
Energy Consumption Modeling of 3D-Printed Carbon-Fiber-Reinforced Polymer Parts

Abstract
:1. Introduction
2. Literature Review
3. Methodology
3.1. The Methodological Framework of Developing a Predictive Energy Consumption Model for 3DP-CFRP
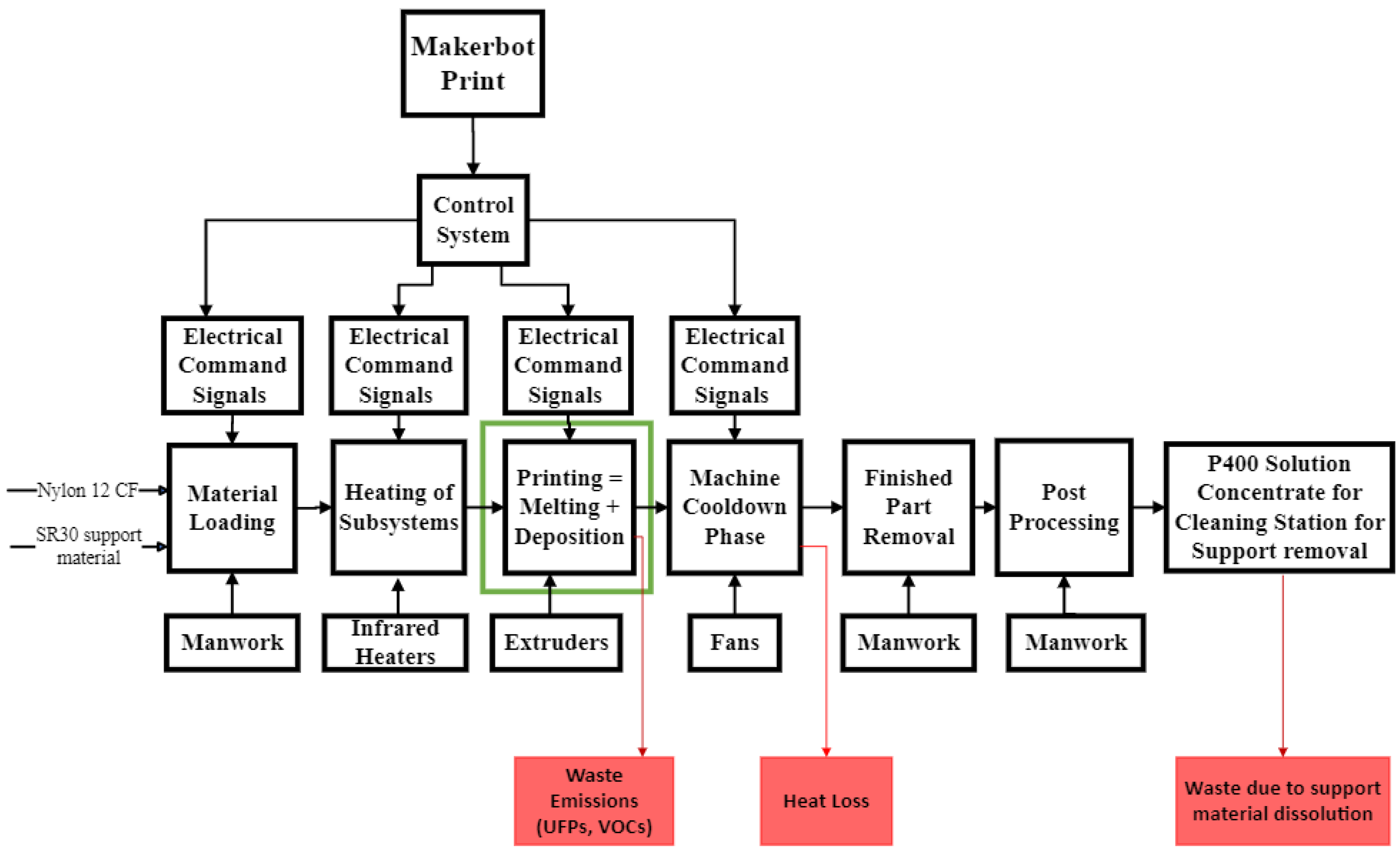
3.2. Functional Modeling of the FDM Process
3.3. Energy Consumption Modeling in the Deposition Stage
3.4. Energy Consumption Modeling in the Melting Stage
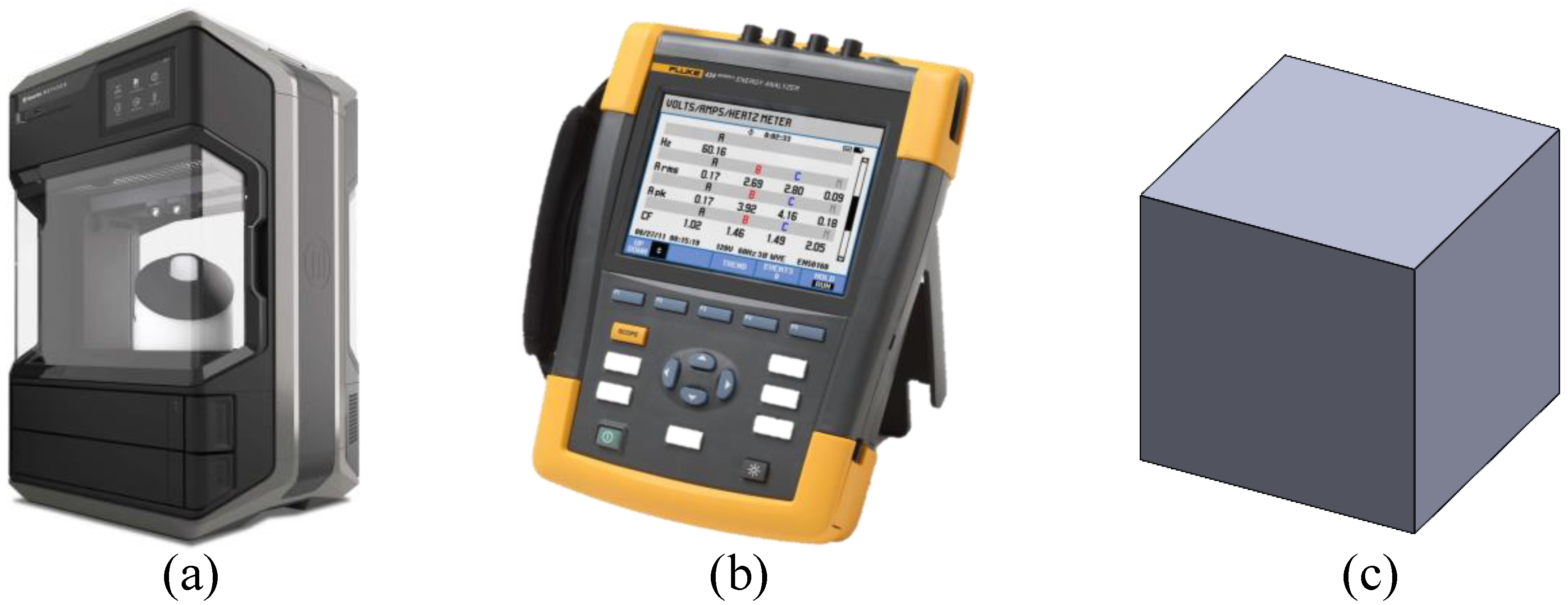
4. Experiment Setup
5. Results Analysis
6. Validation of the Joint Predictive Model
7. Conclusions and Future Work
- (1)
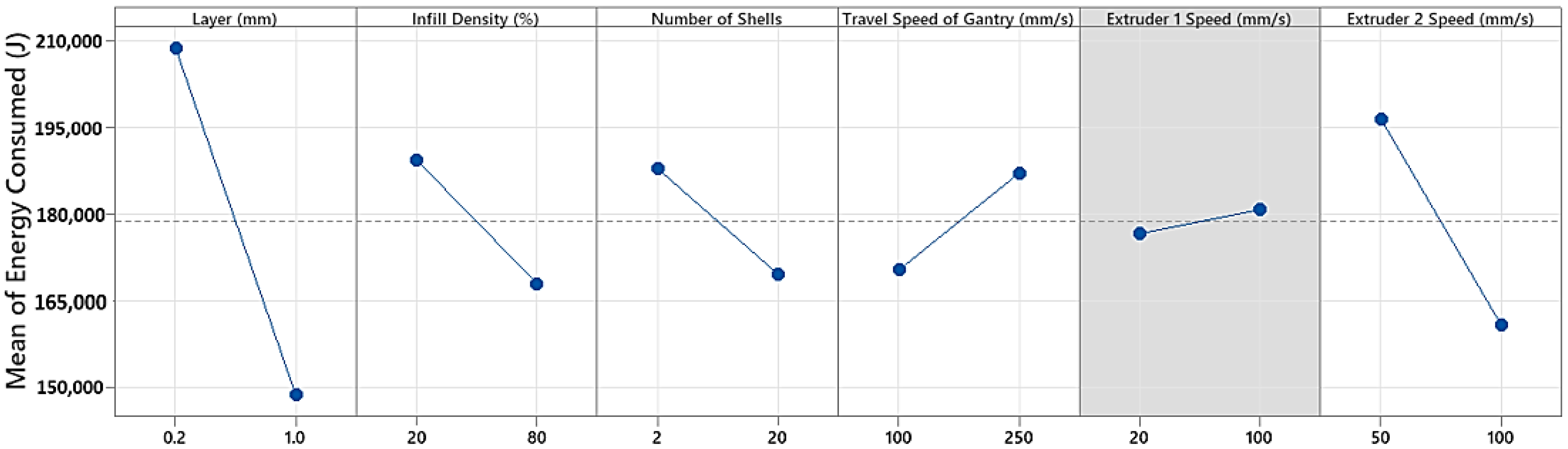
- The results indicated that layer height, infill density, and speed of extruder 2 were the most important factors affecting the energy consumption behavior, while the speed of extruder 1 had the least effect.
- (2)
- There exist significant interactions amongst respective parameter pairs, including layer height and infill density, layer height and extruder 2 speed, and infill density and extruder 2 speed. However, all other interactions are insignificant regarding energy consumption.
- (3)
- A joint predictive model was established by combining the regression model and the melting energy, which was then validated through experimental results. The accuracy of the projected energy consumption was found to be over 94%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sanei, S.H.R.; Popescu, D. 3D-Printed Carbon Fiber Reinforced Polymer Composites: A Systematic Review. J. Compos. Sci. 2020, 4, 98. [Google Scholar] [CrossRef]
- Hofstätter, T.; Pedersen, D.B.; Tosello, G.; Hansen, H.N. State-of-the-art of fiber-reinforced polymers in additive manufacturing technologies. J. Reinf. Plast. Compos. 2017, 36, 1061–1073. [Google Scholar] [CrossRef] [Green Version]
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2017, 51, 451–462. [Google Scholar] [CrossRef]
- Liu, G.; Xiong, Y.; Zhou, L. Additive manufacturing of continuous fiber reinforced polymer composites: Design opportunities and novel applications. Compos. Commun. 2021, 27, 100907. [Google Scholar] [CrossRef]
- Ballout, W.; Sallem-Idrissi, N.; Sclavons, M.; Doneux, C.; Bailly, C.; Pardoen, T.; Van Velthem, P. High performance recycled CFRP composites based on reused carbon fabrics through sustainable mild solvolysis route. Sci. Rep. 2022, 12, 5928. [Google Scholar] [CrossRef]
- Kafara, M.; Süchting, M.; Kemnitzer, J.; Westermann, H.-H.; Steinhilper, R. Comparative Life Cycle Assessment of Conventional and Additive Manufacturing in Mold Core Making for CFRP Production. Procedia Manuf. 2017, 8, 223–230. [Google Scholar] [CrossRef]
- Balogun, V.A.; Kirkwood, N.D.; Mativenga, P.T. Direct Electrical Energy Demand in Fused Deposition Modelling. Procedia CIRP 2014, 15, 38–43. [Google Scholar] [CrossRef] [Green Version]
- Simon, T.R.; Lee, W.J.; Spurgeon, B.E.; Boor, B.E.; Zhao, F. An Experimental Study on the Energy Consumption and Emission Profile of Fused Deposition Modeling Process. Procedia Manuf. 2018, 26, 920–928. [Google Scholar] [CrossRef]
- Mognol, P.; Lepicart, D.; Perry, N. Rapid prototyping: Energy and environment in the spotlight. Rapid Prototyp. J. 2006, 12, 26–34. [Google Scholar] [CrossRef] [Green Version]
- Baumers, M.; Tuck, C.; Wildman, R.; Ashcroft, I.; Hague, R. Energy inputs to additive manufacturing: Does capacity utilization matter? In 2011 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2011; University of Texas at Austin: Austin, TX, USA, 2011. [Google Scholar]
- Peng, T.; Yan, F. Dual-objective Analysis for Desktop FDM Printers: Energy Consumption and Surface Roughness. Procedia CIRP 2018, 69, 106–111. [Google Scholar] [CrossRef]
- Faludi, J.; Bayley, C.; Bhogal, S.; Iribarne, M. Comparing environmental impacts of additive manufacturing vs. traditional machining via life-cycle assessment. Rapid Prototyp. J. 2015, 21, 14–33. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, N.; Ashraf, I.; Kim, W. Compact Model for 3D Printer Energy Estimation and Practical Energy-Saving Strategy. Electronics 2021, 10, 483. [Google Scholar] [CrossRef]
- Sreenivasan, R.; Bourell, D.L. Sustainability Study in Selective Laser Sintering—An Energy Perspective. In 2009 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 3–5 August 2009; University of Texas at Austin: Austin, TX, USA, 2009. [Google Scholar]
- Le Bourhis, F.; Kerbrat, O.; Hascoet, J.Y.; Mognol, P. Sustainable manufacturing: Evaluation and modeling of environmental impacts in additive manufacturing. Int. J. Adv. Manuf. Technol. 2013, 69, 1927–1939. [Google Scholar] [CrossRef] [Green Version]
- Le Bourhis, F.; Kerbrat, O.; Dembinski, L.; Hascoet, J.Y.; Mognol, P. Predictive Model for Environmental Assessment in Additive Manufacturing Process. Procedia CIRP 2014, 15, 26–31. [Google Scholar] [CrossRef]
- Kellens, K.; Renaldi, R.; Dewulf, W.; Kruth, J.P.; Duflou, J. Environmental impact modeling of selective laser sintering processes. Rapid Prototyp. J. 2014, 20, 459–470. [Google Scholar] [CrossRef]
- Kellens, K.; Dewulf, W.; Overcash, M.; Hauschild, M.Z.; Duflou, J. Methodology for systematic analysis and improvement of manufacturing unit process life cycle inventory (UPLCI) CO2PE! initiative (cooperative effort on process emissions in manufacturing). Part 2: Case studies. Int. J. Life Cycle Assess. 2012, 17, 242–251. [Google Scholar] [CrossRef] [Green Version]
- Panda, B.; Garg, A.; Shankhwar, K. Empirical investigation of environmental characteristic of 3-D additive manufacturing process based on slice thickness and part orientation. Measurement 2016, 86, 293–300. [Google Scholar] [CrossRef]
- Xu, X.; Meteyer, S.; Perry, N.; Zhao, Y.F. Energy consumption model of Binder-jetting additive manufacturing processes. Int. J. Prod. Res. 2015, 53, 7005–7015. [Google Scholar] [CrossRef]
- Meteyer, S.; Xu, X.; Perry, N.; Zhao, Y.F. Energy and Material Flow Analysis of Binder-jetting Additive Manufacturing Processes. Procedia CIRP 2014, 15, 19–25. [Google Scholar] [CrossRef] [Green Version]
- Yang, C.J.; Wu, S.S. Sustainable Manufacturing Decisions through the Optimization of Printing Parameters in 3D Printing. Appl. Sci. 2022, 12, 10060. [Google Scholar] [CrossRef]
- Ransikarbum, K.; Pitakaso, R.; Kim, N.; Ma, J. Multicriteria decision analysis framework for part orientation analysis in additive manufacturing. J. Comput. Des. Eng. 2021, 8, 1141–1157. [Google Scholar] [CrossRef]
- Gunst, R.F.; Mason, R.L. Fractional factorial design. WIREs Comput. Stat. 2009, 1, 234–244. [Google Scholar] [CrossRef]
- Chanda, M. Interatomic and Intermolecular Forces. In Science of Engineering Materials; Palgrave: London, UK, 1979; pp. 31–70. [Google Scholar] [CrossRef]
- Peng, T. Analysis of Energy Utilization in 3D Printing Processes. Procedia CIRP 2016, 40, 62–67. [Google Scholar] [CrossRef] [Green Version]
- Makerbot. METHOD X Carbon Fiber 3D Printer|MakerBot. Available online: https://store.makerbot.com/3d-printers/methods/method-x-carbon-fiber (accessed on 2 January 2023).
- Fluke. Fluke 434/435 Power Quality and Energy Analyzers|Fluke. Available online: https://www.fluke.com/en-ca/product/electrical-testing/power-quality/434-435 (accessed on 2 January 2023).
- Minitab. Free Trial Download|Statistical & Data Analysis Software|Minitab. Available online: https://www.minitab.com/en-us/products/minitab/free-trial/ (accessed on 29 December 2022).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Description | Levels | |
|---|---|---|---|
| Level I | Level II | ||
| Layer Height (mm) | Diameter of each deposited layer | 0.02 | 0.1 |
| Infill Density (%) | The density of the matrix material inside the outermost surface of the component | 20 | 80 |
| Number of Shells | Number of the outermost layer while printing | 2 | 20 |
| Travel Speed—Gantry (mm/s) | Speed of the gantry for X and Y axis movement | 100 | 250 |
| Extruder 1 Speed (mm/s) | Speed of 1C extruder that prints matrix material | 20 | 100 |
| Extruder 2 Speed (mm/s) | Speed of 2XA extruder that deposits SR 30 support material | 50 | 100 |
| Experiments | A | B | C | D | ABC = E | BCD = F | Energy Consumption (Joules) |
|---|---|---|---|---|---|---|---|
| RUN 1 | − | − | − | − | − | − | 250,088 |
| RUN 2 | + | − | − | − | + | − | 128,250 |
| RUN 3 | − | + | − | − | + | + | 128,700 |
| RUN 4 | + | + | − | − | − | + | 117,277 |
| RUN 5 | − | − | + | − | + | + | 205,508 |
| RUN 6 | + | − | + | − | − | + | 153,150 |
| RUN 7 | − | + | + | − | − | − | 230,790 |
| RUN 8 | + | + | + | − | + | − | 148,097 |
| RUN 9 | − | − | − | + | − | + | 218,700 |
| RUN 10 | + | − | − | + | + | + | 202,215 |
| RUN 11 | − | + | − | + | + | − | 260,610 |
| RUN 12 | + | + | − | + | − | − | 197,179 |
| RUN 13 | − | − | + | + | + | − | 244,283 |
| RUN 14 | + | − | + | + | − | − | 113,400 |
| RUN 15 | − | + | + | + | − | + | 131,963 |
| RUN 16 | + | + | + | + | + | + | 128,453 |
| Source | Degree of Freedoms | F Value | p-Value |
|---|---|---|---|
| Model | 8 | 43.72 | 0.000 |
| Linear | 5 | 41.44 | 0.000 |
| Layer Height (mm) | 1 | 125.40 | 0.000 |
| Infill Density (%) | 1 | 16.02 | 0.005 |
| Number of Shells | 1 | 11.69 | 0.011 |
| Travel Speed Gantry (mm/s) | 1 | 9.80 | 0.017 |
| Extruder 2 Speed Solid (mm/s) | 1 | 44.26 | 0.000 |
| 2-Way Interactions | 4 | 47.52 | 0.000 |
| Layer Height (mm)*Infill Density (%) | 1 | 13.87 | 0.007 |
| Layer Height (mm)*Extruder 2 Speed Solid (mm/s) | 1 | 53.44 | 0.000 |
| Infill Density (%)*Extruder 2 Speed Solid (mm/s) | 1 | 75.24 | 0.000 |
| Geometry (Orientation°) | Projected Power Consumption (Joules) | Experimental Power Consumption (Joules) | Volume of the Printed Material (mm3) | Accuracy (%) |
|---|---|---|---|---|
 | 82,182.83 | 89,290.17 | 71,240.17 | 95.30 |
 | 192,806.91 | 204,155.88 | 94,415.76 | 94.44 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tiwari, A.S.; Yang, S. Energy Consumption Modeling of 3D-Printed Carbon-Fiber-Reinforced Polymer Parts. Polymers 2023, 15, 1290. https://doi.org/10.3390/polym15051290
Tiwari AS, Yang S. Energy Consumption Modeling of 3D-Printed Carbon-Fiber-Reinforced Polymer Parts. Polymers. 2023; 15(5):1290. https://doi.org/10.3390/polym15051290
Chicago/Turabian StyleTiwari, Akash Shashikant, and Sheng Yang. 2023. "Energy Consumption Modeling of 3D-Printed Carbon-Fiber-Reinforced Polymer Parts" Polymers 15, no. 5: 1290. https://doi.org/10.3390/polym15051290
APA StyleTiwari, A. S., & Yang, S. (2023). Energy Consumption Modeling of 3D-Printed Carbon-Fiber-Reinforced Polymer Parts. Polymers, 15(5), 1290. https://doi.org/10.3390/polym15051290