Abstract
One of the major applications (40% in Europe) of plastic is packaging, which is often printed to display required information and to deliver an attractive aesthetic for marketing purposes. However, printing ink can cause contamination in the mechanical recycling process. To mitigate this issue, the use of surfactants in an alkaline washing process, known as de-inking, has been employed to remove printing ink and improve the quality of recyclates. Despite the existence of this technology, there are currently no data linking the de-inking efficiency with typical printing ink compositions. Additionally, it is necessary to investigate the de-inking process under the process parameters of existing recycling plants, including temperature, NaOH concentration, and retention time. This study aims to evaluate the performance of commonly used printing inks with different compositions under various washing scenarios for plastic recycling in conjunction with different de-inking detergents containing surfactants or mixtures of surfactants. The results indicate that the pigments applied to the ink have no significant effect on the de-inking process, except for carbon black (PBk 7). Nitrocellulose (NC) binder systems exhibit high de-inkability (over 95%) under the condition of 55 °C and 1 wt.% NaOH. However, crosslinked binder systems can impede the de-inking effect, whether used as a binder system or as an overprint varnish (OPV). The de-inking process requires heating to 55 °C with 1 wt.% NaOH to achieve a substantial effect. Based on the findings in this work, breaking the Van der Waals forces, hydrogen bonds, and covalent bonds between the printing ink and plastic film is an essential step to achieve the de-inking effect. Further research is needed to understand the interaction between surfactants and printing inks, enabling the development of de-inkable printing inks and high-performance surfactants that allow for de-inking with less energy consumption. The surfactant and NaOH have a synergistic effect in cleaning the printing ink. NaOH provides a negative surface charge for the adsorption of the cationic head of the surfactant and can hydrolyze the covalent bonds at higher concentrations (>2 wt.%).
1. Introduction
According to recent statistics, the global consumption of plastic exceeded 400 Mio. Mg in 2019, while nearly the same amount was generated as plastic waste [1]. In Europe, the annual plastic consumption was reported to be 50 Mio. Mg in 2020, with 40% being used for packaging applications [2]. Low-density polyethylene (LDPE) accounted for 8.8 Mio. Mg/a and most of it was used in the form of a flexible film [3]. Other polymers (e.g., high-density polyethylene (HDPE), polyethylene terephthalate (PET), polypropylene (PP)) can also be converted into flexible packaging such as pouches, bags, sleeves, and labels [2,4,5].
1.1. Flexible Plastic Waste Management
Flexible plastic waste (i.e., films and labels) can be categorized into two types: post-industrial and post-consumer sourced [6]. The post-industrial flexible packaging waste includes production scraps (i.e., from packaging production). Post-industrial plastic waste is normally considered a high-quality input stream for mechanical recycling due to its homogeneity and lower purity content [7]. However, some limitations also exist in the recycling of post-industrial flexible packaging waste. For instance, the printed production scrap for food packaging cannot be applied again for food packaging production since printing inks contain many substances that are not known to the recycler and could degrade or react during extrusion to yield an even more significant number of potential substances. According to European food safety regulations, unknown substances have to be treated as genotoxic [8].
Post-consumer flexible plastic waste can be further categorized as (1) from commercial operation—this material stream has a similar homogeneous quality to the post-industrial waste—and (2) from municipal solid waste (MSW) or segregate waste collection from the household. In Europe, the effective recycling rate of post-consumer flexible packaging waste was reported to be 17% [9].
The flexible plastic waste is separated normally in a sorting plant by air classification in wind shifters. Due to their comparatively large surface and low weight, flexibles move with the air upwards against gravity and can be separated from rigid components. Further sorting steps can include hand sorting or automatic sorting with near-infrared (NIR) spectroscopy [10,11,12]. Currently, the focus in recycling flexible plastic packaging is LDPE (e.g., “fraction 310”, a term coined by the German dual-system “Grüner Punkt”) [13]. Therefore, multilayer packaging and films made from other types of polymers (i.e., PP) are often not targeted and removed in this process [14]. The multilayer fraction is commonly reported as a problem in recycling and is often used for energy recovery in incineration [12,15]. Recent studies reported the feasibility of sorting multilayer from single-layer fractions. However, its industrial application is in an early stage [16,17].
Following the sorting step, the flexible plastic waste is subjected to the recycling process, which is composed of shredding, density separation, washing, drying, and extrusion [18]. Several technologies are applied in the recycling process to improve the quality of the recyclate, including hot washing with NaOH, extrusion–degassing, melt filtration, and hot-air deodorization. However, these technologies are reported to be only implemented in a limited number of advanced recycling plants [13,19].
Currently, flexible packaging is often down-recycled into low-value products [9,13,20,21]. Due to contamination, flexible plastic waste packaging (FPWP) is converted for other applications into a material with a higher thickness (i.e., traffic cones and garden furniture) with injection molding [22]. Another typical market for recycled LDPE is the thick black film used for waste bags or construction applications, where carbon black or blue masterbatches are added to achieve a uniform color [3].
Contamination is a major obstacle in the recycling of plastic packaging. This is not limited to product residues but also includes the polymer and non-polymer elements of the packaging itself [14,23]. The polymer contamination originates mainly from imperfect sorting processes. For instance, PP is a common source of contamination in the LDPE plastic stream. Achieving complete separation of PP and LDPE flexibles during the sorting process is challenging with current compressed air sorting technology. Non-targeted materials (i.e., PP labels) can end up unintentionally sorted into the LDPE film stream when they are conveyed close to each other at the air nozzle area. In the recycling plant, PE and PP cannot be separated via the conventional sink–swim process with water since both polymers have a similar density of <1 g/cm3 [24]. Non-polymer contamination includes additives, glue, processing agents, printing inks, and their degradation and side reaction products [25,26,27]. Lastly, contamination from the recycling process can also deteriorate the quality of the recyclates, e.g., surfactants or solvents [28].
1.2. Printing Ink as a Source of Contamination
Flexible packaging is a major contributor to the packaging waste stream, and the printing ink used on the surfaces of flexible packaging is a significant source of contamination [29,30]. Printing ink and coatings are necessary components for packaging, as it provides product information and enhances the visual appeal of the product for marketing purposes [30]. The printing ink of flexible packaging material contains mainly pigments that provide the color, a binder that keeps the pigment particle in place and provides the adhesion on the packaging surface, and additives that provide additional characteristics of the packaging, such as the coefficient of friction, anti-block, scuff resistance, and more [31,32]. Some printing ink formulations are multilayer structures, with a varnish layer without pigments printed on top of the ink layer that contains pigments, known as overprinting varnish (OPV) [33]. Before the printing process, the printing ink is suspended in solvents called carriers. The printing inks can be therefore categorized into solvent-based (organic solutions) and water-based (water with alcohol) inks [32]. These types of inks and coatings require a drying process to evaporate the solvents and water. There are also inks that “dry” without any evaporation of water or solvents in chemical reactions. UV and electron beam curing inks are typical technologies in this class that are widely used on various sleeves and label applications but also, e.g., in specific applications such as aluminum lids [34]. Due to the low surface tension of the semi-crystallized polyolefins, surface treatment with corona discharge is a standard process for improving the adhesion of the ink on plastic surfaces [35]. The corona discharge introduces light oxidation, forming hydroxy, carbonyl, and carboxyl groups on the plastic surface and anchors with the isocyanide (only present in two-component ink formulations), hydroxy, and carboxyl groups in the binder resin [36,37,38]. The solvents evaporate during the printing process. Therefore, the solvent is of little relevance in the recycling stage. After the printing process, only the binder, pigment, and additives remain in the printing ink system attached to the printed surface.
The common chemicals applied in printing inks for plastic packaging are shown in Table 1.

Table 1.
Typical composition of printing ink for plastic printing surface.
The presence of printing ink on flexible plastic packaging creates several issues during the mechanical recycling process. First, the mixing of the different pigments results in a dark or grayish color after the extrusion process, which lowers the market value of the recyclates [30]. Secondly, recyclates with printing ink mixed inside were reported to have lower tensile strength properties [39,40]. Finally, some ink components are not stable under the extrusion temperature of the mechanical recycling process (150–240 °C) [29,41,42,43]. Nitrocellulose (NC) is the most commonly used binder resin for flexible plastic packaging printing inks due to its low price and high gloss [44]. However, NC is vulnerable to thermal degradation starting at 160–185 °C, producing CO2 and NO2, resulting in a brownish color, porosity, and odor in the recyclates [45,46,47,48,49]. Additionally, some organic pigments were also reported to be thermally unstable under mechanical recycling processes, such as pigment PR 146 and pigment PY 13 [50].
1.3. Surfactant Cleaning in the Recycling Process
The removal of printing ink residue from the surface of flexible plastic packaging can be achieved through detergency, mechanical, and chemical cleaning processes [51]. Examples of mechanical cleaning processes are the roll-to-roll de-inking machines offered by Gamma Meccanica from Italy and Polymont BV from the Netherlands [52,53]. They are mostly used on post-industrial film and apply high friction with brushes (the latter applies organic solvents in the roll cleaning machine). The majority of flexible plastic waste is ground into flakes during the mechanical recycling process. The cleaning and friction occur in friction washers, centrifuges, and other fast-running mechanical components [10,18]. Chemical removal involves organic solvents to dissolve the printing ink on the film surface [54]. Although cleaning printed flexible plastic waste with organic solvents is possible, no industrial-scale application has been reported since the organic solvents for the de-inking application are highly volatile, have a low flash point, and are more expensive [55,56,57]. Thus, the water-based detergency cleaning process is a potentially more suitable solution for removing printing ink residue from LDPE film surfaces.
The detergency cleaning process generally comprises two sub-processes: the removal of dirt (also known as “soil”) from the substrate and the suspension of the soil in the cleaning solution (also known as the “bath”) [58]. For the case of plastic de-inking, the cleaning process was reported to involve the following steps [59]:
- Adsorption of the surfactant on plastic surfaces;
- Removal of the printing ink (soil);
- Detachment of the mixture of ink particles and surfactant from the surface;
- Stabilization of the detached ink particles.
Soil removal is the most crucial step in de-inking as it breaks the mechanical (intersurface diffusion) and chemical adhesion (hydrogen bonds, covalent bonds, and Van der Waals force) between the plastic surface and the printing ink [60,61,62]. Four different removal mechanisms were summarized as (1) roll-up, (2) spontaneous emulsification, (3) soil softening, and (4) encapsulation [63]. Since all de-inking experiments (Table 2) were carried out above the critical micelle concentration (CMC) of the surfactant, the dominant mechanism for plastic de-inking should be the solubilization of the binder in the micelle, known as solubilization or encapsulation.
Table 2.
An overview of previous de-inking studies.
The earliest research on cleaning plastic films with surfactants was carried out by Gecol et al. using nonionic surfactants, including ethoxylated nonylphenol, ethoxylated alcohol, and ethoxylated amine, which were reported to be effective in a solution with a pH over ten and heating under 55 °C [64]. A series of studies were conducted to test different surfactants (anionic, cationic, nonionic, and zwitterionic) on water-based and solvent-based ink systems with different colors [39,64,65]. These researchers reported that water-based ink could be dissolved without a surfactant at a high pH value (11–13). Quandary ammonium cations present the best de-inking performance, especially cetrimonium bromide (CTAB) [65].
An overview of the publications and industrial applications of plastic detergency de-inking processes are shown in Table 2.
To the best of the authors’ knowledge, there is no systematic research on the de-inkability of different ink components, including binders, pigments, and over-printing varnish, with respect to various factors, including temperatures, pH values, surfactants, and retention times. In previous studies, the printing ink systems were categorized by the type of carrier, as “solvent-based” and “water-based” inks. As the carrier is evaporated in the printing process, no relevance of the de-inkability and the binder system was reported. Furthermore, there was no information about the pigment investigated. Only the different colors were reported.
Based on the review of all the previous studies, as well as relevant commercialized processes, there are knowledge gaps regarding the de-inkability of plastic packaging printing inks of different compositions. Therefore, we aim to accomplish the following in this study:
- To evaluate the de-inkability of common printing inks characterized by their components with existing surfactants for plastic cleaning in the recycling process, reported in the literature;
- To provide an open-source method for de-inkability evaluation;
- To derive process parameters to integrate the de-inking process into current plastic recycling plants and future “green-field” plants.
2. Materials and Methods
The samples (Table 3) are films with common surface printing ink systems available on the market, provided by Siegwerk Druckfarben AG & Co.KGaA (Siegburg, Germany). The sample matrix is agreed upon by Siegwerk, Sun Chemical, and Flint to represent the current printing ink market for flexible plastic packaging. One exception is Sample 12, which is a single-layer PU ink without OPV. This construction does not exist on the market and is only produced for research purposes.
Table 3.
Test sample matrix (NC—nitrocellulose, PR—pigment red, PY—pigment yellow, PBk—pigment black, PB—pigment blue, CAP—cellulose acetate propionate); the chemical structures are listed in Supplementary Material S1.
The sample matrix was designed to evaluate the de-inkability of printing ink for plastic packaging with different ink components. Samples 1–5 have a controlled variable of pigment. Sample groups 2, 11, 13, 14 and 12, 13 were designed to investigate the influence of binder systems without OPV on the de-inkability of NC and PU binder systems, respectively. Samples 4, 7, 8, 9, and 10 were selected to investigate the de-inkability of crosslinked binder systems. It should be noted that Sample 12, the PU binder without OPV, is not found in reality. Without OPV or any crosslinking, the PU is too soft and sticky to survive the utilization phase of printed plastic packaging.
This study uses five different detergents, which were reported in different studies as cleaning agents in plastic recycling (Table 4). Sodium hydroxide was purchased from Carl Roth GmbH. As some cleaning agents are mixtures, the term “detergent” is used in this paper, and the term “surfactant” is used when the single component of the detergent is discussed.
Table 4.
Detergents used for the plastic de-inking experiment; the chemical structures and CAS numbers are listed in Supplementary Material S1.
Four different test conditions were applied in order to test the cleaning performance of the detergents. The first condition (A) simulates the currently existing recycling plants without the addition of NaOH (“cold washing”). The temperature was set at 40 °C, as this is the temperature applied in the washing process without heating for a state-of-the-art recycling plant. The temperature increase comes from mechanical friction from mixing, friction washing, and other aggregates. Condition C represents the “hot-washing” condition used in some recycling plants [72]. Therefore, condition B was set as the middle point of conditions A and C in terms of temperature and sodium hydroxide consumption to investigate the potential of reducing the energy consumption from condition C. Condition D was only used for samples that could not be de-inked under conditions A–C, reported by studies for separating multilayer flexible packaging [72]. An overview of the different testing conditions is presented in Table 5.
Table 5.
The test conditions.
Each sample was tested with each surfactant and test condition in combination until satisfactory de-inking (95%) was achieved. The first step of the experiment was to prepare the solution. A 400 mL glass beaker was placed on a balance and tared. Using a Pasteur pipette, 0.5 g of surfactant was added to the beaker (for liquid surfactants). Next, 0.2, 0.4, or 1.0 g of NaOH was added based on the test condition. Finally, the beaker was filled with water to a total weight of 200 g. The beaker was then secured to a heating plate with a rubber belt. After the addition of the sample flakes to the beaker, the agitation speed was set to 800 rpm. The color change was measured using a colorimeter. After the set retention time, the sample flakes were separated from the liquid phase using a coarse sieve. The liquid phase was collected for flocculation. The experimental procedure is shown in Figure 1.
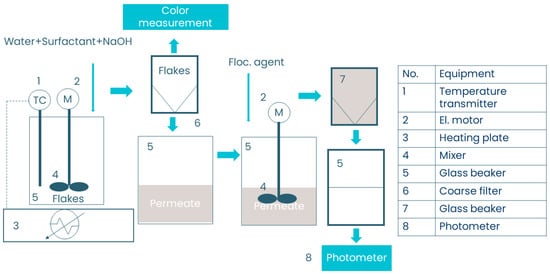
Figure 1.
The experimental procedure and equipment.
2.1. Evaluation of the De-Inking Effect
The de-inking performance was assessed by comparing the color difference before and after de-inking. Nine flakes were randomly selected from each sample, glued with a colorless glue onto DIN A4 white print paper and scanned in a scanner (EPSON ET-5880). The L-a-b values according to the CIELAB standard [73,74] were measured with a self-developed program with Python 3.10, and the program code is given in Supplementary Material S2. The color change of the samples before and after the de-inking was calculated with the same method applied in previous de-inking studies [40,64,65,67], shown in Equations (1) and (2).
where:
DE∗: color difference;
∆L = Lsample − Lblank;
∆a = asample − ablank;
∆b = bsample − bblank.
where:
DI: de-inking rate (100 = complete de-inking, 0 = no de-inking);
i: sample number (Table 3);
j: detergent (I–VI, Table 4);
k: condition (A–D, Table 5).
2.2. Evaluation of Detergents Applied
To evaluate the hydrophilic–lipophylic balance (HLB) of the detergents, we used Davies’ method, shown in Equation (3). The HLB values of the different functional groups were taken from the same references [75,76].
where:
Hi: value of the hydrophilic groups;
m: number of hydrophilic groups;
o: the hydrophilic groups;
n: number of hydrophobic groups.
2.3. Water Treatment
The collected liquid phase was stirred at 150 rpm while adding 1 v/v% flocculation agent (SEPAR Chemie AW+KW). The flocculate was removed via vacuum filtration with 15-micrometer porosity filter paper (Rotilabo Type 601A). Photometric analysis was carried out with a photometer with the wavelength scanning method from 900 to 300 nm.
3. Results
The results of the study are presented in three parts. The first part (Section 3.1, Section 3.2 and Section 3.3) focuses on the influence of various printing ink components on the de-inkability of the printing inks. This part details the specific properties of different ink components and their impact on the de-inking process. According to the visual observations during the experiment, a 95% de-inking rate can be regarded as complete de-inking. The second part (Section 3.4) focuses on the de-inking performance of different cleaning agents. The final part (Section 3.5) introduces the results of the flocculation efficiency after de-inking. This is a critical step in ensuring water reusability at recycling plants that carry out de-inking.
3.1. Influence of Different Pigments
Samples 1–5 were selected, with pigments being the only variable, thereby enabling an investigation into the impact of different pigments on the de-inking process. The experimental result is shown in Figure 2.
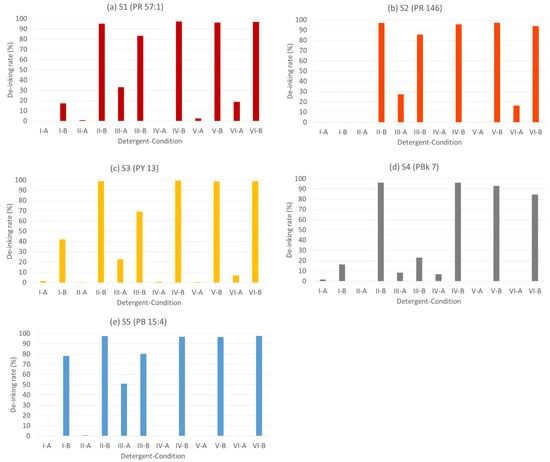
Figure 2.
Influence of different pigments with different cleaning agents under conditions A and B (the colors of the bars represent the colors of the pigments) (a) Sample 1 with pigment PR 57:1,(b) Sample 2 with pigment PR 146, (c) Sample 3 with pigment PY 13, (d) Sample 4 with pigment PBk 7, (e) Sample 5 with pigment PB 15:4.
The color of the bars in Figure 2 is identical to the color of the pigments tested. From Figure 2, it can be concluded that all pigments, except Sample 4 (PBk 7), give results indicating comparable de-inking performance, with complete de-inking (>95%) taking place at condition B with all detergents, except III. Sample 4 showed the lowest de-inking effect (8.27% and 23.06%, respectively) under the test conditions III-A and B. This phenomenon is due to the black pigment (PBk 7) being mainly composed of highly hydrophobic carbon black, which cannot be dispersed by detergent III into the water phase, possibly due to its low HLB value (as discussed in Table 6) [77,78].
3.2. Influence of Different Binders without OPV
During the experiment on a single-layer printing ink system, two different de-inking behaviors were observed: solubilization and peeling. Solubilization occurred with the NC and PU binder systems. In this behavior, the printing inks were dispersed into the bath during the de-inking process, resulting in a cloudy bath with a homogeneous pigment color. On the other hand, peeling was observed when the PVB and UV acrylic binder system was inspected. In this behavior, the detached ink did not form a homogeneous suspension but instead peeled off in small flakes and behaved as sediment in the water phase.
For the NC binder, no de-inking effect was shown under condition A (Figure 3) except for detergent III (27.30%), and complete de-inking effects (95%) were obtained under condition B, except for detergent III (85%). This leads to the conclusion that the alkaline condition favors the de-inking effect, especially for cationic surfactants. The NC polymer carries a negative charge under alkaline conditions and favors the adsorption of cationic surfactants [79]. The de-inking mechanism of the PU binder should be similar to that in the NC system. However, it should be noted that this sample is de-inked at 40 °C, even without the use of NaOH, which renders it unsuitable for real-world applications, and it is only a sample especially created for this research. The de-inking of the single-layer binder system can be considered the standard solubilization process, shown in Figure 4a.
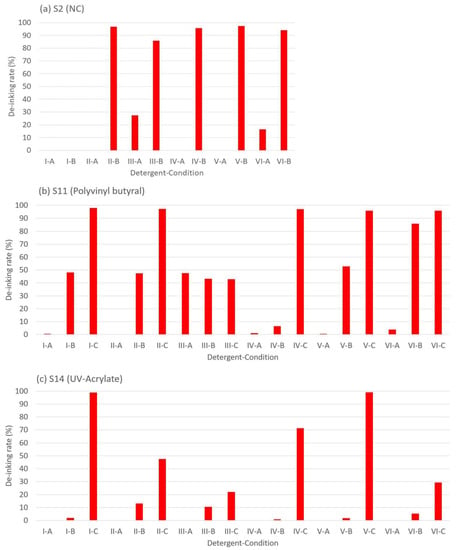
Figure 3.
De-inkability of different binder systems: (a) NC binder, (b) PVB binder, (c) UV-crosslinked acrylate, without OPV, under conditions A, B, and C.
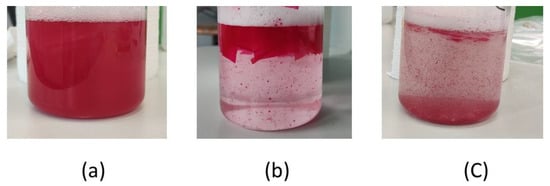
Figure 4.
De-inking by solubilization and “peel off”: (a) NC binder, (b) PVB binder, (c) UV-crosslinked acrylate.
For the PVB and UV acrylate binder, where “peel off” effects were observed (Figure 4b,c), detergents had little contribution to the de-inking effect. No de-inking effect was shown under condition A. For condition B, the highest de-inking rate was measured with detergent VI (85.83%). Under condition C, all the detergents except III showed a complete de-inking effect (95%).
For the PVB binder, it is hypothesized that the de-inking mechanism is the hydrolysis of the chemical bonds between the binder and surface-treated plastic. Therefore, the high NaOH concentration contributed positively to the de-inking. In contrast, the low de-inking effect of III-A and B compared to the blank (I-A and B) supports this hypothesis. Due to the high hydrophobicity of surfactant W111, a protective layer is formed on the PVB surface, isolating it from contact with OH- groups.
For the UV-crosslinked binder system, de-inking effects were only found under condition C. As the monomer of the UV-crosslinked acrylate has a carboxyl group, it is also sensitive to the highly alkaline environment [39]. Additionally, its crosslinked structure further limits the diffusion of OH- groups into the binder, and this explains why the reaction only happened at 2 wt.% NaOH and 70 °C, as the temperature contributes positively to the diffusion. A similar protective effect was detected with detergents II, III, IV, and VI. The reason for the result of V-C as an exception is due to its emulsion effect specifically towards acrylate, which slightly positively contributes to the cleaning effect (99.09% vs. 98.87%) [80].
3.3. The Influence of OPV
3.3.1. NC Binder with Crosslinked NC OPV
Sample 5 is a simple NC binder system without OPV, used as a zero measurement. Sample 8 is a double-layer construction, and both layers are non-crosslinked NC. Sample 7 and Sample 9 have a similar double construction with ink and OPV as Sample 8. However, the OPV for Sample 7 is crosslinked nitrocellulose with 13 wt.% hardener (crosslinking agent), and Sample 9 is CAP, which is also a derivate of cellulose, with 31 wt.% hardener.
Almost no de-inking effect was obtained from the highly crosslinked Sample 9. It is worth mentioning that the ink content of the four samples with different OPVs was 2.03, 2.05, and 2.85 g/m2, respectively. The addition of the simple OPV without crosslinking had no effect on the de-inking rate with detergents II, IV, and V. From the difference between the 13 wt.% and 31 wt.% samples in their de-inking rates, it can be concluded that the OPV limits the de-inking rate, which is not due to the increased mass of binder resin but due to the crosslinked structure.
From Figure 5, it can be observed that the addition of OPV has a limited impact on the de-inking rate when using detergents II, IV, and V, provided that these detergents are capable of achieving complete de-inking. For example, under condition C, Sample 7 with 13 wt.% crosslinked NC-OPV can be de-inked. However, Sample 9 with 31 wt.% crosslinked CAP-OPV showed no de-inking effect with all the detergents, even under condition D (Figure 6).
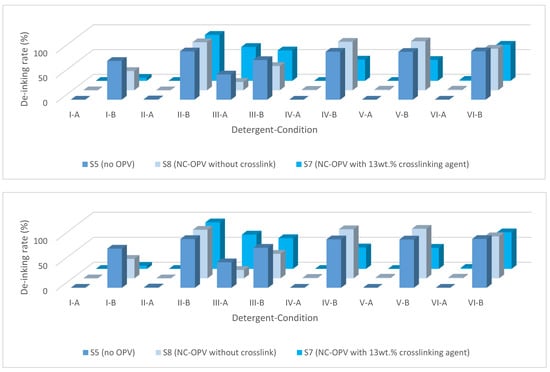
Figure 5.
The influence of the crosslinking agent content on the de-inking rates under conditions A and B.
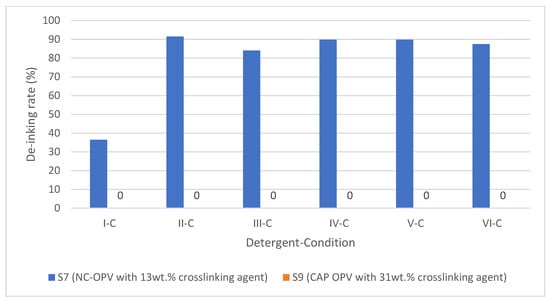
Figure 6.
De-inking rates of samples with crosslinked OPV under condition C.
It is worth mentioning that, compared to the single-layered printing ink without OPV, the bonding mechanisms of the crosslinked OPV were different. The printing ink binder without OPV bonded with the substrate by the Van der Waals force. Due to the reactivity of the crosslinking agent, it is bonded by covalent bonds to the layer (printing ink or plastic film). The detergency washing cannot break the covalent bonds [58]. However, the conditions applied in condition C (2 wt.% and 70 °C) can hydrolyze some functional groups (i.e., ester, amino) [81,82]. Therefore, a relatively high de-inking rate can be obtained under this condition with Sample 7. The reason for the zero de-inking rate for Sample 9 is that CAP is highly crosslinked, and the hydrolysis effect under condition D is only limited to a substantial effect for detergent washing.
The de-inking effects of the samples with overprint varnish (OPV) were investigated, and it was determined that the de-inking mechanism was not solely due to detergency washing (micelle solubilization). Instead, it appears that chemical reactions may be occurring to break the covalent bonds in the binder system or between the binder system and the plastic film, thus synergizing the de-inking process.
3.3.2. PU Binder with Crosslinked PVB OPV
The de-inking effect of the PU binder with the crosslinked PVB OPV system is shown in Figure 7. The PU binder without OPV can be de-inked in pure water at 40 °C. However, such an ink structure is not found in any commercial product. With the mandatory, protective OPV, PU is unable to de-ink the binder.
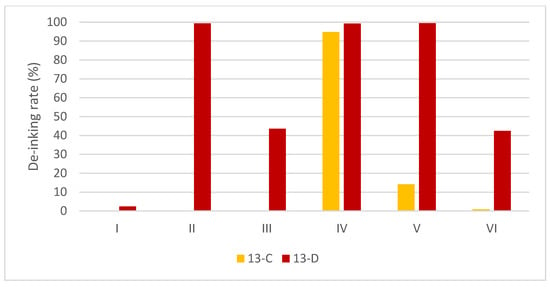
Figure 7.
The influence of OPV of PU binder system on de-inking effects.
For Sample 13, with a crosslinked PVB as the OPV, no de-inking effect was obtained in conditions A and B. Under condition C, a high de-inking effect was obtained with detergent IV (94.80%). The contrast in detergents II and IV in the de-inking effect in this sample is quite surprising since the practical contents of II and IV are similar (CTAC and CTAB), only with different counter-ions. It can be concluded that the other contents in detergent II might have a hindering effect on the adsorption process or the solubilization process, specifically on crosslinked PVB, as the de-inking effects were similar with non-crosslinked PVB binders. One possible explanation is the protective effect due to the hydrophobic nonionic surfactant in detergent II.
For all the NC samples with crosslinked overprint varnishes (OPV), the de-inking rates are lower than their counterparts without OPV or non-crosslinked OPV. Therefore, the application of OPV is unavoidable for PU binders and only allows de-inking under conditions C and D. The surfactant micelle has limited internal spaces for accommodating large molecules with crosslinked structures [83].
3.4. Performance of the De-Inking Detergents
The overall performance of all six detergents used is shown in Figure 8a–d.
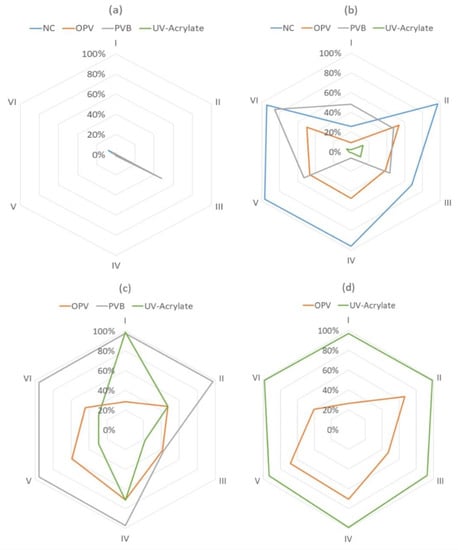
Figure 8.
Total performance scores of the detergents tested under different conditions: (a) condition A, (b) condition B, (c) condition C, (d) condition D.
It can be concluded that the single-layer nitrocellulose binder showed the best de-inkability already under condition B by detergent washing. For the PVB binder, condition C is the most suitable condition for de-inking. The UV acrylate binder can be washed off only under condition D. Under condition A, detergent III showed the highest de-inking effect on average. However, the de-inking effect of detergent A is generally low, especially not suitable for de-inking the PVB binder system. During the experiment, it was commonly found that with detergent III, the printing ink could be softened even under condition A. The softened ink could be removed by introducing mechanical friction (brushing). Possibly due to its low HLB value (Table 6), the micelle was still adsorbed on the LDPE film surface and could not be solubilized into water. Under condition B, as depicted in Figure 8, detergents II and VI showed the best de-inking effects under conditions B–D.
Table 6.
HLB values of the tested detergents.
Table 6.
HLB values of the tested detergents.
| Detergent | HLB * |
|---|---|
| I | Not applicable |
| II | 7.22 |
| III | 5.33 |
| IV | 7.375 |
| V | 8.6 |
| VI | 4.8 |
* Calculated as the weighted sum of all the components given by the safety data sheet (SDS) [84].
Under hot-washing conditions C, surfactant IV showed the best de-inking effect. This is due to its superior performance with both Samples 13 and 14, which have crosslinked structures and are difficult to de-ink under milder conditions.
For condition D, all the detergents showed little improvement compared to washing without a detergent (I, with 5 wt.% NaOH). Implementing an alkaline hot-washing process with a detergent in recycling plants can reduce energy consumption.
The hydrophilic–lipophilic balance of the detergents tested is listed in Table 6. Concerning the different parameters of the detergents, it can be concluded that a detergent with an HLB value between 7 and 9 is preferable (suitable as wetting and spreading agents) [85]. A surfactant with a low HLB value (III) might hinder the de-inking process. However, this type of surfactant has the potential for further development due to its ability to soften the ink. This gives the possibility of designing a de-inking process without extra heating and the addition of NaOH, which could enable the integration of de-inking with lower effort regarding the modification of current recycling plants.
The interaction between the polymer and surfactant can be investigated by measuring the interfacial surface tension (IFT) between the soil and the bath by spinning a drop tensiometer [86]. However, this method is not applicable in this context, as the printing inks are mixed with organic solutions or water-dissolved organic solutions, resulting in a miscible system. Additionally, the structure of the printing ink can be changed by crosslinking during the print process (Samples 7, 9, 10, 13, and 14). Therefore, contact angle measurement using an optical contact meter could be a promising, simple method for comparing the wetting behavior of surfactants on different printing ink systems and non-printed film surfaces [87,88,89].
3.5. Water Treatment by Flocculation
For the wastewater treatment of the de-inking water, the first focus was to investigate the influence of the pigments, since they can directly change the color of the water. All the pigments applied in this study are not water-soluble. Therefore, they are solubilized by the surfactant. Since pigments contain much smaller molecules than the binder system, they are more likely to be solubilized in the micelle. Figure 9 shows the change in the light absorption of the different pigments under complete de-inking in condition B-I. Before flocculation, all the samples showed a significant increase in light absorption. After flocculation and filtration, the light absorption of the washing water was still two to four times higher than that of the virgin bath prior to de-inking.
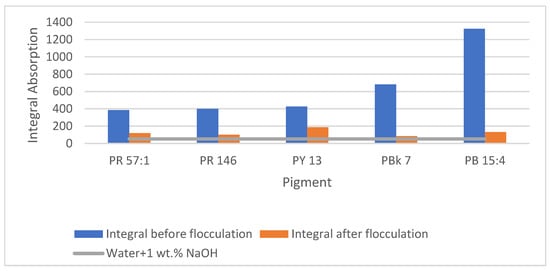
Figure 9.
Changes in the light absorption of different pigments before and after flocculation.
The bonding capacity of the different binder systems is shown in Figure 10, where the de-inking baths of different samples (2, 11, 12, and 14) with different binders but the same pigment (PR 146) were investigated. UV acrylate showed the best bonding effect on the pigments before and after flocculation. This is due to its crosslinked structure, which was “peeled off” instead of being solubilized by the detergents. Interestingly, the PVB binder with a similar “peel off” behavior showed a more significant color change before and after flocculation, which leads to the conclusion that a crosslinked structure favors the stabilization of the pigment in the binder system.
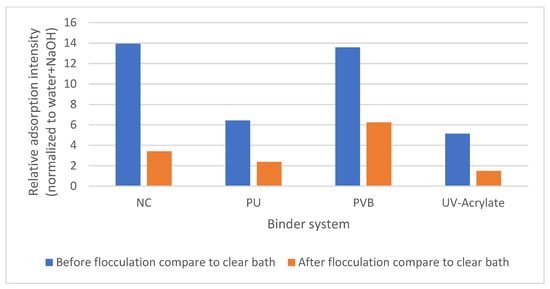
Figure 10.
Relative absorption of the de-inking bath before and after flocculation for different binders.
4. Discussion
4.1. Design for Recycling in Plastic Packaging Printing Ink
One of the most important quality features of printing plastic packaging inks is their resistance against chemicals, scratches, and abrasion [90]. However, this contradicts the target of ink removal in the recycling process. Therefore, it can be concluded that a recycling-friendly ink should primarily maintain the performance in the utilization phase of the packaging. Ideally, they can only be washed off when NaOH and a detergent are used in the washing process.
From the overall results of the experiment, it can be concluded that nitrocellulose (NC) binder-based printing ink systems can be considered recycling-friendly if detergent-based alkaline hot washing is introduced in the recycling process. Even if crosslinked OPV is needed, it can still be de-inked. Nevertheless, the use of highly crosslinked cellulose acetate propionate (CAP) should be questioned due to its resistance against de-inking. Currently, the NC binder accounts for approximately 80% of the market for surface printing ink in Europe, the Middle East, and Africa (EMEA), and 55% of the packaging material placed in German yellow bins is printed [91]. The de-inking process might contribute positively to improving the quality of the post-consumer LDPE recyclate (e.g., 310 film fraction).
For the other types of binders, mainly PU and PVB, different opinions exist. The PU binder is reported to have a minor impact on the recyclate’s quality due to its higher heat stability [90]. However, it was also reported that other binder systems, including PU, PVB, acrylate, and CAP, tend to cause at least partial degradation under the extrusion temperature without gas forming [29]. The degradation of products and the impact on the recyclate’s quality is not clear [92]. Nevertheless, in a recycling plant, LDPE can tolerate a maximum of 3 wt.% rest humidity before extrusion. For a polycondensate polymer (e.g., PET, PU), the rest humidity is required to be reduced to 30–50 ppm, which means that a heat-stable PU binder can be degraded in an industrial recycling process [93,94,95]. In the context of a de-inking process, PU and PVB require higher temperatures (70 °C), which increases the energy consumption in the recycling process. Due to the low market share of PU and PVB ink for surface printing ink, it might not be economical to design the de-inking process for these more resistant binders.
UV-crosslinked acrylate is mainly used on rigid plastic packaging (e.g., the labels of PET bottles and in-mold labeling). PP-rigid packaging could benefit from recycling in a hot-washing process with only NaOH. This could remove the print color and improve the recyclate quality. Most of the PP stream is white mass colored with pressure-sensitive labels attached to it (which might be removed in the recycling process) or in-mold labels that can be de-inked.
Ink removal may be essential for the circularity of printed plastics [57]. In conclusion, the “design-for-recycling” principle for plastic printing ink should focus on the following aspects:
- The printing ink should retain its performance under chemical, heat, and mechanical stress (scratches and abrasion), ensuring resistance for application;
- b. The printing ink should preferably be de-inkable to yield light-colored recyclates without pigments.
4.2. Extension of the De-Inking Mechanism
The de-inking mechanism was reported by [59] and introduced in detail in the review part of this article. In light of the results of this study, it is necessary to consider an extension of this de-inking mechanism since this study is the first with samples of a known ink composition. The bonding mechanism of the binder systems can be categorized as (1) only with Van der Waals forces and hydrogen bonds due to the polar groups in the binder system and the activated plastic film surface after corona treatment; (2) binders with a reactive crosslinked system, where covalent bonds also exist to enhance the bonding between the binder and the plastic film surface. Among all the binder systems, the de-inking effect under condition A is, in general, low. The highest de-inking effect under condition A was achieved with detergent III. The enhanced de-inking effect under condition B was attributed to the increase in the pH values. Under alkaline conditions, the polymer surface carries a negative charge, facilitating the adsorption of cationic surfactants [80]. The process of de-inking in a non-crosslinked binder system is shown in Figure 11.

Figure 11.
De-inking by detergent washing for non-crosslinked binder system.
Additionally, only a surfactant cannot break the covalent bond between the binder and the plastic film [58]. For PVB, UV-crosslinked acrylate, and crosslinked nitrocellulose, chemical reactions such as hydrolysis can break the covalent bonds between the printing ink binder and plastic surface. Surfactants can hinder the de-inking effect by forming a protective layer on the printing ink surface when the HLB value is too low. This process is shown in Figure 12.
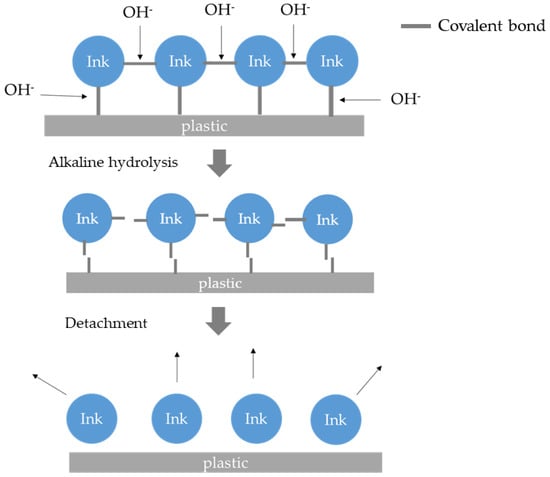
Figure 12.
De-inking by chemical reaction (hydrolysis) for crosslinked binder systems.
The de-inking mechanism can be revised as follows:
- Adsorption of the surfactant (ion pairing for cationic surfactant and hydrophobic bonding for nonionic surfactant);
- Breaking the covalent bonds via chemical reaction and hydrogen bonds via solubilization;
- Micelle solubilization (for non-crosslinked binder) and mechanical peel off (for crosslinked binder), to detach the printing ink from the plastic surface;
- Stabilization of the ink surface.
4.3. Inclusion of De-Inking Unit in Recycling Plants
Currently, some advanced recycling plants already apply hot washing at 70–80 °C with NaOH [18,96]. Hot washing is also reported as a possible solution for the degradation of plastic, especially for polyolefins [72,97,98]. Since a high cleaning effect was already reached in this study under condition B (55 °C and 1 wt.% NaOH), and washing with a detergent is also reported to be able to reduce the volatile organic compound (VOC) content in the recyclate from post-consumer plastic waste [99], incorporating a surfactant washing process may improve the quality of flexible polyolefin recyclates from post-consumer sources with lower energy consumption. The integration of the de-inking process into existing recycling plants, either by directly adding surfactants to the current washing unit or installing an additional hot-washing unit, should be further explored.
A critical concern in implementing detergent washing in industrial-scale recycling plants is the potential ecotoxicological impact. Cationic surfactants with tertiary amine groups (detergent II and IV) exhibit greater toxicity than nonionic surfactants (detergent III). Nevertheless, in industrial recycling plants, the process water used for cleaning plastic flakes is typically cleaned and reused. The concentration of surfactants in the wastewater of plastic recycling plants may be further diminished after treatment before being discharged. However, it is also crucial to conduct additional research to assess whether incorporating the de-inking process presents new challenges for the wastewater treatment process in plastic recycling plants.
5. Conclusions
In this study, the effectiveness of various de-inking methods in removing printing ink from flexible plastic packaging was investigated. The results provide a reference for developing de-inkable printing ink for plastic packaging and new detergent formulations for de-inking applications. It was observed that the type of pigment used in printing ink has a minimal impact on the de-inking efficiency, with the exception of carbon black (PBk 7). Among the binders tested, the single-layered NC binder demonstrated high de-inking efficiency when moderately heated (55 °C) and combined with 1 wt.% NaOH. It was even partially de-inkable under cold-washing conditions. Overprint varnishes can also be removed through de-inking processes if they have only moderate crosslinking. If crosslinked overprint varnishes are required for packaging design purposes, the development of a de-inkable system is recommended..
The optimal surfactants for de-inking should possess a hydrophilic–lipophilic balance (HLB) value ranging between 7 and 9. To advance surfactant development, it is essential to prioritize high ink detachment efficiency at approximately 40 °C, moderate HLB values (7–9), low toxicity, and biodegradability. Furthermore, investigating the best combination of various surfactants to enhance the de-inking performance is encouraged. Sodium hydroxide (NaOH) is a critical component in the de-inking process, as it imparts a negative charge to the binder surface, facilitating surfactant adsorption. Regarding de-inking mechanisms, detergent washing is the primary mechanism for non-crosslinked binder systems, while alkaline hydrolysis is the predominant mechanism for crosslinked systems.
However, this study has several limitations: (a) experiments were conducted on a laboratory scale, without considering the full recycling process, including friction washing, centrifugation, and rinsing; (b) there is no straightforward method for quantitatively measuring the bonding force between printing ink and plastic or the detachment force of surfactant micelles; (c) the potential interactions between printing inks of different compositions have not been explored, which could be an issue when scaling up the process.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/polym15092220/s1, S1: Information of all the chemicals used in this study; S2: Program code for CIELAB measurement.
Author Contributions
Conceptualization, J.G. and I.F.; methodology, J.G. and I.F.; software, C.L.; validation, J.G.; formal analysis, J.G. and C.L.; investigation, C.L., J.G. and C.W.; resources, K.K., I.F. and R.L.; data curation, J.G.; writing—original draft preparation, J.G.; writing—review and editing, C.W., I.F., X.Z., Z.C., M.K. and A.A.; visualization, J.G.; supervision, Y.F., A.A. and K.K.; project administration, A.A., K.K. and R.L. All authors have read and agreed to the published version of the manuscript.
Funding
Publishing fees supported by Funding Programme Open Access Publishing of Hamburg University of Technology (TUHH).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
We would like to thank Siegwerk for providing different samples and one of the de-inking agents. We would also like to thank Evonik Operation GmbH for providing one of the de-inking agents. We also offer warm thanks to Sun Chemical and the Flint Group for contributing their insights for the sample matrix. Finally, we thank Jürgen Schlimbach for performing some of the experiments.
Conflicts of Interest
Authors C.W., I.F. and R.L. are employed by the company Siegwerk Druckfarben AG & Co.KG. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- OECD (Ed.) Global Plastics Outlook: Policy Scenarios to 2060; OECD Publishing: Paris, France, 2022; ISBN 9789264898813. [Google Scholar]
- Plastics Europe. Plastics—The Facts 2021: An Analysis of European Plastics Production, Demand and Waste Data. 2021. Available online: https://plasticseurope.org/wp-content/uploads/2021/12/Plastics-the-Facts-2021-web-final.pdf (accessed on 7 March 2023).
- Plastic Recycler Europe. Flexible Films Market in Europe: State of Play: Production, Collection and Recycling Data. 2020. Available online: https://743c8380-22c6-4457-9895-11872f2a708a.filesusr.com/ugd/dda42a_ff8049bc82bd408faee0d2ba4a148693.pdf (accessed on 2 March 2023).
- Leimann, F.V.; Gonçalves, O.H.; Sakanaka, L.S.; Azevedo, A.S.; Lima, M.V.; Barreiro, F.; Shirai, M.A. Active Food Packaging From Botanical, Animal, Bacterial, and Synthetic Sources; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Abdel-Bary, E.M. (Ed.) Handbook of Plastic Films; Rapra Technology Limited: Shawbury, Shrewsbury, 2003; ISBN 9781859573389. [Google Scholar]
- Horodytska, O.; Valdés, F.J.; Fullana, A. Plastic flexible films waste management—A state of art review. Waste Manag. 2018, 77, 413–425. [Google Scholar] [CrossRef] [PubMed]
- Huysman, S.; de Schaepmeester, J.; Ragaert, K.; Dewulf, J.; de Meester, S. Performance indicators for a circular economy: A case study on post-industrial plastic waste. Resour. Conserv. Recycl. 2017, 120, 46–54. [Google Scholar] [CrossRef]
- Lambré, C.; Barat Baviera, J.M.; Bolognesi, C.; Chesson, A.; Cocconcelli, P.S.; Crebelli, R.; Gott, D.M.; Grob, K.; Mengelers, M.; Mortensen, A.; et al. Safety assessment of the process Loop Polymers, used to recycle polyethylene and polypropylene printed offcuts and scrap for use as food contact materials. EFSA J. 2022, 20, e07577. [Google Scholar] [CrossRef] [PubMed]
- Lase, I.S.; Bashirgonbadi, A.; van Rhijn, F.; Dewulf, J.; Ragaert, K.; Delva, L.; Roosen, M.; Brandsma, M.; Langen, M.; de Meester, S. Material flow analysis and recycling performance of an improved mechanical recycling process for post-consumer flexible plastics. Waste Manag. 2022, 153, 249–263. [Google Scholar] [CrossRef]
- Dehoust, G.; Hermann, A.; Christiani, J.; Bartnik, S.; Beckamp Bünemann, A. Ermittlung der Praxis der Sortierung und Verwertung von Verpackungen im Sinne des § 21 VerpackG; Endbericht: Dessau-Roßlau, Germany, 2021. [Google Scholar]
- Jansen, M.; van Thoden Velzen, E.; Pretz, T. (Eds.) Handbook for Sorting of Plastic Packaging Waste Concentrates: Separation Efficiencies of Common Plastic Packaging Objects in Widely Used Separaion Machines at Existing Sorting Facilities with Mixed Postconsumer Plastic Packaging Waste as Input; Wageningen UR Food & Biobased Research: Wageningen, The Netherlands, 2015; ISBN 978-94-6257-529-5. [Google Scholar]
- Ragaert, K.; Delva, L.; van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Bashirgonbadi, A.; Saputra Lase, I.; Delva, L.; van Geem, K.M.; de Meester, S.; Ragaert, K. Quality evaluation and economic assessment of an improved mechanical recycling process for post-consumer flexible plastics. Waste Manag. 2022, 153, 41–51. [Google Scholar] [CrossRef]
- van Belle, A.; Demets, R.; Mys, N.; van Kets, K.; Dewulf, J.; van Geem, K.; de Meester, S.; Ragaert, K. Microstructural Contributions of Different Polyolefins to the Deformation Mechanisms of Their Binary Blends. Polymers 2020, 12, 1171. [Google Scholar] [CrossRef] [PubMed]
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef]
- Chen, X.; Kroell, N.; Feil, A.; Pretz, T. Determination of the composition of multilayer plastic packaging with nir spectroscopy. Detritus 2020, 13, 62–66. [Google Scholar] [CrossRef]
- Koinig, G.; Friedrich, K.; Rutrecht, B.; Oreski, G.; Barretta, C.; Vollprecht, D. Influence of reflective materials, emitter intensity and foil thickness on the variability of near-infrared spectra of 2D plastic packaging materials. Waste Manag. 2022, 144, 543–551. [Google Scholar] [CrossRef]
- COWI. Report: Study about Plastic Sorting and Recycling. 2019. Available online: https://plastikviden.dk/media/212448/study-about-plastic-sorting-and-recycling.pdf (accessed on 30 November 2022).
- Luijsterburg, B.J.; Jobse, P.S.; Spoelstra, A.B.; Goossens, J.G.P. Solid-state drawing of post-consumer isotactic poly(propylene): Effect of melt filtration and carbon black on structural and mechanical properties. Waste Manag. 2016, 54, 53–61. [Google Scholar] [CrossRef] [PubMed]
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2021, 42, e2000415. [Google Scholar] [CrossRef]
- Antonopoulos, I.; Faraca, G.; Tonini, D. Recycling of post-consumer plastic packaging waste in the EU: Recovery rates, material flows, and barriers. Waste Manag. 2021, 126, 694–705. [Google Scholar] [CrossRef] [PubMed]
- Betz, J.; Hermann, A.; Bulach, W.; Hermann, C.; Dieroff, J.; Mehlhart, G.; Müller, R.; Wiesemann, E. Prüfung Konkreter Maßnahmen zur Steigerung der Nachfrage nach Kunststoffrezyklaten und Rezyklathaltigen Kunststoffprodukten, Dessau-Roßlau. 2022. Available online: https://www.umweltbundesamt.de/sites/default/files/medien/479/publikationen/texte_128-2022_pruefung_konkreter_massnahmen_zur_steigerung_der_nachfrage_nach_kunststoffrezyklaten_und_rezyklathaltigen_kunststoffprodukten.pdf (accessed on 7 March 2023).
- Demets, R.; Grodent, M.; van Kets, K.; de Meester, S.; Ragaert, K. Macromolecular Insights into the Altered Mechanical Deformation Mechanisms of Non-Polyolefin Contaminated Polyolefins. Polymers 2022, 14, 239. [Google Scholar] [CrossRef] [PubMed]
- Meran, C.; Ozturk, O.; Yuksel, M. Examination of the possibility of recycling and utilizing recycled polyethylene and polypropylene. Mater. Des. 2008, 29, 701–705. [Google Scholar] [CrossRef]
- Geueke, B. Fpf Dossier: Non-Intentionally Added Substances (Nias), Zenodo. 2015. Available online: https://zenodo.org/record/33514#.ZFhqBM5ByMo (accessed on 7 March 2023).
- Horodytska, O.; Cabanes, A.; Fullana, A. Non-intentionally added substances (NIAS) in recycled plastics. Chemosphere 2020, 251, 126373. [Google Scholar] [CrossRef] [PubMed]
- Bradley, E.; Coulier, L. An Investigation into the Reaction and Breakdown Products from Starting Substances Used to Produce Food Contact Plastics; 2007. Available online: https://www.foodpackagingforum.org/fpf-2016/wp-content/uploads/2014/06/Bradley-and-Coulier-2007.pdf (accessed on 9 March 2023).
- Pfaendner, R. Restabilization—30 years of research for quality improvement of recycled plastics Review. Polym. Degrad. Stab. 2022, 203, 110082. [Google Scholar] [CrossRef]
- EuPIA. Printing Inks and Plastic Recycling—Q & A; EuPIA: Brussels, Belgium, 2021; Available online: www.eupia.org (accessed on 28 January 2023).
- Kol, R.; Roosen, M.; Ügdüler, S.; van Geem, K.M.; Ragaert, K.; Achilias, D.S.; de Meester, S. Recent Advances in Pre-Treatment of Plastic Packaging Waste; IntechOpen: London, UK, 2021. [Google Scholar]
- Pekarovicova, A.; Husovska, V. (Eds.) Printing Ink Formulations; William Andrew: Norwich, NY, USA, 2016. [Google Scholar]
- Leach, R.H.; Pierce, R.J.; Hickman, E.P.; Mackenzie, M.J.; Smith, H.G. The Printing Ink Manual; Springer: Dordrecht, The Netherlands, 1993; ISBN 978-1-4020-6187-5. [Google Scholar]
- Flick, E.W. Printing Ink and Overprint Varnish Formulations, 2nd ed.; Noyes Publications: Norwich, NY, USA, 1999; ISBN 9780815514404. [Google Scholar]
- Galbiati, E.; Jacxsens, L.; de Meulenaer, B. Hazard prioritisation of substances in printing inks and adhesives applied to plastic food packaging. Food Addit. Contam. Part A Chem. Anal. Control Expo. Risk Assess. 2021, 38, 1608–1626. [Google Scholar] [CrossRef]
- Aydemir, C.; Altay, B.N.; Akyol, M. Surface analysis of polymer films for wettability and ink adhesion. Color Res. Appl. 2021, 46, 489–499. [Google Scholar] [CrossRef]
- Al-Gunaid, T.A.; Krupa, I.; Ouederni, M.; Krishnamoorthy, S.K.; Popelka, A. Enhancement of Adhesion Characteristics of Low-Density Polyethylene Using Atmospheric Plasma Initiated-Grafting of Polyethylene Glycol. Polymers 2021, 13, 1309. [Google Scholar] [CrossRef]
- Popelka, A.; Novák, I.; Al-Maadeed, M.A.S.; Ouederni, M.; Krupa, I. Effect of corona treatment on adhesion enhancement of LLDPE. Surf. Coat. Technol. 2018, 335, 118–125. [Google Scholar] [CrossRef]
- Kühn, G.; St. Weidner; Decker, R.; Ghode, A.; Friedrich, J. Selective surface functionalization of polyolefins by plasma treatment followed by chemical reduction. Surf. Coat. Technol. 1999, 116-119, 796–801. [Google Scholar] [CrossRef]
- Gecol, H.; Scamehorn, J.F.; Christian, S.D.; Grady, B.P.; Riddell, F.E. Deinking of water-based ink printing from plastic film using nonionic surfactants. J. Surfact. Deterg. 2002, 5, 363–374. [Google Scholar] [CrossRef]
- Guo, J.; Kim, Y.; Chong, Z.K.; Alassali, A.; Chacon, J.P.; Gottschalk, D.; Kitzberger, M.; Kuchta, K. Quality Changes of Low-Density Polyethylene (LDPE) Recyclates from the Pretreatment Process with a Cationic Surfactant and a Nonionic Surfactant as Cleaning Agents Upstream of Extrusion. Processes 2022, 10, 2174. [Google Scholar] [CrossRef]
- Wagner, J.R.; Mount, E.M.; Giles, H.F.; Giles Jr, H.F.; Wagner, J.R. (Eds.) Extrusion (Second Edition)//Extrusion: The Definitive Processing Guide and Handbook, 2nd ed.; Elsevier Science: Burlington, VT, USA, 2014; ISBN 978-1-4377-3481-2. [Google Scholar]
- Jin, H.; Gonzalez-Gutierrez, J.; Oblak, P.; Zupančič, B.; Emri, I. The effect of extensive mechanical recycling on the properties of low density polyethylene. Polym. Degrad. Stab. 2012, 97, 2262–2272. [Google Scholar] [CrossRef]
- DIN EN ISO 1133-1:2012-03; Kunststoffe—Bestimmung der Schmelze-Massefließrate (MFR) und der Schmelze-Volumenfließrate (MVR) von Thermoplasten—Teil_1: Allgemeines Prüfverfahren (ISO_1133-1:2011); Deutsche Fassung EN_ISO_1133-1:2011. Beuth Verlag GmbH: Berlin, Germany, 2011.
- Dave, P.Y. Short Review on Printing Ink Technology to Prevent Counterfeit of the Products. J. Adv. Chem. Sci. 2020, 6, 693–697. [Google Scholar] [CrossRef]
- Abd El-Wahab, H.; El-Meligi, G.; Hassaan, M.G.; Kazlauciunas, A.; Lin, L. New water-based copolymer nanoparticles and their use as eco-friendly binders for industry of flexographic ink, part I. PRT 2020, 49, 239–248. [Google Scholar] [CrossRef]
- Devra, R.S.; Srivastava, N.; Vadali, M.; Arora, A. Polymer Filament Extrusion Using LDPE Waste Polymer: Effect of Processing Temperature. In Proceedings of the ASME 2022 17th International Manufacturing Science and Engineering Conference, West Lafayette, IN, USA, 27 June–1 July 2022. [Google Scholar] [CrossRef]
- Nerin, C.; Alfaro, P.; Aznar, M.; Domeño, C. The challenge of identifying non-intentionally added substances from food packaging materials: A review. Anal. Chim. Acta 2013, 775, 14–24. [Google Scholar] [CrossRef]
- Chai, H.; Duan, Q.; Cao, H.; Li, M.; Qi, K.; Sun, J.; Yang, X. Experimental study on the effect of storage conditions on thermal stability of nitrocellulose. Appl. Therm. Eng. 2020, 180, 115871. [Google Scholar] [CrossRef]
- PrintCYC Initiative. PrintCYC Entwickelt Recycling von Bedruckten Kunststoff-Folien. Available online: https://packaging-journal.de/printcyc-initiative-entwickelt-recycling-von-bedruckten-kunststoff-folien/ (accessed on 13 March 2023).
- SY Chemical. Pigment Red 146. Available online: https://www.sypigment.com/pigment-red-146.html (accessed on 17 January 2023).
- Cox, M.F. Surfactants for hard-surface cleaning: Mechanisms of solid soil removal. J. Am. Oil Chem. Soc. 1986, 63, 559–565. [Google Scholar] [CrossRef]
- Gamma Meccanica. Cleaning System for the Removal of Printing Ink from Flexible Plastic Films. Available online: https://www.gamma-meccanica.it/en/plastic-recycling/eco-clean/ (accessed on 7 March 2023).
- Polymont. Polymount Film Cleaner. Available online: https://www.polymount-int.com/en/film-cleaner (accessed on 7 March 2023).
- Niaounakis, M. Solvent- and/or Chemical Agent-Based Separation. In Recycling of Flexible Plastic Packaging; Elsevier: Amsterdam, The Netherlands, 2020; pp. 211–264. [Google Scholar]
- van Thoden Velzen, E.; Jansen, M. (Eds.) Solvent Extraction as Additional Purification Method for Postconsumer Plastic Packaging Waste; Wageningen UR Food & Biobased Research: Wageningen, The Netherlands, 2011; ISBN 9789461730640. [Google Scholar]
- Lorenz, A.; Walser, H.P. A Method for the Removal of Solvent and/or Nitrocellulose Residues from Precleaned Polyolefin. 92110894.0, 26 June 1992. [Google Scholar]
- Ügdüler, S.; van Laere, T.; de Somer, T.; Gusev, S.; van Geem, K.M.; Kulawig, A.; Leineweber, R.; Defoin, M.; van den Bergen, H.; Bontinck, D.; et al. Understanding the complexity of deinking plastic waste: An assessment of the efficiency of different treatments to remove ink resins from printed plastic film. J. Hazard. Mater. 2023, 452, 131239. [Google Scholar] [CrossRef] [PubMed]
- Rosen, M.J. Detergency and Its Modification by Surfactants//Surfactants and Interfacial Phenomena, 4th ed.; Wiley: Hoboken, NJ, USA, 2012; ISBN 9781118228920. [Google Scholar]
- Chotipong, A.; Scamehorn, J.F.; Rirksomboon, T.; Chavadej, S.; Supaphol, P. Removal of solvent-based ink from printed surface of high-density polyethylene bottles by alkyltrimethylammonium bromides: Effects of pH, temperature, and salinity. Colloids Surf. A: Physicochem. Eng. Asp. 2007, 297, 163–171. [Google Scholar] [CrossRef]
- Pastor-Blas, M.M.; Martín-Martínez, J.M.; Boerio, F.J. Mechanisms of Adhesion in Surface Chlorinated Thermoplastic Rubber/Thermoplastic Polyurethane Adhesive Joints. Rubber Chem. Technol. 2002, 75, 825–838. [Google Scholar] [CrossRef]
- Tyczkowski, J.; Krawczyk-Kłys, I.; Kuberski, S.; Makowski, P. Chemical nature of adhesion: Plasma modified styrene–butadiene elastomer and polyurethane adhesive joints. Eur. Polym. J. 2010, 46, 767–773. [Google Scholar] [CrossRef]
- Lei, L.; Xia, Z.; Ou, C.; Zhang, L.; Zhong, L. Effects of crosslinking on adhesion behavior of waterborne polyurethane ink binder. Prog. Org. Coat. 2015, 88, 155–163. [Google Scholar] [CrossRef]
- Thompson, C.J.; Ainger, N.; Starck, P.; Mykhaylyk, O.O.; Ryan, A.J. Shampoo Science: A Review of the Physiochemical Processes behind the Function of a Shampoo. Macro Chem. Phys. 2023, 224, 2200420. [Google Scholar] [CrossRef]
- Gecol, H.; Scamehorn, J.F.; Christian, S.D.; Grady, B.P.; Riddell, F. Use of surfactants to remove water based inks from plastic films. Colloids Surf. A: Physicochem. Eng. Asp. 2001, 189, 55–64. [Google Scholar] [CrossRef]
- Gecol, H.; Scamehorn, J.F.; Christian, S.D.; Riddell, F.E. Use of surfactants to remove solvent-based inks from plastic films. Colloid Polym. Sci. 2003, 281, 1172–1177. [Google Scholar] [CrossRef]
- El-Sherbiny, S.I.; Morsy, F.A.; Atta, A.M. Synthesis of new cationic surfactants based on recycled poly(ethylene terephthalate) for deinking of solvent-based ink from low-density polyethylene surface. J. Appl. Polym. Sci. 2010, 118, 1160–1172. [Google Scholar] [CrossRef]
- Ye, X.; Wu, Z.; Wang, M.; Lv, Y.; Huang, X.; Liu, Y.; Lin, C. Effectively remove printing ink from plastic surface over quaternary ammonium-modified waste cooking oil. Environ. Technol. 2022, 44, 1071–1082. [Google Scholar] [CrossRef]
- Bozzola, F.; do Nascimento, B.G.; Vasco, J.C.; Silva, N.; Lagoa, F.; Capela, C.; Heleno, L.; Gaspar, M.; Oliveira, N.S. (Eds.) Ink Removal on Plastic Films Printed by Flexography; Springer: Berlin/Heidelberg, Germany, 2022. [Google Scholar]
- Fullana, A.; Lozano, M.A. Method for Removing Ink Printed on Plastic Films. EP2832459A1, 26 April 2017. [Google Scholar]
- RecyClass. Recyclability Evaluation Protocol for HDPE Containers: Standard Laboratory Practice. 2022. Available online: https://recyclass.eu/wp-content/uploads/2022/02/RecyClass-Recyclability-Evaluation-Protocol-for-HDPE-containers-v.3.0-FINAL.pdf (accessed on 2 February 2023).
- The Association of Plastic Recyclers. PET Standard Laboratory Processing Practices: Document Number PET-P-00. 2022. Available online: https://plasticsrecycling.org/images/Design-Guidance-Tests/APR-PET-P-00-practices.pdf (accessed on 10 March 2023).
- Boz Noyan, E.C.; Venkatesh, A.; Boldizar, A. Washing Post-Consumer Flexible Polyethylene Packaging Waste. Recycling 2022, 7, 90. [Google Scholar] [CrossRef]
- ICC-International Color Consortium. Specification ICC.1:2004-10: Mage Technology Colour Management—Architecture, Profile Format, and Data Structure. 2004. Available online: https://www.color.org/icc1v42.pdf (accessed on 13 March 2023).
- Carter, E.C.; Ohno, Y.; Pointer, M.R.; Robertson, A.R.; Seve, R.; Schanda, J.D.; Witt, K. Colorimetry, 3rd ed.; CIE Central Bureau: Vienna, Austria, 2004; ISBN 978 3 901906 33 6. [Google Scholar]
- Davies, J.E. (Ed.) A Quantitative Kinetic Theory of Emulsion Type. I. Physical Chemistry of the Emulsifying, 2nd ed.; International Congress Surface Activity: London, UK, 1957. [Google Scholar]
- Barret, R. Importance and Evaluation of Lipophilicity//Therapeutical Chemistry: Fundamentals; Elsevier: San Diego, CA, USA, 2018; ISBN 978-1-78548-288-5. [Google Scholar]
- Sahu, V.; Shekhar, S.; Ahuja, P.; Gupta, G.; Singh, S.K.; Sharma, R.K.; Singh, G. Synthesis of hydrophilic carbon black; role of hydrophilicity in maintaining the hydration level and protonic conduction. RSC Adv. 2013, 3, 3917. [Google Scholar] [CrossRef]
- Sis, H.; Birinci, M. Effect of nonionic and ionic surfactants on zeta potential and dispersion properties of carbon black powders. Colloids Surf. A: Physicochem. Eng. Asp. 2009, 341, 60–67. [Google Scholar] [CrossRef]
- Myers, D. Polymeric Surfactants and Surfactant-Polymer Interactions//Surfactant Science and Technology, 3rd ed.; J. Wiley: Hoboken, NJ, USA, 2006; ISBN 9780471680246. [Google Scholar]
- Baglioni, M.; Poggi, G.; Ciolli, G.; Fratini, E.; Giorgi, R.; Baglioni, P. A Triton X-100-Based Microemulsion for the Removal of Hydrophobic Materials from Works of Art: SAXS Characterization and Application. Materials 2018, 11, 1144. [Google Scholar] [CrossRef] [PubMed]
- Theodorou, V.; Paraskevopoulos, G.; Skobridis, K. A mild alkaline hydrolysis of N- and N,N-substituted amides and nitriles. Arkivoc 2015, 2015, 101–112. [Google Scholar] [CrossRef]
- Maeng, D.Y.; Mcneill, V.F. Kinetics of Alkaline Hydrolysis of Synthetic Organic Esters; John Wiley & Sons, Inc.: New York, NY, USA, 2021; Available online: https://chemrxiv.org/engage/api-gateway/chemrxiv/assets/orp/resource/item/60c759404c8919f19ead4d2f/original/kinetics-of-alkaline-hydrolysis-of-synthetic-organic-esters.pdf (accessed on 23 March 2023).
- Gong, L.; Liao, G.; Luan, H.; Chen, Q.; Nie, X.; Liu, D.; Feng, Y. Oil solubilization in sodium dodecylbenzenesulfonate micelles: New insights into surfactant enhanced oil recovery. J. Colloid Interface Sci. 2020, 569, 219–228. [Google Scholar] [CrossRef]
- Genot, C.; Kabri, T.-H.; Meynier, A. Stabilization of Omega-3 Oils and Enriched Foods Using Emulsifiers//Food Enrichment with Omega-3 Fatty Acids; Woodhead Publ: Oxford, UK, 2013; ISBN 978-0-85709-428-5. [Google Scholar]
- Aulton, M.E. (Ed.) Pharmaceutics: The Science of Dosage Form Design, 2nd ed.; Churchill Livingstone: Edinburgh, Scotland, 2002; ISBN 9780443055171. [Google Scholar]
- Berry, J.D.; Neeson, M.J.; Dagastine, R.R.; Chan, D.Y.C.; Tabor, R.F. Measurement of surface and interfacial tension using pendant drop tensiometry. J. Colloid Interface Sci. 2015, 454, 226–237. [Google Scholar] [CrossRef]
- Tavana, H.; Neumann, A.W. Recent progress in the determination of solid surface tensions from contact angles. Adv. Colloid Interface Sci. 2007, 132, 1–32. [Google Scholar] [CrossRef]
- Yuan, Y.; Lee, T.R. Contact Angle and Wetting Properties. In Surface Science Techniques; Springer Series in Surface Sciences; Bracco, G., Holst, B., Eds.; Springer: Berlin/Heidelberg, Germany, 2013; Volume 51, pp. 3–34. [Google Scholar] [CrossRef]
- Huhtamäki, T.; Tian, X.; Korhonen, J.T.; Ras, R.H.A. Surface-wetting characterization using contact-angle measurements. Nat. Protoc. 2018, 13, 1521–1538. [Google Scholar] [CrossRef]
- Kaedin-Koppers, A. PrintCYC liefert wichtigen Input für „Design for Recycling“-Richtlinien: Industrielle Forschung über den Einfluss von Druckfarben auf die Recyclingfähigkeit von Kunststoff-Folien; Flexo+Tief-Druck; G&K TechMedia: Emmendigen, Germany, 2023; pp. 10–11. [Google Scholar]
- Schmidt, J.; Auer, M.; Moesslein, J.; Wendler, P.; Wiethoff, S.; Lang-Koetz, C.; Woidasky, J. Challenges and Solutions for Plastic Packaging in a Circular Economy. Chemie Ingenieur Technik 2021, 93, 1751–1762. [Google Scholar] [CrossRef]
- Ceflex. Designing for a Circular Economy: Recyclability of Polyolefin-Based Flexible Packaging; Technical Report. 2020. Available online: https://guidelines.ceflex.eu/resources/ (accessed on 19 March 2023).
- Kemona, A.; Piotrowska, M. Polyurethane Recycling and Disposal: Methods and Prospects. Polymers 2020, 12, 1752. [Google Scholar] [CrossRef] [PubMed]
- PST. Why Accurate Moisture Measurement is Essential for the Quality of Polyethylene Terephthalate. Available online: https://www.processsensing.com/en-us/blog/accurate-moisture-measurement-for-quality-of-polyethylene-terephthalate.htm?utm_source=Directindustry&utm_medium=Local%20directories&utm_campaign=PET%20blog (accessed on 18 March 2023).
- Peltovuori, M. PET Extrusion Coating—Taking Extrusion Coating to a New Level; Karhula Finland. Available online: https://www.tappi.org/content/events/07europlace/papers/07europl41.pdf (accessed on 23 March 2023).
- Grummt, S. Praxis der Sortierung und Verwertung von Verpackungen im Sinne des § 21 VerpackG 2020/2021. Teilbericht, Dessau-Roßlau. 2022. Available online: https://www.umweltbundesamt.de/sites/default/files/medien/1410/publikationen/2023-01-05_texte_125-2022_praxis_der_sortierung_und_verwertung_von_verpackungen.pdf (accessed on 17 March 2023).
- Soto, J.M.; Martín-Lara, M.A.; Blázquez, G.; Godoy, V.; Quesada, L.; Calero, M. Novel pre-treatment of dirty post-consumer polyethylene film for its mechanical recycling. Process Saf. Environ. Prot. 2020, 139, 315–324. [Google Scholar] [CrossRef]
- Streit, A.F.M.; de Santana, M.P.; de Oliveira Júnior, D.L.; Bassaco, M.M.; Tanabe, E.H.; Dotto, G.L.; Bertuol, D.A. Development of a pre-treatment process of polymeric wastes (HDPE, LDPE/LLDPE, PP) for application in the qualification of selectors of recyclable materials. Environ. Dev. Sustain. 2022, 24, 6349–6371. [Google Scholar] [CrossRef]
- Roosen, M.; Harinck, L.; Ügdüler, S.; de Somer, T.; Hucks, A.-G.; Belé, T.G.A.; Buettner, A.; Ragaert, K.; van Geem, K.M.; Dumoulin, A.; et al. Deodorization of post-consumer plastic waste fractions: A comparison of different washing media. Sci. Total Environ. 2022, 812, 152467. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).