manual intervention completion and monitoring tools, expandable elastomers can provide effective interlayer isolation that conventional perforation and cementing techniques cannot achieve, thereby reducing development costs and optimizing production, which is one example of an intelligent well. In Qatar’s Al-Khalij offshore oil field, corroded and damaged strings were repaired using the smart well method [
64]. Before starting the re-completion, the alternative packer technology was studied. Reliable hydraulic sealing mechanisms can provide technically and economically feasible workover for such mature reservoirs. The expandable elastomer packer is used to prolong the life of the well and improve the recovery efficiency. Expandable elastomers can also be used as completion tools for open holes, cased holes, horizontal wells and solid expandable tubular (SET) technology [
65].
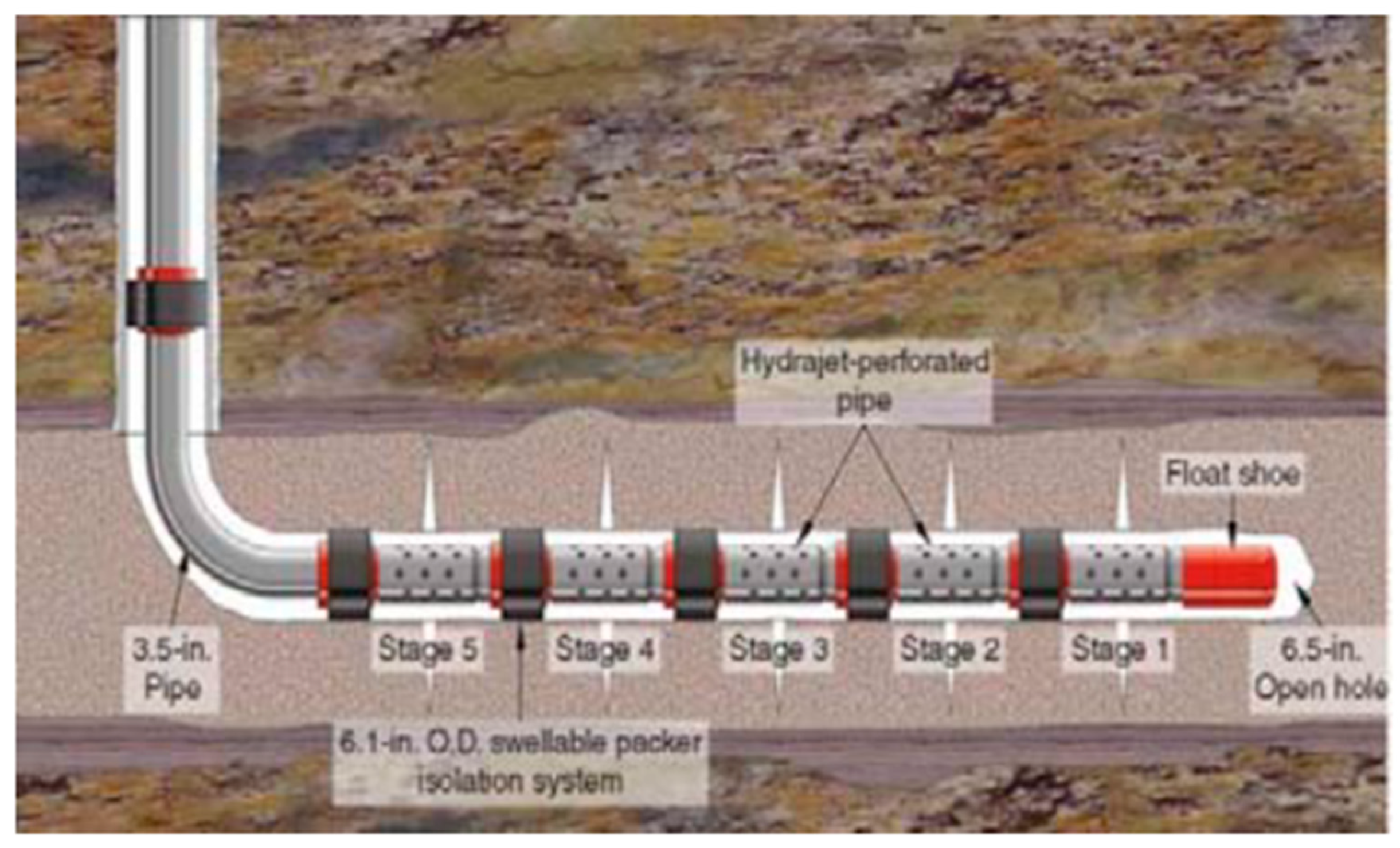
(3) Production stimulation
In the production layer of the well, it is sometimes necessary to expand the original channel or open up new channels through acidification, formation fracturing and other technologies. Such processes are called stimulation. Fracturing is a method of production stimulation. By opening new flow channels in the rock structure around the production well, can it increase the surface area of the formation fluid flowing into the well, and extend to any possible fractures near the wellbore. The application of expansion elastomer packers in production operations is shown in
Figure 18. The main challenges are downhole environmental conditions, such as temperature and pressure, pipeline shrinkage and thermal effects originating from sealing shrinkage (which may cause temperature drops due to contact with the stimulation fluid). An American operation company used an expandable liner hanger, an expandable elastomer packer and a ball sliding sleeve to increase production in the open hole completion of horizontal wells, and achieved a total of 169 production increases. Expandable elastomer technology has also achieved success in the fields of hydraulic fracturing, matrix acidification and multi-stage fracturing.
(4) Underbalanced drilling
During the underbalanced drilling (UBD) of oil and gas wells, wellbore pressure is deliberately maintained below the formation fluid pressure, as shown in
Figure 19. It allows the formation fluid to rise to the ground during drilling to prevent formation damage. UBD technology is used to determine the possible leakage area so that the expansion packer can be correctly placed [
66]. The combination of UBD and expandable elastomer can provide an effective interlayer isolation mechanism. It can help maximize oil well performance and ultimately improve oil and gas recovery. Richard et al. explained the reason for using underbalanced drilling technology in the Nimr reservoir in Oman [
67]. UBD inversion data show that free fractures and rip currents play a crucial role in water movement. Expandable elastomers are used for water plugging identified by UBD.
(5) Evaluation of an expansion packer
An expandable packer is a new technology to replace conventional technology in various petroleum applications. Accordingly, there should be some ways to evaluate the performance of these new applications. Cable ultrasonic measurement is used to evaluate the interlayer isolation achieved by expandable packers. Herold et al. discussed the evaluation of the interlayer isolation of expansion elastomer tools using conventional and latest ultrasonic tools. Ultrasonic imaging tools and ultrasonic scanners were used to measure acoustic impedance (AI), third interface echo (TIE), radius and bending attenuation. In the case of expandable elastomers, TIE offers more promising results in guaranteeing hydraulic sealing and interlayer isolation. Titanium content is generally measured from the cement stratum boundary. TIE can also be divided into swelling and inert elastomers [
68]. Expansive elastomer is a developing technology with great potential. However, many challenges remain to be overcome. Applications in high pressure and high temperature (HPHT) extreme well environments are still questionable. Reservoirs with higher acidity and stronger chemical reactivity are also unexplored areas. The development of novel expansion elastomer materials, design improvements and innovative applications are urgently needed for enveloping high temperatures and high pressures, as well as erosive reservoirs.
2.6.1. Water-Absorbing Expandable Elastomer Material
Water swellable polyurethane elastomer (WSPUE) is a new type of sealing polymer material with both elastic sealing and water swelling. It maintains the high elasticity like rubber and has the performance of rapid water absorption. It is mainly used as a civil construction waterproof material, filler, sealing material, ground building and underground pipeline waterproof material [
69].
Water swellable polyurethane elastomer is prepared by using hydrophilic polyether polyol as soft segments and a diisocyanato chain extender as hard segments. The reason why the material can swell in water is mainly because the polyether molecular chain has hydrophilic units that absorb water. After absorbing water, the polyether chain segments change from a highly entangled state to a chain stretching state. The soft segment and the hard segment are connected by chemical bonds, and the molecular structure is relatively stable. After soaking in water, it will not precipitate from the matrix. After long-term or repeated soaking, its expansion rate and mass loss remain basically constant. After drying, the overall structure of the material does not change much and can be reused well. Therefore, the material has been rapidly developed as a waterproof material, and has broad application prospects.
Underlying Mechanism
Usually, the elastomer matrix is mainly composed of a hydrocarbon chain of high degree polymerization, and is hydrophobic. However, after the introduction of hydrophilic groups or components in the matrix, water molecules will enter the matrix once in contact with water molecules, and form a strong affinity with the hydrophilic groups in the elastomer. The hydrophilic material in the matrix is dissolved or swelled. Osmotic pressure difference is formed, promoting the penetration of water into the interior of the elastomer network. The hydrophilic substances substantially absorb water and cause the deformation of the matrix. When the deformation resistance of the elastomer and osmotic pressure difference achieve equilibrium, the maximum expansion rate of the hydrostatic is achieved, and the water swelling effect remains relatively stable. Studies have suggested that there are two forms of water absorption process; one is through capillary adsorption and diffusion; the other is through hydrogen bonds to form bound water.
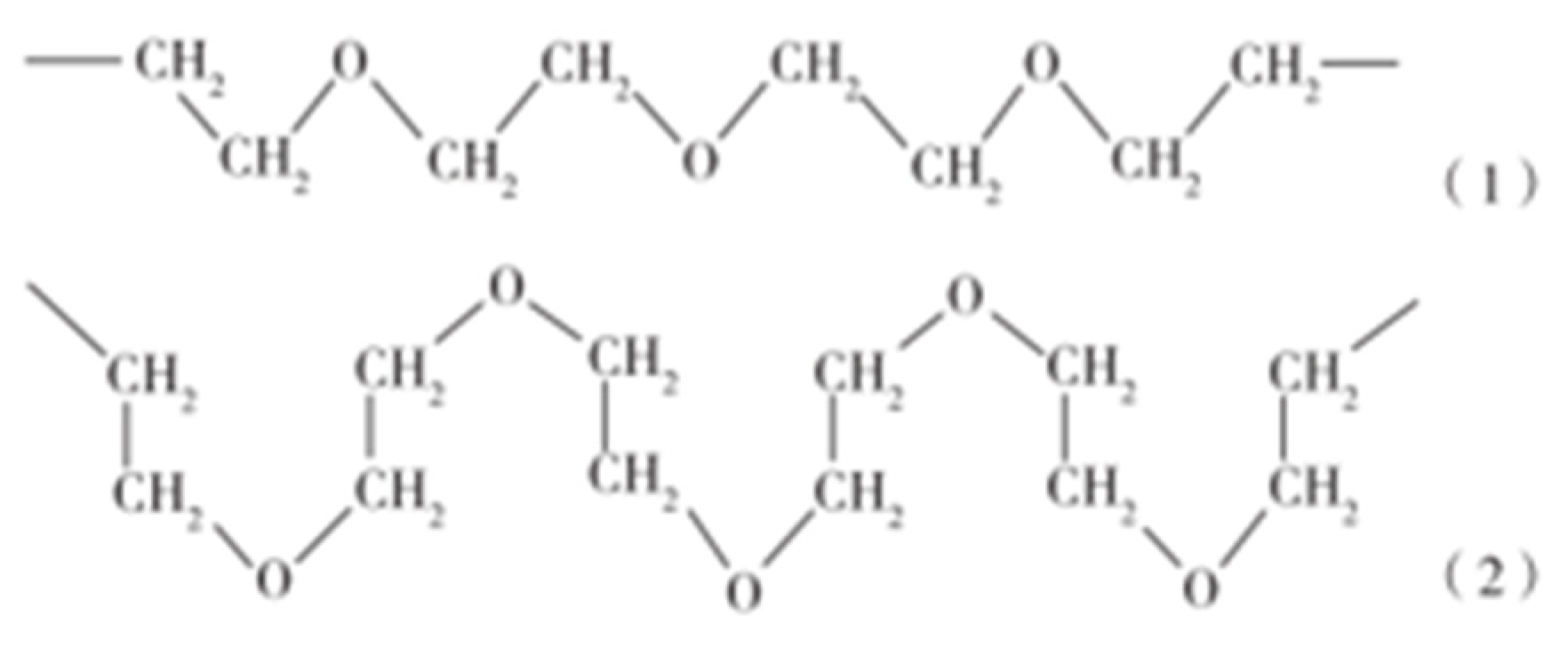
WSPUE polyether polyol has a long chain segment of ethylene ether. The oxygen atom in the chain segment (-CH
2-CH
2-O-) has two pairs of lone electron pairs, which can be connected with the hydrogen atom in the water molecule to form hydrogen bond association. Due to the formation of the hydrogen bond, the molecular chain of polyethylene oxide changes from zigzag to tortuosity. The oxygen atom in the hydrophilic ether bond is located on the outer side of the chain, and the hydrophobic 1, 2-ethylene is located on the inner side of the chain. Therefore, the polymer becomes easy to combine with water and cause volume expansion of the material. The polymer with this molecular chain segment is zigzag in an anhydrous state, and becomes tortuous after absorbing water. The structure is shown in
Figure 20 [
70].
2.6.2. Oil-Absorbing Expandable Elastomer Material
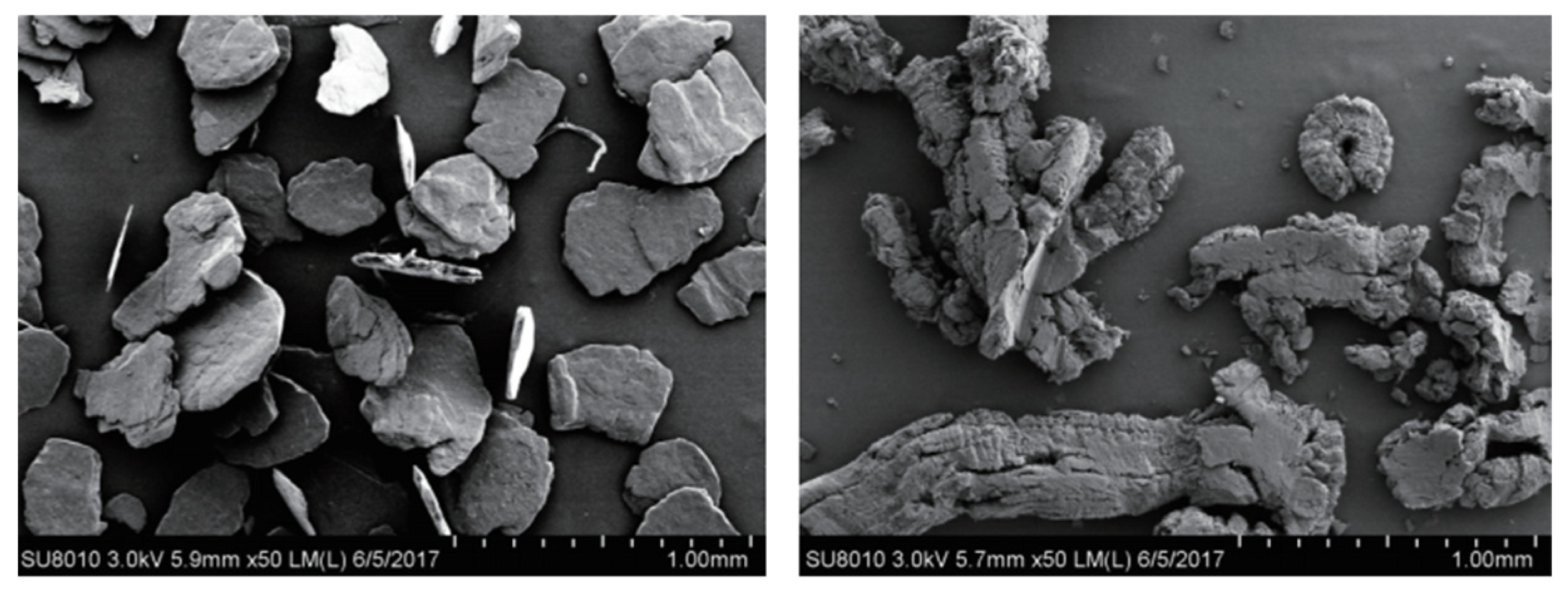
Expanded Graphite Material
Expanded graphite is a worm-like carbon material with a porous and high-specific surface (as shown in
Figure 21) formed by the deep processing of flake graphite. It is recognized as one of the most valuable and promising products in carbon materials. Expanded graphite maintains the microscopic molecular structure of graphite materials, and has many excellent properties such as high and low temperature resistance, corrosion resistance and is self-lubricating. Due to its light weight, abundant pores and soft texture, expanded graphite has unique properties such as adsorption, compression resilience and sealing. Today, expanded graphite has been widely used in environmental protection, electrical power, chemical catalysis, machinery, the military and other fields [
71].
The strong adsorption capacity of expandable graphite has been unanimously recognized all over the world. It shows good application prospects in environmental protection fields such as the emergency treatment of marine oil spill accidents. However, there are still some deficiencies in the field application of expandable graphite. The low hardness and tensile strength and brittle properties make it prone to deformation and crushing. At present, the energy consumption of the preparation process is high, and a large amount of strong acid wastewater will be produced during the preparation process. It is necessary to further explore more green and efficient preparation and regeneration methods. The adsorption mechanism of some substances is not clear, affecting large-scale application. The preparation, performance and application of research of the composite materials of expandable graphite and other materials is not enough. Most research is carried out in a laboratory, and lacks a pilot test and practical engineering application examples.
In view of some shortcomings of the abovementioned expandable graphite, in-depth research should be carried out from the following approaches. Developing new techniques to study the process of adsorbing specific substances by expanded graphite and the adsorption mechanism, and analyze the internal relationship between adsorption and desorption processes to achieve the process control of adsorbing specific substances. To improve the mechanical hardness of expanded graphite, prolonging service life, reduce the cost of expanded graphite preparation. Further exploring the migration and transformation process and migration mechanism of pollutants in the regeneration process, and seeking green and environmentally friendly regeneration methods. With in-depth study of expandable graphite and the figuring out of the above problems, expandable graphite will be widely used in trace oil adsorption materials, metal/non-metallic composite materials, sound-absorbing materials, medical materials and related fields.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}